ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

reduced. The problem cannot be solved by increasing the size of the arc segment covered by the probe coil, because this
arrangement also reduces sensitivity. One solution involves the use of a series of small probe coils, staggered with respect
to the weld line, to ensure continuous coverage (Ref 5, 6). The problem has also been solved in some installations by
taking advantage of the electromagnetic difference that exists between the weld zone and the base metal. Special probe
coils respond to this difference and automatically rotate the test head or the tube until the weld zone is properly located
with respect to the probe coil.
End effect, caused by abrupt changes in the magnetic field, becomes a problem whenever cut lengths are inspected.
Various auxiliary circuits, ranging widely in effectiveness, have been developed for suppressing end effect to permit
satisfactory inspection closer to the end of the tube. End effect can be minimized by keeping the tube ends in contact as
they move through the test coils.
Mechanical variables that may affect inspection results include transverse movement of the tube in the test coil and
changes in temperature or linear speed. The contribution of these factors to test results is sometimes difficult to determine
in the laboratory, but they may create serious problems in production testing.
Equipment costs for eddy current inspection can vary widely, depending on the extent of refined circuitry, automatic
handling and sorting equipment, computer analyzers, or special auxiliary equipment that may be needed.
The operating costs of a well-designed eddy current system are among the lowest of any nondestructive inspection
method. After the system has been properly adjusted, it can be operated by unskilled workers. When automatic marking is
provided, the inspection can frequently be combined with another operation without appreciably increasing the cost of the
latter operation.
Advantages and Limitations. All flaws in resistance welds except cold weld, are readily detected by eddy current
methods. Cold weld is by far the most difficult of all flaws to detect by any of the nondestructive inspection methods.
Although the other types of flaws listed above can be detected by eddy current methods, it should not be inferred that all
eddy current instruments will detect all of these flaws. The range of capabilities of commercial eddy current instruments
is extensive, and conclusions regarding their capabilities often require actual tests. Because eddy current test coils may
either surround or be adjacent to the tube being tested, the variety of coil designs, arrangements, and combinations
constitutes another major group of variables affecting equipment capabilities. In general, eddy current instruments have
the advantages of speed in testing and convenience in operating, marking, and sorting. Perhaps their most universal
disadvantage is their inability to inspect completely to the ends of tubes. Additional information is available in the articles
"Eddy Current Inspection" and "Remote-Field Eddy Current Inspection" in this Volume.
Flux Leakage Inspection
Flux leakage (or magnetic field perturbation) inspection is similar to eddy current inspection but requires magnetization
of the tube and is limited to the inspection of ferromagnetic materials. When the tube is magnetized to near saturation, the
magnetic flux passing through the flaw zone is diverted by the flaws. Detectors of various types detect the diverted flux
when either the detector or the tube is moved in a direction that causes the detector to cut through the diverted flux. This
in turn produces a signal to reveal the presence of the flaw.
Various means are used to magnetize the tube. A current-carrying conductor inside the tube produces a circular magnetic
field, magnetizing the tube in a circumferential direction. The magnetic flux is diverted by the longitudinal component of
any flaws in its path. The probe, moving through the diverted flux, generates a signal roughly proportional to the size of
the flaw. On a longitudinal-welded seam, an electromagnet with pole pieces on each side of the weld can be used to
magnetize the weld area, with flux passing transversely across the seam. The magnetic flux is diverted by the longitudinal
component of any flaw in the weld, and the flaw can be detected electronically. To detect transverse flaws, the tube may
be magnetized longitudinally by an encircling conductor. The flux is then diverted by the transverse component of any
flaw present, and the probe moving through the diverted or leakage flux reveals the presence of the flaw.
Hall probes are the detectors ordinarily used. In all applications, there must be relative movement between the probes and
the diverted flux so as to generate a signal and to indicate the presence of a flaw. The relative motion can be achieved by
rotating or oscillating either the tube or the probes. As in eddy current inspection, various types of instrumentation have
been developed and are available commercially (Ref 7, 8, 9, 10).
Limitations. Because of the nature of the flux leakage test, tube diameter is not a limitation, but the wall thickness that
can be tested is limited by the ability of the magnetic flux to penetrate the wall and the ability of the sensor to sense flaws
at a distance from the wall. Production applications have been used on tubing having wall thicknesses up to 25 mm (1
in.), but 7.6 mm (0.3 in.) is the usual limit. At wall thicknesses in excess of 7.6 mm (0.3 in.), sensitivity becomes a serious
problem. However, current developments are improving capabilities in testing thick walls (Ref 8, 9, 10).
Although the flux leakage method usually detects flaws that are longitudinally oriented, the principle of the flux leakage
method can be used in the design of equipment for detecting transverse flaws. Pinholes, with minimal longitudinal
dimensions, and subsurface flaws are difficult to detect. For reliable detection of isolated pinholes, the pitch of the helical
inspection path must be small, and the production rate is correspondingly limited. Sensitivity to subsurface flaws drops
rapidly as the flaws are located farther from the surface. To detect inside-surface flaws such as cracks and gouges, flux
leakage equipment requires special design features for reliable quantitative evaluation.
Speed of inspection is a function of the dimensions of the elements involved and the maximum tolerable length of
flaw. Because the tube or the probe must be rotated or oscillated, only a helical or zigzag path is inspected, and the pitch
of the helix or the distance between reversals must be less than the maximum tolerable length of flaw. When the tube
must be fed over a central conductor for magnetization and then removed for inspection, high-speed production is
hindered. The use of multiple probes reduces the actual testing time in proportion to the number of probes, but the time
required to feed the tube over the conductor remains constant. Such installations are operated in production at speeds as
high as 15 m/min (50 sfm). Installations using external magnetization are reported to operate at speeds to 60 m/min (200
sfm).
Weld twist presents a problem in any installation in which only the weld is inspected. In flux leakage inspection, the
problem is solved by increasing the magnitude of the arc covered by the oscillating probe.
End Effect. As in eddy current inspection, the error caused by end effect can be minimized by butting the ends of the
tubes together during the test.
Mechanical conditions, such as tube ovality, variations in linear speed, and transverse movement of the tube, have
adverse effects on the test results and must be controlled.
Equipment Costs. As with eddy current equipment, the cost of equipment for flux leakage inspection varies. An
elementary unit costs slightly more than a comparable eddy current unit because of the need for rotating devices. The
addition of auxiliary equipment, such as automatic markers, recorders, computer analyzers, and special handling devices,
markedly increases cost.
Operating costs, which are relatively low, depend on the degree of automation and the degree to which the inspection
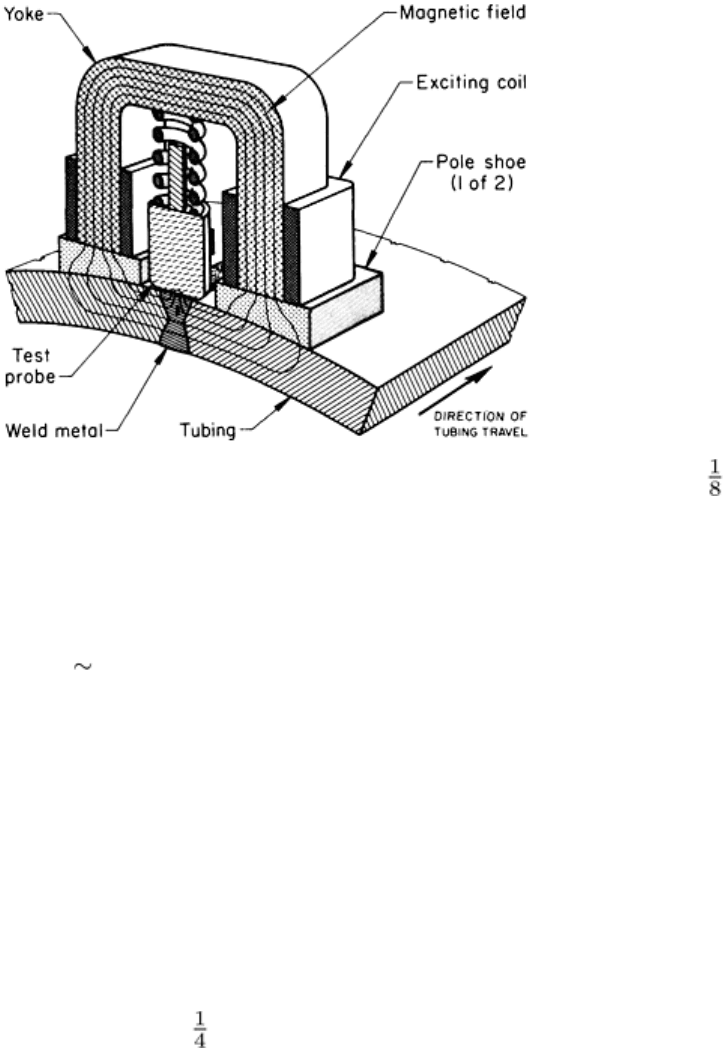
can be combined with other operations. Flux leakage tests can sometimes be combined with another operation--for
example, welding. As the tube emerges from the welding operation, it enters the field of the electromagnetic yoke (Fig.
3), which generates a flux in the weld area. The oscillating probe detects any flux diverted by a flaw in the weld. In most
cases, however, the need for movement of the probe through the diverted flux makes the combination less desirable than
systems with no moving parts.
Ultrasonic Inspection
Ultrasonic inspection is one of the most widely
used methods for inspecting tubular products
(see the article "Ultrasonic Inspection" in this
Volume). Widespread use of the ultrasonic
method on tubular products was made practical
by the development of angle-beam shear-wave
testing, immersion testing, and focused
transducers. As with the eddy current and flux
leakage methods, ultrasonic inspection can be
applied either to the entire tube or to the weld
only.
Ultrasonic inspection of the entire welded tube
is usually limited to small-diameter, drawn
products, in which the weld cannot easily be
distinguished from the remainder of the tube.
The tubing may have a diameter as small as 3.2
mm ( in.) and a wall thickness of only 0.25
mm (0.01 in.). These small products are usually
inspected while immersed in water (immersion
inspection). They are rotated as they pass longitudinally through a glanded immersion tank. The immersed transducers
must be carefully selected for tube diameter, wall thickness, and type of imperfection to be located. The transducer, focal
length, response to outside diameter and inside diameter calibration notches, instrumentation pulse rate, gate adjustment
for flaw alarm, and speed of tube travel are all variables to be taken into consideration. Inspection is usually performed
slowly ( 0.9 m/min, or 3 sfm). Tubes must be clean, straight, round, and of uniform dimensions. All types of flaws that
commonly occur in resistance welds, except cold weld, can be detected by ultrasonic inspection.
Most ultrasonic inspection of resistance-welded tubing is restricted to the weld zone and is performed immediately after
the welding operation. Components and adjustments for inspecting the weld must be carefully selected and accurately
controlled. The transducer must be appropriate for the size and type of flaws to be detected. Focused transducers are
generally preferred. The shear-wave angle must be selected for the best evaluation of imperfections. The angle often used
is 45°, but tests have revealed that angles between 50 and 70° yield signals more directly proportional to the area of flaws
in the weld plane (Ref 3, 11).
In the inspection of pipe, provision must be made to maintain the spacing between the transducer and the pipe constant
within close tolerances as the pipe moves past the transducer. The couplant should preferably be continuously delivered to
the surface of the pipe through openings in the transducer mounting. Coupling through a water jet is also used. Particular
attention should be given to the detection of short flaws. Some ultrasonic pipe-inspection equipment will not detect flaws
shorter than 6.4 mm ( in.), which will not satisfy the inspection requirements for most resistance-welded pipe.
A disadvantage of the ultrasonic method in tube inspection is its high sensitivity to minor scratches and to elongated
dimensional changes, such as the ridge left when the weld flash is not completely removed or rolled down. However,
proper selection of inspection equipment can minimize this problem (Ref 11). An important development is the wheel-
type search unit. The transducer of the wheel-type search unit is mounted on the axle of a liquid-filled wheel and is held
in a fixed position as the wheel rotates. The surface of the wheel is flexible and adapts itself to the surface condition of the
tube as it rolls over it. A small amount of liquid couplant, usually water, is required between the surface of the wheel tire
and the surface of the tube. This arrangement provides most of the advantages of immersion testing without the necessity
of immersing the tube.
Speed of inspection is limited by the pulse rate of the ultrasonic equipment and by the maximum length of a tolerable
imperfection. Speeds as high as 69 m/min (225 sfm) have been reported, but unless multiple inspection heads are used,
speed is ultimately dependent on the rejectable flaw size.
Fig. 3 Setup for the flux leakage inspection of welded steel tubing
Weld twist can present a problem; as the weld twists away from the critical location, transducer sensitivity drops
sharply. To maintain the weld and the transducer in the correct mechanical relationship, the weld can be positioned
automatically by the use of an electromagnetic control.
End effect, although less of a problem than in eddy current inspection, is a factor in ultrasonic inspection, and
supplementary testing may be necessary if inspection of the tube ends is critical. The supplementary test can be made
with ultrasonic equipment of special design.
Mechanical variables are critical in contact ultrasonic testing. Spacing between the transducer and the surface of the
tube, angle of transducer, and sidewise movement of tube must be accurately controlled. These variables can sometimes
be better controlled in immersion testing.
The equipment costs of ultrasonic inspection equipment are highly dependent on the amount of auxiliary equipment
included. Accessories such as automatic marking devices, computer analyzers, and material-handling equipment can
markedly increase equipment costs, especially for the inspection of heavy pipe.
The operating costs of ultrasonic inspection, in accord with other inspection methods, depend on whether inspection
is operated separately or combined with another operation. For example, if inspection is incorporated into the welding
line, an inspector usually is not required, and the operating costs are minimal.
Example of Practice. Details of an ultrasonic inspection procedure applied to resistance-welded stainless steel tubing
that was used to clad nuclear fuel elements are given in the following example.
Example 1: Ultrasonic Inspection of Welded Type 304 Stainless Steel Tubing Used To
Clad Nuclear Fuel Elements.
The ultrasonic method, employing the immersion pulse-echo shear-wave technique, was used in the inspection of
resistance-welded type 304 stainless steel tubing that was used as cladding for nuclear fuel elements. A typical tube size
was 9.88 ± 0.013 mm (0.389 ± 0.0005 in.) ID and 0.419 mm (0.0165 in.) ± 5% wall thickness. A standard length was 4.6
m (15 ft), and the tubing was inspected in the 10 to 15% cold-worked condition.
The reference standard, which was a tube selected from the same production lot as that inspected, contained
longitudinal and transverse notches, 1.59 mm (0.0625 in.) long by 0.041 mm (0.0016 in.) deep by 0.10 mm (0.004 in.)
wide, prepared by electrical discharge machining, in outside and inside walls.
Test Conditions. The tubing, in a clean and dry condition, was inspected before being cut to final length. The tubing
was propelled through an immersion water tank on a preselected helix by a variable-speed drive. Throughput speed was
2.4 m (8 sfm). The tubing was rigidly supported to maintain accurate alignment between tubing and search unit.
Direction of Testing. Normally, testing was conducted in two directions only--one a circumferential mode, searching
for longitudinal outside or inside notches, and the other a longitudinal mode, searching for circumferential or transverse
notches. When required, two additional searches and search units were employed to search in directions opposite to those
mentioned. Proper balance between outside and inside notches was obtained by careful alignment of search units and gate
adjustments on the CRT.
Search Units. Focused search units, using either spherical or cylindrical transducers, were used. Frequencies ranged
from 3.8 to 4.8 MHz, and the active beam profile was equal to, or shorter than, the notch length, thus ensuring the most
reproducible test. The search unit in the longitudinal direction operated at a frequency of 3.8 MHz with a cylindrical line
focus of 1.1 × 0.51 mm (0.045 × 0.020 in.). The search unit in the transverse direction operated at 4.8 MHz with a focus
of 0.89 × 0.51 mm (0.035 × 0.020 in.). Commercially available electronic equipment with a pulse rate of at least 5 kHz, a
gated alarm, and a pulse-stretching circuit was used. Readout was by a chart recorder.
Magnetic Particle Inspection
The principal use of the magnetic particle method in the inspection of resistance-welded pipe is largely limited to the
inspection of pipe ends. In some pipe applications, the ends of the pipe are the sections most critically loaded, and
magnetic particle inspection of the ends supplements inspection of the remainder of the pipe by other methods. In the
past, the method was widely used to inspect the entire area. However, its inability to detect significant subsurface flaws,
even when the magnetic particles are coated with a fluorescent, and its dependence on human vision and judgment led to
its replacement by eddy current and ultrasonic methods. The magnetic particle method is still used in the mill to help
establish the precise location of flaws previously detected by other inspection methods. Additional information is
available in the article "Magnetic Particle Inspection" in this Volume.
Liquid Penetrant Inspection
Liquid penetrants (visible-dye and fluorescent) are ordinarily used on nonferromagnetic materials, which constitute only a
small fraction of resistance-welded tubular products. Testing speeds are extremely slow, and use of these methods can be
justified only when the hazard involved in end use justifies extreme inspection precautions. In such cases, the penetrant
methods usually supplement other methods. Additional information is available in the article "Liquid Penetrant
Inspection" in this Volume.
Radiographic Inspection
Radiographic methods of inspection cannot be used successfully on the longitudinal seam of resistance-welded pipe,
because the predominant flaws are essentially two dimensional and have little or no effect on the radiographic film.
However, when the ends of resistance-welded pipe are butt welded together, arc welding is frequently used, and the
method normally used to inspect arc-welded joints is radiography. Additional information is available in the articles
"Radiographic Inspection," "Industrial Computed Tomography," and "Neutron Radiography" in this Volume.
References cited in this section
1. "Nondestructive Testing Terminology," Bulletin 5T1, American Petroleum Institute, 1974
2. H.C. Knerr and C. Farrow, Method and Apparatus for Testing Metal Articles, U.S. Patent 2,065,379, 1932
3. W.C. Harmon, "Automatic
Production Testing of Electric Resistance Welded Steel Pipe," Paper presented
at the ASNT Convention, New York, American Society for Nondestructive Testing, Nov 1962
4. W.C. Harmon and I.G. Orellana, Seam Depth Indicator, U.S. Patent 2,660,704, 1949
5. J
.P. Vild, "A Quadraprobe Eddy Current Tester for Tubing and Pipe," Paper presented at the ASNT
Convention, Cleveland, American Society for Nondestructive Testing, Oct 1970
6. H. Luz, Die Segmentspule--ein neuer Geber für die Wirbelstromprüfung von Rohren, BänderBlecheRohre,
Vol 12 (No. 1), Jan 1971
7. W. Stumm, Tube-Testing by Electromagnetic NDT (Non-Destructive Testing) Methods: I, Non-
Destr.
Test., Vol 7 (No. 5), Oct 1974, p 251-258
8. F. Förster, The Nondestructive Inspection of Tubings for Discontin
uities and Wall Thickness Using
Electromagnetic Test Methods: I, Mater. Eval., Vol 28 (No. 4), April 1970, p 21A-25A, 28A-31A
9.
F. Förster, The Nondestructive Inspection of Tubings for Discontinuities and Wall Thickness Using
Electromagnetic Test Methods: II, Mater. Eval., Vol 28 (No. 5), May 1970, p 19A-23A, 26A-28A
10.
P.J. Bebick, "Locating Internal and Inside Diameter Defects in Heavy Wall Ferromagnetic Tubing by the
Leakage Flux Inspection Method," Paper presented at the ASNT Convention, Cleveland,
American Society
for Nondestructive Testing, Oct 1974
11.
H.J. Ridder, "New Nondestructive Technology Applied to the Testing of Pipe Welds," Paper presented at
the ASME Petroleum Conference, New Orleans, American Society of Mechanical Engineers, Sept 1972
Nondestructive Inspection of Tubular Products
Inspection of Double Submerged Arc Welded Steel Pipe
Double Submerged Arc Welded Steel Pipe
Most arc-welded tubular products are produced by the double submerged arc process, in which the seam is welded in two
passes, one on the outside and the other on the inside. Tube and pipe diameters range from 457 to 2030 mm (18 to 80 in.),
and wall thicknesses from 6.4 to 19 mm ( to in.). Nondestructive inspection is usually confined to the weld area.
Flaws. Some of the flaws usually encountered in double submerged arc welds are incomplete fusion, incomplete
penetration, offset of plate edges, out-of-line weld beads, porosity, slag inclusions, and weld-area cracks (Ref 1). These
flaws are illustrated in Fig. 4 and described below.
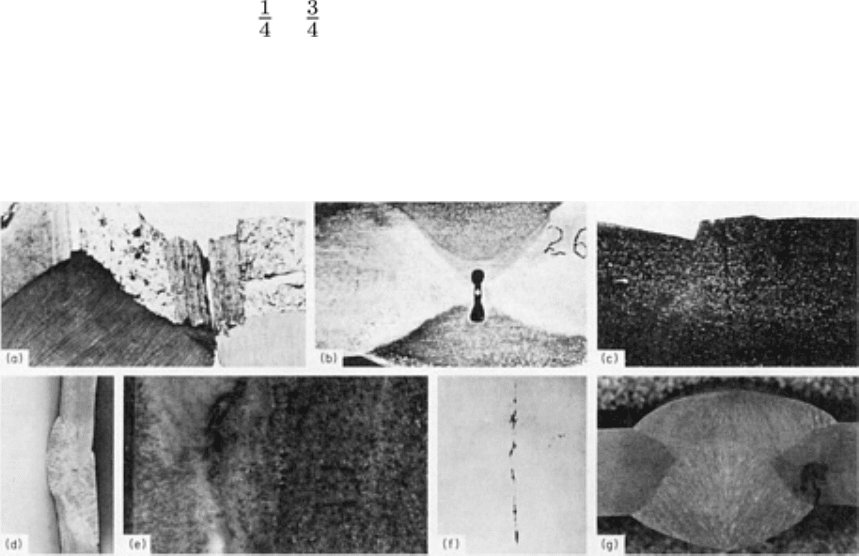
Fig. 4
Typical flaws in double submerged arc welded steel pipe. (a) Incomplete fusion. (b) Incomplete
penetration. (c) Offset of plate edges. (d) Out-of-
line weld beads (off seam). (e) Porosity (gas pocket). (f) Slag
inclusions. (g) Weld-area crack
Incomplete fusion (Fig. 4a) is a lack of complete coalescence of some portion of the metal in a weld joint.
Incomplete penetration (Fig. 4b) is a condition in which the weld metal does not continue through the full thickness
of the joint.
Offset of plate edges (Fig. 4c) is the radial offset of plate edges in the weld seams.
Out-of-line weld beads (off-seam) (Fig. 4d) is a condition in which the inner or outer weld beads, or both, are
sufficiently out of radial alignment with the abutting edges of the joint to cause incomplete penetration.
Porosity (gas pocket) (Fig. 4e) consists of cavities in a weld caused by gas entrapped during solidification. Porosity
may occur as subsurface or surface cavities.
Slag inclusions (Fig. 4f) are nonmetallic solid material trapped in the weld deposit or between weld metal and base
metal.
Weld-area cracks (Fig. 4g) are cracks that occur in the weld deposit, the fusion line, or the heat-affected zone.
Radiographic Inspection
Film x-ray was the first nondestructive inspection method applied to the quality control of double submerged arc welded
steel tubular products. The film technique was expensive and was subsequently replaced by the image intensifier with
fluorescent screen, an arrangement that requires the inspector, stationed in a darkened room, to observe the fluorescent
screen continuously while the pipe travels over the x-ray tube. Rejection of the pipe depends on an appraisal of the degree
of darkness registered on the screen. This method is still in use but is being supplemented, and sometimes replaced, by
ultrasonic inspection.
Limitations. In addition to high cost and dependence on the human factor, a lesser capacity for discrimination is another
important reason for the replacement of x-ray radiographic techniques by ultrasonic inspection methods. Radiography is
sensitive to flaws only when the flaws significantly alter the ability of the material to absorb radiation; this usually occurs
when a flaw changes the effective metal thickness by 2% or more or when the flaw causes a change in density equivalent
to at least a 2% change in metal thickness. The technique is sensitive to small gas pockets but is relatively insensitive to
tightly closed cracks (Ref 12). Because cracks, especially those on the surface, are much more damaging than small
totally embedded gas pockets, it is often essential to supplement radiographic inspection with another method that is more
sensitive to cracks (Ref 13).
Speed of inspection by the continuous radiographic method depends on the eyesight, alertness, and judgment of the
inspector and is usually in the range of 3 to 9 m (10 to 30 sfm).
Weld Twist. Because of the thick cross section and the width of the weld bead characteristic of double submerged arc
welded steel pipe, weld twist is usually not a problem.
End effect is an important consideration. Consequently, most specifications require that the continuous radiographic
inspection of pipe ends be supplemented by magnetic particle inspection, film x-ray inspection, or both.
Equipment Costs. Most of the expenditure is directed toward the mechanical arrangements needed for handling the
large-diameter, thick-wall product. Precise positioning, uniform linear speed, and convenient controls for slowing speed
to inspect flaw indications are essential for satisfactory inspection.
The operating costs of continuous radiographic inspection are comparatively high because of the slow speeds and the
need for two operators in most installations.
Ultrasonic Inspection
In the ultrasonic inspection of double submerged arc welded pipe, the excess bead at the welded seam presents a problem
in that the edges of the bead generate false indications. On the other hand, the excess bead provides a guide for
maintaining the inspection head in the correct position as it tracks the weld. One solution to the problem of extraneous
reflections is the use of two search units, each with two or more focused transducers and appropriate electronic
accessories (Ref 14). In this method, the pipe moves into the testing station and is brushed and prewetted. An optical
system locates the weld precisely. As the pipe moves forward, the two search units are lowered into the test position. As
the end of a pipe leaves the tester, the search units are automatically raised from the pipe. The transducers are positioned
to produce shear waves at an angle of approximately 70° in the pipe. The electronic controls are adjusted so that part of
the weld zone and a 25 mm (1 in.) wide band of adjacent strip are inspected by each search unit. The inspected portions of
the weld zone overlap to ensure thoroughness of inspection. Flaws exceeding a predetermined standard automatically
operate the appropriate marker.
The ultrasonic method is not as sensitive to gas pockets as the radiographic method but is much more sensitive to tightly
closed cracks. Such cracks can be detected even when they are located at the junction of the weld bead and the base
metal.
References cited in this section
1. "Nondestructive Testing Terminology," Bulletin 5T1, American Petroleum Institute, 1974
12.
R.F. Lumb and
G.D. Fearnebaugh, Toward Better Standards for Field Welding of Gas Pipelines, Weld. J.,
Vol 54 (No. 2), Feb 1975, p 63-s to 71-s
13.
M.J. May, J.A. Dick, and E.F. Walker, "The Significance and Assessment of Defects in Pipeline Steels,"
British Steel Corporation, June 1972
14.
W.C. Harmon and T.W. Judd, Ultrasonic Test System for Longitudinal Fusion Welds in Pipe, Mater. Eval.,
March 1974, p 45-49
Nondestructive Inspection of Tubular Products
Arc-Welded Nonmagnetic Ferrous Tubular Products
Austenitic stainless steel and other nonmagnetic ferrous tubular products are, except for seamless tubing, usually
fabricated from plate, sheet, and strip by forming and arc welding, frequently by the gas tungsten-arc process. The weld
flaws encountered are similar to those found in double submerged arc welded products, except for those resulting from
deposition of the second bead. Although tube diameters range from 3.2 to 762 mm ( to 30 in.) and wall thicknesses
from 0.10 to 9.53 mm (0.004 to 0.375 in.), the small-diameter, thin-wall products predominate. Tubes having diameters
from about 3.2 to 102 mm ( to 4 in.) are produced on a draw bench.
Eddy Current Inspection. Although the austenitic stainless steels are nominally nonmagnetic, some of these alloys
will develop magnetic constituents (notably ferrite) in the weld fusion zone and in cold-worked areas, thus causing
variations in permeability. Consequently, magnetic saturation is required for the reliable eddy current detection of small
flaws in the weld zones of these alloys. In addition, because of their lower electrical conductivity, stainless steels require
higher frequencies than those used for the eddy current inspection of carbon steels. In other respects, the practices
employed in eddy current inspection are the same as those applied to carbon steel products.
Because diameters in the range of 3.2 to 75 mm ( to 3 in.) account for most of welded stainless steel tube production,
encircling inductor and detector coils can be used in inspection. Usually, the coils are close fitting, with an allowable
maximum clearance of only 1.6 mm ( in.). The entire tube is inspected. For calibration purposes, a hole drilled
through the tube wall is ordinarily used. Allowable flaws are described in ASTM A 450. In general, inspection speeds
range from 7.6 to 46 m/min (25 to 150 sfm), although speeds up to 140 m/min (450 sfm) have been attained.
Ultrasonic inspection is performed on tubes ranging from 3.2 to 762 mm ( to 30 in.) in diameter with wall
thicknesses ranging from 0.10 to 9.52 mm (0.004 to 0.375 in.). Barium titanate, lithium sulfate, quartz, or lead zirconate
can be used as the transducer element; operating frequencies range from 2.25 to 15 MHz. In general, the pulse-echo
shear-wave technique is used with immersed, focused transducers. For larger-diameter tubes, where the size can cause
practical difficulties in immersion and where the curvature of the tube is slight, flat crystals with conventional contact
coupling can be used. In immersion testing, the shear-wave angle in the testpiece ranges from 45 to 70°.
When the application is critical, ultrasonic inspection must be supplemented by other methods, such as eddy current and
liquid penetrant inspection. On larger-diameter tubing, only the weld is tested. Usually, the transducer is stationary and
the tube is moved axially. With smaller-diameter tubing, the entire tube is tested. The transducer is usually stationary
while the rotating tube is moved axially. The pitch of the helix inspected is a function of the maximum length of the flaw
that can be tolerated. The calibration tube contains one or more milled slots, as required by the applicable specification.
Production rate depends largely on the amount of metal being inspected--that is, the weld zone only or the entire tube--
and can range from a few inches to about 1.5 m/min (5 sfm). Speeds as high as 6 m/min (20 sfm) have been attained.
Liquid Penetrant Inspection. Penetrants used for the inspection of tubing may be either the fluorescent or
nonfluorescent (visible-dye) type. The fluorescent penetrants may be water soluble or an emulsion. For a reliable test, the
tube must always be cleaned before testing. Because the appraisal of flaws is based on visual judgment, inspection is
usually restricted to the outside surface unless the tube is large enough and short enough to permit inspection of the inside
surface. Production rate is highly dependent on the mechanical handling facilities available and ranges from a few inches
per minute to as much as 3 m/min (10 sfm).
Radiographic Inspection. Some users specify that film x-ray must be used (Ref 15). Radiography is used to inspect
tubes ranging in diameter from 6.4 to 762 mm ( to 30 in.) and in wall thickness from 0.64 to 9.53 mm (0.025 to 0.375
in.). Calibration is by penetrameter. Either the tube or the tester may move with respect to the other. The usual flaw
detection difficulties associated with radiography are compounded with the smaller diameters because the x-ray beam
must pass through two wall thicknesses. Production speed ranges from the average of a few inches per minute to as much
as 3.7 m/min (12 sfm).
Reference cited in this section
15.
"Inspection, Radiographic," Military Standard 453A, May 1962
Nondestructive Inspection of Tubular Products
Continuous Butt-Welded Steel Pipe
Most carbon steel pipe is produced by a process that continuously forms hot strip (skelp) into tubular shape, then passes it
through a welding horn and welding stand, where the edges are pressed firmly together and pressure welded to provide
the longitudinal seam. The strip ends are flash butt welded together without stopping the line, thus making the process
truly continuous. A multiple-stand stretch-reducing mill brings the welded pipe to its finished size. As the name implies,
this mill is used for reducing the diameter of the pipe being produced by simultaneously applying pressure and tension.
Pipe diameters range from 22 to 114 mm ( to 4 in.) and wall thicknesses from 1.9 to 12.7 mm (0.076 to 0.500 in.).
The inspection of continuous butt-welded pipe is directed primarily toward in-plant quality control, although it is required
by some specifications. The eddy current method is employed almost exclusively and is applied not only to cold pipe but
also to hot pipe at a temperature above the Curie point. Encircling inductor coils and differentially wound detector coils
are used with a coil-to-pipe spacing of 6.4 mm ( in.) or less and an operating frequency of 2.5 kHz. A saturating field of
about 70,000 ampereturns is required for cold pipe, which is nonmagnetic at temperatures above the Curie point. The coil
assembly for hot pipe must be water cooled and encased in heat-resistant material (Ref 16). Marking the hot pipe requires
a special high-temperature paint.
The eddy current inspection setup is usually calibrated to reject all flaws, internal and external, that extend more than
12 % through the wall. The calibration standard is usually a drilled hole.
The speed of inspection corresponds with the speed of the mill and, for cold pipe, ranges from 53 to 150 m/min (175 to
500 sfm). Higher speeds are employed for inspecting hot pipe.
Reference cited in this section
16.
W. Stumm, New Developments in the Eddy Current Testing of Hot Wires and Hot Tubes, Mater. Eval.,
Vol
29 (No. 7), July 1971, p 141-147
Nondestructive Inspection of Tubular Products
Spiral-Weld Steel Pipe
Spiral-weld steel pipe is made principally in large diameters and is a relatively low-production product. The pipe is either
resistance or submerged arc welded.
Resistance-welded pipe is inspected by either the eddy current or the ultrasonic method. The ultrasonic or radiographic
method is used to inspect submerged arc welded pipe. Usually, the ends of pipe welded by either process are also
inspected by a supplementary technique, such as film x-ray or magnetic particle inspection.
Nondestructive Inspection of Tubular Products
Seamless Steel Tubular Products
Steels melted by various processes can be successfully converted into seamless tubes. In general, killed steels made by
open-hearth, electric-furnace, and basic-oxygen processes are used. Because of the severity of the forging operation
involved in piercing, the steels used for seamless tubes must have good characteristics with respect to both surface and
internal soundness. A sound, dense cross section, free from center porosity or ingot pattern, is the most satisfactory for
seamless tubes. Metallurgical developments have contributed greatly to the improvement of steels for seamless tubes; as a
result, the seamless process has been extended to include practically all of the carbon and alloy grades of steel.
Flaws in seamless tubular products may occur at any point on the outside and inside surfaces or within the tube wall (Ref
1). The flaws usually encountered are blisters, gouges, laminations, laps, pits, plug scores, rolled-in slugs, scabs, and
seams. These are illustrated in Fig. 5 and described below.
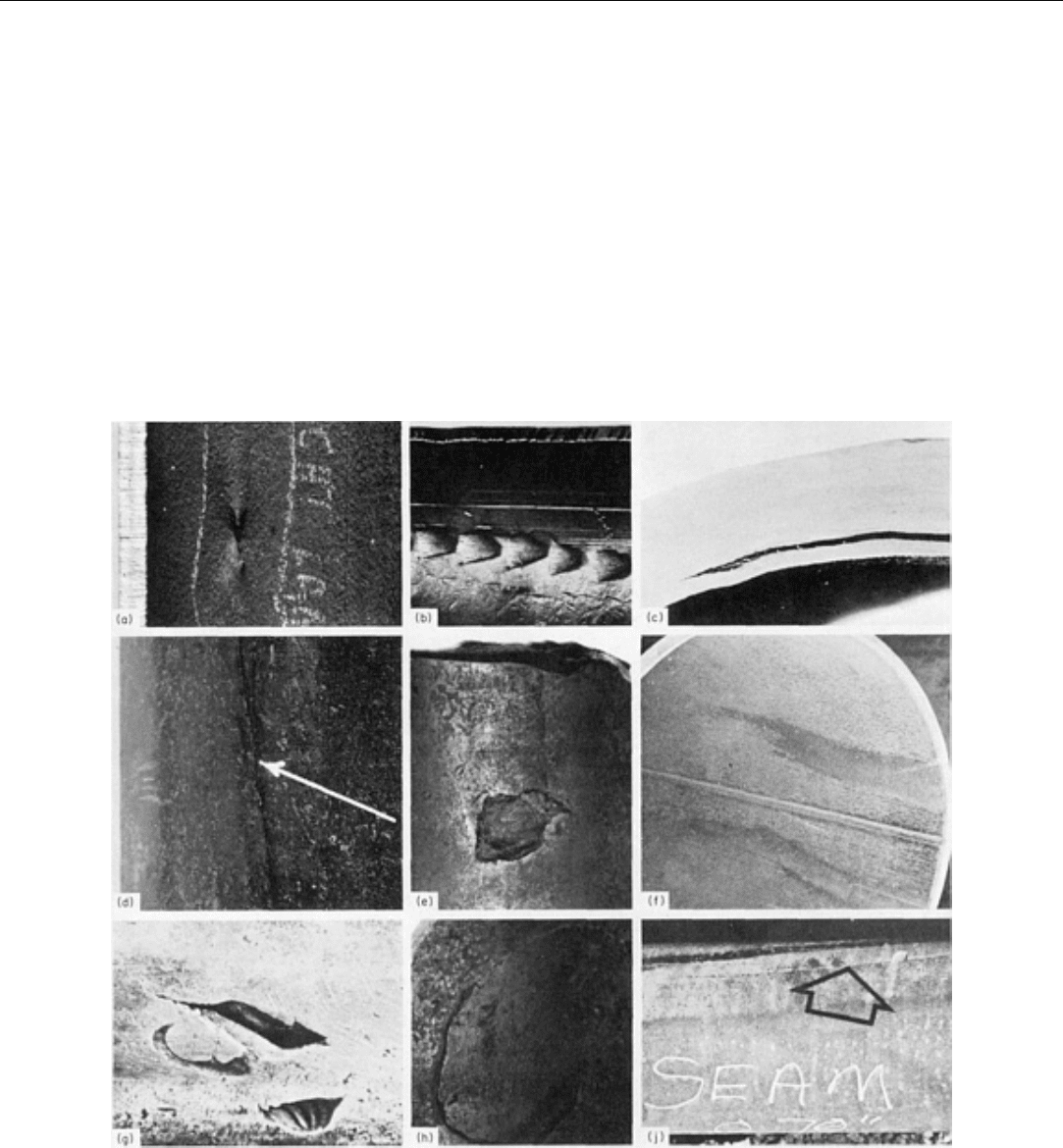
Fig. 5
Typical flaws in seamless tubing. (a) Blister. (b) Gouge. (c) Lamination. (d) Lap (arrow). (e) Pit. (f) Plug
scores. (g) Rolled-in slugs. (h) Scab. (j) Seam (arrow)
Blisters (Fig. 5a) are raised spots on the surface of the pipe caused by the expansion of gas in a cavity within the wall.
Gouges (Fig. 5b) are elongated grooves or cavities caused by the mechanical removal of metal.
Laminations (Fig. 5c) are internal metal separations creating layers generally parallel to the surface.