Балашов В.М., Добросельский М.А. Современные технологии производства при управлении качеством продукции
Подождите немного. Документ загружается.

41
производительность труда. Достаточно одного примера, чтобы ощу,
тить масштабы экономий ресурсов и увеличения производительнос,
ти: на предприятии при пайке микросхем в корпусе PQFP,208 с ша,
гом выводов 0,5 мм применение паяльной станции ERSA с жалом
«миниволна» ускоряет выполнение работ в двадцать раз по сравне,
нию с раздельной пайкой выводов; суммы затрат на припой умень,
шаются в десять раз; расход паяльных жал снижается в четыре раза – и
все это при высоком качестве пайки. Нетрудно оценить сроки окупа,
емости паяльной станции по цене около 250 дол.: на Западе оно со,
ставляет в среднем полторы недели. В России с учетом низкой оплаты
труда радиомонтажника срок окупаемости более продолжителен, но
даже с учетом этого фактора внедрение дорогостоящего инструмента
становится выгодным для предприятия решением.
Независимо от высокого уровня автоматизации сборочно,монтаж,
ных работ, по,прежнему остаются актуальными ручные паяльные и
ремонтные станции фирм Расе, Weller (Cooper Tools), ERSA. К этому
ряду прибавились фирмы Kohler и MARTIN. Безусловно, ремонтные
и наладочные работы должны быть снабжены всеми видами инстру,
ментов для демонтажа, снятия лака, напайки перемычек, очистки,
подлакировки и т.д.
Групповые способы пайки компонентов
Для пайки компонентов на коммутационных платах разработано
и опробовано в производстве множество различных автоматизиро,
ванных методов:
– пайка волной припоя;
– контактная пайка групповым паяльником;
– пайка на горячей плите;
– в паровой фазе (конденсационная пайка);
– нагретым газом (конвекционная);
– резистивный нагрев проходящим электрическим током (пайка
сдвоенным электродам);
– инфракрасным (ИК) излучением;
– лазерным излучением.
В табл. 2.2 приведены основные технологические характеристи,
ки рассматриваемых способов пайки. Из таблицы видно, что все они
делятся на две группы – это способы пайки, обеспечивающие общий
нагрев всего паяемого модуля, и способы пайки, обеспечивающие
локальный нагрев только паяных соединений.
Противоречие между производительностью процесса пайки и по,
лучаемой надежностью паяных соединений удается разрешать в ре,
42
зультате перехода от контактных способов нагрева к бесконтактным.
При этом наблюдается закономерный переход в использовании энер,
гопроводящей среды от твердого тела (жало паяльника) к жидкости
(пайка волной припоя и в теплоносителе), затем к использованию
паров жидкостей (конденсационная пайка), электромагнитных по,
лей (пайка инфракрасным и лазерным излучением) и нагретого газа
(конвекционная пайка).
Групповые способы пайки компонентов со штыревыми выводами
Пайка элементов со штыревыми выводами, установленными на
ПП, в условиях поточного производства проводится двумя основны,
ми методами: погружением и волной припоя.
Различные варианты реализации метода пайки погружением при,
ведены на рис. 2.11. При пайке ПП со смонтированными элементами
на 2–4 с погружается в расплавленный припой на глубину 0,4–0,6
ее толщины, что приводит к капиллярному течению припоя и запол,
нению им монтажных отверстий (рис. 2.11, а). Одновременное воз,
действие температуры на всю поверхность платы приводит к ее пере,
греву и термоудару. Это вызывает повышенное коробление ПП, что
ограничивает их максимальный размер 150 мм с соотношением сто,
Таблица 2.2. Основные технологические характеристики способов
групповой пайки
№
п/п
икйапбосопСавергандиВ
арутарепмеТ
икйап ,Т °С
ямерВ
икйап t с,
1
имыньлеллараП
имадорткелэ
йыньлакоЛ052–0225,0–3,0
2
мокиньляапмывоппурГ
ежоТ043–0230,1–8,0
3
елетисонолпетмокди
жВ
йищбО062–05202–51
4
яопирпйонлоВ
ежоТ562–0225,3–5,1
5
яанноицаснедноK
–"–032–51209–04
6
мыннаворисукофС
меинечулзи
,KИ
йыньлакоЛ052–0220,1–5,0
7
яанвырерпеняанрезаЛ
ежоТ052–0228,0–3,0
8
яансьлупмияанрезаЛ
–"–003–0521,0–50,0
9
йонса
ркарфниВ
ичепйонрейевнок
йищбО012–50206–02
01
азагогечярогйеуртС
йыньлакоЛ004–0035–2
11
мозагмытергаН
)яанноицкев
нок(
йищбО032–50204–02
43
рон 1:2. Чтобы ограничить зону действия припоя, на плату с мон,
тажной стороны наносят специальную защитную маску (бумажную,
эпоксидную), в которой предусмотрены отверстия под контактные
площадки. С этой же целью температуру пайки выбирают более низ,
кой, что также уменьшает потери припоя из,за окисления. Продук,
ты окисления скапливаются на поверхности, и перед каждой пайкой
их удаляют металлическим скребком. Частицы растворителя флю,
са, попавшие в припой, интенсивно испаряются, что приводит к ло,
кальным непропаям. Для уменьшения числа непропаянных соеди,
нений применяют пайку погружением с наклоном (5–7°) платы
(рис. 2.11, б) или на плату подают механические колебания часто,
тою 50–200 Гц и амплитудой 0,5–1 мм (рис. 2.11, г).
Наиболее совершенным способом реализации пайки погружением
является пайка протягиванием (рис 2.11, в), при которой ПП укла,
дывается в держатель под углом около 5°, погружается в ванну и про,
тягивается по зеркалу припоя. Впереди держателя имеется закреп,
ленный скребок, который очищает поверхность зеркала. Создаются
благоприятные условия для удаления флюса и излишков припоя.
Время пайки протягиванием увеличивается до 10 с.
Избирательная пайка (рис. 2.11, е) обеспечивает выборочную по,
дачу припоя к паяемым контактам через специальную фильеру, из,
готовленную из нержавеющей стали. Между платой и фильерой зажи,
мается слой термостойкой резины. При избирательной пайке уменьша,
ется температура платы, снижается нагрев радиоэлементов и расход
припоя. Применяют ее в условиях массового производства, когда изго,
товление специальной фильеры экономически целесообразно.
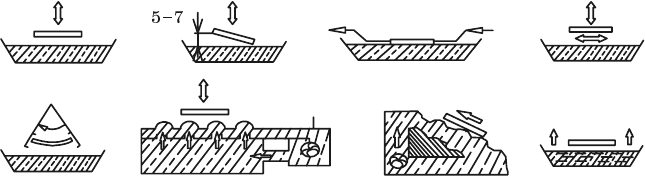
Рис. 2.11. Способы реализации пайки погружением: а – с вертикальным
перемещением платы; б – с наклоном платы; в – протягивани-
ем; г – с применением колебательных движений; д – с маятнико-
вым движением платы; е – избирательная; ж – каскадная;
з – в ванну, заполненную сеткой
°
a)
б)
в)
г)
д)
е) ж) з)

44
Высокое качество пайки обеспечивает способ погружения платы в
заполненную сеткой (например, из никеля с размером окон 0,2 × 0,2 мм)
ванну (рис. 2.11, з), которая превращается в капиллярный пита,
тель. При соприкосновении платы с сеткой припой выдавливается
через ее ячейки и под давлением капиллярного эффекта заходит в
зазор между выводами и металлизированными отверстиями. При
обратном движении ванны избыток припоя затягивается капилля,
рами сеточного набора, что предотвращает образование сосулек. Раз,
личие в длине выводов не сказывается на качестве пайки из,за гибко,
сти сетки.
Пайка волной припоя является самым распространенным мето,
дом групповой пайки для компонентов со штыревыми выводами. Она
заключается в том, что плата прямолинейно перемещается через гре,
бень волны расплавленного жидкого припоя. Ее преимуществами
являются: высокая производительность, возможность создания ком,
плексно,автоматизированного оборудования, ограниченное время
взаимодействия припоя с платой, что снижает термоудар, коробле,
ние диэлектрика, перегрев элементов. Главным условием высокой
разрешающей способности пайки волной припоя, позволяющей без
перемычек, мостиков и сосулек припоя паять платы с малыми зазо,
рами между печатными проводниками, является создание тонкого и
равномерного слоя припоя на проводниках.
Процесс пайки состоит из трех этапов: вхождение в припой, кон,
тактирование с припоем и выход из припоя. На первом этапе направ,
ление скорости фонтанирования волны способствует удалению па,
ров флюса из зоны реакции как при симметричной двусторонней, так и
при направленной односторонней параболической волне (рис. 2.12, а).
На втором этапе время пайки определяет полоса растекания при,
поя по плате в сочетании со скоростью конвейера. При двусторонней
волне это время больше за счет достижения более полного заполне,
ния припоем металлизированных отверстий. Увеличение времени
взаимодействия, однако, повышает толщину припоя на печатных
проводниках до некоторого предела.
Рис. 2.12.Профили волны при пайке: а – односторонняя; б – дельта-вол-
на; в – отраженная; г – плоская; д – лямбда-волна; е – двойная
волна
a)
б)
в) г)
е)
д)
45
Окончательное формирование толщины слоя происходит на вы,
ходе платы из волны припоя. При этом в односторонней волне пре,
дельная составляющая скорости фонтанирования вычитается из ско,
рости конвейера, смывает излишки припоя и утончает оставшийся
слой припоя.
В двусторонней волне скорость складывается со скоростью кон,
вейера и способствует образованию наплывов. Таким образом, в дву,
сторонней волне необходимо стремиться к повышению угла накло,
на, увеличению крутизны волны и уменьшению скорости истечения
припоя. При односторонней волне более благоприятными являются
горизонтальное положение конвейера, пологая форма и возможно
большая скорость циркуляции припоя.
Глубина «ныряния» обычно составляет 0,6–0,8 толщины платы,
но может достигать 1,5–2 толщины с носовым козырьком в передней
части кассеты.
Дельта,волна (рис. 2.12, б) характеризуется стоком припоя в одну
сторону, для чего одна стенка сопла выполнена удлиненной. Это
уменьшает окисление припоя, однако делает чувствительным изме,
нение высоты волны от напора нагнетателя припоя. Более целесооб,
разна в этом отношении отраженная волна (рис. 2.12, в). Здесь за
счет применения наклонного отражателя сопла обеспечивается удер,
жание большего количества припоя, чем при дельта,волне, а его сток
регулируется изменением угла наклона отражателя и зазором между
соплом и отражателем.
Поскольку увеличение ширины волны в направлении движения
платы дает положительный эффект, то применяют плоскую, или
широкую волну протяженностью до 70–90 мм (рис. 2.12, г). Подоб,
ная конфигурация волны позволяет добиться получения качествен,
ных соединений при меньшей температуре припоя, чем при пайке с
волной параболической формы. Такое конструктивное решение ис,
пользовано в установке пайки фирмы Hollis (США). Это позволило
увеличить скорость пайки с 0,6–1,2 до 3 м/мин по сравнению с пай,
кой волной параболической формы.
Лямбда,волна (рис. 2.12, д) получается при использовании на,
садки сложной формы. Форма волны и ее динамика позволяют полу,
чить на входе платы в припой ускоренный поток припоя, обладаю,
щий хорошим смачивающим действием. В зоне выхода достигается
нулевая относительная скорость платы и припоя, а постепенное уве,
личение угла между платой и поверхностью припоя исключает обра,
зование наплывов и сосулек. Такая форма волны позволяет вести
качественную пайку многослойных плат с плотным монтажом.
46
Концепция лямбда,волны предложена фирмой Electrovert (Канада).
На базе лямбда,волны указанной фирмой получена вибрирующая
волна припоя – омега,волна за счет размещения вибрирующего эле,
мента в окне сопла, через которое подается припой. Вибрация эле,
мента создается с помощью электромагнитного преобразователя, рабо,
тающего на промышленной частоте с изменяемой амплитудой до 3 мм.
Омега,волна при скорости конвейера 1,2 м/мин обеспечивает запол,
нение металлизированных отверстий ПП на уровне 99%.
Для образования волны припоя в установках преимущественно
используют механические нагнетатели, давление воздуха или газа,
ультразвуковые колебания и электромагнитные нагнетатели.
Угол наклона конвейера в установках пайки волной припоя мо,
жет регулироваться в пределах 5–9°, оптимальный угол наклона,
обеспечивающий стекание избытка припоя и препятствующий обра,
зованию перемычек и сосулек припоя, составляет 7° [7].
Скорость конвейера выставляется с учетом ритма работы всей про,
изводственной линии, температуры предварительного нагрева и време,
ни контакта печатной платы с волной припоя. В общем случае для обес,
печения хорошего качества пайки рекомендуется выставлять скорость
в пределах 0,9–1,5 м/мин. Перед пайкой печатная плата покрывается
слоем флюса. Используются два основных способа флюсования.
Метод распыления считается все более популярным. Распыление
позволяет уменьшить расход флюса, обеспечить точное и равномерное
нанесение флюса, уменьшить возможность образования капель.
Давление распыления флюса подбирается опытным путем. Если
установить давление слишком низким капли флюса становятся боль,
ше и имеют нестабильный размер. В свою очередь, чрезмерно высокое
давление может приводить к отражению флюса от печатной платы,
это приводит вместо улучшения качества смачивания к большему
расходу флюса, загрязнению печатных плат и оборудования.
Необходимо проверить количество флюса нанесенного на печат,
ную плату. Флюс должен покрывать всю поверхность равномерным
слоем. В случае наличия «сухих» полос или пятен, следует немного
увеличить давление и повторить эксперимент. Если проблема не уст,
раняется путем незначительного увеличения давления, корректиров,
ку параметров процесса флюсования следует осуществлять в комби,
нации с изменением других параметров: скорости конвейера и режи,
мами подачи флюса.
При применения флюсов с высокой плотностью, таких как
VOC,free (флюсы на водной основе), давление распыления следует
увеличить на 10–20 % по сравнению с флюсами на спиртовой основе.
47
Для нанесения флюса методом пенного флюсования применяются
трубчатые фильтры, которые образуют мелкопузырчатую пену, обес,
печивающую улучшенное смачивание, особенно при сквозной метал,
лизации. Кроме того, такие фильтры обладают повышенной надеж,
ностью, меньше забиваются и даже выход из строя одного из элемен,
тов не ведет к нарушению производственного процесса.
Оптимальные условия нанесения флюса обычно достигаются при
высоте шапки пены не более 2 см, при этом следует исключить зате,
кание флюса на верхнюю сторону печатной платы.
Предварительный нагрев обеспечивает:
– подогрев подлежащих пайке электронных компонентов с целью
уменьшения термоудара;
– удаление растворителя из флюса;
– активацию флюса.
Выбор температуры предварительного нагрева зависит от конст,
рукции печатных плат, а также от температуры испарения раствори,
теля. Для флюсов на спиртовой основе общепринятыми являются
режимы, указанные в табл. 2.3.
Особенное внимание следует уделить подогреву при работе с мно,
гослойными печатными платами, который должен обеспечить каче,
ство пайки сквозных металлизированных отверстий. Изменение тем,
пературы на стадии предварительного нагрева должно осуществлять,
ся со скоростью не более 2°С/с. В случае недостаточного прогрева и
неполного удаления растворителя флюса при пайке происходит вы,
деление газов в волну припоя, это ухудшает смачивание и может при,
водить к непропаям вводов компонентов.
В современных условиях при пайке печатных плат с применением
компонентов со штыревыми выводами обычно применяются установ,
ки с двойной волной припоя (рис. 2.12, е). Вторичная волна создает,
ся несколько меньшей высоты для оплавления образующихся сосу,
лек. Температура во вторичной волне меньше, чем в основной. Одна,
ко увеличение открытой поверхности расплава способствует образо,
ванию оксидных пленок в нем.
Таблица 2.3. Выбор температуры предварительного нагрева для
флюсов на спиртовой основе
ыталпйонтачеппиТ
,еталпанарутарепмеТ
°С
яянноротсондО09–08
яянноротсхувД
021–09
)веолсх,4од(яанйолсогонМ021–501
)веолсх,4еелоб(яанйолсогонМ031–011
48
Температура припоя в зоне пайки может устанавливаться в преде,
лах от 235 до 260°С. Более низкая температура пайки позволяет мини,
мизировать термоудар по электронным компонентам. Более высокая
температура до 260°С как правило устанавливается при пайке много,
слойных печатных плат. Для обеспечения хорошего качества паяных
соединений необходимо обеспечить суммарное время пайки в пределах
от 2,5 до 4 с. Время контакта с припоем также зависит от температуры
пайки. Например, как правило, при температуре 250°С достаточно
2,5 с, а при 235°С время пайки необходимо увеличить до 3,5 с.
Реальную температуру на поверхности печатных плат можно из,
мерить с помощью устройства измерения температурных профилей,
например Sensor Shuttle. Для установки высоты волны припоя реко,
мендуется использовать тестовые термоустойчивые стеклянные пла,
ты с миллиметровой шкалой. При оптимальной высоте волны припой
должен покрывать 1/3 толщины печатной платы. Охлаждение реко,
мендуется осуществлять со скоростью от 2 до 5°С/с с целью предотвра,
щения теплового удара по компонентам и печатным платам.
Необходимо отметить, что в последние годы пайка двойной вол,
ной припоя находит все более широкое применение при монтаже уз,
лов со смешанным монтажом, когда на печатную плату устанавли,
ваются как элементы со штыревыми выводами, монтируемые в от,
верстия, так и поверхностно,монтируемые компоненты (рис. 2.13).
В настоящее время широкое применение в технологии РЭА, осо,
бенно при изготовлении спецтехники с повышенными требованиями
к качеству и надежности, получили методы пайки концентрирован,
ными потоками энергии, достоинством которых являются высокая
интенсивность, бесконтактное воздействие источника нагрева на зону
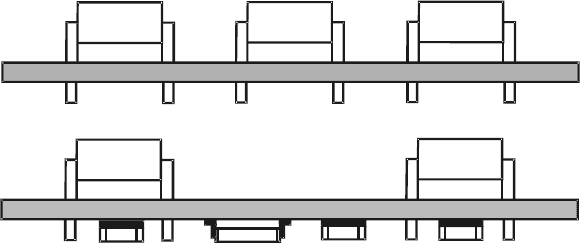
Рис. 2.13.Виды установки компонентов на печатные платы: а – компо-
ненты, монтируемые в отверстия; б – компоненты, монтиру-
емые в отверстия и поверхностно-монтируемые компоненты
a)
б)
49
контактирования, ограниченная зона теплового воздействия. Раз,
работанные методы активируют не только систему «припой – паяе,
мый материал», но и процессы их физико,химического взаимодей,
ствия, что приводит к интенсификации процессов пайки.
Способы пайки компонентов при монтаже на поверхность
Современные требования к высокотехнологичным приборам и обо,
рудованию ускоряют процесс миниатюризации и повышения функ,
циональности элементной базы. Постоянно возрастает уровень слож,
ности компонентов электронного оборудования. Кардинально изме,
нился подход к созданию электронных изделий. Особое значение при,
обретают такие факторы, как габариты модулей и технологии их из,
готовления. Физические размеры выводов и расстояний между
контактами современных компонентов, выполненных по техноло,
гиям BGA и flip,chip, измеряются десятыми долями миллиметра. Осу,
ществлять монтаж таких модулей без современного автоматическо,
го оборудования становится все сложнее, а при серийном производ,
стве и высоких требованиях к качеству и надежности – и вовсе невоз,
можно. Существует масса факторов, без учета которых количество
брака на выходе может превысить 50%. Кроме того, стоимость со,
временных компонентов, устанавливаемых на печатную плату, за,
частую превышает затраты на сборку. А при неправильно подобран,
ной и реализованной технологии пайки такие дорогостоящие и чув,
ствительные элементы безвозвратно выходят из строя.
Передовые технологии пайки поверхностно,монтируемых компо,
нентов ушли далеко вперед от простого нанесения расплавленного
припоя на контакты. Не затрагивая процесс подготовки к производ,
ству, рассмотрим этапы современной технологии поверхностного
монтажа, проблемы, возникающие на этих этапах и пути их аппа,
ратного устранения. Пайку элементов при поверхностном монтаже
проводят следующими методами: нагретым V,образным инструмен,
том, токами высокой частоты (сдвоенным электродом), концентри,
рованными потоками энергии (лазерным излучением и проч.), горя,
чим газом, в парах специальной жидкости, ИК,излучением и др.
Первым звеном в технологической цепочке автоматизированной пай,
ки оплавлением является нанесение паяльной пасты, затем наступает
этап установки монтируемых компонентов (см. подразд. 3.1).
В современных технологических линиях элементы устанавлива,
ются двумя станками. Первый – высокоскоростной – предназначен
для установки основной массы комплектующих: дискретных компо,
нентов и большинства микросхем. Точность таких аппаратов долж,
на быть не менee 30 мкм. Важными моментами здесь являются коли,
50
чество головок для одновременной установки компонентов и нали,
чие автоматизированного магазина для смены головок (под разные
типы корпусов). Кроме того, нормой становится наличие функции
распознавания элементов «на лету» лазерной видеокамерой с авто,
матической корректировкой положения элемента в пространстве,
проверкой габаритов, функцией исключения бракованных комплек,
тующих. Все это определяет скорость и, соответственно, себестои,
мость монтажа. Второй аппарат – высокоточный и предназначен для
установки микросхем с высокой точностью и малыми размерами вы,
водов (BGA и Flip,Chip), а также для установки нестандартных ком,
понентов, например разъемов. Требования к точности такого станка
гораздо выше и составляют порядка 15 мкм.
Конечно, установить BGA,компоненты может и высокоскорост,
ной станок. Гораздо точнее, чем это делается обычной ручной паяль,
ной станцией. Однако стабильно высокое качество может обеспечить
лишь прецизионный аппарат, снабженный специальной системой
лазерных видеокамер, позволяющей с высокой точностью определять
взаимоположение элементов и платы. У обоих «установщиков» сто,
лы с емкостями для элементов должны быть сменными, что обеспе,
чивает быструю перенастройку производства на другой тип изделия.
Это особенно важно в России, где основная масса модулей на сегод,
няшний день имеет серийность порядка 100–1000 плат. После про,
ведения контроля установки компонентов наступает этап собствен,
но пайки электрических соединений.
Пайка сдвоенным электродом аналогична сварке сдвоенным элек,
тродом (см. рис. 2.4). В этом способе производится последователь,
ная пайка каждого вывода электронного компонента в отдельности.
Отличие состоит в том, что при пайке на контактируемую поверх,
ность предварительно наносится доза припоя, рабочая температура
и, следовательно, электрическая мощность ниже, чем при сварке,
так как не требуется расплавлять контактируемые материалы.
Принцип пайки V,образным электродом показан на рис. 2.14. При
этом за один рабочий ход производится одновременная пайка выводов
ИМ с одной, двух, либо четырех сторон (в зависимости от оборудования).
Указанные способы пайки в настоящее время не находят широко,
го применения в силу целого ряда существенных недостатков:
– сравнительно низкая производительность;
– необходимость периодической зачистки и смены инструмента;
– возможность пайки только компонентов с планарными выводами;
– принципиальная невозможность пайки компонентов с J,образными
выводами и выводами, расположенными под корпусом (BGA, Flip,chip).