Балашов В.М., Добросельский М.А. Современные технологии производства при управлении качеством продукции
Подождите немного. Документ загружается.

21
ке (0,2–1,5 Н) создается в момент нагрева до максимальной темпера,
туры и снимается до окончания действия импульса тока.
Качество сварки сдвоенным электродом определяется сочетанием
температур плавления соединяемых металлов, соотношением раз,
меров выводов и толщины печатных проводников, термостойкостью
платы. Медные печатные проводники вследствие высокой тепло, и элек,
тропроводности плохо свариваются, поэтому их предварительно покры,
вают электролитическим способом слоем никеля или золота.
Недостатками рассмотренного метода являются необходимость
никелирования плат и золочение выводов ИС, точное позициониро,
вание выводов, трудность группового контактирования, более высо,
кая стоимость по сравнению с пайкой. Как показывает анализ, боль,
шинство методов сварки обеспечивает индивидуальное выполнение
каждого соединения, что отрицательно сказывается на производи,
тельности.
2.2. Технологии создания электрических соединений пайкой
Среди методов выполнения монтажных соединений в РЭА пайка
занимает доминирующее положение. В зависимости от типа произ,
водства она выполняется индивидуально с помощью нагретого па,
яльника или различными групповыми методами. Индивидуальная
пайка эффективна при монтаже ПП в условиях единичного и мелко,
серийного производства, для проводного монтажа, при запаивании
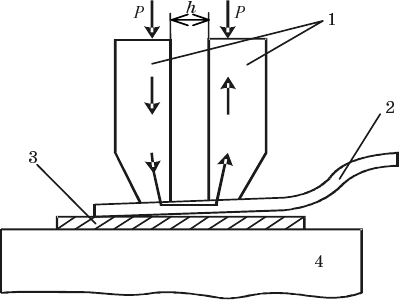
Рис. 2.4. Схема сварки сдвоенным электродом: 1 – электрод; 2 – вывод;
3 – контактная площадка; 4 – основание
22
элементов со штыревыми выводами на одной стороне ПП после вы,
полнения пайки групповым способом на второй стороне, при макет,
ных, ремонтных и регулировочных работах. К основным преимуще,
ствам групповой пайки относятся: строгое поддержание технологи,
ческого режима, повышение производительности, увеличение надеж,
ности соединений, легкость автоматизации. Но с их применением
повышаются требования к однородности и качеству подготовки по,
верхностей, возникает необходимость в разработке мер по предотв,
ращению перегрева термочувствительных элементов и подбора кон,
структивно,технологических решений по устранению характерных
дефектов (сосулек, перемычек, наплывов и др.), усложняется про,
цесс отмывки более активного, чем при индивидуальной пайке флю,
са, который наносится в больших количествах. Выбор метода пайки
зависит от программы выпуска изделий, особенностей конструкции,
требований к качеству.
Технологический процесс пайки состоит из следующих операций:
фиксации соединительных элементов с предварительно подготовлен,
ными к пайке поверхностями; нанесения дозированного количества
флюса и припоя; нагрева деталей до заданной температуры и выдер,
жки в течение ограниченного времени; охлаждения соединения без
перемещения паяемых поверхностей; очистки соединений; контро,
ля качества. В современных автоматизированных групповых спосо,
бах пайки первая и вторая операции меняются местами, т.е. сначала
наносится припойный материал, а затем устанавливаются контак,
тируемые компоненты.
Материалы для использования
в процессах пайки электронных узлов
На качество паяных соединений оказывают существенное влия,
ние не только технологические условия проведения процесса пайки,
но и правильный выбор материалов: флюсов, припоев, очистных
жидкостей.
В качестве припоев используются различные цветные металлы и
их сплавы, имеющие более низкую температуру плавления, чем со,
единяемые металлы. Исходя из температуры плавления припои раз,
деляются на низко,, средне, и высокотемпературные. Для пайки мон,
тажных соединений РЭА применяют преимущественно низко, и сред,
нетемпературные припои (Т
пл
≤ 450°С). Основными компонентами
низко, и среднетемпературных припоев являются олово и свинец, к
которым для придания специальных свойств могут добавляться при,
садки сурьмы, серебра, висмута, кадмия. Так, серебро и сурьма по,
23
вышают, а висмут и кадмий понижают температуру плавления и зат,
вердевания припоя. Серебро задерживает снижение прочности при
старении, уменьшает окисление олова. Сурьма также увеличивает
прочность соединения, но делает его хрупким и ухудшает растекание
по меди. Механическая прочность припоев повышается с увеличени,
ем содержания олова, при этом одновременно увеличивается и его
стоимость, так как свинец приблизительно в 20 раз дешевле олова.
Наиболее распространенными припоями на сегодняшний день явля,
ются сплавы Sn62/Pb36/Ag2, Sn63/Pb36 и Sn61/Pb39.
Выбор марки припоя определяется назначением и конструкцией
изделий, маркой основного металла и технологического покрытия,
максимально допустимой температурой при пайке, а также технико,
экономическими и технологическими требованиями, предъявляемы,
ми к паяным соединениям. К техническим требованиям относятся
достаточная механическая прочность и пластичность, заданные теп,
лопроводность и электрические характеристики, коэффициент тер,
мического расширения (КТР), который должен быть близким к КТР
паяемого металла, коррозионная стойкость как в процессе пайки,
так и при эксплуатации соединений. Припой должен быть экономич,
ным и не содержать дефицитных компонентов. Технологические тре,
бования к припою предусматривают хорошую смачиваемость соединяе,
мых им металлов, высокие капиллярные свойства, малый температур,
ный интервал кристаллизации для исключения появления пор и тре,
щин в паяных соединениях, возможность дозирования его в виде про,
волоки, трубок с наполнением их флюсом, шариков, таблеток и т. п.
Флюсы при пайке образуют жидкую и газообразную защитные
зоны, предохраняют поверхность металла и расплавленного припоя
от окисления, растворяют и удаляют уже имеющиеся пленки окси,
дов и загрязнений с поверхностей, улучшают смачивание металла
припоем и растекание припоя за счет уменьшения сил поверхностно,
го натяжения. Выбор флюса производится исходя из требуемой хи,
мической активности, которая должна быть наибольшей в интерва,
ле температур, определяемом температурами плавления припоя и
пайки. Он должен быстро и равномерно растекаться по паяемым ма,
териалам, хорошо проникать в зазоры и удаляться из них, легко
вытесняться расплавленным припоем, быть термически стабильным,
не выделять вредных для здоровья газов, не вызывать коррозии пая,
емых металлов и припоев, быть экономичным. Правильно выбран,
ный флюс ускоряет процесс пайки при минимально возможных тем,
пературах, что важно при сборке термически чувствительных эле,
ментов РЭА.
24
В зависимости от температурного интервала активности флюсы
разделяются на низко, и высокотемпературные. Для электромонтаж,
ных соединений в основном применяются низкотемпературные флю,
сы, которые по коррозионному действию разбиты на пять групп: не,
коррозионные неактивированные; некоррозионные слабоактивиро,
ванные; слабокоррозионные активированные; коррозионные актив,
ные; коррозионные высокоактивные. По своему составу флюсы раз,
деляются на три группы:
– смолосодержащие;
– активированные смолосодержащие;
– смолонесодержащие.
К первой относятся смолосодержащие флюсы на основе канифоли
или полиэфирных флюсующих смол (ПН,9, ПН,56). Они обладают
широкой универсальностью, не снижают электрическое сопротивле,
ние подложек ПП, не вызывают коррозии соединяемых металлов.
Однако флюсы этих групп обладают слабой химической активнос,
тью и предназначены для пайки легкопаяемых металлов.
Во второй группе наиболее широкое применение находят флюсы с
канифолью, однако флюсующая активность ее невысока. В связи с
этим вводят различные активирующие добавки. Роль таких добавок
в процессе оплавления сводится к устранению путем химического
взаимодействия окислов металлов, образующихся на поверхности
паяемого изделия. Часто в качестве активирующих добавок вводят
органические и неорганические кислоты, различные соли. Канифоль,
ные флюсы, активированные 2–3,5% органических кислот (бензой,
ной, салициловой и др.), обладают повышенной активностью и ис,
пользуются при групповой и ручной пайке многослойных ПП. Силь,
ное влияние этих флюсов на сопротивление изоляции диэлектриков
и коррозию проводников требует тщательной отмывки остатков флю,
са после пайки.
Третью группу составляют коррозионные активные флюсы, не со,
держащие смол. Для повышения активности флюсов в их состав вво,
дят активирующие добавки: анилин, гидразин, триэтаноламин, ди,
этиламин соляно,кислый. При введении активаторов стремятся, что,
бы при пайке добавки со щелочными свойствами нейтрализовали
остатки кислотных компонентов. С целью уменьшения коррозион,
ных свойств флюса,активатора предложено использовать продукты
нейтрализации органических кислот аминами. В качестве кислот,
ных составляющих солей применяют как неорганические, так и сла,
бые органические кислоты – оксибензойную, лимонную, олеиновую.
Основное применение данные флюсы нашли в процессах лужения и
25
восстановления паяемости монтажных элементов после хранения в
цехе и на складе.
Реализовать полностью все преимущества технологии поверхнос,
тного монтажа позволяет использование в качестве припойного ма,
териала паяльных (припойных) паст так называемых Reflow
soldering processes. Пайка с использованием паяльных паст не толь,
ко облегчает условия создания автоматизированного процесса, но и
повышает качество и надежность паяных соединений, обеспечивает
экономию припойных материалов.
Припойные пасты представляют собой однородную суспензию по,
рошка легкоплавкого припоя во флюсующей связке, которая выпол,
няет функции активатора, растворителя, дефлокулянта, антиокси,
данта и др.
При использовании для монтажа пайкой ЭРЭ и ИМ паяльные па,
сты обеспечивают выполнение в полном объеме следующих техноло,
гических требований:
– использование всего диапазона низкотемпературных припоев,
применяемых для пайки;
– синхронизацию подачи припоя и флюса в оптимальных соотно,
шениях;
– точное дозирование припоя и флюса по количеству и месту раз,
мещения, простоту дозирования;
– фиксацию, удержание элементов при сборке;
– существенное снижение расходов дефицитных материалов;
– реализацию групповых методов обработки изделий различной
серийности;
– обеспечение технических решений, принципиально невозмож,
ных при ручной сборке;
– существенное повышение качества и надежности изделий;
– полное исключение ручного труда, создание автоматизирован,
ных комплексов и полностью автоматизированных производств.
За рубежом целый ряд ведущих фирм, занятых разработками в
области электроники и электротехники, изготавливает пасты раз,
личного назначения, в том числе припойные. Самые известные из
них: Du Pont, Kester, Alpha Metals, Electron Fusion Devices Inc. (EFD),
ERA Inc, Multicore.
Качество припойной пасты определяется размерами частиц при,
поя, их формой, чистотой, степенью однородности гранулометричес,
кого состава и химическим составом флюсующей связки.
Припойные пасты сильно различаются по составу и свойствам,
общим у них является наличие двух составляющих: порошкообраз,
26
ного припоя и флюса,связки. В пределах этих главных компонентов
возможны разнообразные комбинации.
К порошкам припоев, применяемых для производства паяльных
паст, предъявляется ряд специальных требований:
– однородность фракционного состава (20–70 мкм);
– низкая степень окисления;
– форма зерен должна быть максимально близкой к сферической;
– отсутствие посторонних включений.
В отечественной и зарубежной практике используют методы по,
лучения мелкодисперсного припоя, основанные на различных физи,
ческих эффектах, обеспечивающих получение порошков металлов.
Распыление акустическими колебаниями выгодно отличается
высокой производительностью и хорошим качеством получаемых
продуктов. Распыление выполняется в инертной (азот, гелий) среде,
что позволяет получать неокисленные зерна припоя [5].
Второй основной составляющей припойных паст является флюс,
связка. Составы флюсов,связок разнообразны, выбор их определяет,
ся характером спаиваемых поверхностей и требованиями техпроцесса.
К числу таких требований относятся:
– обеспечение необходимых реологических свойств;
– обеспечение требуемых флюсующих свойств;
– возможность отмывки изделий после пайки определенными ра,
створами;
– обеспечение достаточной клеящей способности;
– отсутствие расслаивания в процессе использования и хранения.
Флюсующую связку припойных паст образуют, как правило, флюс
и органическое связующее. Флюс – индивидуальное вещество или
смесь веществ, которые способны при повышенной температуре очи,
щать паяемые металлы от окисной пленки, снижать поверхностное
натяжение на границе расплавленный припой–металл–связующее,
предохранять расплавленный припой от окисления.
Органическое связующее – это смесь веществ, в которой растворя,
ется активатор и взвешивается порошкообразный припой. Актива,
тором пайки может быть и само органическое связующее.
В качестве органического связующего часто используются смолы, по,
липарафины, полиорганические силоксаны, масла, органические лаки.
На основе ряда контролируемых параметров (реологические свой,
ства, активность флюса и т.п.) характеристики паяльных паст мо,
гут быть подобраны для обеспечения качественных паяных соедине,
ний с учетом методов изготовления и дозирования паст, метода пай,
ки и требований последующей очистки. Таким образом, основой ус,
27
пешного применения паст является тщательный учет технологичес,
ких факторов процесса пайки и рациональный выбор пасты.
Первый «пункт назначения» печатной платы в цепочке современ,
ных автоматизированных способов монтажа пайкой – аппарат для
нанесения припойной пасты (см. подразд. 3.2). От того, насколько
правильно будет нанесена припойная паста на плату, во многом за,
висит работоспособность конечного изделия: элементы могут «по,
плыть» из,за слишком большого количества пасты, из,за неточного
нанесения образуются короткие замыкания, количество пасты дол,
жно быть достаточно для надежного спаивания всех контактов.
Использование припойных паст потребовало разработки специ,
альных методов нанесения их на место пайки. Паста может нано,
ситься вручную – иглой или микрошпателем, кистью, накаткой ва,
ликом. Для серийного производства чаще всего используются мето,
ды трафаретной печати или дозаторного нанесения.
Электропневматические (реже механические) дозаторы приме,
няют для ручного или автоматического нанесения порции пасты [4].
Использование данного метода экономически наиболее выгодно в
условиях мелкосерийного и единичного производства. Количество
пасты регулируется диаметром канала иглы, а также режимом дози,
рования. Для микродозировки важное значение имеют реологичес,
кие свойства паст, прежде всего, размер и форма частиц порошкооб,
разного припоя, вязкость композиции.
Соблюдение всех указанных требований позволяет использовать
дозатор в целом ряде технологических процессов, что улучшает ка,
чество пайки и существенно снижает расход припоя и флюса. Кроме
того, метод прост, а используемое оборудование удобно в эксплуата,
ции и недорого.
В ряде случаев использование дозаторов вполне оправдано даже
при крупносерийном и массовом производствах. Например, для на,
несения пасты в труднодоступные участки – в отверстия, при ремон,
те (пайка нового компонента между смонтированными ранее) и т.д.
Нанесение через трафарет применяют при серийном и массовом
производстве. При использовании трафаретной печати следует при,
нимать во внимание следующие факторы [6].
Во,первых, важна точность автоматического совмещения платы
и трафарета. Современные станки должны обеспечивать точность не
ниже 30 мкм. Это особенно важно при высокой плотности размеще,
ния на плате компонентов с мелким шагом.
Во,вторых, плата должна быть жестко закреплена и поддержи,
ваться снизу. Давление инструмента (ракеля) при нанесении пасты
28
может достигать 10 кг. Если конструкцией станка поддержка не пре,
дусмотрена, то плата может прогнуться под давлением и паяльная
паста окажется между платой и трафаретом, вследствие чего возник,
нут короткие замыкания контактов и выводов платы и компонентов.
В,третьих, важное значение имеет система автоматической очис,
тки трафарета. После 3,5 проходов ракеля на нижней стороне трафа,
рета образуются шарики пасты, которые при подаче очередной пла,
ты могут образовывать замыкания ее контактов.
Пройдя автоматический видеоконтроль количества паяльной па,
сты на контактных площадках, плата поступает в автомат установ,
ки поверхностно,монтируемых компонентов (см. подразд. 3.1).
Очистные жидкости предназначены для отмывки изделий от
флюса после пайки в специальных установках (см. подразд. 3.4).
При выборе очистной жидкости необходимо учитывать состав остат,
ков, ее растворяющую способность, рабочую температуру, время и
условия отмывки, влияние на элементы конструкции, токсичность
и пожароопасность. Водорастворимые флюсы отмывают в проточной
горячей (60–80°С) воде с помощью мягких щеток (кистей). Кани,
фольные флюсы в процессе индивидуальной пайки промывают этило,
вым (изопропиловым) спиртом; при групповой пайке применяют ульт,
развуковую очистку или очистку щетками в спирто,бензиновой смеси
(1:1), трихлорэтилене или хлористом метилене. Хорошие результаты
получены при использовании фреона или смесей на его основе. Фреон
характеризуется низким поверхностным натяжением, в результате чего
он проникает в мельчайшие отверстия. Этот растворитель не воспламе,
няется, не разрушает резину, лаки, краски и большинство полимеров,
легко регенерируется путем дистилляции, но экологически опасен.
В последние годы различными фирмами предлагается целый ряд
высокоэффективных промывочных жидкостей. Широкое распрост,
ранение в настоящее время получила жидкость PROZONE, обладаю,
щая высокой эффективностью и универсальностью, и поэтому ис,
пользуемая и для промывки печатных плат, и для очистки трафаре,
тов и оборудования. Еще более высокими качествами обладает про,
мывочная жидкость на основе спиртовых модифицированных соеди,
нений ZESTRONFA [7]. Она обеспечивает отличное качество отмывки
и не оставляет маслянистых остатков.
Выбор конкретного материала для пайки производят в соответствии
с отраслевыми стандартами.
Физико-химические основы пайки
Отдельные технологические операции, обеспечивающие каче,
ственные паяные соединения, следующие:
29
– получение чистых металлических поверхностей путем устране,
ния поверхностных слоев с помощью флюса;
– нагрев выше точки плавления припоя и ниже точек плавления
соединяемых материалов;
– вытеснение флюса с помощью наступающего припоя;
– растекание жидкого припоя по металлической поверхности –
процесс смачивания;
– диффузия атомов из твердой металлической фазы в жидкий при,
пой и наоборот – образование сплавной зоны;
– охлаждение и кристаллизация жидкого припоя;
– последующая обработка паяных соединений – очистка, когда
удаляются флюсы, способствующие коррозии.
Для образования качественного паяного соединения необходимо:
подготовить поверхности деталей; активировать соединяемые метал,
лы и припой; обеспечить взаимодействие материалов на границе «ос,
новной металл–жидкий припой»; создать условия для кристаллиза,
ции жидкой металлической прослойки.
Подготовка включает удаление загрязнений органического и ми,
нерального происхождения, оксидных пленок, а в некоторых случа,
ях также нанесение покрытий, улучшающих условия пайки или по,
вышающих прочность и коррозионную стойкость паяных соедине,
ний. Удаление сильных загрязнений, пленок проводят механичес,
кими или химическими (обезжиривание, травление) способами. При
механической очистке удаляется тонкий поверхностный слой металла
при помощи режущего инструмента (резца, шлифовального круга,
шабера и др.), наждачной бумаги, проволочной щетки. Для повыше,
ния производительности при обработке протяженных и сложнопро,
фильных изделий (например, ПП) применяют гидроабразивную об,
работку или очистку вращающимися щетками из синтетического
материала с введенными в его состав абразивными частицами. Обра,
зование шероховатой поверхности после механической обработки спо,
собствует лучшему растеканию флюса и припоя за счет капиллярного
эффекта, так как риски являются мельчайшими капиллярами.
Обезжиривание изделий проводят в растворах щелочей или в орга,
нических растворителях (ацетоне, бензине, спирте, четыреххлорис,
том углероде, фреоне, спиртобензиновых и спиртофреоновых смесях)
путем протирки, погружения, распыления, обработки в паровой фазе
или в ультразвуковой ванне. Современное оборудование для очистки
имеет блочно,модульную конструкцию с программным управлени,
ем. Обычно оно снабжается устройствами для регенерации моющих
средств и сушки изделий. Эффективным методом сушки является
центрифугирование.
30
Удаление оксидных пленок осуществляют травлением в раство,
рах кислот или щелочей. Состав раствора определяется видом ме,
талла, толщиной окисной пленки и требуемой скоростью травления.
После операции травления детали тщательно промывают с примене,
нием нейтрализующих растворов.
Очищенные детали необходимо в короткий срок направлять на
сборку и пайку, так как сроки сохранения паяемости для меди 3–5
сут, для серебра – 10–15 сут. В ряде случаев перед пайкой на поверх,
ность соединяемых деталей наносят покрытия, которые улучшают
процесс смачивания припоем и поддерживают хорошую способность
к пайке в течение длительного межоперационного хранения. В каче,
стве металла для таких покрытий используют различные припои (ПОС,61,
сплав Розе и др.), серебро, золото, палладий и их сплавы, которые наносят
гальваническим или термовакуумным осаждением, а также горячей метал,
лизацией. Использование технологического покрытия позволяет увели,
чить сроки сохранения паяемости до 3–6 мес.
На алюминий и его сплавы технологические покрытия наносят с
применением ультразвуковых колебаний. Для этого используют У3,
паяльники, которые создают УЗ,колебания в расплаве припоя, на,
несенном на основной металл, или используют УЗ,ванны, в которых
УЗ,колебания передаются расплавленному припою через стенки со,
суда при облуживании погружением. Кавитационные явления, воз,
никающие в расплаве, приводят к разрушению оксидной пленки на
поверхности металла и смачиванию его припоем.
Увеличение срока сохранения паяемости деталей, подготовлен,
ных к пайке, достигается также путем нанесения специальных кон,
сервационных покрытий, большинство из которых не удаляется при
выполнении монтажных операций, так как их состав согласуется с
составом применяемого флюса. Такие покрытия разделяются на два
вида: на основе канифоли (флюсы ФКСп, ФПЭт, ФКЭт); консерва,
ционные, представляющие собой пленки щелочных металлов. Боль,
шинство консервационных покрытий вытесняет влагу, и их можно
наносить на влажные, не успевшие окислиться детали путем погру,
жения в раствор, кистью или пульверизацией. Образовавшаяся пос,
ле испарения растворителя пленка надежно защищает поверхности
металлов от проникновения влаги и окисления в течение 5–6 мес.
хранения.
После выполнения подготовительных операций и в процессе ме,
жоперационного хранения проводится контроль пригодности дета,
лей к пайке путем оценки паяемости. В промышленности разработа,
но большое число методов контроля паяемости: определение площа,
ди облуживания поверхности после выдержки образцов в течение