Балашов В.М., Добросельский М.А. Современные технологии производства при управлении качеством продукции
Подождите немного. Документ загружается.

31
заданного промежутка времени во флюсе, а затем расплавленном при,
пое; она должна составлять не менее 95% от контролируемой повер,
хности; расчет коэффициента растекания K
p
= S
p
/S
o
как отношение
площади S
p
, занимаемой навеской припоя после расплавления и ра,
стекания к площади S
o
, занимаемой дозой припоя в исходном состо,
янии, или отношение высот припоя до (h
0
) и после (h
P
) растекания;
измерение краевого угла смачивания Θ (будет рассмотрено в этом раз,
деле далее); по высоте или скорости подъема припоя в капиллярном
зазоре (например, в металлизированном отверстии ПП); измерение
усилия, действующего на образец основного металла, погруженного
в припой (по величине поверхностного натяжения).
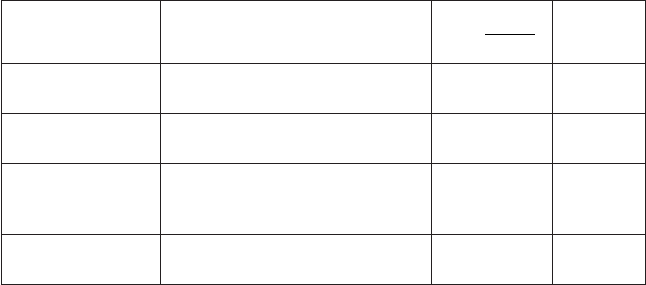
По критерию паяемости все многообразие современных паяемых
материалов различной физико,химической природы можно разделить
на следующие основные группы: легкопаяемые, среднепаяемые, труд,
нопаяемые и непаяемые (табл. 2.1).
Нагрев основного металла и расплавление припоя приводят к тому,
что их активность снижается вследствие взаимодействия с кислоро,
дом воздуха и образования оксидной пленки. Чтобыобеспечить ак,
тивацию поверхностей и удалить образующуюся в процессе пайки
оксидную пленку, защитить поверхности деталей от дальнейшего
окисления, применяют флюсы, газовые среды, самофлюсующиеся
припои или способы физико,механического воздействия (механичес,
кие вибрации, ультразвуковые колебания и т.д.).
Пайка с флюсами наиболее распространена и общедоступна, так
как ее можно осуществлять в обычных атмосферных условиях без
применения дорогостоящего оборудования. Расплавленный флюс
,Θ
0
0
p
P
hh
K
h
−
=
Таблица 2.1. Классификация материалов по паяемости
волаиретамаппурГ
ылаиретаМдарг
еымеяапокгеЛ
ьдем,орберес,отолоз,оволО
ывалпсхии
79,0–8,021–0
еымеяапендерС
,ьлекин,азнорб,ьнутаЛ
ьлатс,книц
28,0–6,002–5
еымеяапондурТ
,ьлатсяащюеважреН
,натит,иинимюла,йингам
.рдинедбилом
6,0–5,004–02
еымеяапеН
,акима
реколкетс,акимареK
икиндоворпулоп,ытирреф
–061–021
32
растекается по паяемой поверхности и припою, смачивает их и всту,
пает с ними во взаимодействие, в результате которого удаляется ок,
сидная пленка. Основными процессами, способствующими удалению
оксидов металлов, являются: химическое взаимодействие между
флюсом и оксидной пленкой с образованием растворимого во флюсе
соединения; химическое взаимодействие между флюсом и основным
металлом, в результате которого происходит постепенный отрыв ок,
сидной пленки от металла и перевод ее в шлак; адсорбционное пони,
жение прочности оксидной пленки под действием расплава припоя и
диспергирование (раздробление) ее; растворение оксидной пленки
основного металла и припоя во флюсе.
Применение флюсов нередко приводит к тому, что флюсовые ос,
татки и продукты взаимодействия их с оксидными пленками образу,
ют в паяном шве шлаковые включения, что снижает прочность и
коррозионную стойкость, нарушает герметичность соединений. Это,
го можно избежать, если перейти на бесфлюсовую пайку, которая
осуществляется в специальных газовых средах или вакууме.
Газовые среды, применяемые при пайке, разделяются на нейтраль,
ные и активные. Наиболее типичными представителями газовых ней,
тральных сред являются азот, аргон, гелий, криптон, которые за,
щищают паяемый металл и припой от окисления. Активные газовые
среды (водород, оксид углерода, азотно,водородная смесь и др.) не толь,
ко защищают от окисления детали и припой, но также удаляют с их
поверхности уже образовавшиеся оксидные пленки. Однако газовые
среды могут вступать во взаимодействие с паяемым металлом и припо,
ем, образуя нежелательные продукты реакции (гидриды, нитриды, кар,
биды), которые ухудшают физико,механические свойства соединений.
При пайке в вакууме наблюдается дегазация металла шва и, как
следствие, более высокая его плотность. Вместе с тем в вакууме воз,
можно испарение летучих компонентов припоя, таких как кадмий,
индий, марганец, цинк и других, что приводит к пористости и изме,
нению состава металла шва.
Сущность физико,механических методов удаления оксидных пленок с
поверхности паяемых металлов заключается в их разрушении под слоем
жидкого припоя с помощью ультразвука, трения деталей, режущего или
абразивного инструмента, при этом припой защищает паяемую поверх,
ность от воздействия кислорода воздуха и вступает с ней в физический
контакт. В качестве инструмента используются УЗ,паяльник, металли,
ческие щетки, сетки, а абразивным материалом служит тонкоизмельчен,
ный асбест. Эти методы активирования поверхности характеризуются
низкой производительностью, неравномерностью удаления оксидных пле,
нок и включением их, а также частиц абразива в паяное соединение.
33
Наряду с описанными методами для удаления оксидной пленки в
процессе пайки применяют самофлюсующие припои. Они содержат
компоненты, которые активно реагируют с оксидной пленкой паяе,
мого металла и припоя, образуя легкоплавкие шлаки, защищающие
поверхности основного металла и припоя от окисления. В самофлю,
сующих припоях высокой активностью обладают не только сами
флюсующие компоненты, но и их оксиды. По составу и характеру
действия самофлюсующие припои можно разделить на четыре груп,
пы: припои со щелочными металлами (Li, К), с бором, с фосфором и
несколькими компонентами.
После расплавления припоя и достижения атомами металлов тре,
буемого уровня энергии активации начинается взаимодействие, в
процессе которого происходит смачивание поверхности твердого тела
расплавом металла. От того, насколько хорошо расплавленный при,
пой смачивает поверхность основного металла, зависит прочность,
коррозионная стойкость и другие свойства паяных соединений.
При смачивании атомы металлов сближаются на расстояние ме,
нее 100 нм. В поверхностных слоях взаимодействующих металлов
возникают связи, которые, образовавшись в отдельных местах, очень
быстро распространяются по всей площади контакта «основной ме,
талл–расплав припоя». Природа возникших связей – квантовая, а
активность образования соединений между атомами металлов опре,
деляется конфигурацией внешнего электронного слоя.
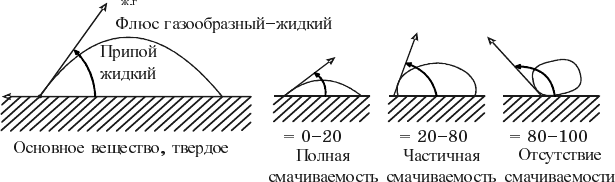
Следующей стадией взаимодействия является растекание припоя
по плоской поверхности, которая продолжается до тех пор, пока не
установится равновесие векторов сил поверхностного натяжения σ в
точке на границе трех фаз (рис. 2.5) в соответствии с уравнением
σ
т.г
= σ
т.ж
+ σ
ж.г
cosΘ, (2.1)
где σ
т.г
– натяжение на границе твердой и жидкой фазы; σ
т.ж
– натя,
жение на границе твердой фазы и газа; σ
ж.г
– натяжение на границе
жидкой фазы и газа; cosΘ – коэффициент смачивания.
Рис. 2.5. Схема равновесия сил поверхностного натяжения капли при-
поя на поверхности твердого тела
1
1 1
т.г
σ
т.ж
σ
Θ
ΘΘΘ
34
Решив уравнение (2.1) относительно коэффициента смачивания,
получим
cosΘ = (σ
т.г
– σ
т.ж
)/σ
ж.г
. (2.2)
Из этого уравнения видно, что чем выше поверхностное натяже,
ние припоя в расплавленном состоянии σ
ж.г
, тем хуже смачивает он
основной металл. Однако поверхностное натяжение металлов не ха,
рактеризует однозначно способность их в расплавленном состоянии течь
по поверхности твердого металла. Растекание припоя определяется со,
отношением сил адгезии припоя к поверхности основного металла и
когезии, характеризуемой силами связи между частицами припоя
K = A
a
– A
к
= σ
ж.г
(1 + cosΘ) – 2σ
ж.г
= σ
ж.г
(cosΘ – 1), (2.3)
где K – коэффициент растекания.
На процесс смачивания и растекания припоя оказывают влияние
и технологические факторы: способ удаления оксидной пленки в про,
цессе пайки, характер предшествующей механической обработки,
режим пайки и др. Так, при флюсовой пайке флюсы действуют как
поверхностно,активные вещества (ПАВ) и снижают поверхностное на,
тяжение расплавленных припоев, что способствует улучшению смачи,
вания паяемой поверхности. Применение газовых сред, наоборот, ухуд,
шает смачивание вследствие того, что примеси в газовой среде взаимо,
действуют с основой, образуя различные соединения с O
2
, C
2
, S.
Это имеет особенное значение при групповых методах пайки, на,
пример при пайке волной, в которой одновременно смачивается мно,
жество мест контактирования за нeбoльшoй пpoмeжутoк времени.
Повышение температуры имеет решающее влияние на процесс сма,
чивания. Температура и время – две важнейшие величины, влияющие
на процесс диффузии. В этой связи применяют понятия температура
смачивания и рабочая температура. Температурой смачивания явля,
ется такая температура, до которой должен нагреваться основной ма,
териал с тем, чтобы поступающий жидкий припой мог смочить основ,
ной материал. Для образования процесса связи она является решаю,
щей температурой. В противоположность этому рабочей температу,
рой является такая температура, которая по меньшей мере должна
достигаться основным материалом на поверхности соприкосновения
основное вещество – жидкий припой, чтобы припой мог расшириться,
расплавиться и связаться. Рабочая температура для припоя также
является решающей.
При пайке выводов компонентов, монтируемых в отверстия печат,
ных плат, под действием капиллярного давления припой поднимается
по капилляру (зазору между выводом и стенкой отверстия) на высоту h

35
h = (2σ
ж.г
cosΘ)/(γg∆), (2.4)
где ∆ – суммарный зазор; g – ускорение свободного падения; γ – плот,
ность припоя.
В случае монтажа компонентов на поверхность печатной платы в
горизонтальном капилляре шириной ∆ для припоя с вязкостью η про,
должительность затекания t на длину капилляра l приближенно будет
t ≈ (6ηl
2
)/(σ
ж.г
cosΘ∆). (2.5)
Как показывает анализ (2.4) и (2.5), скорость затекания в гори,
зонтальном капилляре и высота подъема в вертикальном уменьша,
ются при снижении поверхностного натяжения между припоем и
флюсом. Эффективность пайки определяется величиной зазора меж,
ду паяемыми элементами, она находится в пределах от сотых до де,
сятых долей миллиметра и зависит от пары «припой – основной ме,
талл», применяемого флюса и способа пайки. Максимально допус,
тимый зазор при пайке ∆
mах
в зависимости от высоты поднятия при,
поя определяется по формуле
()
max
57,3
1cos ,
2
n
rbh
r
⎡⎤
π−
∆
⎢⎥
∆= −
⎢⎥
⎣⎦
(2.6)
где r – радиус вывода; b, n – постоянные величины.
В процессе растекания происходит взаимодействие жидкого при,
поя с основным металлом, проявляющееся в растворении и диффу,
зии металлов. Скорость и глубина этих процессов зависят от приро,
ды взаимодействующих металлов, температуры, скорости и времени
нагрева, напряжений в основном металле.
Диффузионные процессы при пайке позволяют увеличить проч,
ность соединений, однако эрозия основного металла расплавленным
припоем и образование интерметаллидов являются отрицательны,
ми свойствами, так как вызывают хрупкость соединений. В резуль,
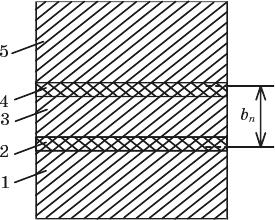
тате диффузии и растворения образуется следующая схема строения
паяного шва (рис. 2.6). Ширина диффузионной зоны оказывает суще,
ственное влияние на прочность паяного соединения. Поэтому в каждом
конкретном случае условия пайки должны быть подобраны таким об,
разом, чтобы ширина диффузионной зоны не превышала 0,9–1,2 мкм.
Отсутствие диффузионной зоны указывает на недостаточную
связь, а в лучшем случае адгезионную. Паяное соединение, в кото,
ром не наблюдается образования сплава между припоем и выводом
компонента, является первоначальной ступенью так называемой
холодной пайки.
36
После удаления источника тепловой энергии наступает стадия кри-
сталлизации металлической прослойки, которая оказывает боль,
шое влияние на качество паяных соединений. Кристаллизация в шве
начинается на основном металле, который оказывает сильное ориен,
тирующее воздействие на расплавленный припой, и на тугоплавких
частицах, попавших в расплав. На структуру паяного соединения
влияют зазор, так как он определяет температурный градиент рас,
плава, величина и протяженность области концентрационного пере,
охлаждения, а также скорость снижения температуры. При прочих
равных условиях уменьшение зазора, а, следовательно, толщины
кристаллизирующейся жидкости приводит к таким изменениям ука,
занных факторов, что дендритная форма кристаллов (при зазоре
0,5–2 мм) постепенно уступает место ячеистой (0,3–0,4 мм), а ячеи,
стая – преобладающему росту кристаллов с гладкой поверхностью
(0,1–0,2 мм). Характерным для кристаллизации при пайке является
ярко выраженная ликвация шва, связанная с образованием зональных
неоднородностей, дендритных образований, отличающихся меньшей
прочностью. Необходимо также стремиться к увеличению скорости ох,
лаждения, так как это способствует сдерживанию роста кристаллов, и
структура шва получается более мелкозернистой, с минимальной ин,
терметаллической прослойкой, а, следовательно, спай будет более проч,
ным.
Индивидуальная пайка электронных компонентов
Требуемый температурный режим при индивидуальной пайке обес,
печивается теплофизическими характеристиками применяемого па,
Рис. 2.6. Схема строения паяного шва: 1 и 5 – материалы основы или со-
единяемых металлов; 2 и 4 – зоны сплавления благодаря диффу-
зии материала припоя и основного материала; 3 – материал при-
поя; b
n
– соединительный зазор, расстояние между соединяемы-
ми металлами перед пайкой
37
яльника: температурой рабочего конца жала (наконечника); степе,
нью стабильности этой температуры, обусловленной динамикой теп,
лового баланса между теплопоглощением при пайке, теплоподводом
и теплозапасом в паяльном жале; мощностью нагревателя и терми,
ческим КПД паяльника, определяющими интенсивность теплового
потока в паяемые соединения и необходимую температуру пайки.
Температура рабочего конца жала, измеряемая на холостом ходу,
задается на 30–100°С выше точки ликвидуса припоя (полного рас,
плавления твердой фазы). Номинальное значение температуры оп,
ределяется термической чувствительностью элементов. В процессе
пайки температура жала паяльника снижается за счет теплоотдачи,
что при малой мощности нагревателя ограничивает число последо,
вательно выполняемых соединений, чтобы не выйти за нижнюю гра,
ницу тепловой зоны. Рекомендуемые мощности паяльников для пай,
ки микросхем – 4, 6, 12, 18 Вт, для пе,
чатного монтажа – 25, 30, 35, 40, 50,
60 Вт, при проводном (жгутовом) мон,
таже – 50, 60, 75, 90, 100, 120 Вт. Вы,
бор мощности паяльников с учетом КПД
(25–55%) производится в соответствии
со средним теплопоглощением при мно,
гократной пайке элементов: ИС – 1,5–3
кал, ПП – 9–10 кал, жгутов – 15 кал.
Стабилизация температуры произво,
дится с помощью: массивного паяльно,
го жала (до 3 мм для микропаяльников)
и близкого расположения нагревателя к
концу жала; импульсного нагрева, ко,
торый эффективно восполняет потери
тепла в процессе пайки; электронных ре,
гуляторов, работающих на основании
информации специальных датчиков (тер,
мопар); использования для нагревате,
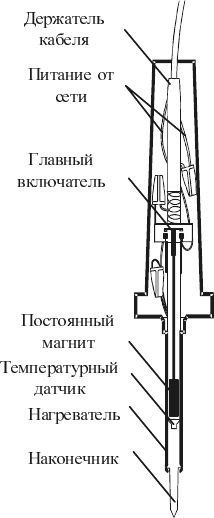
лей материала, изменяющего свое элек,
трическое сопротивление (например, аг,
ломерат свинца и бария) или магнитные
свойства (рис. 2.7).
В качестве материала для паяльных
жал используют медь ввиду ее высокой
теплопроводности, но вследствие хими,
ческого взаимодействия с расплавлен,
ным припоем и флюсом, термоударов,
Рис. 2.7. Миниатюрный па-
яльник с термоста-
билизацией (фирма
Weller, США)

38
окисления кислородом воздуха и структурных изменений долговеч,
ность такого жала составляет 700–1000 паек, после чего его переза,
тачивают. Нанесение на жало химического никеля увеличивает пе,
риод между заточками до 1500 паек, а гальванический никель тол,
щиной 90–100 мкм – до 2000 паек. В качестве перспективных мате,
риалов для паяльных жал рекомендуются медные сплавы МХН1,4,
спеченный порошок сплава Сu–W, в котором износо, и термо,стой,
кость вольфрама сочетаются с электропроводностью меди. Гарантиро,
ванная пористость материала улучшает смачивание жала припоем.
Последовательность процесса пайки паяльником показана на рис. 2.8.
Режимами пайки являются температура, которая для наиболее широко
распространенного припоя ПОС,61 (Sn 61/Pb 39) составляет 260 ± 10°С,
и время пайки 1–3 с. Пониженная температура приводит к недостаточ,
ной жидкотекучести припоя, плохому смачиванию, образованию «хо,
лодной пайки». Завышенная температура вызывает обугливание флю,
са, выгорание компонентов припоя, эрозию материала паяльного жала.
Детали во время пайки фиксируются скручиванием проводников, разме,
щением элементов в месте монтажа при помощи пинцета или аналогич,
ного инструмента и т. д. Для охлаждения элементов во время пайки (при
необходимости) применяют испарительный метод (нанесение дозы испа,
ряющегося вещества), обдув газом, специальные термоэкраны.
Закачивается процесс пайки очисткой соединения от остатков
флюса и визуальным контролем качества.
Часто в практике поверхностного монтажа пайка многовыводных
микросхем, особенно с шагом выводов менее 0,5мм, вызывает боль,
шие проблемы и является крайне трудоемкой процедурой. Основной
причиной этих затруднений является практика пайки каждого вы,
вода в отдельности.
Однако уже в течение ряда лет существует эффективный метод
монтажа подобных компонентов – паяльник, оснащенный жалами
Рис. 2.8. Последовательность процесса пайки паяльником: а – нагрев
вывода и контактной площадки; б – введение припоя с флюсом
в зону пайки: в – растекание припоя; г – кристаллизация
a)
б)
в)
г)
39
типа «миниволна» (в некоторых источниках – «микроволна»).
С помощью этих жал достигается пайка всех выводов по стороне мик,
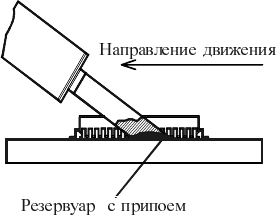
росхемы одним проходом инструмента – паяльника (рис. 2.9).
Запатентованный фирмой РАСЕ наконечник типа «миниволна»
(Mini,Wave
ТМ
) отличается наличием резервуара для припоя в виде
углубления особой формы на рабочей поверхности жала. Жала этого
типа различаются по диаметру рабочей части и типу крепления, но
идентичны по принципу действия. Профиль углубления, толщина
стенок и барьерный угол рассчитаны так, чтобы капля припоя в нем
удерживалась силами поверхностного натяжения, и эти же силы уда,
ляли излишки припоя с пропаиваемых выводов, исключая образо,
вание «мостиков» между ними и выполняя тем самым функцию ав,
томатической дозировки припоя, а именно: при «омывании» мест
пайки избыточным количеством припоя, под действием сил поверх,
ностного натяжения на выводах компонентов и контактных площад,
ках осаждается ровно столько припоя, сколько необходимо и доста,
точно для каждого соединения. И процесс, и результат абсолютно ана,
логичны пайке на обычной «волновой» машине. Изящество данного
метода в том, что не усложняется конструкция (как в случае паяльника
с системой подачи припоя), паяльник остается легким и эргономичным
инструментом. Наконечники имеют высокую износостойкость и отли,
чаются сравнительно невысокой ценой. Преимущества метода:
– оптимальные условия пайки: каждый контакт прогревается не
более 1–2 с, что исключает образование интерметаллического слоя,
снижающего качество и прочность соединения;
– получается требуемая стандартами форма мениска в точке со,
единения вывода элемента с контактной площадкой платы;
– не требуется точная дози,
ровка припоя, так как он сам рас,
пределяется по контактам в оп,
тимальном количестве;
– универсальность: напри,
мер, для пайки корпусов PLC до,
статочно развернуть «минивол,
ну» в вepтикaльную плоскость;
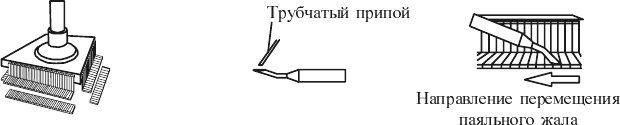
Последовательность дейст,
вий при монтаже пайкой компо,
нентов на ПП методом «мини,
волна» показана на рис. 2.10,
где а –установка микросхемы на
плату; б – жало «микроволна» с
выемкой на конце; в – позицио,
Рис. 2.9. Принцип пайки жалом
«миниволна»
40
нированная микросхема. Действуя антистатическим вакуумным ма,
нипулятором (например, Vampire), микросхему устанавливают на
предварительно очищенные и залуженные (с помощью того же жала
«миниволна») контактные площадки. Для закрепления микросхе,
мы можно припаять два диагонально противоположных вывода тон,
ким жалом. Затем приступают к групповой пайке «миниволной»
каждой из четырех линеек выводов корпуса. Пайка занимает всего
пару минут – гораздо меньше, чем предварительная подготовка. Ли,
нейку выводов микросхемы флюсуют, используя жидкий флюс или
крем,флюс, не требующий отмывки. Углубление на конце жала «ми,
ниволна» заполняют припоем с небольшой горкой, а затем медленно
(так, чтобы на каждый вывод в линейке приходилось не менее полу,
тора секунд), почти без нажима перемещают жало перпендикулярно
выводам микросхемы от начала линейки и до конца. Оптимальная
температура пайки (точнее, индицируемое значение температуры тер,
модатчика) при использовании различных модификаций жала «ми,
ниволна» составляет от 235°С (жало TechWell) до 285°С (тонкое жало
MicroWell).
Принципиальное значение имеет стабильность температуры при
перемещении жала от начала до конца каждой линейки выводов –
это выгодно отличает данный инструмент от обычного паяльника.
Качество пайки можно оценить визуально и на слух, проводя тон,
ким пинцетом по линейке припаянных выводов и вслушиваясь в из,
даваемый звук. Почти такая же техника используется для пайки
микросхем в корпусе PLCC ножевидным жалом (с боковой рабочей
поверхностью) при температуре 250°С.
Данный способ пайки при монтаже и ремонте узлов в условиях
мелкосерийного и единичного производства РЭА находит все более
широкое распространение, несмотря на сравнительно высокую цену,
в которую обходится замена обычного паяльника на паяльную стан,
цию с представленным инструментом. Решение о замене зависит от
того, насколько технологически сложные и дорогостоящие изделия
производятся (ремонтируются) на предприятии, и как важна при этом
Рис. 2.10.Процедура пайки жалом «миниволна»
a)
б)
в)