Astakhov V. Tribology of Metal Cutting
Подождите немного. Документ загружается.

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 187
Eq. (3.70) becomes
∆
ρ
ce
= arccos
0.5 +
τ
in
σ
YT
+
(
0.5 − τ
in
/σ
YT
)
sin ϕ
cos
(
ϕ −γ
)
sin α
≈ 1.25
Br
sin α
, (3.71)
where Br is a similarity criterion, referred to as the Briks criterion [36,68],
Br =
cos γ
ζ − sin γ
(3.72)
The experimental results showed that h
1
≈ 0.5ρ
ce
is a good approximation when cutting
ductile materials [68]. As such Eq. (3.71) becomes
∆ = ρ
ce
π
3
+
0.5 sin ϕ
cos
(
ϕ −γ
)
sin α
(3.73)
As it follows from Eqs. (3.71) and (3.73), the contact length on the tool flank is a function
of the tool rake angle and CCR.
Using the above considerations and the model shown in Fig. 3.46, one can obtain
expressions for h
1
and h
er
as
h
1
= ρ
ce
1 −
1
1 + Br
2
(3.74)
h
er
=
ρ
ce
1 −
1/1 + Br
2
Br
cos γ +Br sin γ
(3.75)
According to Poletica [69], the stress distribution at the flank contact surface is as
follows
τ
c−f
(x) = τ
y
exp
−3
x
∆
2
, (3.76)
where τ
y
is the yield shear strength of the work material and x is the distance from
the cutting edge. Integrating Eq. (3.76) yields the mean shear stress at the tool–flank
interface
τ
c−f
= 0.505τ
y
(3.77)
188 Tribology of Metal Cutting
which is in excellent agreement with the experimental result obtained by Zorev [2] and
Chen and Pun [83]. Knowing the mean shear stress, one can calculate the mean normal
stress as
σ
af
=
0.505τ
y
µ
ff
, (3.78)
where µ
ff
is the apparent friction coefficient on the tool–flank contact area.
Figures 3.43–3.45 allow to obtain this friction coefficient for various combinations of
the work and tool materials because this friction force is calculated as the ratio of the
shear and normal stresses at the tool–workpiece interface.
Bearing in mind Eq. (3.77), one can obtain the expression for friction force at the tool
flank as
F
fF
= τ
c−f
l
ce−a
∆ = 0.505τ
y
b
1
∆ = 0.625τ
y
ρ
ce
b
1
Br
sin α
, (3.79)
where b
1
is the width of cut which calculates depending on the tool geometry as discussed
in Appendix A.
The normal force at the tool–flank interface is then calculated as
F
fN
=
F
fF
µ
ff
=
0.625τ
y
ρ
ce
b
1
µ
ff
Br
sin α
(3.80)
3.3.3 Generalizations
The results of the theoretical and experimental studies on the tribological conditions at
the tool–workpiece interface can be summarized as follows:
• The distribution of the normal and shear stresses have maxima in the region adjacent
to the cutting edge. Then the level of stresses stabilizes over the contact length
becoming zero at the end of the contact. The smaller the curvature of the workpiece
surface, the higher is the level of contact stresses at the end of the contact, where
both stresses may have second maxima.
• There is no or very small region of the plastic part of the interface.
• Adhesion takes place in the region adjacent to the cutting edge while simple friction
is the case on the rest of the interface.
• The normal and shear stresses depend on the mechanical properties of the work
material (primarily on its hardness), while other material characteristics, including
material type, do not seem to have any noticeable effect.
• The stresses at the interface strongly correlate with the processes in the deformation
zone and tool geometry through CCR and Br.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 189
• Although the level of stress, temperatures and strength of adhesion bonds are much
weaker at the tool–workpiece interface compared to those at the tool–chip inter-
face, the sliding velocity at the tool–workpiece interface is much higher (by CCR).
The more ductile or difficult-to-machine material, the higher is the difference in the
sliding velocity. This explains why flank wear is often greater than that on the tool
rake face in machining these types of the work material.
3.4 Temperature at the interfaces
3.4.1 Temperatures significant to the tribology of metal cutting
Although it is pointed out in almost any book on metal cutting that temperature, and
particularly, its distribution has a great influence in machining [60], no one study known
to the author quantifies this influence. Instead, it is stated in very general and qualitative
terms that temperatures in metal cutting affect “the shear properties” of the work material
and, therefore, they affect the chip-forming process itself, and through their effect on
the tool, they determine the limits of the process and mode of tool wear. To address
each of these points, a great number of works on temperatures in metal cutting have
been published. Apart from many contradictive results that can be readily found in the
published works and can be logically explained by the difference in the experimental
methodologies and accuracy of calibration, numerical and analytical models and the
assumptions adopted in both the models, the major concern with these works is their
practical significance. In other words, there is no answer to a simple question: “What
should one do with the found temperature and its distribution?”
Trent and Wright concluded [37] that the major objective of heat consideration in metal
cutting is to explain the role of heat in limiting the rate of metal removal when cutting the
higher melting point metals. They concluded that there is no direct relationship between
cutting forces or power consumptions and the temperature near the cutting edge.
Zorev [2] did not consider temperature as an important factor itself. Considering the
energy balance in metal cutting, he calculated that the maximum temperature at the end
of the chip formation zone does not exceed 270
◦
C for plain and alloyed steels while
a considerable reduction in the mechanical properties of these material starts only at
temperatures over 300
◦
C.
According to Childs et al. [58], the two goals of temperature measurements in machining
are: (a) the quantitative measurements of the temperature distribution over the cutting
region is more ambitious, but very difficult to achieve, and (b) is less ambitious to measure
the average temperature at the tool–chip contact. Although the authors presented short
description of various methods of temperature measurements in metal cutting, they did
present results of such measurements and their use in the considerations of tool wear and
other outcomes of the machining process.
Altintas [84] did not consider temperature to be a factor not only in the cutting mechanics
but also in his consideration of dynamic stability and structural errors of the machining
system.
190 Tribology of Metal Cutting
Gorczyca in his book attempted to show the practical application of metal cutting
theory [56]. Unfortunately, he presented only the qualitative influence of temperature.
He operated with the so-called burnout temperature and cutting temperature. The burnout
temperature is defined as that temperature “at which the tool cannot efficiently perform
the cutting process.” Unfortunately, this characteristic is not listed in any specification
of tool materials.
Shaw in his book [34] presented a very detailed description of various methods of tem-
perature assessment in metal cutting. He pointed out that there are several temperatures
of importance in metal cutting:
• The shear plane temperature because it may, in his opinion, influence on the flow
shear stress of the work material and also has a major influence on the temperature
of the tool face and on that of the tool flank.
• The temperatures on the tool face and flank are very important to crater wear rate
and rate of wear-land development on the tool flank surface. The temperature on
the tool face also plays a major role relative to the size and stability of the built-up
edge.
• The ambient temperature of the workpiece is also important because it directly
affects the above three listed temperatures.
A simple critical analysis of the temperatures listed by Shaw shows that the temperature
of the shear plane cannot play the role assigned by Shaw. First of all, it does not affect
the flow shear stress of the work material as conclusively proven by Zorev’s calculations
based on the experimental results [2] and by Astakhov using direct comparison of cutting
and compression [36]. Second, the temperature at the upper boundary of the deformation
zone (that is the shear plane in the terminology used by Shaw) cannot significantly affect
the temperatures at the interfaces. This is because the shear plane temperature does not
exceed 200
◦
C while the temperatures on the tool–chip and tool–workpiece interfaces are
3–6 folds higher.
As others, Shaw did not consider the use of the temperature data in metal cutting
consideration as for example in the assessment of tool wear.
Oxley [35] considered some temperature calculations in the relation of temperature rise in
the deformation zone and its possible influence on the mechanical properties of the work
material in terms of reduction of the flow shear stress. In his consideration of tool life,
Oxley came to a conclusion that the temperature of the tool flank should be considered
in the tool life calculation. According to Oxley, this average tool flank temperature is
11% lower than that at the tool–chip interface, although the practice of machining and
other available information on the matter do not support this statement.
In the author’s opinion, a confusion with temperatures in machining and their proper
applications to the assessment of the process output parameters stems from non-
tribological considerations, where the temperature considered alone without other
tribological conditions at the interfaces has very little significance, particularly when it
is considered apart from the energy balance of the cutting system discussed in Chapter 2.
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 191
The analysis of the energy balance in metal cutting (Chapter 2), heat sources and heat
partition in the metal cutting system [36], results of similarity studies of the metal cutting
process [36,68], and physical aspects of tool wear and tool resource [77,85–87] allowed
to list temperatures that are most relevant in metal cutting tribology:
• The average integral contact temperature as measured by the tool–work thermo-
couple technique. As shown by the practice of metal cutting research [68,85,88,89],
this is the most stable and relevant characteristic that can be measured with high
accuracy, great repeatability and reproducibility. The importance of this temperature
is that this is the only temperature that can be reliably correlated with tool life and
to be used in the optimization of the cutting process, as discussed in Chapter 4.
Hereafter, this temperature is referred to as the cutting temperature.
• The maximum contact temperature. This temperature is of great interest for the
developers of various tool materials as this maximum temperature should not cause
the plastic lowering of the cutting edge (discussed in Chapter 4) or catastrophic
tool failure. The location of the region of maximum contact (normally occurs at the
tool–chip interface) temperature with respect to the cutting edge is also of some
methodological interest.
3.4.2 Assessment of temperatures in metal cutting
There are four basic methods in the assessment of temperature in metal cutting, namely,
analytical, numerical, similarity and experimental.
Analytical and numerical methods. There were a great number of various attempts
to assess the temperature and its distribution in metal cutting using various analytical
(well summarized by Shaw [34], Reznikov [90] and Komanduri [91–93]) and numerical
methods as FEA [94–97] and boundary elements [98] methods. Regardless of the great
diversity of these methods, the following drawbacks make their results of little help in
the consideration of the tribological aspects in metal cutting:
• They cannot predict in principle the cutting temperature (in the sense of the definition
given above in Section 3.4.1).
• They are based on the single-shear plane model with severe drawbacks as discussed
in Chapter 1.
• They did not account for the significant part of energy spent in the deformation zone
as pointed out by Atkins [99,100].
• None of the models used in the analytical and numerical simulations accounts for
the real contact stresses at the tool–chip and tool–workpiece interfaces.
• Numerical methods based on the FEA analysis suffer severe errors when applied to
analyze great plastic deformations. To account for these deformations, dimensional
change cause a complete restructuring of the resulting mesh and the error due to
remeshing would overshadow the changes in the solution.
192 Tribology of Metal Cutting
The following assumptions are common in the known analytical and numerical modeling
of metal cutting:
• The tool is ideally sharp and unworn.
• The chip formation process is continuous without plastic zone attached to the tool
rake face (known as the built-up edge).
• The chip moves as a rigid body relative to the tool.
• Heat flow is steady in the cutting tool and quasi-steady in the chip and the workpiece.
• The deformation of the chip in the shear plane is uniform, so the heat generation is
uniform over the chip cross section.
• The temperature of the chip is uniform as it leaves the shear zone.
• When modeling the chip heating at the tool–chip interface, the chip is viewed as a
semi-infinite solid when modeling the moving heat source effect at this interface.
Likewise, the workpiece is also viewed as a quarter-infinite solid when modeling
the stationary heat source effect at the tool–chip interface.
• When modeling the tool heating at the tool–chip interface, the dimensions of
the cutting wedge are sufficiently large, so it can be represented as a quarter-
infinite solid when modeling the stationary heat source effect at the tool–chip
interface.
• Heat losses due to convection and radiation for all surfaces of the chip, workpiece
and tool are negligibly small.
Naturally, such assumptions make the modeling unrealistic.
Although the results of analytical and numerical modeling cannot be used today in tribo-
logical analyses of the metal cutting process, their further developments should not be
discouraged. The problem is in using the correct physical model and its boundary condi-
tions. In FEA method, the emerging meshless methods (LS Dyna) look very promising
for numerical analysis in metal cutting.
Similarity methods. Similarity methods are much less sensitive to the particular model
used in modeling particularly when applied to the thermal analysis of metal cutting
[36,68]. The results of similarity analysis allow calculating the maximum temperature at
the interfaces as well as the cutting temperature.
The temperature of the tool rake face at point O (Fig. 3.21) can be estimated using the
energy balance approach. The energy E
O−t
released in the vicinity of this point can be
thought of as the sum of the energy of plastic deformation (E
O−pd
) (Eq. (2.24)) and
energy required for the formation of new surfaces (E
O−ns
) [101], i.e.
E
O−t
= E
O−pd
+E
O−ns
= A
u
νt
1
d
w1
+E
O−ns
(3.81)

Tribology of the Tool–Chip and Tool–Workpiece Interfaces 193
On the other hand, the thermal energy generated in this region can be represented as
given in Ref. [68]
Q
OA
=
t
1
d
w1
C
p
ρ
w
θ
O
erf
PeBr
4
, (3.82)
where Br is the Briks criterion (Eq. 3.72), Pe is the Péclet criterion (Chapter 2, Section,
Péclet Criterion Eq. (2.35)), erf (z) is the “error function” encountered in integrating the
normal distribution (which is a normalized form of the Gaussian function) [102,103] and
C
p
ρ
w
is the specific heat of the work material. Thus, energy balance E
O−t
= Q
OA
yields in the expression for the maximum temperature at point O
θ
O
=
A
u
+
(
E
O−ns
/νt
1
d
w1
)
C
p
ρ
w
erf
PeBr
4
(3.83)
Analysis of Eq. (3.83) shows that the maximum temperature at point O is determined by
the mechanical and thermal properties of the work material as well as by the parameters
of the machining regime. As the cutting speed and uncut chip thickness increase (Pe =
νt
1
/w
w
as per Eq. (2.35)), product PeBr increases. When PeBr ≥ 20, erf
√
(PeBr/4) = 1
and the expression for the maximum temperature at point O simplifies to
θ
O
=
A
u
+
(
E
O−ns
/νt
1
d
w1
)
C
p
ρ
w
(3.84)
In this equation, A
u
is calculated using CCR (Eq. (2.24)) and E
O−ns
is calculated using
the data presented by Atkins [101]. Calculations, however, showed that in a wide range
of Pe when PeBr ≥ 20, this temperature becomes invariant to the cutting parameters and
can be considered as a characteristic of the work material. For the limiting stabilized
cutting regime, the maximum temperature at point O is determined as
θ
O
= n
θ
T
m
(3.85)
where n
θ
is a proportionality coefficient. For all metallic work materials n
θ
= 0.25 and
T
m
is the melting temperature of the work material (Table 3.3).
The maximum temperature at the tool flank, θ
fl−max
occurs in the middle of the tool–
workpiece interface. This temperature is calculated as
θ
fl−max
= θ
O
0.5 +
0.36 sin
0.25
α
Br
1.25
PeE
ρ
+ψ
N
, (3.86)
where E
ρ
is the relative sharpness similarity criterion,
E
ρ
=
ρ
ce
t
1
(3.87)
194 Tribology of Metal Cutting
Table 3.3. Melting points of some work materials.
Material Symbol Melting point
(
◦
C
)
Aluminum Al 659
Brass (85 Cu, 15 Zn) Cu+Zn 900–940
Bronze (90 Cu, 10 Sn) Cu+Sn 850–1000
Cast iron C+Si+Mn+Fe 1260
Chromium Cr 1615
Copper Cu 1083
Inconel Ni+Cr+Fe 1393
Iron Fe 1530
Lead Pb 327
Magnesium Mg 670
Manganese Mn 1260
Monel Ni+Cu+Si 1301
Nickel Ni 1452
Silicon Si 1420
Stainless steel Cr+Ni+Mn+C 1363
High-carbon steel Cr+Ni+Mn+C 1353
Medium-carbon steel Cr+Ni+Mn+C 1427
Low-carbon steel Cr+Ni+Mn+C 1464
Tin Sn 232
Titanium Ti 1795
Tungsten W 3000
Zinc Zn 419
and
ψ
N
=
0.6n
α−θ
B
1.25
PeE
ρ
cos α
sin
0.25
α × erf
PeBr
4
(3.88)
where
n
α−θ
=
1
1 +
0.24F
θ
D
0.3
sin
0.1
α
√
PeE
0.2
ρ
Br
01
, (3.89)
where F
θ
is the similarity criterion that accounts for the thermal properties of the tool
and work materials as well as for the tool geometry
F
θ
=
k
t
k
w
β
n
ε
κ
, (3.90)
where k
t
and k
w
are the thermal conductivities of the tool and work materials,
(
J/
(
m ×s ×K
))
, β
n
is the cutting wedge angle in the normal plane (rad) (Appendix A),
ε
κ
is the angle between the major and the minor cutting edge in the reference plane (rad)
Tribology of the Tool–Chip and Tool–Workpiece Interfaces 195
that calculates through the tool cutting edge angles of the major (κ
r
) and minor (κ
r1
)
cutting edges (Appendix A) as
ε
κ
= π −
(
κ
r
+κ
r1
)
(3.91)
D is the similarity criterion that accounts for the parameters of the uncut chip thickness
(Appendix A)
D =
t
1
l
ce−a
(3.92)
As before, l
ce−a
is the active length of the cutting edge. Normally, l
ce−a
= d
w
sin κ
r
.
The distribution of temperature over the contact length ∆ (Fig. 3.46) is defined as (the
x
2
axis is perpendicular to the cutting edge)
θ
fl
(
x
2
)
= θ
O
⎛
⎜
⎝
0.5 + 0.25
sin
0.25
α
Br
1.25
PeE
ρ
x
2
∆
+2.12ψ
N
x
2
∆
1 −
2
3
x
2
∆
⎞
⎟
⎠
(3.93)
The second additive in brackets in Eq. (3.93) is a decreasing function within
0 ≤ x
2
/∆ ≤ 1 while the third additive is a function having its maximum at x
2
/∆ = 0.5.
Therefore, the maximum contact temperature at the tool–chip interface is in the range of
0 ≤ x
2
/∆ ≤ 0.5. The exact location of the point of maximum is found by differentiating
Eq. (3.93) and setting the differential to zero. The obtained result is
x
2
∆
max
= 0.25 +
!
0.0635 −
0.1 sin
0.5
erf
PeBr
4
n
α−θ
PeE
ρ
Br
2.5
cos α
(3.94)
Analysis of Eq. (3.94) shows that with increasing the cutting speed (Pe), the second
term under the square root decreases which leads to increasing
(
x
2
/∆
)
max
. This second
term is equal to zero in the limit, so the maximum
(
x
2
/∆
)
max
= 0.5. Conversely,
when the cutting speed decreases, the maximum temperature on the tool–workpiece
interface shifts towards the cutting edge. In the limit,
0.1 sin
0.5
erf
PeBr
4
n
α−θ
PeE
ρ
Br
2.5
cos α
= 0.0625
so
that the minimum
(
x
2
/∆
)
max
= 0.25. Therefore, for a wide range of practical machining
conditions, 0.25 ≤
(
x
2
/∆
)
max
≤ 0.5.
Analysis of Eq. (3.94) also shows that the higher the thermoconductivities of the tool and
work materials and the smaller the radius of the cutting edge, the smaller is
(
x
2
/∆
)
max
,
i.e. the closer is the point of the maximum temperature to the cutting edge.
196 Tribology of Metal Cutting
1.0
0.2
1.2
0.4 0.6 0.8
x
2
/∆
0.75 0.25 0.50 1.00
1.4
1.6
1.8
2.0
0 0 1.25
1.0
1.5
2.0
2.5
3.5
3.0
(
a
)(
b
)
x
2
/I
c
q
fl
/q
O
q
fr
/q
O
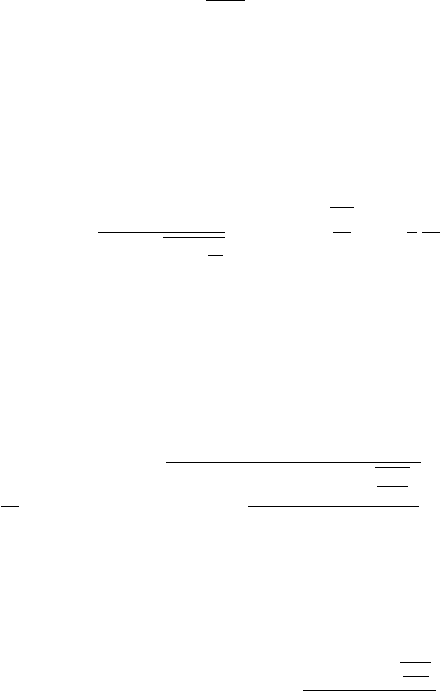
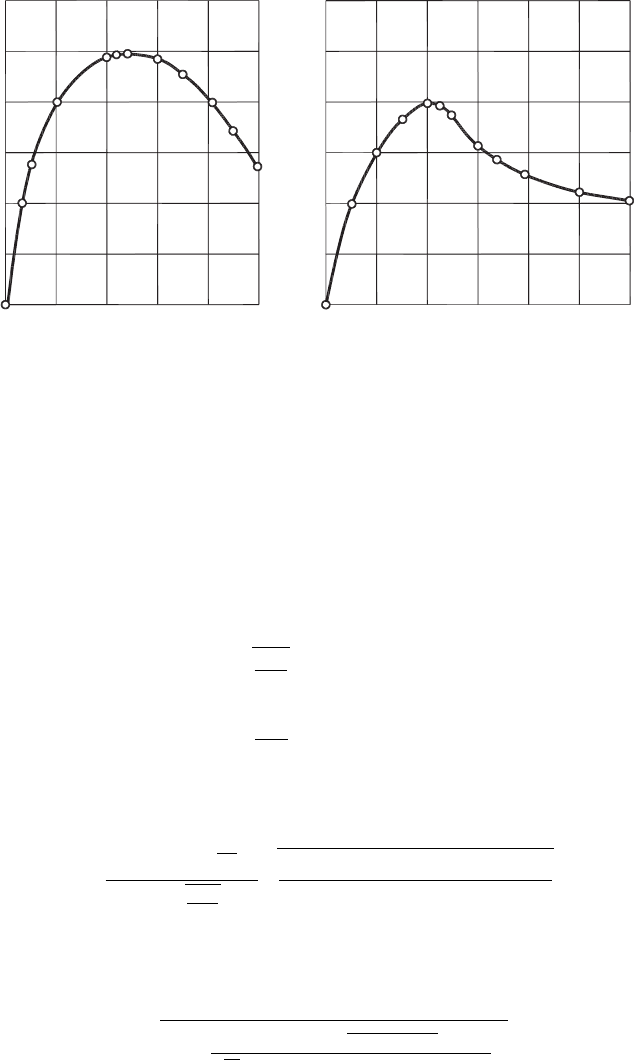
Fig. 3.47. Temperature distributions: (a) over the tool–flank interface, ψ
N
= 1.415, Pe = 35,
Br = 0.715 and α = 10
◦
, (b) over the tool–chip interface, ψ
M
= 2.0.
An example of the calculations of the temperature distribution over the tool–workpiece
interface using Eq. (3.93) is shown in Fig. 3.47(a).
The distribution of temperature over the tool rake face can be calculated as (the x
1
axis
is perpendicular to the cutting edge):
θ
fr
(
x
1
)
= θ
O
1 + ψ
M
x
1
l
c
/2
, when 0 ≤ x
1
≤ l
c
/2, (3.95)
θ
fr
(
x
1
)
= θ
O
1 + ψ
M
l
c
/2
x
1
0.6
, when x
1
>l
c
/2, (3.96)
where
ψ
M
=
0.9675n
γ−θ
√
PeBr
erf
PeBr
4
"
cos γ +sin γ −Br
(
cos γ −sin γ
)
cos γ +Br sin γ
(3.97)
and
n
λ−θ
=
1
1 +
0.25FD
0.3
√
sin γ+Br cos γ
√
PeBr
0.3
cos γ+sin γ−Br
(
cos γ−sin γ
)
0.2
(3.98)