Балашов В.М., Добросельский М.А. Современные технологии производства при управлении качеством продукции
Подождите немного. Документ загружается.

11
– безвыводной керамический кристаллоноситель типа LCCC (рис. 1.10);
– керамический кристаллоноситель с выводами – LDCC (рис. 1.11);
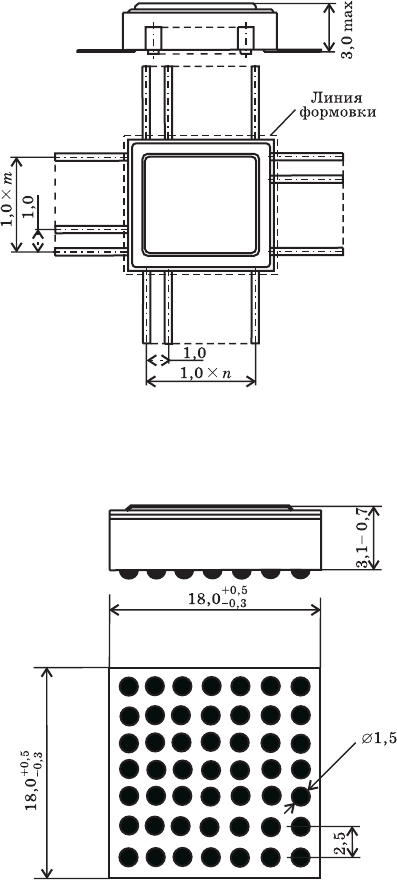
– матричный керамический корпус типа BGA (рис. 1.12).
3. Нестандартные корпуса для компонентов неправильной фор-
мы (индуктивности, переключатели).
В настоящий момент для многовыводных интегральных схем
широко применяют плоские корпуса с планарным расположением
выводов (SO, SOL, SOIC, LDCC и др.), допускающие автоматизацию
монтажно,сборочных операций при ТПМ с двух сторон монтажно,
коммутационного основания (печатной платы). В качестве материа,
ла основания корпуса используется, в основном, керамика и поли,
мерные материалы. С целью уменьшения площади, занимаемой
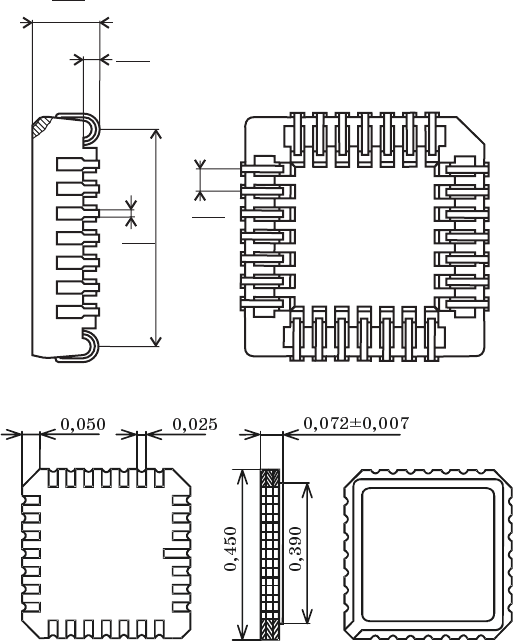
Рис. 1.9. Пример корпуса PLCC типоразмера FN с J-oбразными выводами
Рис. 1.10. Пример безвыводного корпуса типа LCCC (размеры в дюймах)
1,14
0,63
4,78
4,06
0,46
0,33
!
1,36
1,19
12
Рис. 1.11. Пример корпуса LDCC
Рис. 1.12. Пример корпуса типа BGA
13
микросхемой, и повышения плотности монтажа разработаны корпу,
са с J,образными выводами, загнутыми под корпус ИМ (рис. 1.9).
Увеличение числа выводов, непропорциональное увеличению раз,
меров кристалла, требует при размещении уменьшения ширины вы,
водов и расстояния между ними.
Так как этот путь наиболее очевиден, многие разработки прово,
дятся именно в этом направлении: шаг между выводами последова,
тельно уменьшался с 2,54 до 1,27 мм, затем до 1,0, 0,635, 0,508, а в
последних разработках до 0,318 и 0,1 мм. Число выводов при распо,
ложении их по четырем сторонам корпуса и шагом между ними
1,27 мм может быть доведено (согласно стандартам JEDEC) до 84,
при шаге 0,635 мм – до 132, при шаге 0,508 мм – до 256.
Уникальные возможности технологии показаны фирмами Kyocera,
создавшей экспериментальный образец ИС с 1024 выводами, и IBM,
изготовившей корпус с 1800 выводами размером 76,2 × 101,6 мм [3].
В настоящее время ведутся дальнейшие разработки в области мик,
рокорпусов для ЭРЭ и ИМ. Основные направления – дальнейшее по,
вышение степени интеграции путем уменьшения шага выводов до
0,1 мм, увеличения числа выводов до 256 и более. Применение кор,
пусов типа SO и SOL с числом выводов до 28 постепенно снижается.
Возрастает применение керамических носителей кристаллов, корпу,
сов PLCC, BGA и других с числом выводов 84 и более.
Хотя DIP,корпуса в современных разработках используются срав,
нительно мало, все же применения ЭРЭ со штыревыми выводами,
монтируемыми в отверстия, зачастую не удается избежать.
Проблемы при монтаже ЭРЭ и ИС представляют различные виды
выводов компонентов, размеры выводов и шаг между ними. К тому
же, как правило, на современном этапе на одном монтажно,комму,
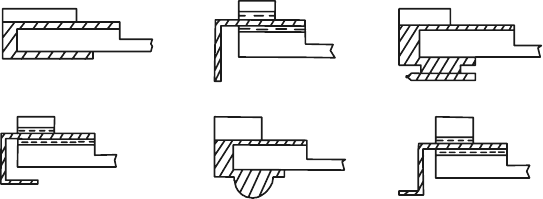
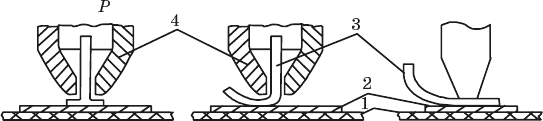
Рис. 1.13. Варианты выводов электронных компонентов: а – безвывод-
ная конструкция; б – штыревой вывод; в – безвыводная конст-
рукция с распоркой; г – J- образный вывод; д – сферический (бу-
горковый) вывод; е – планарный вывод («крыло чайки»)
a) б)
в)
г)
е)
д)
14
тационном основании располагаются компоненты, различные по
принципу монтажа (в отверстия и на поверхность) и с различной фор,
мой выводов (рис. 1.13).
Очевидно, что такие тенденции заставляют сокращать объемы
ручного монтажа пайкой, не обеспечивающего должных производи,
тельности и качества и характеризующегося значительным влияни,
ем субъективных факторов на уровень брака. Для компонентов с
шагом 0,1 мм ручная пайка становится практически невозможной.
15
2. ФИЗИКО*ХИМИЧЕСКИЕ ОСНОВЫ И СОВРЕМЕННЫЕ
ТЕХНОЛОГИИ СОЗДАНИЯ ЭЛЕКТРИЧЕСКИХ
СОЕДИНЕНИЙ И МОНТАЖА ЭЛЕКТРОННЫХ УЗЛОВ
2.1. Технологии создания электрических соединений сваркой
Физико-химические основы сварки в микроэлектронике
Процесс образования сварного соединения можно условно разде,
лить на четыре стадии: образование физического контакта между
поверхностями материалов; активация контактных поверхностей;
объемное развитие взаимодействия; кристаллизация [1, 2].
На первой стадии материалы сближаются на расстояние порядка
10–100 нм, при котором между частицами начинает проявляться
физическое взаимодействие, обусловленное силами Ван,дер,Вааль,
са. Под действием этих сил происходит дальнейшее самопроизволь,
ное уменьшение расстояний между атомами. При некоторой крити,
ческой величине начинается перекрытие стабильных электронных
оболочек и появляются силы отталкивания, что и завершает первую
стадию образования соединения.
При твердофазной сварке вследствие шероховатости реальных
поверхностей физическое взаимодействие протекает не по всей пло,
щади, а только в местах контакта микровыступов с наибольшей сум,
мой высот. В процессе последующего пластического деформирования
этих выступов в контакт будут вступать новые, обладающие мень,
шей суммой высот. В начальный момент процесс формирования кон,
такта двух поверхностей сопровождается ростом числа единичных
пятен касания и схватывания, площадь каждого при этом увеличи,
вается незначительно.
На второй стадии происходит образование на поверхности более
твердого из соединяемых материалов центров, активных в химичес,
ком отношении. Для активирования поверхностей вводится допол,
нительная энергия: тепловая, деформации, ультразвуковая (УЗ).
При сварке плавлением цепная реакция растекания с выделением
энергии поверхностного натяжения увеличивает площадь контакта
вокруг каждой точки взаимодействия. Отдельные контактные пятна
начинают сливаться в более крупные очаги схватывания, происходит
коллективизация валентных электронов, которая приводит к образо,
ванию металлической связи между контактирующими поверхностями.
Активирование с помощью энергии деформации приводит к тому,
что все большая часть сопрягаемых поверхностей в зоне контакта
очищается от оксидных и адсорбционных пленок, и включается в
соприкосновение друг с другом.
16
При воздействии УЗ,колебаний наблюдается упрочнение поверх,
ностных слов в зоне сварки, что приводит к деформированию более
глубоких слоев твердого тела с одновременным интенсивным тепло,
выделением, вызванным трением сжатых контактирующих поверх,
ностей. В результате осуществляется вовлечение в деформацию все
больших объемов металла, разрастание мостиков схватывания.
С момента образования на контактных поверхностях активных
центров наступает третья стадия, при которой развивается взаимо,
действие соединяемых материалов как в плоскости, так и в объеме
зоны контакта. В плоскости контакта оно заканчивается «слиянием
очагов взаимодействия», что является необходимым условием воз,
никновения прочных химических связей между материалами. Но оно
может оказаться недостаточным для получения прочного сварного
соединения. Увеличение времени сварки приводит к развитию гетеродиф,
фузии, которая может упрочнить соединение при образовании твердых ра,
створов замещения или в отдельных случаях разупрочнить при образова,
нии хрупких так называемых интерметаллидных фаз.
Характерной особенностью кристаллизации сварного соединения
является образование зональной структуры, состоящей из ядра, пе,
реходной зоны и неизменяемой зоны основы. Ядро при сварке плав,
лением представляет закристаллизовавшуюся жидкую фазу, кото,
рая может состоять из гомогенных кристаллов, твердого раствора
замещения или внедрения, интерметаллидов, механической смеси
кристаллов и примесей. Структура ядра определяет качество и на,
дежность соединения. Поэтому при контактировании необходимо
стремиться к идеальному гомогенному кристаллическому переходу
путем подбора материалов с одинаковыми физико,механическими
свойствами, строением кристаллической решетки и электронной
структуры или таких, для которых выполняется условие образова,
ния твердых растворов в широком диапазоне концентраций. В пере,
ходной зоне, которая в зависимости от метода сварки колеблется в
широких пределах, происходит диффузионное легирование основы,
ее рекристаллизация.
Способы соединения сваркой
Ультразвуковая сварка выполняется за счет возбуждения в сва,
риваемых деталях упругих колебаний УЗ,частоты при одновремен,
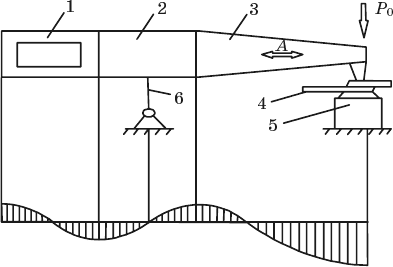
ном создании определенного давления. Схема ультразвуковой коле,
бательной системы приведена на рис. 2.1. Для УЗ,микросварки ис,
пользуют оборудование с частотами 22, 44, 66, 88 кГц. При УЗ,свар,
ке температура нагрева непосредственно в зоне контакта не превы,
17
шает 30–50 % от температуры плавления соединяемых материалов,
что позволяет использовать этот метод для соединения чувствитель,
ных к нагреву материалов.
Прочность сварного соединения в основном определяется ампли,
тудой колебаний на рабочем торце инструмента и давлением, прило,
женным к соединяемым деталям. При малой амплитуде в плоскости
контакта происходит замедленное образование активных центров
соединения. Чрезмерное увеличение амплитуды увеличивает напря,
жения среза, приводящие к разрушению части узлов схватывания.
Экстремальный характер имеет зависимость прочности сварного
соединения от давления: его занижение замедляет пластическую де,
формацию в контактной зоне соединения и снижает плотность дис,
локаций, необходимых для активирования поверхности. Завыше,
ние давления увеличивает трение и снижает амплитуду колебаний
рабочего торца инструмента. Оптимальное значение давления колеб,
лется от 0,5 до 20 Н/мм
2
. Повышение частоты колебаний инстру,
мента в некоторых случаях ускоряет процесс соединения. Время свар,
ки подбирается экспериментально с целью получения максимальной
прочности соединения.
Основным элементом установок УЗ,сварки является инструмент,
форма и размер рабочей части которого имеют важное значение для
получения качественных соединений. Распространенной конструк,
цией является стержень с конической частью, размеры торца которо,
го выбираются в зависимости от диаметра привариваемого провод,
Рис. 2.1. Схема ультразвуковой колебательной системы: 1 – преобразова-
тель; 2 – волновод; 3 – концентратор; 4 – свариваемые детали;
5 – УЗ-опора-отражатель; 6 – акустическая развязка
18
ника (d
тор
= 3–4 d
пр
). В ряде случаев на торце инструмента делают
поперечные и продольные канавки, которые обеспечивают эффектив,
ную передачу УЗ,колебаний и обжатие выводов.
Материал инструмента для УЗ,сварки должен обладать высокой
износостойкостью, иметь незначительные акустические потери, ма,
лую склонность к адгезии с привариваемым материалом, высокую
прочность, хорошую обрабатываемость. Наиболее полно этим требо,
ваниям удовлетворяют твердые сплавы на основе карбида вольфра,
ма. Инструмент из этого сплава выдерживает до 50000 сварок. Зна,
чительное повышение стойкости достигается химико,термической
обработкой инструмента. Насыщение рабочей поверхности марган,
цем увеличивает стойкость инструмента в 2 раза, а нанесение покры,
тия из титана – в 3,4 раза.
Термокомпрессионная сварка – это сварка, которая проводится при
невысоких давлениях с подогревом соединяемых деталей. Она имеет
ряд достоинств: стабильность сварочного инструмента и его высокая
стойкость, малая чувствительность к изменению режима, простота кон,
троля основных параметров процесса и недостатков: ограниченное чис,
ло сочетаний свариваемых материалов (только пластичные), необходи,
мость весьма тщательной подготовки соединяемых деталей.
При приложении температуры и давления в момент осадки
(рис. 2.2, а, б) в результате течения пластичного металла вдоль по,
верхности другого металла происходит очистка места соединения от
оксидных пленок, сближение поверхностей и образование между
ними плотного контакта. После сварки за счет развития процесса
диффузии между свариваемыми материалами полученное соединение
упрочняется.
По способу соединения термокомпрессия выполняется «внахлест,
ку» и «встык». Тип образующегося соединения определяется формой
инструмента, среди которых основными являются: капилляр (рис. 2.3, а)
и клин (рис. 2.3, б, в). Наиболее высокая прочность обеспечивается при
Рис. 2.2. Схема термокомпрессионной сварки: а – сварка капилляром;
б – сварка клином; 1 – печатная плата; 2—контактная пло-
щадка, 3 – микропроволока; 4 – рабочий инструмент
a) б)
19
использовании соединений с ребром жесткости или типа «рыбий глаз»,
но для этого требуется сложная форма инструмента.
Основными параметрами режима термокомпрессии являются уси,
лие сжатия Р, температура нагрева инструмента или соединения Т,
длительность выдержки под давлением t. Выбор давления определя,
ется допустимой деформацией присоединяемого проводника или мак,
симально допустимым давлением на присоединяемую деталь. Дефор,
мация для золотой проволоки составляет 50–70%, для алюминие,
вой – 60–80%. Температура нагрева не должна превышать темпера,
туру образования эвтектики соединяемых материалов и колеблется
для различных материалов от 250 до 450°С. Длительность выдерж,
ки устанавливается в зависимости от сочетания свариваемых мате,
риалов и определяется экспериментально путем оценки прочности
соединений.
Весьма важным фактором при термокомпрессионной сварке явля,
ется правильный выбор материала инструмента. Он должен иметь
низкую теплопроводность, высокую прочность при периодических
колебаниях температуры, высокую стойкость против окисления и
износа, низкую склонность к схватыванию со свариваемыми матери,
алами. Больше других перечисленным требованиям удовлетворяет
инструмент, изготовленный из твердых сплавов (карбиды вольфра,
ма и титана) и керамики (оксид бериллия, алюмокерамика).
Термокомпрессионная сварка применяется для присоединения
выводов к полупроводниковым кристаллам, сварки микропроводов
Рис. 2.3. Типы термокомпрессионных соединений: а – обычное; б – реб-
ром жесткости; в – типа «рыбий глаз»
a)
б)
в)
20
и проволок между собой, приварки жил плоского кабеля к выводам
соединителя и др. (Т = 250–450°С, Р = 40–100 МПа, t = 1–10 с).
Сварка давлением с косвенным нагревом в отличие от термокомп,
рессии проводится инструментом, который импульсно нагревается
проходящим по нему током. Вследствие кратковременности процес,
са нагрева металлический проводник в месте контакта нагревается
до более высоких температур, чем при термокомпрессии. Это позво,
ляет приваривать проводники из относительно малопластичных ме,
таллов к тонким пленкам на керамических подложках. Высокая точ,
ность поддержания температуры и малая инерционность обеспечи,
ваются при нагреве инструмента током с частотой следования им,
пульсов 0,5–1,5 кГц. Данный метод применяется при монтаже на,
весных элементов, имеющих гибкие выводы (Т = 300–600°С,
Р = 80–200 МПа, t = 0,1–0,5 с). Сочетание термокомпрессии с кос,
венным импульсным нагревом и наложения УЗ,колебаний позволя,
ют в 1,5,2 раза снизить усилие сжатия деталей (15–50 МПа) и увели,
чить прочность соединения.
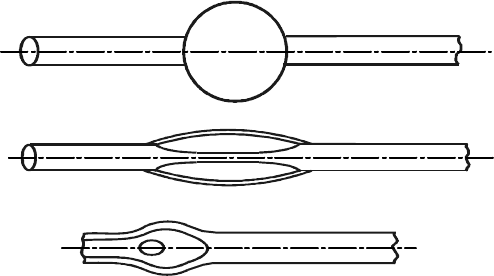
Сварка сдвоенным (расщепленным) электродом применяется в
технологии поверхностного монтажа, в частности при получении
контактных соединений планарных выводов ИС и дискретных ЭРЭ с
контактными площадками плат, жестких ленточных проводов с
выводами печатных соединителей и др. Свариваемыми материалами
являются медь, серебро, золото, алюминий, никель; толщина их со,
ставляет 0,03–0,5 мм.
Подготовка свариваемых поверхностей заключается в предвари,
тельном отжиге материалов для снятия внутренних напряжений и
увеличения пластичности, в обезжиривании поверхностей химичес,
кими растворителями. Сварку осуществляют инструментом – элект,
родом, изготовленным из вольфрама или молибдена в виде двух токоп,
роводящих частей, разделенных зазором 0,02–0,25 мм в зависимости
от толщины или диаметра привариваемых выводов (рис. 2.4). Для по,
вышения жесткости инструмента между электродами устанавливают
диэлектрическую прокладку. Зазор между электродами оказывает зна,
чительное влияние на глубину проникновения тока и на термическую
нагрузку печатного проводника в месте соединения с диэлектриком.
Как видно из рисунка, ток проходит по цепи электрод–вывод–
электрод. Сварку проводят одним или несколькими импульсами кон,
денсаторного разряда с регулировкой длительности, мощности и ин,
тервалов между импульсами. Это обеспечивает предварительный на,
грев зоны сварки без резкого подъема температур в начале сварочного
цикла и отжига материалов. Усилие прижима электродов Р при свар,