Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 167
13
40
200 120 40 0
11
1
2
3
4
5
(b)
(a)
9
7
20 0 60 80
k
tm
(W/mK)
z
z
8
10
q
c
(°C)
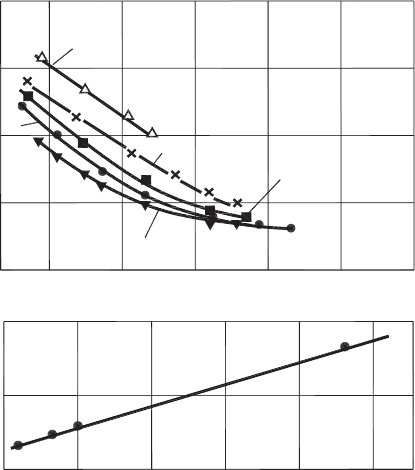
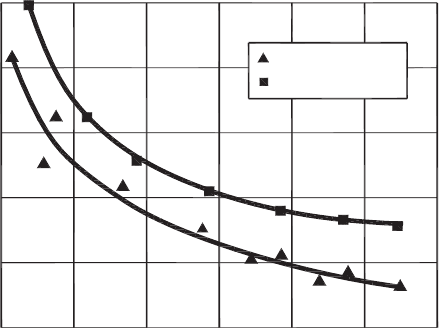
Fig. 3.31. Influence of mean contact temperature on the CCR for different tool materials: 1 –
beryllium copper UNSC17000, 2 – tungsten, 3 – high-speed steel M42, 4 – high manganese steel
and 5 – Ti Grade 1; work material – lead.
contact temperature towards the cutting edge. As such, the average contact temperature
decreases which, in turn, leads to the corresponding increase in the tool–chip contact
length. The influence of these two factors lowers the tool life when machining the steel
materials, i.e. when the contact stress and temperature are high. In the author’s opinion,
this is the major cause of very poor tool life of diamond tool in the machining of steels,
although practically all the known literature sources on metal cutting (for example, see
Ref. [37]) state that the prime cause for this is the transformation of diamond to a graphite
form and/or interaction between diamond and iron and the atmosphere. The latter sug-
gestion cannot explain very poor tool life of these tools in the machining of nickel alloys,
practically having no carbon and iron.
Mutual adhesion properties of the work and tool materials. Analyzing a great body of
research works done in the field of the adhesion phenomenon that occurred in the contact
of two materials, Poletica concluded [69] that their results can hardly be applicable in
metal cutting because most of these were obtained using conditions that are not partic-
ularly for metal cutting. For example, the results obtained using pin-on-disc machines
(discussed in Chapter 6) cannot be applicable in metal cutting at all (see Chapter 6).
Poletica also concluded [69] that solubility of the work and tool materials is the major
contributing factor in their adhesion interactions. Therefore, the only proper way to assess
168 Tribology of Metal Cutting
Table 3.1. Properties of copper in terms of its ability to form solid-state solutions.
Material
(component)
Mutual solubility Formation of
intermetallic
compounds
Liquid state In solid state
In copper In material
(
wt.%/at.%
)(
wt.%/at.%
)
Aluminum Unlimited 9.4/19.6 5.7/2.5 Cu
3
Al
4
and others
Tungsten Unlimited 9.4/19.6 Insoluble No
Iron Unlimited 9.4/19.6 8.5/7.5 No
Cobalt Unlimited 12.8/42.0 4.1/3.4 No
Manganese Unlimited 31/25 Unlimited No
Molybdenum Insoluble Insoluble Insoluble No
Nickel Unlimited Unlimited Unlimited No
Titanium Insoluble 4.3/5.6 2.1/1.6 Ti
2
Cu, TiCu
Chromium Limited Insoluble Insoluble No
Silicon Unlimited 4.5/10 Insoluble Cu
2
Si and others
Carbon Insoluble Insoluble Insoluble No
adhesion interactions between work and tool materials is to test a single work material
against several tool materials purposefully selected as having distinctive properties in
terms of their solubility of solid phases.
Copper was selected as the work material. This is because copper forms solid solution
with a number of relatively hard materials. In machining copper, the selection of tool
materials is not very restricted (in terms of their hot hardness and allowable temperature).
Copper has low hardness and high thermoconductivity. Table 3.1 illustrates the properties
of copper in terms of its ability to form solid-sate solutions.
Technically pure tungsten, titanium alloy Ti Grade 1 and beryllium copper were selected
as tool materials. The first one was selected because it is totally neutral to copper.
Ti Grade 1 contains 90% of Ti, which has very limited solubility in copper and can form
chemical compounds with copper. Beryllium copper contains about 98% of copper and
thus should have the maximum affinity. Single-point cutting tools made of Ti Grade 1
and beryllium copper were heat-treated to hardness HB360 and ground with rake angle
γ = 25
◦
. Tungsten tools were ground with γ = 10
◦
because of the high brittleness of
tungsten.
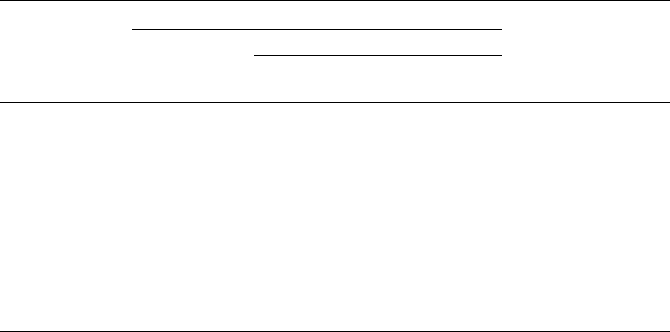
The test results shown in Figs. 3.32 and 3.33 indicate that the adhesion properties of the
tool material with respect to the work material have a marked influence on the tool–chip
contact length and CCR. As seen, the contact length increases 5.5 times and CCR –
almost 4 times when the beryllium copper tool is used when compared to the tungsten
tool.
Figures 3.34(a) and (b) show significant influence of adhesion properties of the tool
material on the mean normal contact stress and on the ratio of the mean shear and
normal contact stresses. There are no data for the tungsten tool in these figures because
this tool has a different rake angle having its own influence on these parameters. As seen,
the mean shear stress in machining with the Ti Grade 1 tool is three times higher than
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 169
1.4 2.8
n (m/s)
Beryllium copper
Ti Grade 1
Tungsten
0
0
2
4
l
c
(mm)
Fig. 3.32. The tool–chip contact length in machining copper with three selected tool materials
having considerably different adhesion properties. The depth of cut d
w
= 4 mm and feed f =
0.17 mm/rev.
z
0
4
40 80 120 n (m/min)
20
12
Tungsten
Ti Grade 1
Beryllium copper
Fig. 3.33. CCR in machining copper with three selected tool materials having considerably dif-
ferent adhesion properties. The depth of cut d
w
= 3 mm, feed f = 0.17 mm/rev, tool cutting
edge angle κ
r
= 70
◦
and inclination angle λ
p
= 0
◦
.
that of machining with the tool made of beryllium copper. As such, the ratio of the mean
shear and normal contact stresses is 2–2.5 times higher.
Although the contact length, mean normal contact stress and CCR in machining with
different tool materials vary significantly as seen in Figs. 3.32–3.34, the mean shear
stress remains practically the same as seen in Fig. 3.35. As before (see explanations to
Fig. 3.23), it is explained by the fact that this stress depends only on the properties of
the work material.
When machining the work material with a tool having different adhesion properties, the
influence of tool material would be different. Figure 3.36 shows the results of a test
170 Tribology of Metal Cutting
0
0
100
s
c
(MPa)
(a)
160 n (m/min)80
1
2
t
c
/s
c
Beryllium copper
Ti Grade 1
(b)
Fig. 3.34. Influence of cutting speed in machining copper: (a) on the mean normal contact stress
at the tool–chip interface, (b) on the ratio of the mean shear to the mean normal contact stresses.
Rake angle γ = 25
◦
, depth of cut d
w
= 3 mm, feed f = (0.07–0.3) mm/rev, tool cutting edge
angle κ
r
= 70
◦
and inclination angle λ
p
= 0
◦
.
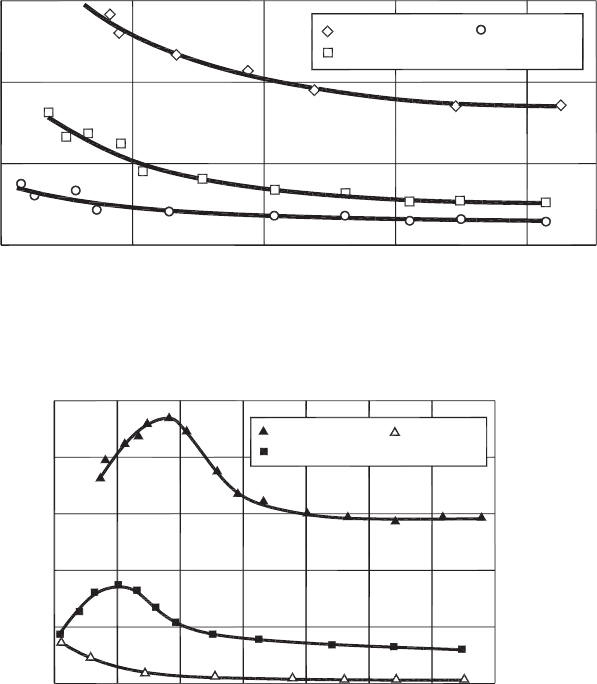
160 80
0
100
Beryllium copper
- s = 0.07 mm/rev
Ti Grade 1
-
s = 0.17 mm/rev
- s = 0.30 mm/rev
- s = 0.07 mm/rev
- s = 0.17 mm/rev
- s = 0.30 mm/rev
200
300
n (m/min)
t
c
(MPa)
Fig. 3.35. Influence of cutting speed on the mean shear stress in machining copper.
where CCR for aluminum were determined as a function of the cutting speed using
the beryllium copper and steel tools. Iron is much more chemically active to aluminum
than copper. As a result, higher CCRs were obtained for the steel tool compared to the
beryllium copper tool although the thermoconductivity of the beryllium copper tool is
much higher than that of the steel tool.
The above-discussed test results illustrate the mutual action of thermoconductivity and
adhesion properties. To separate these two issues, the tools used in these experiments
were plated with a very thin layer of chromium. This layer could not change the
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 171
0
8
160 320 n(m/min)
16
z
12
Steel AISI 07
Beryllium copper
Fig. 3.36. Influence of cutting speed on the chip compression ratio in machining aluminum for
two different tool materials. Rake angle γ = 20
◦
, depth of cut d
w
= 2 mm, feed f = 0.21 mm/rev
and tool cutting edge angle κ
r
= 45
◦
.
thermoconductivity significantly while it significantly affected the adhesion properties
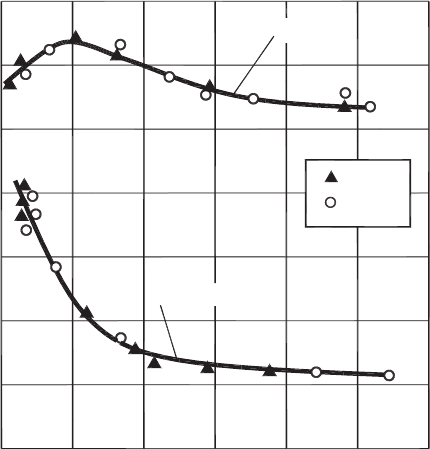
at the tool–chip contact. The test results are shown in Fig. 3.37. As seen, CCR for the
plated beryllium copper tool is much smaller than that for the non-plated one. In the case
of titanium tool, the difference is rather small. For the tungsten tool, the result was the
opposite and the difference is significant.
Influence of mechanical properties of the work material. It is much easier to study the
influence of mechanical properties of work material on the tribological conditions at the
tool–chip interface than that of the chemical composition of the work and tool materials.
The mechanical properties of the work material can be altered in a wide range by its
heat treatment. Poletica proposed [69] the use of beryllium copper as the work material.
As mentioned above, it is an excellent test material because its mechanical properties
can be changed over a wide range by heat treatment while the phase composition and
microstructural parameters remain practically unchanged.
The test results with beryllium copper are shown in Figs. 3.18, 3.19(b), 3.23(b), 3.27
and 3.29. Figure 3.38 shows the contact characteristics obtained under invariable average
contact temperature as functions of the true stress at the fracture of the work material
represented by the hardness of the work material [69,81].
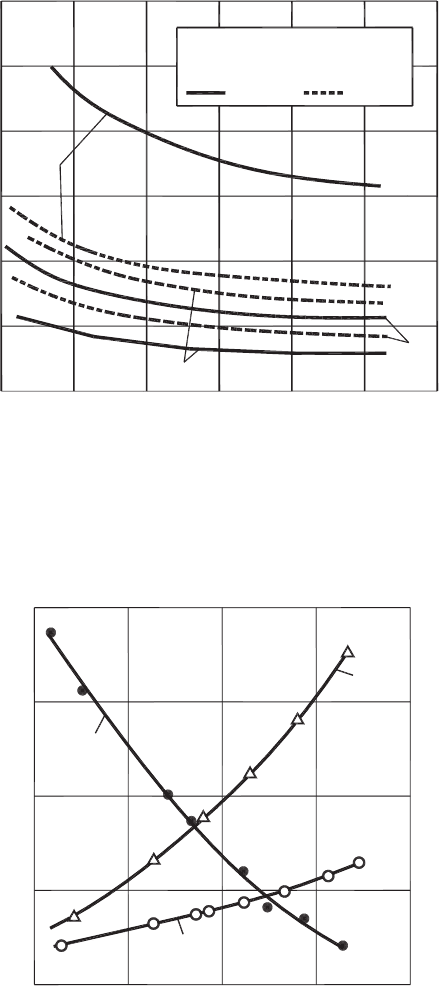
As it follows from Fig. 3.38, the mean normal stress, σ
c
increases with the hardness of
the work material. The mean shear stress τ
c
also increases in proportion to the hardness.
The latter result, obtained under special test conditions, is part of a more general depen-
dence shown in Fig. 3.25 where this stress is correlated with the strength of various work
materials. Therefore, the results shown in Figs. 3.38 and 3.25 complement each other.
172 Tribology of Metal Cutting
0
0
80 160 n (m/min)
16
8
12
20
z
4
1
2 - Ti Grade 1
3
2
1 - Beryllium copper
3 - Tungsten
Non-plated
Cr-plated
Fig. 3.37. Influence of cutting speed on CCR in machining copper with the non-plated and
Cr-plated tools. Rake angle γ = 20
◦
, depth of cut d
w
= 2 mm, feed f = 0.15 mm/rev and
tool cutting edge angle κ
r
= 45
◦
.
800 1000 1200 1400
s
f
(MPa)
Contact
Stress
(MPa)
1200
800
400
2
4
6
P
o
t
c
Po
s
c
Fig. 3.38. Contact characteristics in machining beryllium copper as functions or its hardness
represented by the true stress at fracture. Rake angle γ = 10
◦
, tool cutting edge angle κ
r
= 45
◦
,
feed f = 0.15 mm/rev and cutting speed ν = 1.67 m/s.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 173
0
0
80 160
n(m/min)
4
8
z
1
2
5
3
4
9
10
8
6
7
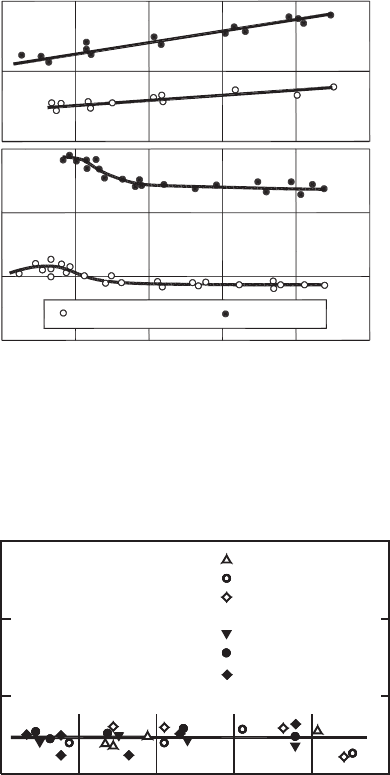
Fig. 3.39. Influence of cutting speed on CCR in machining of various materials: 1 – steel AISI
1010, 2 – copper, 3 – aluminum 2014, 4 – lead, 5 – Armco iron, 6 – forging brass UNS C37700,
7 – steel ASTM A514 (0.18% C, 1.1% Cr, 1.3% Ni), 8 – steel AISI 07, 9 –Ti Grade 1 and 10 –
cadmium.
It follows from the results shown in Fig. 3.38 that the apparent friction coefficient at
the tool–chip interface calculated as the ratio of the shear and normal contact stresses,
depends primarily on the hardness of the work material and, secondarily, on other prop-
erties of the work and tool materials and the machining regime. Figure 3.39 shows
the experimental results for various work materials. These materials differ not only in
mechanical properties but also in many other physical and chemical properties. As such,
only the mean shear stress would depend on the strength of the work material while
other tribological characteristics at the tool–chip interface can vary in wide ranges. As
such, CCR would depend only on the mutual adhesion properties of the work and tool
materials. As seen in Fig 3.39, CCR is practically the same in machining work materials
having considerably different mechanical properties such as cadmium and titanium alloy.
At the same time, CCRs for steel AISI 07 and Ti Grade 1 are different although these
work materials have approximately the same mechanical properties.
Influence of surrounding medium. The cutting process can take place in different media.
The most common media are gases and liquids. Although influence of medium is often
treated as the influence of cutting fluid (as discussed in Chapter 6), one important aspect
of the influence of the surrounding medium on the tribological conditions at the tool–chip
interface, namely the influence of atmospheric air is discussed here. While cutting in the
presence of air, one might expect the occurrence of certain chemical reactions of oxygen
and nitrogen contained in the air with freshly formed surfaces of the work and tool
materials. It is a strong belief among the metal cutting specialists that the formation of
174 Tribology of Metal Cutting
oxidized, nitrogenized and oxi-nitrogenized films and water vapor on the contact surfaces
are the results of such reactions.
To clarify this long-standing issue, a series of tests were carried out in air and under inert
gas using a specially designed pressure chamber [69] installed on a lathe. The chamber
was filled with argon with a slightly higher (by 0.05 MPa) pressure than the atmospheric
pressure. The actual pressure of argon in the chamber was controlled by a manometer.
Two work materials were selected for the test, namely Armco iron and copper since they
were having very high sensitivity to the properties of the medium in cutting. Moreover,
copper has an extremely high sensitivity to oxygen that should be very helpful in detecting
any influence of oxygen in the air on the cutting process.
The test results are shown in Fig. 3.40. No difference in CCR and thus in the tool–chip
contact length was found. The only difference that was observed is the absence of temper
colors on the chip obtained in cutting with argon.
Although it is incorrect to extend the obtained result for all kinds of work materials, par-
ticularly in the case of machining some titanium alloys as pointed out by Poletica [69],
it allows the conclusion that disproves the above-mentioned common belief on the
influence of oxygen in metal cutting.
20
0
60 100
n(m/min)
4
8
12
z
Air
Argon
Copper
Armco iron
Fig. 3.40. Influence of the medium on CCR. Cutting feed f = 0.10 mm/rev and depth of cut,
d
w
= 3 mm.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 175
3.2.5 Generalizations
The results of the theoretical and experimental studies on the tribological conditions at
the tool–chip interface can be summarized as follows:
• The concept of the coefficient of friction is inadequate to characterize the sliding
between the chip and tool and thus should not be used in metal cutting studies.
The known modeling of metal cutting where a constant friction coefficient is used
(practically all commercial software packages) cannot be considered as adequate to
any real cutting process. Instead, contact stresses at the tool–chip interface and their
dependence on the parameters of the cutting process should be considered.
• There is a great discrepancy in the reported theoretical and experimental results
on the distribution of the normal and shear stresses over the tool–chip interface.
The most recently reported uniform distribution of the normal and shear contact
stresses is in direct contradiction with the known experimental results and everyday
practice of metal cutting.
• The tool–chip interface can be conditionally divided into two approximately equal
distinctive parts: plastic and elastic.
• Because the chip formation process is of a cyclic nature, the normal and shear
stresses as well as the shape of their distributions vary within each cycle of the chip
formation. Therefore, the mean normal and shear stresses at the tool–chip interface
are of prime interest in metal cutting. These parameters should be considered in the
process analysis and optimization.
• The length of the tool–chip interface depends both on the uncut chip thickness
and rake angle. The dependence of the contact length on the cutting speed directly
resembles the dependence of CCR on the cutting speed.
• The contact length is directly proportional to the uncut chip thickness for different
work materials. One of the most important tribological characteristics at the tool–
chip interface is the ratio of the contact length to the uncut chip thickness referred
as the Po-criterion. This criterion remains invariant to changes in the mechanical
and physical properties of the work material.
• There is a direct correlation between the Po-criterion and CCR. This correlation is
expressed by Eq. (3.42). Moreover, it represents the condition of static equilibrium
of the chip.
• The normal and shear stresses at the restricted rake face is always higher than those
with the natural contact length. The discussed increase can be readily determined
by the condition of static equilibrium.
• The mean shear stress at the tool–chip interface is a function of properties of the
work material. It does not depend on the tool geometry, tool material and cutting
feed. Among other factors, the most surprising, and seemingly paradoxical, is
the independence of this stress on the mean contact temperature at the tool–chip
interface. The mean shear stress is well correlated with the ultimate tensile
strength of the work material. The listed unique properties of the mean shear
176 Tribology of Metal Cutting
stress should be considered the second (next to CCR) stable important tribological
characteristic of the tool–chip interface. Knowing CCR and the mean shear stress
at the tool–chip interface, one can easily calculate 80–90% of the energy spent in
the cutting system. Moreover, because the mean shear contact stress determines to
a large extent the temperature at the tool–chip contact, it can be stated that this
temperature is solely a function of the cutting speed and the work material.
• The mean normal stress at the tool–chip interface is very sensitive to many parame-
ters of the cutting process. Being work material specific, this stress depends mainly
on the cutting speed, cutting feed and cutting tool rake angle. This stress increases
with the cutting speed for a wide range of metallic work materials and decreases
with the rake angle. The mean contact stress was found to be a function (and a char-
acteristic) of the state of stress in a contact zone. It depends on the Po-criterion in the
same way as this criterion affects the state of stress in the deformation zone. More-
over, for a wide range of work materials, the mean normal stress at the tool–chip
interface is uniquely related to the Po-criterion.
• Among many properties of the tool material, the greatest influence on the con-
tact conditions at the tool–chip interface is its thermoconductivity and adhesion
properties while the influence of the elastic constants of the tool material are small.
• The influence of thermoconductivity on the tribological conditions at the tool–chip
interface manifests in two ways. First, it affects the mean contact temperature, and
second, – it affects the temperature distribution over this interface.
• The CCR and thus the amount of work of plastic deformation in metal cutting
increases when the thermoconductivity of the tool material increases. When the
thermoconductivity of the tool material increases, the average temperature at the
tool–chip interface increases. Therefore, it can be suggested that the relationships
shown in Figs. 3.30(a) and (b) represent the dependence of CCR on the average
contact temperature. The greater the thermoconductivity of the tool material, the
higher is the CCR.
• Any change in the average contact temperature leads to the corresponding change in
the contact pressure at the tool–chip interface. Moreover, this pressure also changes
when the distribution of the contact temperature changes. The thermoconductivity
of the tool materials has the greatest influence on the distribution of the contact
temperature.
• The adhesion conditions at the tool–chip interface affect the cutting process in terms
of energy spent much more than considered today in the literature on metal cutting.
As such, the solubility of the work and tool materials is the major contributing factor
in their adhesion interactions.
• The mutual adhesion properties of the work and tool materials should be carefully
considered in the selection of the tool material for a given application. A small
alternation in the chemical composition of the work material (often the case in
the automotive industry) can change these properties significantly resulting in a
significant variation in the energy spent in cutting and thus in tool life.
• The same coating material applied for a different substrate can cause significant
decrease or increase not only in the energy spent at the tool–chip interface, but also