Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 157
l
c
(mm)
200
1
23
s
c
(MPa)
600
800
400
q
c−r
(°C)
650
600
550
500
Mean contact temperature
Specific normal contact stress
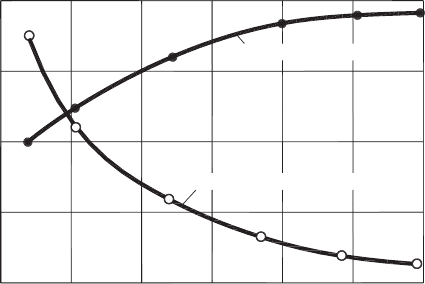
Fig. 3.22. Influence of contact length on the specific normal contact stress and mean contact
temperature at the tool–chip interface. Work material AISI steel 1020, tool material P20 (79% WC,
15% TiC, 6% Co), normal rake angle γ
n
= 20
◦
, depth of cut d
w
= 4 mm, cutting feed f =
0.55 mm/rev and cutting speed ν = 60 m/min.
at points A and O. The results of a great number of tests conducted by Zorev [2]
and Klushin [78] with various work materials under a wide range of cutting conditions
conclusively proved this point.
Another important conclusion follows from Fig. 3.22: the mean contact temperature
at the tool–chip interface decreases while the specific normal stress at this interface
increases. This is in direct contradiction with the known results of friction test where
the temperature increases with the contact stress (for example, see Ref. [79]). It is,
however, in perfect agreement with the above-discussed model of energy distribution in
metal cutting according to which high temperatures in metal cutting are due to contact
processes at the tool–chip and tool–flank interfaces and not due to plastic deformation
in the deformation zone. One more time, the obtained result signifies the importance of
understanding the metal cutting tribology.
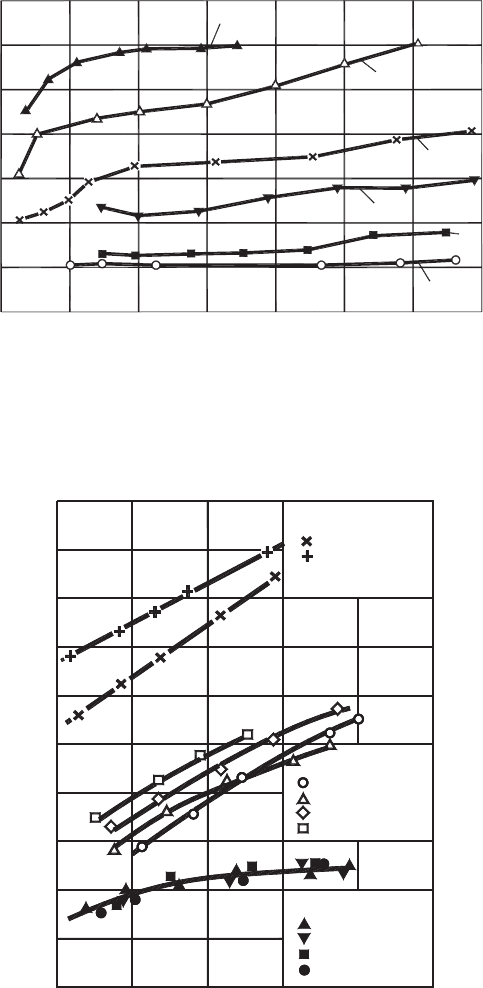
Contact stresses. Multiple experimental data obtained by Zorev [2] and Poletica [69]
conclusively proved that the shapes of the normal and shear stress distributions remain
the same under wide variations of cutting conditions, tool and work materials properties
and other parameters and factors of the cutting process. Therefore, it is reasonable to
consider the mean value of these stresses which characterize tribological conditions at
the tool–chip interface. The obtained data also show that the mean shear stress, τ
c
is the
most stable characteristic of cutting tribology.
Figure 3.23(a) shows results for steel AISI E9310. As seen, the mean shear stress, τ
c
does
not depend on the cutting speed and on the rake angle. The same results were obtained
using various tool materials, geometry and work materials (Fig. 3.23(b)). These facts
cannot be explained using the traditional notions used today to explain metal cutting
phenomena. For example, although the contact temperature at the tool–chip interface
158 Tribology of Metal Cutting
400
480 320 160 0
320
n (m/min)
240 160 80 0
200
1
2
3
4
5
6
7
− g
n
= −10°− g
n
= 0°− g
n
= 10°− g
n
= 20°
200
400
n (m/min)
(a)
(b)
t
c
(MPa)
t
c
(MPa)
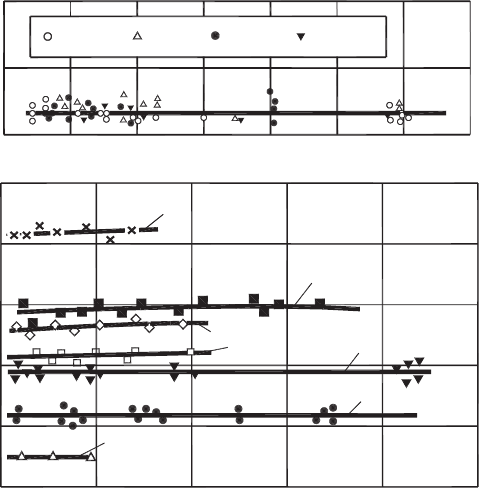
Fig. 3.23. Influence of cutting speed (ν) on the mean shear stress (τ
c
): (a) under different rake
angles in machining steel AISI E9310, tool material P20 (79% WC, 15% TiC, 6% Co); (b) for vari-
ous work materials: 1 – beryllium copper UNSC17000, HB320, 2 – beryllium copper UNSC17000,
HB200 and steel AISI O7 (1.2% C) annealed, 3 – steel AISI E9310, 4 – beryllium copper
UNSC17000, HB110, 5 – Armco iron, 6 – copper and 7 – cadmium.
varies considerably over the range of the cutting speeds used in the tests (Figs. 3.23(a)
and (b)), the mean shear stress, τ
c
does not change. This is in direct contradiction with the
notions on material behavior used in the traditional metal cutting considerations where
the properties of the work material obtained in the standard mechanical testing are used
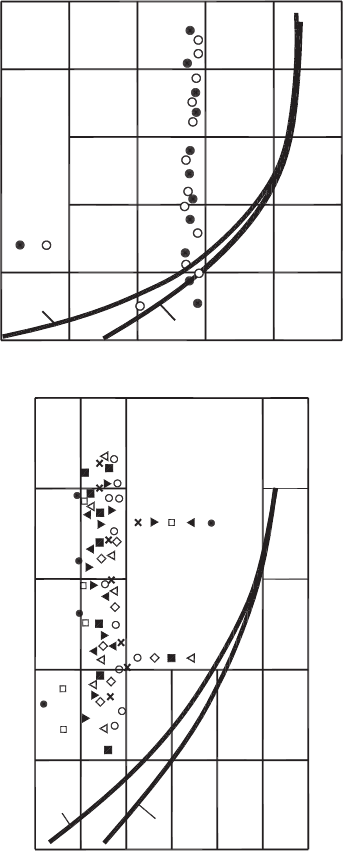
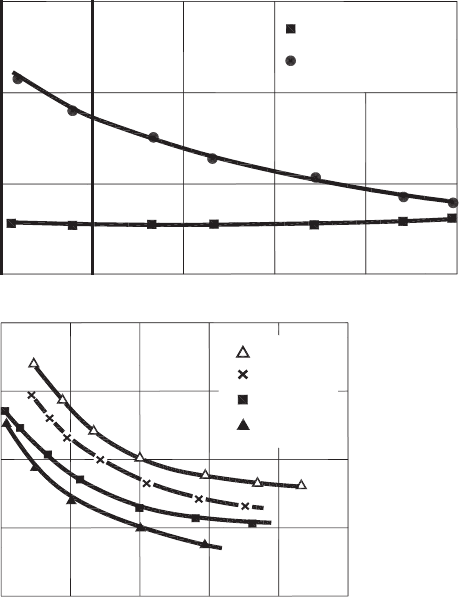
to judge the cutting parameters. Figures 3.24(a) and (b) explain this issue. As seen, the
mean shear stress, τ
c
does not depend on the contact temperature over a wide range of
cutting conditions while the same property (the shear strength) obtained in a standard
tensile test is significantly temperature dependent.
The experimental results discussed show that the mean shear stress is work material
specific and does not depend on the rake angle and cutting regime (speed and feed).
This can be easily explained with the generalized model of chip formation (Chapter 1).
According to this model, metal cutting is a cold-working process where the state of stress
in the deformation zone should be sufficient to cause the purposeful fracture of the layer
being removed. The required state of stress in the deformation zone is achieved due to
the spatial arrangements of the components of the cutting system and due to the load
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 159
500 600 700
100
t
c
(MPa)
200
1
900
800
q
c
(°C)
0
f = 0.156 mm/rev f = 0.510 mm/rev
f = 0.205 mm/rev
f = 0.314 mm/rev
f = 0.402 mm/rev
f = 0.610 mm/rev
f = 0.850 mm/rev
f = 1.420 mm/rev
f = 2.380 mm/rev
2
0
500 700 900
400
200
2
1
f = 0.156 mm/rev
f = 0.510 mm/rev
t
c
(MPa)
(a) (b)
q
c
(°C)
Fig. 3.24. Comparison of the influence of contact temperature (θ
c
) on the mean shear stress (τ
c
) and on the shear strength in
tensile testing (curves 1 and 2): (a) work material: steel AISI 1050, curve 1 – test results at shear strain 0.15 and curve 2 – test
results at shear strain 0.75, (b) work material: steel ASTM A514 (0.18% C, 1.1% Cr, 1.3% Ni), curve 1 – test results at shear
strain of 0.33 and curve 2 – test results at shear strain of 1.8.
160 Tribology of Metal Cutting
applied by the cutting tool which is transmitted to the deformation zone through the
tool–chip interface. Because the combined stress that causes the fracture of the layer
being removed depends primarily on the mechanical properties of the work material,
the mean shear stresses at the tool–chip interface should be the same regardless of the
conditions achieved at the tool–chip interface.
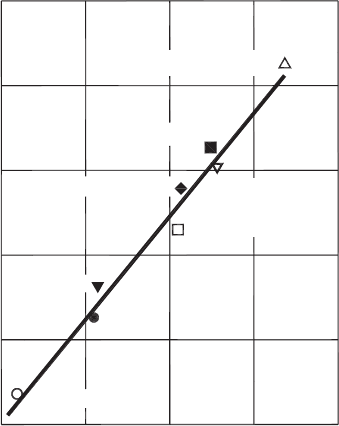
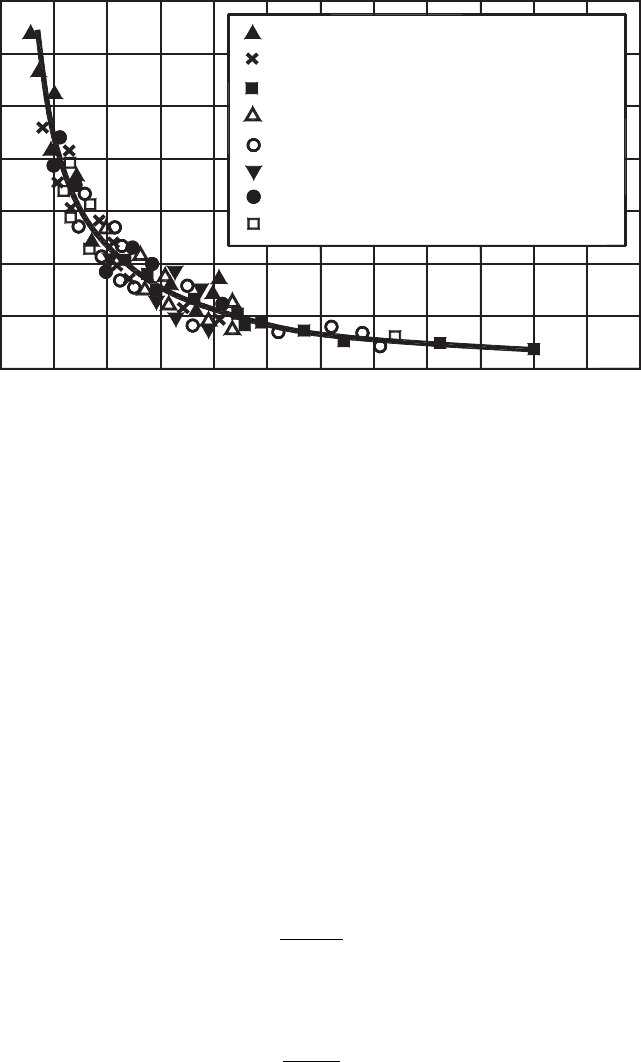
Analyzing numerous experimental results, Poletica concluded [69] that, although the
mean shear stress at the tool–chip interface can be correlated with many mechanical
properties of the work material, the best fit seems to be achieved with the ultimate
tensile strength, σ
UTS
as shown in Fig. 3.25. He concluded that the following empirical
relation shows good correlation
τ
c
= 0.28σ
UTS
(3.52)
The independence of the mean shear stress at the tool–chip interface on many factors
that affect the cutting process is an important characteristic of this process. Among
other factors, the most surprising and seemingly paradoxical is the independence of this
stress on the mean contact temperature at the tool–chip interface. Zorev [2] and partially
Spaans [80] attempted to explain this paradox by mutual influence of two reverse-
proportional factors, namely the strain rate and temperature. The following explanation
has been offered: the lowering of the mean shear stress at the tool–chip interface with
the contact temperature is fully compensated by the growth of this stress due to the
0
0 800
t
c
(MPa)
200
400
Beryllium copper, HB320
Beryllium copper,
HB200
Beryllium copper,
HB110
Steel ASTM A514
Copper
Armco iron
Cadmium
Steel AISI 07
s
UTS
(MPa)
Fig. 3.25. Correlation between the mean shear stress at the tool–chip interface (τ
c
) and the ultimate
tensile strength (σ
UTS
) for different work materials.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 161
corresponding increase in the strain rate. In other words, the effect of temperature on
the mean shear stress at tool–chip interface is balanced by the strain rate effect in such
a way that this stress remains constant. This idea, however, was criticized by Poletica
[69] who conclusively proved that this is not the case in metal cutting.
The total friction force on the tool rake face (Fig. 3.21(a)) then can be calculated as
F = τ
c
l
c
d
w1
(3.53)
Substituting Eqs. (3.42) and (3.52) into Eq. (3.53), one can obtain
F
f
= 0.28σ
UTS
t
1
d
w1
ζ
k
t
(3.54)
Bearing in mind that d
w1
= d
w
and dividing both sides of Eq. (3.54) by A
w
= t
1
d
w
(the uncut chip cross-sectional area) and rearranging, one can obtain
ζ =
1
(
0.28σ
UTS
)
1
/
k
t
F
f
A
w
1
/
k
t
=
1
(
0.28σ
UTS
)
1
/
k
t
(
τ
c
)
1
/
k
t
(3.55)
This equation establishes the direct correlation between the mean shear stress and CCR,
although some researchers argued that this correlation is linear [69].
On the contrary, to the mean shear stress, the mean normal stress σ
c
at the tool–chip
interface, is very sensitive to many parameters of the cutting process. Being work material
specific, this stress depends mainly on the cutting speed, cutting feed and cutting tool
rake angle.
Having conducted a great number of cutting tests, Zorev [2] and Poletica [69] conclu-
sively proved that the mean normal stress at the tool–chip interface increases with the
cutting speed for a wide range of metallic work materials. Figure 3.26 shows the test
results for various steels. As seen, the influence is more pronounced for high-carbon
steels having higher hardness and strain rate sensitivity. One may argue, however, that
the metallurgy of these steels may also contribute to the obtained result. To show that this
is not the case, Fig. 3.27 presents the results for beryllium copper of different hardness.
As seen, the mean normal stress at the tool–chip interface increases with the hardness of
the work material.
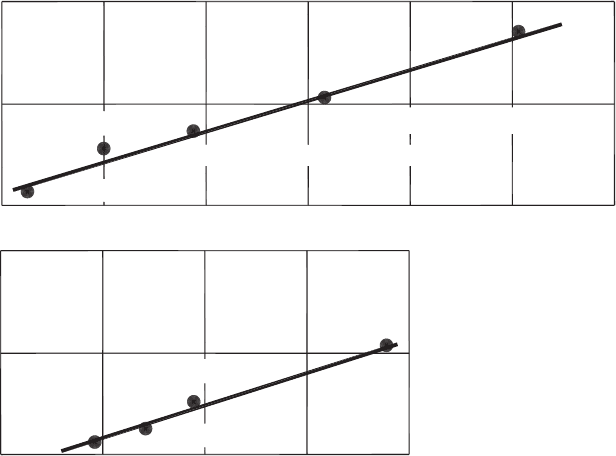
It was found that the mean normal stress at the tool–chip interface decreases with the rake
angle. It can best be illustrated with the experimental results obtained in the machining
of cadmium shown in Fig. 3.28(a) because CCR hardly changes with this work mate-
rial although the rake angle varies in a very wide range, namely from −40 to +60
◦
.
Therefore, data presented in this figure may be regarded as that obtained with invariable
CCR. As seen, the mean normal stress decreases with the rake angle. This phenomenon
can readily be explained using the above-discussed definition of the cutting process.
Because cracks form at points A and O (Fig. 3.21) due to the combined action of com-
pressive and bending stresses, the maximum combined stress at these points forms due
to compressive force and bending moment imposed by the resultant force R. As such, the
compressive force is determined by the tool–chip contact area while the bending moment
162 Tribology of Metal Cutting
20
0
100 180 260
400
200
1
2
s
c
(MPa)
n(m/min)
600
3
4
5
6
Fig. 3.26. Influence of cutting speed (ν) on the mean normal contact stress (σ
c
) for various steels:
1 – steel 1010, 2 – steel 1020, 3 – steel 1060, 4 – steel HV100 (0.2% C, 3.8% Ni, 1.5% Cr),
5 – steel ASTM A228 (0.8% C) and 6 – tool steel 07 (1.2% C). Tool: carbide P20 (79% WC,
15% TiC, 6% Co), normal rake angle γ
n
= 10
◦
and cutting feed f = 0.156 mm/rev.
600
0
0
300
80 160
900
s
c
(MPa)
n(m/min)
1200
f = 0.07 mm/rev
f = 0.15 mm/rev
f = 0.26 mm/rev
f = 0.34 mm/rev
HB110
f = 0.07 mm/rev
f = 0.15 mm/rev
f = 0.26 mm/rev
f = 0.34 mm/rev
f = 0.07 mm/rev
f = 0.15 mm/rev
HB320
HB200
Fig. 3.27. Influence of cutting speed (ν) on the mean normal contact stress (σ
c
) for beryllium
copper UNSC17000 of different hardnesses. Tool: carbide P20 (79% WC, 15% TiC, 6% Co),
normal rake angle γ
n
= 10
◦
and cutting edge angle κ
r
= 70
◦
.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 163
200
0
−40 −20 0 20 40
s
c
(MPa)
s
c
(MPa)
t
c
(MPa)
Normal stress s
c
Tangential stress t
c
400
0
0
200
600
4
6810
Po
g
n
= −10°
g
n
= 0°
g
n
= −10°
g
n
= −20°
g
n
(°)
100
(a)
(b)
Fig. 3.28. Mean normal contact stress as a functions of: (a) the tool normal rake angle (γ
n
),
work material – cadmium, tool material – carbide M30 (92% WC, 8% Co), cutting speed ν =
40.2m/min, cutting feed f = 0.67 mm/rev and depth of cut d
w
= 2 mm; (b) Po-criterion for
different rake angles tool material – carbide P20 (79%WC, 15%TiC, 6% Co), work material – steel
ASTM A514 (0.18% C, 1.1% Cr, 1.3% Ni), cutting edge angle κ
r
= 70
◦
, depth of cut d
w
= 3mm
and cutting feed f = 0.07–0.43 mm/rev.
is determined by both the contact area and the arm of the normal force with respect to
the mentioned points. Because a given work material fails at points A and O under the
same combined stress, the bending in this combined stress is a kind of constant for this
work material. Therefore, if the arm of the normal force creating the bending moment
(stress) increases due to an increase in the rake angle, the normal contact stress decreases
accordingly to keep the same needed bending stress. Figure 3.28(b) provides further
experimental support to the discussed model of the correlation amongst the parameters
of the tool–chip interface.
The relationship between the mean normal stress and the Po-criterion has more general
character than that drawn directly from Fig. 3.27. Figure 3.29 shows the data for different
164 Tribology of Metal Cutting
800
0
400
1200
0
P
o
161284
20
Beryllium copper, HB 320, Tool - carbide M30
Steel AISI 07, Tool - carbide P20
Copper, Tool - HSS M42
Beryllium copper, HB 310, Tool - carbide M30
Beryllium copper, HB 200, Tool - carbide M30
Steel ASTM A514, Tool - carbide P10
Steel 1010 HB100, Tool - carbide M30
Steel 1020 HB130, Tool - carbide M30
s
c
(MPa)
Fig. 3.29. Influence of Poletica criterion on the mean normal contact stress for various work
materials. Tools with γ
n
= 10
◦
.
work materials. As seen, regardless of a wide range of the mechanical characteristics
of the work materials (HB33–220), all experimental points are close to a single curve.
The same results were obtained by Zorev [2] with AISI steels 1010, 1020 and E9310.
Summarizing the obtained experimental results, one can conclude that not only the uncut
chip thickness and cutting speed but also the mechanical properties of the work material
affect the mean normal stress insomuch as they affect the Po-criterion.
A particular value of the Po-criterion affects the normal stress at the tool–rake face.
As this criterion decreases, the mean normal stress increases. The mean contact stress,
therefore, is a function (and a characteristic) of the state of stress in the contact zone. It
depends on the Po-criterion in the same way as this criterion affects the state of stress in
the contact zone.
Function σ
c
= f
(
Po
)
shown in Fig. 3.29 has the hyperbolic shape and with reasonable
accuracy can be approximated as
σ
c
=
180
(
Po
)
0.95
(3.56)
which, in the general case, can be represented as
σ
c
=
A
γ
(
Po
)
m
γ
(3.57)

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 165
where coefficient A
γ
and power m
γ
are determined by the rake angle. As such, normally
m
γ
< 1 and A
γ
decreases with the rake angle.
Substituting Eq. (3.42) into Eq. (3.57), one can obtain
σ
c
=
A
γ
(
ζ
)
k
t
m
γ
(3.58)
or
N = A
γ
t
1
d
w
ζ
k
t
(
1−m
γ
)
(3.59)
Because m
γ
is close to 1, the power of CCR is very small. Therefore, for a given uncut
chip cross-sectional area (t
1
×d
w
), the normal force on the tool–rake face is primarily a
function of the tool–rake angle and only weakly depends on CCR.
Influence of tool material. Of the many properties of the work material, elastic
characteristics, thermophysical properties (primarily, thermoconductivity) and chemi-
cal properties play the most significant role in the contact process at the tool–chip and
tool–workpiece interfaces. Elastic deformation of the cutting wedge due to the normal
contact stress may play a significant role for wedges having high rake angles. Normally,
it does not affect significantly the distribution of the normal and shear stresses on the
tool–chip interface.
Experimental studies of the influence of various thermophysical properties of the tool
material on the tribology of the tool–chip interface are very complicated, so it requires
vast experience and knowledge on the relevant properties of the work and tool materials.
This is because the selection of the pairs “tool–work” materials has to be accomplished in
a certain sequence when one property is altered while the other remains the same. It can-
not be accomplished within the tool and work materials normally used in the practice of
machining. Therefore, copper, lead and aluminum were used in the experimental studies
as work materials to obtain tool materials with various desired properties, which normally
cannot be used as tool materials due to their insufficient hardness and low hot hardness.
To evaluate the separate influence of thermoconductivity and chemical properties of the
tool material on the contact characteristics, Poletica [69] proposed to use lead as the work
material. The prime cause for this selection is because lead is chemically passive. More-
over, it does not form solid-state solutions with materials used in machining. Exceptions
are some “soft” materials as magnesium, tin, cadmium and antimony as well as noble
materials as gold and silver. Therefore, lead can be considered as chemically inactive
(inert) with respect to the tool material. Among similar soft materials, lead is charac-
terized by low thermoconductivity that assures relatively high cutting temperatures and
it allows clearly distinguishing the influence of thermoconductivity of tool materials on
the contact process.
Tests with lead as the work material were carried out using the same tool geometry,
cutting feed and the depth of cut. Figure 3.30(a) shows the results obtained using vari-
ous tool materials. The experimental points correspond to the invariable cutting speed.
166 Tribology of Metal Cutting
4.0
034
k
tm
(W/mK)
k
tm
(W/mK)
(a)
(b)
4.5
68
0
2.0
1.5
34
Beryllium
copper
HSS M42
Carbide P20 (79%WC, 15%TiC, 6%Co)
Carbide M30 (92%WC, 8%Co)
Ti Grade 1
Carbide M30
Carbide P20
Carbide P30
Carbide P10
z
z
Fig. 3.30. Influence of thermoconductivity of the tool material (k
tm
) on CCR: (a) work material –
lead and (b) work material – steel AISI 1055.
Figure 3.30(b) shows the results for steel AISI 1055. As seen, CCR, and thus the amount
of work of plastic deformation in metal cutting, increases when the thermoconductivity
of the tool material increases. When this is the case, the mean temperature at the tool–
chip interface increases. Therefore, it can be suggested that the relationships shown in
Figs. 3.30(a) and (b) represent the dependence of CCR on the mean contact temperature.
Unfortunately, the experimental results presented in Fig. 3.31(a) do not support this sug-
gestion. As seen, if the mean contact temperature is kept invariable, CCR still depends on
the thermoconductivity of the tool material (Fig. 3.31(b)). It can be concluded, therefore,
that the thermoconductivity of the tool material has a more complicated physical mech-
anism of influence on CCR and hence on the work of plastic deformation in cutting. The
trend, however, is still the same: the greater the thermoconductivity of the tool material,
the higher is the CCR.
Any change in the mean contact temperature leads to the corresponding change in the
contact pressure at the tool–chip interface. Moreover, this pressure also changes when the
distribution of the contact temperature changes. The thermoconductivity of the tool mate-
rials has the greatest influence on the distribution of the contact temperature. The results
of a great number of cutting tests with diamond tools showed [69] that a great increase
in the thermoconductivity of the tool material leads to a significant shift of the maximum