Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 147
0.E+00
2.E+06
4.E+06
6.E+06
8.E+06
1.E+07
0.0 0.2 0.4 0.6 0.8 1.0
y
s
p(y
s
)
(a)
(b)
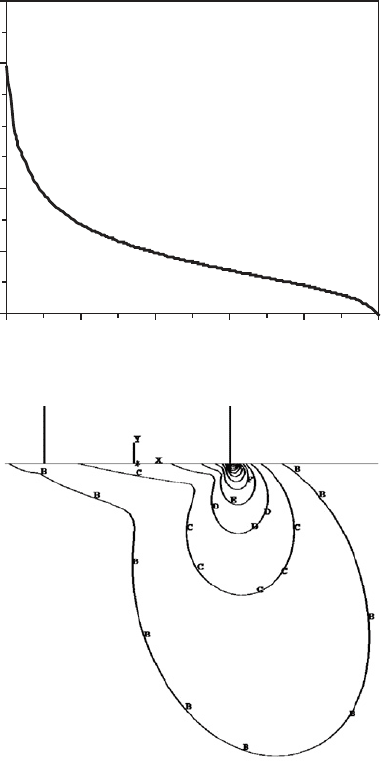
Fig. 3.13. Example of the FEM analysis: (a) tool–chip contact stress distribution and (b) von Mises
stress distributions (A = 0.40; C = 1.99; E = 3.58; G = 5.17 ... O = 11.5; P = 12.3; σ
max
=
12.7 MPa) in the workpiece and chip (after Astakhov and Outeiro [73]).
Astakhov [36] compared the evolution of shear stress during the cut-in period with that of
stabilized cutting and showed that the shear stresses at the tool–chip interface are almost
30% higher during cut-in period than that in stabilized cutting to achieve the same effect
(for example, to form the stress level corresponding to the beginning of failure of the
work material). This is the prime cause for the reduction of tool life in interrupted cutting.
Figure 3.14(b) shows the evolution of the normal stress up to the beginning of each
chip formation cycle. As seen, the presence of a partially formed chip affects the normal
148 Tribology of Metal Cutting
0
0.4
0.8
0
0.4
0.8
1
1
2
3
4
5
2
3
4
5
Shear stress (GPa)
0 0.27 0.54 0.81
0 0.27 0.54 0.81 0 0.27 0.54 0.81 0 0.27 0.54 0.81
1.08 0 0.27 0.54 0.81 1.08
Distance from the cutting edge (mm)
1
1
2
2
3
3
4
4
5
5
Normal stress (GPa)
5
4
3
2
1
0
0.4
0.8
1.2
1.6
2.0
Distance from the cutting edge (mm)
(a)
(b)
Rake angle
0
°
Rake angle
−18
°
Rake angle
−18
°
Rake angle
0
°
Rake angle
+18
°
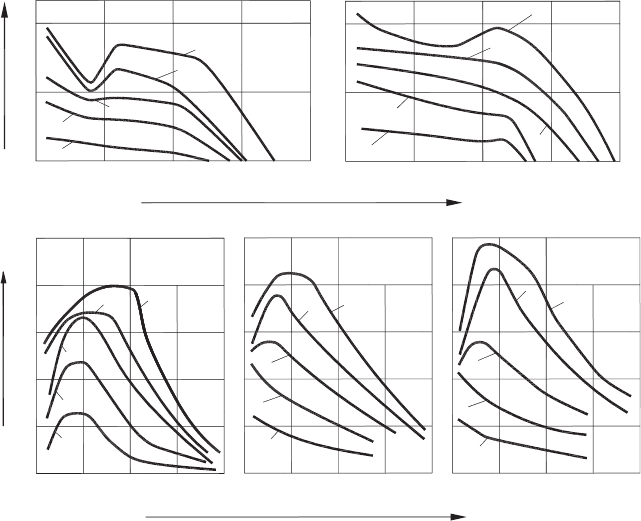
Fig. 3.14. Dynamics shear (tangential) (a) and normal (b) stress distributions at the beginning of
a new chip formation cycle. Curves 1 to 5 correspond to increasing load with the increment of
250 N, respectively. Work material – AISI 1045 steel, tool material – P20.
stress distribution. The maximum normal stress becomes higher when increasing the rake
angle. Moreover, the location of this maximum shifts towards the cutting edge.
As with the shear stress, a comparison of the results shown in Fig. 3.14(b) with the known
results shown in Fig. 3.1(a) shows that there is no contradiction in the reported results.
In other words, all the reported normal stress distributions (curves 1 to 6 in Fig. 3.1(a))
at the tool–chip interface may occur as being considered at different instants over a chip
formation cycle and under different cutting conditions.
The above analysis of the normal and shear stress distributions at the tool–chip interface
results in two important conclusions:
• Increasing the rake angle leads to the reduction in the contact length that results in
an increase in the maximum shear and normal stresses at this interface. Moreover,
the maximum of the normal stress shifts towards the cutting edge. Because the use
of high positive tool geometry (which stands for high rake angles) has become a new
tendency recently introduced and followed widely by the leading tool producers, the
transfer rupture stress of tool materials for such applications should be increased.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 149
• The fluctuations of the normal and shear stresses at high frequencies [36] explain the
high scatter in the results of using different coatings. Obviously, these fluctuations
should be accounted for in the design of any particular coating.
3.2.4 Experimental study
The basic tribological characteristics of the cutting process determine not only tool wear
or contact temperature but also other physical characteristics of this process. These
tribological characteristics cannot be considered apart from other parameters of the metal
cutting process as they affect these parameters directly. It is very important to establish
the prime and dependent parameters as well as their correlations in order to control the
cutting process. The following considerations are based on the excellent experimental
results obtained by two prominent researchers in the field of metal cutting tribology,
namely Poletica [76] and Zorev [2]. In the author’s opinion, these results have never
been properly presented, understood and appreciated. As a result, they were never used
for further developments in the design and optimization of metal cutting processes and
cutting tools although the potential of these findings is tremendous.
Methodology. In the tests, the contact length was measured on the actual cutting insert
under a microscope. To verify the accuracy of such a measurement, the cutting insert
before the actual testing was plated with a thin copper layer by dipping it in copper
sulfate solution. The comparison of the obtained results showed no noticeable difference
between the results obtained using these two methods of contact length determination.
In special cases, however, when the tests were conducted using soft work materials and
thus, there were no clearly visible wear marks on the tool rake face, a thin layer of a
neutral water-based paint was used to determine the contact length accurately.
The average integral contact temperature was measured using the tool–work thermo-
couple technique. Its principle is discussed later in this chapter. The calibration of such
a thermocouple is discussed in Ref. [36,68].
Other characteristics were obtained through the measurements of the cutting force
components [36].
Contact length. As discussed above, the tool–chip contact length known as the length
of the tool–chip interface determines major tribological conditions at this interface as
temperatures, stresses, tool wear, etc. This length is found to be very sensitive to any
change in the parameters and characteristics of the cutting process. Therefore, it is of
great interest to find out the correlations between these characteristics and the contact
length because the optimization of tribological processes at the tool–chip interface can
be accomplished only when these correlations are known and well understood.
Figure 3.15(a) shows the correlation between contact length and the uncut chip thickness
for different work materials. As seen, the contact length increases with the uncut chip
thickness for all materials tested although at different rates. This rate is much greater for
soft (HB47) copper having high thermal conductivity than for relatively hard (HB190)
titanium alloy having low thermal conductivity.
150 Tribology of Metal Cutting
0 0.2 0.4
t
1
(mm)
1
2
3
1
2
3
4
5
6
0 0.2 0.4
t
1
(mm)
3
2
1
1
2
3
4
(a) (b)
I
c
(mm) I
c
(mm)
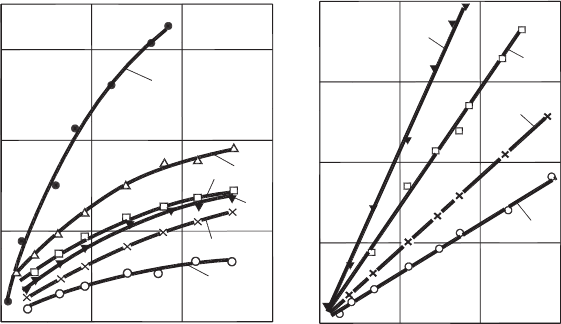
Fig. 3.15. Correlation between the contact length and the uncut chip thickness: (a) for different
work materials: 1 – copper, 2 – lead, 3 – aluminum 2014, 4 – steel AISI E9310, 5 – cadmium
and 6 – titanium Grade 1, (b) for different work materials under constant ζ: 1 – copper (ζ = 10),
2 – steel AISI E9310 (ζ = 3.2), 3 – beryllium copper UNSC17000, HB110 (ζ = 4) and 4 – tool
steel O7 (ζ = 2.45).
Analyzing the correlations shown in Fig. 3.15(a), one should keep in mind that the
uncut chip thickness directly affects the chip compression ratio (CCR) which also affects
the contact length. Therefore, it is of interest to separate the influence of these two
characteristics on the contact length. Figure 3.15(b) shows the influence of uncut chip
thickness on the contact length under invariable CCR (ζ = Const). As follows from this
figure, the contact length is directly proportional to the uncut chip thickness for different
work materials. Although Fig. 3.15(b) shows only correlations for four work materials,
this rule was proven to be true for a wide variety of work materials. Therefore, the uncut
chip thickness can be regarded as an independent parameter of the cutting process that
directly affects the contact length.
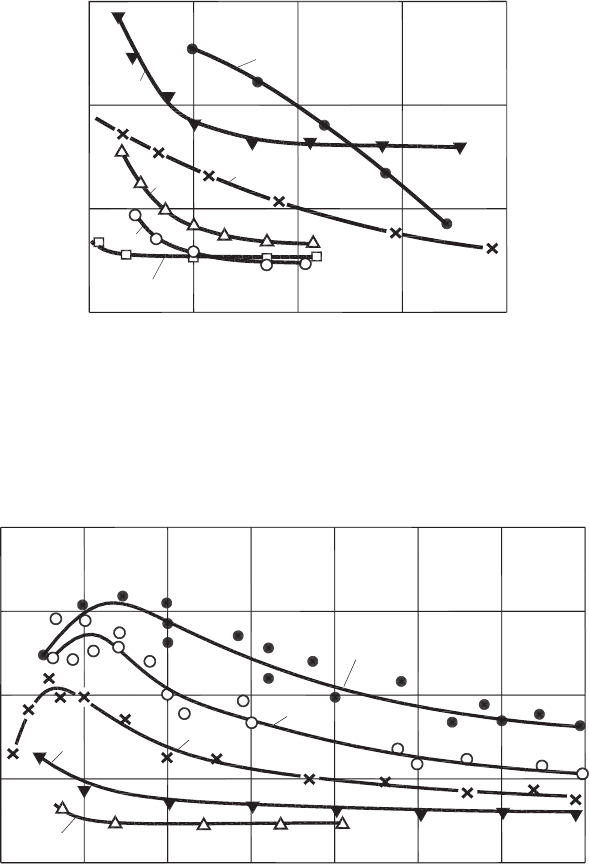
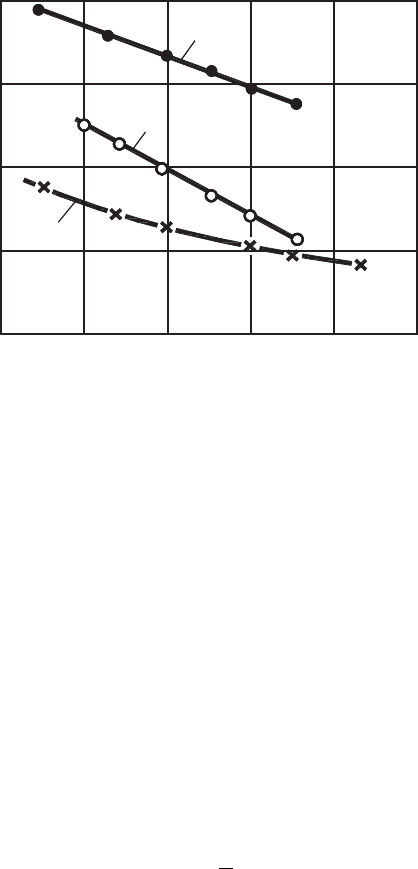
The contact length decreases with the cutting speed for different work materials as follows
from the data illustrated in Fig. 3.16. As seen, steep dependences hold for relatively low
cutting speeds while the contact length shows a little dependence on the cutting speed in
the range of normal and high cutting speeds. This can be attributed to the corresponding
change in the average contact temperature at the tool–chip interface, which changes
significantly with the cutting speed for low cutting speeds and then this change slows
down when the cutting speed increases further. Therefore, the dependences shown in
Fig. 3.16 reflect the result of mutual action of the cutting speed and temperature (the
temperature–speed factor as termed by Zorev [2]). Figure 3.17 shows that the same
tendency holds for a wide variety of steels. As seen, the contact length also reduces
with the hardness (the carbon content) of the steel. The scatter in experimental results is
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 151
1
0 80 160 240 n (mm/min)
2
l
c
(mm)
1
2
3
4
5
6
Fig. 3.16. Correlation between the contact length and the cutting speed for different work mate-
rials: 1 – titanium Grade 1, 2 – beryllium copper UNSC17000, HB200, 3 – beryllium copper
UNSC17000, HB110, 4 – Armco iron, 5 – copper and 6 – aluminum 2014.
40
120 160
0
2.0
0
l
c
(mm)
3.0
1.0
80
200 240
n(mm/min)
3
1
2
4
5
Fig. 3.17. Correlation between the contact length and the cutting speed for different steels:
1 – AISI 1010 (0.1% C), 2 – AISI1020 (0.2% C), 3 – AISI 1060 (0.6% C), 4 – AISI 1080 (0.8% C),
5 – AISI 07 (1.2% C). Normal rake angle γ
n
= 10
◦
, depth of cut d
w
= 4 mm and cutting feed
f = 0.156 mm/rev.
152 Tribology of Metal Cutting
0.2
−40
0
g
n
(°)
4020
−20
1.0
3
2
1
1.8
I
c
(mm)
Fig. 3.18. Influence of rake angle on the contact length: 1 – cadmium, 2 – steel AISI E9310
(t
1
= 0.16 mm, ν = 22 m/min), 3 – steel AISI E9310 (t
1
= 0.28 mm, ζ = constant = 2.5).
much smaller for harder steels. Analysis of Figs. 3.16 and 3.17, however, shows that the
dependence of the contact length on the cutting speed directly resembles the dependence
of CCR on the cutting speed (Fig. 2.5 and Ref. [77]).
Figure 3.18 shows the influence of normal rake angle on the contact length for different
work materials. As seen, the contact length decreases with the rake angle. Moreover,
this conclusion is true even when the CCR is kept invariable. Therefore, the rake angle
affects the contact length in two ways, namely, directly and through CCR. One should
notice, however, that the influence of rake angle on the contact length is not significant.
As follows from the foregoing considerations, among the three considered factors (the
uncut chip thickness, cutting speed and rake angle), only the uncut chip thickness affects
the contact length directly. The other two factors affect the contact length through CCR.
This allows to introduce a similarity criterion to be used in metal cutting tribology,
namely the Poletica criterion (Po-criterion)
Po =
l
c
t
1
(3.40)
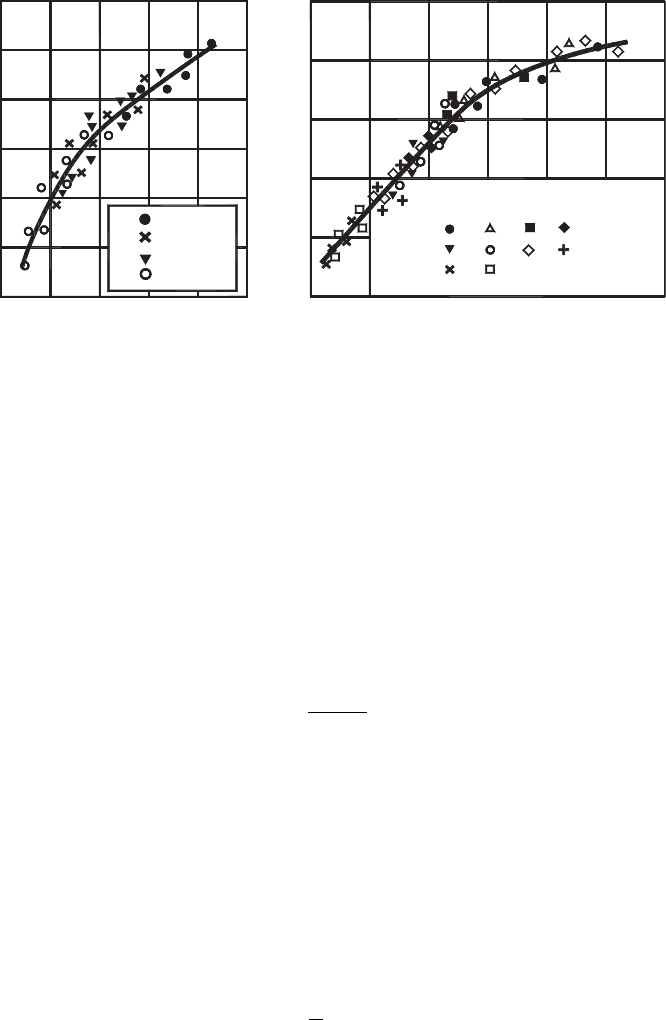
The Po-criterion, strongly depends on CCR and weakly depends on the rake angle as
follows from the experimental data presented in Fig. 3.19(a). As seen, the influence of
rake angle is within the normal experimental scatter. Moreover, it was found that the
Po-criterion remains invariant to changes in the mechanical and physical properties of
the work material. As can be seen in Fig. 3.19(b), the hardness of the work material
does not affect the dependence of Po-criterion on CCR. Considering this test, one should
note that beryllium copper is an excellent test material because its mechanical properties
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 153
513
4
8
0
2
6
10
2 4 21
0
43
2
4
8
6
56
HB110
HB200
HB320
f = 0.07
0.15 0.26 0.34
(mm/rev)
Po Po
g = −10°
g =0°
g =10°
g =20°
(a) (b)
z
z
Fig. 3.19. Influence of chip compression ratio on Po-criterion: (a) in machining steel AISI E9310,
tool material P20 (79% WC, 15%TiC, 6% Co), cutting feed f = 0.07 −0.43 mm/rev and cutting
edge angle κ
r
= 70
◦
; (b) in machining beryllium copper UNSC17000 of different hardnesses. Tool
material – HSS M30 (92% WC, 8% Co).
can be changed in a wide range by heat treatment while the phase composition and
microstructural parameters remain practically unchanged.
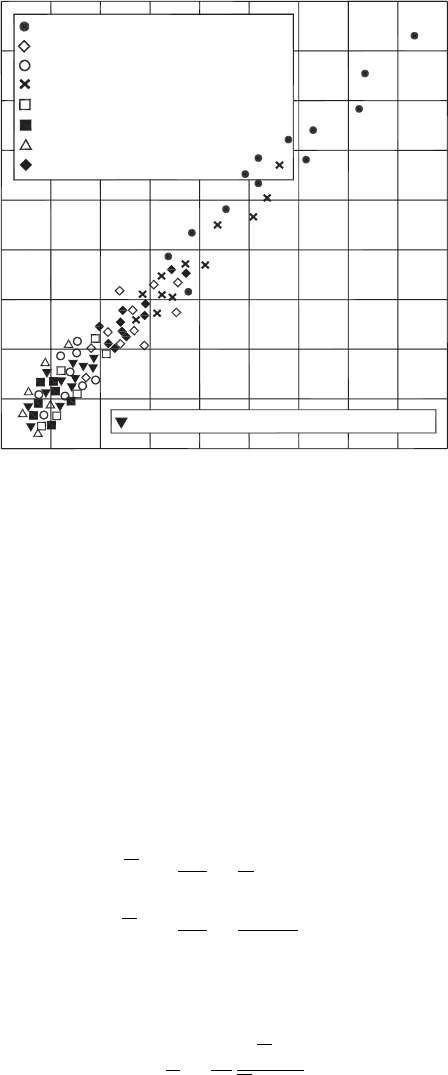
Figure 3.20 presents the results of cutting tests with various work and tool materials
having a wide range of physical and mechanical properties. In this figure, the normalized
chip compression ratio, ζ
t
is used instead of ζ. It is calculated as
ζ
t
=
ζ
d
w1
/d
w
, (3.41)
where d
w1
is the chip width. This is done to include into consideration the results of
the cutting test with copper and Armco iron. When cutting these two materials, the chip
width changes considerably compared to the width of cut (the depth of cut), whereas for
many other work materials, the ratio d
w1
/d
w
≈ 1 if measured properly [36].
Although some scatter of experimental results can be observed in Fig. 3.20, it can be
concluded that a single-valued functional relationship Po = f
(
ζ
t
)
exists within a wide
variety of cutting parameters. Statistical evaluation of the obtained experimental results
allows obtaining the following relationship for the Po-criterion
Po =
l
c
t
1
= ζ
k
t
t
, (3.42)
where k
t
= 1.5 when ζ
t
< 4, and k
t
= 1.3 when ζ
t
≥ 4.
154 Tribology of Metal Cutting
1 5 9 13 17
0
10
20
30
40
Armco iron, g = 10°
Steel E9310,M30 cutter, g = −10°, 0°, 10°, 20°
Steel O7, annealed, g = 10°
Beryllium copper, HB110, g = 10°
Beryllium copper, HB200, g = 10°
Beryllium copper, HB320, g = 10°
Copper, HSS M35 cutter, g = 10°
Copper, UNSC17000 cutter, g = 25°
Copper, Ti Grade 1 cutter, g = 25°
z
t
Po
Fig. 3.20. Influence of chip compression ratio on Po-criterion in machining various work materials
using different tool materials and tool rake angles.
The correlation between the Po-criterion and CCR obtained experimentally and expressed
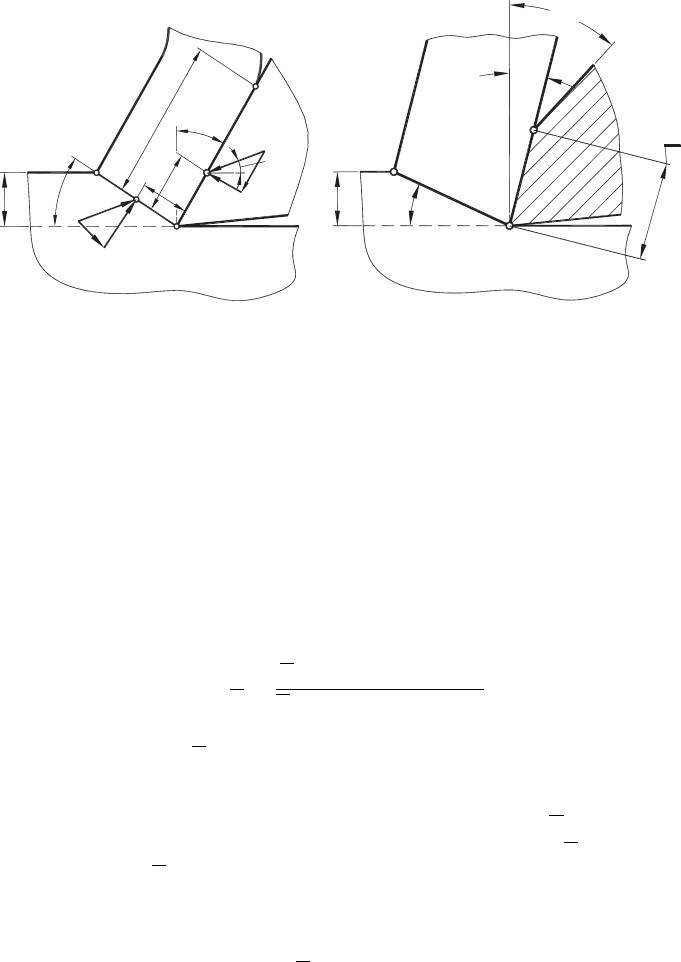
by Eq. (3.42) represents the condition of static equilibrium of the chip. Figure 3.21(a)
shows the simplified model of chip formation at the last phase of a chip formation
cycle for the cutting tool with the full rake face. In this picture, ϕ is the angle of final
inclination of the surface of maximum combined stress approximated by a plane, point
B is the coordinate of application of normal force N (which can be thought of as the
coordinate of the center of gravity of the distribution of the normal stress along the tool–
chip contact), point D is the coordinate of application of normal force F
n
on the surface
of maximum combined stress approximated by a plane, OC = l
c
is the contact length.
Let us introduce the dimensionless coordinates of points B and D as follows:
ψ
B
=
OB
OC
=
l
B
l
c
(3.43)
ψ
D
=
OD
OA
=
l
D
sin ϕ
t
1
(3.44)
Because the chip is in static equilibrium, the sum of the moments of the normal forces
is zero, i.e.
Po =
l
c
t
1
=
F
n
N
ψ
D
ψ
B
sin ϕ
(3.45)
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 155
R
F
n
F
s
R
F
N
l
B
l
c
D
B
C
O
A
l
D
j
w
ac
g
n
t
1
A
O
g
n1
t
1
g
(a) (b)
B
l
rr
j
Fig. 3.21. Simplified model of chip formation at the last phase of a chip formation cycle: (a) for
the cutting tool with the full rake face and (b) with the restricted length rake face.
Normal forces N and F
n
can also be expressed through the resultant force R using the
angle of action, ω
ac
(Fig. 3.21(a)) as
N = R sin
(
ω
ac
+γ
)
(3.46)
F
n
= R sin
(
ω
ac
+ϕ
)
(3.47)
Substituting Eqs. (3.46) and (3.47) into Eq. (3.45), one can obtain
Po =
l
c
t
1
=
ψ
D
1 + tan ω
ac
tan
−1
ϕ
ψ
B
(
cos γ −sin γ tan ω
ac
)
(3.48)
Dimensionless coordinate
ψ
B
is defined by the shape of distribution of the normal stress
because the location of point B is determined by the position of the center of gravity
of the distribution area. As proven by Zorev [2], the shape of this distribution curve
is stable depending weakly on the process parameters. It means that
ψ
B
varies within
very narrow range so, to the first approximation, it can be accepted that
ψ
B
= constant.
Then, it follows that
ψ
D
= constant. Using these approximations (which, in fact, quite
accurately resemble the reality of the cutting process), one can represent Eq. (3.48) as
Po =
l
c
t
1
= f
(
ϕ, ω
ac
)
(3.49)
i.e. the Po-criterion is a function of two angles, namely ϕ and ω
ac
.
Zorev showed [2] that, for a given work material, ϕ and ω
ac
are directly correlated.
As such, the Po-criterion is a function of only one angle, say ϕ. It follows from the

156 Tribology of Metal Cutting
model shown in Fig. 3.21(a) that
ϕ = arctan
cos γ
ζ − sin γ
(3.50)
where, by definition, CCR ζ = t
2
t
1
. It directly follows from Eq. (3.50) that ϕ depends
on CCR, ζ, and on the rake angle, γ. However, the influence of γ is not significant as
follows from the structure of Eq. (3.50). Therefore, it can be written with reasonable
accuracy
Po =
l
c
t
1
= f
1
(
ζ
)
(3.51)
The same conclusion follows from the above-discussed experimental results represented
by Eq. (3.42).
Although the obtained result is known for years, it has never been explained. In the
author’s opinion, a possible explanation is rather simple as it directly follows from the
generalized model of chip formation discussed in Chapter 1. Because cracks form at
points A and O (Fig. 3.21(a)) due to the combined action of compressive and bending
stresses, the maximum combined stress at these points forms due to compressive force
and bending moment imposed by the force resultant R. As such, the compressive force
is determined by the tool–chip contact area while the bending moment is determined
by both the contact area and the distance l
B
. When the cutting parameters (primarily
the properties of the work material) are changed so that CCR increases, a much higher
contact area and l
B
are needed to achieve the same critical combined stress at points A and
O because the cross-sectional area of the partially formed chip–cantilever increases with
CCR. This explanation can be easily verified experimentally using tools with restricted
contact length.
When the tool rake face is straight, the contact length l
c
sets itself to the value required
by the static equilibrium condition (Eq. (3.48)). This contact length is termed as the
natural contact length. If the length of the rake face is made smaller than the natural
contact length, then the resultant contact length known as restricted contact length, l
rr
is as shown in Fig. 3.21(b). As shown in this figure, the restricted rake face is made
with the normal rake angle, γ
n
while the secondary rake face is made with γ
n1
.Itis
understood that according to the explanation provided, if the contact length (the contact
area in reality) decreases, the contact stress must increase to provide the same combined
stress at points A and O.
When a tool with restricted contact length is used, the equilibrium condition set by
Eqs. (3.48) and (3.49) should be justified with this new contact length. However, this
length is no more a function of ϕ and ω
ac
but rather becomes an independently controlled
parameter.
Some representative experimental results are shown in Fig. 3.22. As seen, the reduc-
tion of the contact length leads to the corresponding increase in the contact stress as
was predicted above. Moreover, this increase exactly corresponds to an increase in the
compressive force and bending moment needed to keep the critical combined stresses