ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

For the detection of cracks and laplike discontinuities, the display on the flaw detection oscilloscope is gated. The
discontinuity can then be recorded in its position around the circumference. Chart length can be made proportional to pipe
length, thus facilitating discontinuity location and extent in relation to pipe length and variation in wall thickness around
and along the pipe. Alternatively, information can be monitored in a go/no-go method to provide a paint spray that
identifies the locations of significant discontinuities.
Resistance-Welded Pipe. The type of discontinuity usually responsible for the failure of resistance-welded pipe is
incomplete fusion, with associated oxide film. The nondestructive inspection of larger-diameter resistance-welded pipes is
normally restricted to inspection of the weld region. Systems similar to those used for the inspection of submerged arc
welded seams can be employed, although the arrangements for tracking the probes with respect to the weld
reinforcements are not applicable. Because of problems associated with accurate weld tracking, it is necessary that small
variations in weld-probe separation should only cause acceptably small variations in discontinuity detection sensitivity.
Probe angles of 60 to 65° give satisfactory results, and coverage of the weld depth is achieved by using two probes on
each side of the weld. Such a system is also relevant to the ultrasonic inspection of submerged arc welded pipes.
Nondestructive Inspection of Pipeline Girth Welds
The API specifications do not require that all girth welds be inspected; the use of radiography and the extent of coverage
are optional. Generally, it has been the practice to inspect 10% of the weld length. Where the integrity of a pipeline is
vital, as in high-pressure gas-transmission systems, it is advisable to consider a 100% inspection, especially when
inspection is not a large proportion of the total cost of the pipeline. Where operating conditions are less critical, however,
it may be possible to be less critical regarding the size and type of discontinuity permissible.
Radiographic Inspection. Characteristic discontinuities in pipeline welds are slag, elongated piping in root, scattered
piping and porosity, burn-throughs in the root, incomplete root penetration, incomplete sidewall fusion, and cracks, which
often break the inner surface in the heat-affected zone. Except for cracks and incomplete sidewall fusion, these
discontinuities are amenable to detection by radiography. Open cracks can be detected, but tighter cracks, even though
favorably oriented, are detectable only by optimum practice. Some cracks may not be revealed at all.
Assuming good radiographic techniques, radiographic quality depends on the choice of conditions that control the
contrast and definition of the radiograph; the detection of discontinuities improves with increasing contrast and fine
definition. Contrast can be assessed in terms of the thickness sensitivity, which can be conveniently estimated by image-
quality indicators.
Many factors other than good radiographic techniques influence radiographic contrast. For pipeline radiography, radiation
energy is probably the most important. The absorption of radiation by steel decreases with increasing energy; the
absorption coefficient at 150 kV is about three times that at 700 kV. For optimum detection of small changes in thickness,
the absorption should be as high as possible so that large differences in exposure, consistent with a reasonable amount of
energy being transmitted to provide a realistic overall exposure, result at the film. Gamma radiation from a
192
Ir source is
approximately equivalent to x-rays generated at 700 kV and therefore will not be absorbed sufficiently to give good
contrast sensitivity. For wall thicknesses typical of pipelines, x-rays generated at about 150 to 175 kV have reasonable
absorption.
For the detection and correct identification of discontinuities from the radiographic image, the delineation of the shadow
must be sharp. The principal sources of unsharpness in radiographic images are geometric unsharpness, resulting front the
finite size of radiation sources; unsharpness in the film resulting from the kinetic energy of the radiation, grain size of the
emulsion and degree of development; and unsharpness resulting from the intensifying screen. Radiographs on pipelines
are generally made under less-than-satisfactory conditions; nevertheless, it should be possible to avoid vibration and other
forms of relative movement of the source and film during exposure so that the total geometric unsharpness is the
penumbra effect. With piping, geometric unsharpness is not large.
An important side effect of unsharpness is that when the unsharpness is greater than the width of a flaw, the contrast
resulting from the flaw is reduced from its theoretical value; the greater the unsharpness, the greater the contrast
reduction. For tight cracks, the contrast may be so reduced that the change in tone is below the threshold for detection.
On-site conditions may reduce the capability of radiography to detect flaws. Under some conditions, it is difficult to
maintain correct developer temperature. The operator is often pressured to keep pace with the welding crews; also,
weather and working conditions may be adverse. Suitable equipment and adequate planning should overcome these
problems. The more difficult problem is the repetitiveness of the procedure, which causes the operators to lose
concentration and gradually to devote less attention to detail.
For most pipe sizes it is necessary to make three exposures to cover the circumference of the weld because the length of
weld that can be covered in one exposure (the diagnostic film length) is limited by fade at each end of the film. Panoramic
techniques have been used on some larger-diameter pipes. The source is held in a spider arrangement and positioned on
the pipe axis; the films are placed around the outer surface of the pipe at the weld. In this manner, the entire weld can be
radiographed in one exposure. This exposure is shorter than one of the exposures required in the double-wall, single-
image technique because the radiation has to propagate through only one wall of the pipe. In practice, the radiation source
can be manually positioned only inside pipes having a diameter of 762 mm (30 in.) or more; even then, conditions must
be good. Crawler devices are available that are mechanically propelled through the pipe, with the exposure being operated
from an external control (see the section "In-Motion Radiography" of the article "Radiographic Inspection" in this
Volume).
On pipelines where the rate of welding is low and the investment on crawlers is not justified, x-ray sets can be clamped
onto the outside of the pipe and radiography implemented by the double-wall, single-image technique. Gamma
radiography has been favored for pipeline radiography because of its convenience and lower cost. Source containers are
more compact and portable than x-ray generators and do not require a power supply.
Panoramic x-ray radiography is barely feasible without crawler devices because of the difficulty of manually
maneuvering the cumbersome x-ray sets and control units inside a pipe. Because of the potential for increased use of x-
ray radiography on pipelines, there has been considerable effort applied to development of x-ray crawlers.
Ultrasonic Inspection. Welds are usually ultrasonically inspected by a pulse-echo reflection technique. Before the
inspection of a weld, the pipe should be checked for laminations that may divert the beam from its theoretical path.
Discontinuities can be identified most reliably by accurate positioning of the source of the discontinuity echo, preferably
during scanning from more than one direction. Skilled operators may be able to gain additional information on type of
discontinuity from the shape of the echo on the oscilloscope screen, but the display on battery-operated flaw detectors
used in daylight is not sufficiently distinct for the technique to be employed on pipelines.
The more significant discontinuities occur in the root of the weld, where discrimination between sources of echo
reflection is more difficult. Acceptable features such as full root penetration cause echoes comparable in magnitude to
those from root underbead cracks or incomplete penetration. Accurate positioning of the probe with respect to the weld
centerline is necessary, and it has been suggested that the required accuracy can be achieved only by marking and
machining the pipe ends before welding. Positioning from the center of the weld cap is only approximate because the
weld is not necessarily symmetrical about the centerline through the root. Even with the premarking, it is difficult for an
operator to locate the ultrasonic probe accurately and still be in a position to view the instrument screen. Thinner-wall
pipes reduce the differences in beam path and probe position for discrimination between the various features of the root.
Also, the weld must be examined with the probe-to-weld distance increased to avoid confusion between echoes from the
weld and those from probe noise. This increases the effect of beam spread and may lead to extraneous echoes from the
cap reinforcement.
The skip distance and beam-path length vary as the wall thickness varies. Variations in wall thickness between nominally
the same classes of submerged arc welded pipe range from 10 to 15%, but in seamless pipe a ±10% variation along the
length or around the circumference at a given position along the length is common. Although it is possible to measure
wall thickness accurately by ultrasonics, it is not feasible to measure wall thickness concurrently with scanning the weld.
Surface roughness can cause considerable variations in beam angle. Weld spatter can reduce the effectiveness of the
coupling, and also alter beam angle by lifting part of the probe off the pipe.
Ultrasonic inspection on girth welds was originally used to determine which welds to radiograph. If the radiograph did not
detect anything, it was the practice on most pipelines to accept the radiographic evidence and not that from ultrasonics.
Now that pipelines are being examined 100% by radiography, the role of ultrasonics has changed to that of detecting root
underbead cracks that may escape detection by radiography and of providing supplementary evidence to aid in the
interpretation of radiographic images of weld-root regions.

Surface Crack Detection. Root underbead cracks break the surface of the pipe in the bore and can be detected with
liquid penetrant and magnetic particle inspection. The weld area can be magnetized using a yoke powered by permanent
magnets. Both methods are sensitive under ideal conditions, but liquid penetrants require very clean surfaces. Magnetic
particle crack detection is therefore preferred for pipeline applications. Interpretation of the indications is not a problem,
except for the confusion that may arise from the tendency of sharp changes in root profile to give a slight crack indication.
References cited in this section
12.
R.F. Lumb and G.D. Fearnebaugh, Toward Better Standards for Field Welding of Gas Pipelines, Weld. J.,
Vol 54 (No. 2), Feb 1975, p 63-s to 71-s
19.
F. Förster, Sensitive Eddy-Current Testing of Tubes for Defects on the Inner and Outer Surfaces, Non-
Destr. Test., Vol 7 (No. 1), Feb 1974, p 25-35
21.
V.S. Cecco and C.R. Bax, Eddy Current In-Situ Inspection of Ferromagnetic Monel Tubes, Mater. Eval.,
Vol 33 (No. 1), Jan 1975, p 1-4
22.
"Specification for Line Pipe," API 5L, American Petroleum Institute, 1973
23.
"Standard for Welding Pipe Lines and Related Facilities," API 1104, American Petroleum Institute, 1968
24.
R.F. Lumb, Non-Destructive Testing of High-Pressure Gas Pipelines, Non-Destr. Test., Vol 2 (No. 4),
Nov
1969, p 259-268
Note cited in this section
** Example 7 was prepared by L.D. Cox, General Dynamics Corporation. Examples 8, 9, and 10
were
prepared by J.P. Crosson, Lucius Pitkin, Inc.
Nondestructive Inspection of Tubular Products
References
1. "Nondestructive Testing Terminology," Bulletin 5T1, American Petroleum Institute, 1974
2. H.C. Knerr and C. Farrow, Method and Apparatus for Testing Metal Articles, U.S. Patent 2,065,379, 1932
3. W.C. Harmon, "Automati
c Production Testing of Electric Resistance Welded Steel Pipe," Paper presented
at the ASNT Convention, New York, American Society for Nondestructive Testing, Nov 1962
4. W.C. Harmon and I.G. Orellana, Seam Depth Indicator, U.S. Patent 2,660,704, 1949
5.
J.P. Vild, "A Quadraprobe Eddy Current Tester for Tubing and Pipe," Paper presented at the ASNT
Convention, Cleveland, American Society for Nondestructive Testing, Oct 1970
6. H. Luz, Die Segmentspule--ein neuer Geber für die Wirbelstromprüfung von Rohren, BänderBlecheRohre,
Vol 12 (No. 1), Jan 1971
7. W. Stumm, Tube-Testing by Electromagnetic NDT (Non-Destructive Testing) Methods: I, Non-
Destr.
Test., Vol 7 (No. 5), Oct 1974, p 251-258
8. F. Förster, The Nondestructive Inspection of Tubings for Discont
inuities and Wall Thickness Using
Electromagnetic Test Methods: I, Mater. Eval., Vol 28 (No. 4), April 1970, p 21A-25A, 28A-31A
9.
F. Förster, The Nondestructive Inspection of Tubings for Discontinuities and Wall Thickness Using
Electromagnetic Test Methods: II, Mater. Eval., Vol 28 (No. 5), May 1970, p 19A-23A, 26A-28A
10.
P.J. Bebick, "Locating Internal and Inside Diameter Defects in Heavy Wall Ferromagnetic Tubing by the
Leakage Flux Inspection Method," Paper presented at the ASNT Convention, Cleveland
, American
Society for Nondestructive Testing, Oct 1974
11.
H.J. Ridder, "New Nondestructive Technology Applied to the Testing of Pipe Welds," Paper presented at
the ASME Petroleum Conference, New Orleans, American Society of Mechanical Engineers, Sept 1972
12.
R.F. Lumb and G.D. Fearnebaugh, Toward Better Standards for Field Welding of Gas Pipelines, Weld. J.,

Vol 54 (No. 2), Feb 1975, p 63-s to 71-s
13. M.J. May, J.A. Dick, and E.F. Walker, "The Significance and Assessment of Defects in Pipeline Steels
,"
British Steel Corporation, June 1972
14. W.C. Harmon and T.W. Judd, Ultrasonic Test System for Longitudinal Fusion Welds in Pipe,
Mater.
Eval., March 1974, p 45-49
15. "Inspection, Radiographic," Military Standard 453A, May 1962
16. W. Stumm, New Developments in the Eddy Current Testing of Hot Wires and Hot Tubes, Mater. Eval.,
Vol 29 (No. 7), July 1971, p 141-147
17. F.J. Barchfeld, R.S. Spinetti, and J.F. Winston, "Automatic In-
Line Inspection of Seamless Pipe," Paper
presented at the ASNT Convention, Detroit, American Society for Nondestructive Testing, Oct 1974
18. T.W. Judd, Orbitest for Round Tubes, Mater. Eval., Vol 28 (No. 1), Jan 1970, p 8-12
19. F. Förster, Sensitive Eddy-Current Testing of Tubes for Defects on the Inner and Outer Surfaces, Non-
Destr. Test., Vol 7 (No. 1), Feb 1974, p 25-35
20. K.J. Reimann, T.H. Busse, R.B. Massow, and A. Sather, Inspection Feasibility of Duplex Tubes,
Mater.
Eval., Vol 33 (No. 4), April 1975, p 89-95
21. V.S. Cecco and C.R. Bax, Eddy Current In-Situ Inspection of Ferromagnetic Monel Tubes, Mater. Eval.,
Vol 33 (No. 1), Jan 1975, p 1-4
22. "Specification for Line Pipe," API 5L, American Petroleum Institute, 1973
23. "Standard for Welding Pipe Lines and Related Facilities," API 1104, American Petroleum Institute, 1968
24. R.F. Lumb, Non-Destructive Testing of High-Pressure Gas Pipelines, Non-Destr. Test.,
Vol 2 (No. 4), Nov
1969, p 259-268
Nondestructive Inspection of Weldments, Brazed Assemblies, and Soldered Joints
Introduction
THE SELECTION of a method for inspecting weldments, brazed assemblies, and soldered joints for flaws (referred to as
discontinuities in welding terminology) depends on a number of variables, including the nature of the discontinuity, the
accessibility of the joint, the type of materials joined, the number of joints to be inspected, the detection capabilities of the
inspection method, the level of joint quality required, and economic considerations. Regardless of the method selected,
established standards must be followed to obtain valid inspection results.
In general, nondestructive inspection methods (NDI) are preferred over destructive inspection methods. Sections can be
trepanned from a joint to determine its integrity; however, the joint must be refilled, and there is no certainty that
discontinuities would not be introduced during repair. Destructive inspection is usually impractical, because of the high
cost and the inability of such methods to accurately predict the quality of those joints that were not inspected.
This article will review nondestructive methods of inspection for weldments (including diffusion-bonded joints) and
brazed and soldered joints. More detailed information on the techniques discussed can be found in the Sections
"Inspection Equipment and Techniques," and "Methods of Nondestructive Evaluation" in this Volume.
Acknowledgements
The contributions of the following individuals were critical in the preparation of this article: W.H. Kennedy, Canadian
Welding Bureau; Robert S. Gilmore, General Electric Research and Development Center; and John M. St. John,
Caterpillar, Inc. Special thanks are also due to Michael Jenemann, Product Manager, NDT Systems, E.I. Du Pont de
Nemours & Company, Inc., for supplying the reference radiographs of welds shown in Fig. 18 to 37. Finally, the efforts
of the ASM Committee on Weld Discontinuities and the ASM Committee on Soldering from Volume 6 of the 9th Edition
of Metals Handbook are gratefully acknowledged; material from the aforementioned Volume was used in this article.

Nondestructive Inspection of Weldments, Brazed Assemblies, and Soldered Joints
Weldments
Weldments made by the various welding processes may contain discontinuities that are characteristic of that process.
Therefore, each process, as well as the discontinuities typical of that process, are discussed below. Explanations of
welding processes, equipment and filler metals, and welding parameters for specific metals and alloys are available in
Welding, Brazing, and Soldering, Volume 6 of the ASM Handbook.
Discontinuities in Arc Welds
Discontinuities may be divided into three broad classifications: design related, welding process related, and metallurgical.
Design-related discontinuities include problems with design or structural details, choice of the wrong type of weld joint
for a given application, or undesirable changes in cross section. These discontinuities, which are beyond the scope of this
article, are discussed in the Section "Joint Evaluation and Quality Control" in Welding, Brazing, and Soldering, Volume 6
of the ASM Handbook.
Discontinuities resulting from the welding process include:
• Undercut:
A groove melted into the base metal adjacent to the toe or root of a weld and left unfilled by
weld metal
• Slag inclusions: Nonmetallic solid material entrapped in
weld metal or between weld metal and base
metal
• Porosity: Cavity-type discontinuities formed by gas entrapment during solidification
• Overlap: The protrusion of weld metal beyond the toe, face, or root of the weld
• Tungsten inclusions: Particles from tun
gsten electrodes that result from improper gas tungsten arc
welding procedures
• Backing piece left on:
Failure to remove material placed at the root of a weld joint to support molten
weld metal
• Shrinkage voids: Cavity-type discontinuities normally formed by shrinkage during solidification
• Oxide inclusions: Particles of surface oxides that have not melted and are mixed into the weld metal
• Lack of fusion (LOF): A condition in which fusion is less than complete
• Lack of penetration (LOP): A condition in which joint penetration is less than that specified
• Craters: Depressions at the termination of a weld bead or in the molten weld pool
• Melt-through:
A condition resulting when the arc melts through the bottom of a joint welded from one
side
• Spatter: Metal particles expelled during welding that do not form a part of the weld
• Arc strikes (arc burns): Discontinuities consisting of any localized remelted metal, heat-
affected metal,
or change in the surface profile of any part of a weld or base metal resulting from an arc
• Underfill:
A depression on the face of the weld or root surface extending below the surface of the
adjacent base metal
Metallurgical discontinuities include:
• Cracks: Fracture-type discontinuities characterized by a sharp tip and high ratio o
f length and width to
opening displacement
• Fissures:
Small cracklike discontinuities with only a slight separation (opening displacement) of the
fracture surfaces
• Fisheye: A discontinuity found on the fracture surface of a weld in steel that consists of
a small pore or
inclusion surrounded by a bright, round area
• Segregation:
The nonuniform distribution or concentration of impurities or alloying elements that arises
during the solidification of the weld
• Lamellar tearing: A type of cracking that occurs in the base metal or heat-
affected zone (HAZ) of
restrained weld joints that is the result of inadequate ductility in the through-
thickness direction of steel
plate
The observed occurrence of discontinuities and their relative amounts depend largely on the welding process used, the
inspection method applied, the type of weld made, the joint design and fit-up obtained, the material utilized, and the
working and environmental conditions. The most frequent weld discontinuities found during manufacture, ranked in order
of decreasing occurrence on the basis of arc-welding processes, are:
Shielded metal arc welding (SMAW)
Slag inclusions
Porosity
LOF/LOP
Undercut
Submerged arc welding (SAW)
LOF/LOP
Slag inclusions
Porosity
Flux cored arc welding (FCAW)
Slag inclusions
Porosity
LOF/LOP
Gas metal arc welding (GMAW)
Porosity
LOF/LOP
Gas tungsten arc welding (GTAW)
Porosity
The commonly encountered inclusions--as well as cracking, the most serious of weld defects--will be discussed in this
section.
Gas porosity can occur on or just below the surface of a weld. Pores are characterized by a rounded or elongated
teardrop shape with or without a sharp point. Pores can be uniformly distributed throughout the weld or isolated in small
groups; they can also be concentrated at the root or toe of the weld. Porosity in welds is caused by gas entrapment in the
molten metal, by too much moisture on the base or filler metal, or by improper cleaning of the joint during preparation for
welding.
The type of porosity within a weld is usually designated by the amount and distribution of the pores. Some of the types
are classified as follows:
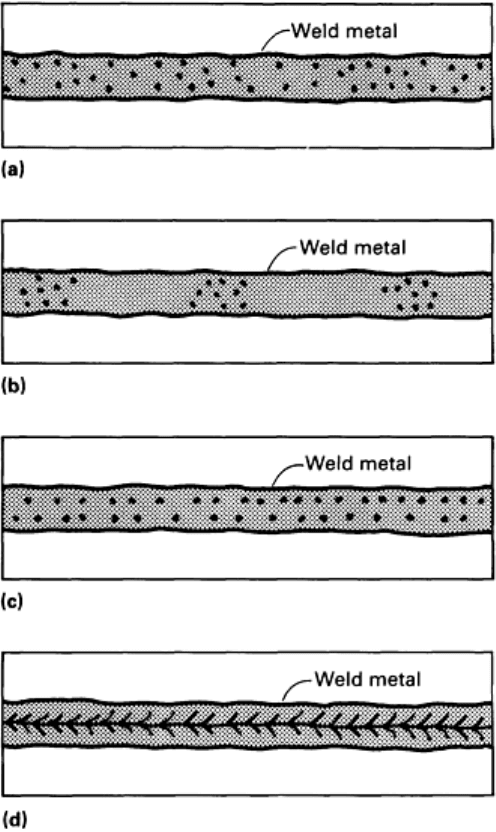
• Uniformly scattered porosity: Characterized by pores scattered uniformly throughout the weld (Fig. 1a)
• Cluster porosity: Characterized by clusters of pores separated by porosity-free areas (Fig. 1b)
• Linear porosity: Characterized by pores that are linearly distributed (Fig. 1
c). Linear porosity generally
occurs in the root pass and is associated with incomplete joint penetration
• Elongated porosity: Characterized by highly elongated pore
s inclined to the direction of welding.
Elongated porosity occurs in a herringbone pattern (Fig. 1a)
• Wormhole porosity: Characterized by elongated voids with a definite worm-type shape and texture (
Fig.
2)
Fig. 1
Type of gas porosity commonly found in weld metal. (a) Uniformly scattered porosity. (b) Cluster
porosity. (c) Linear porosity. (d) Elongated porosity
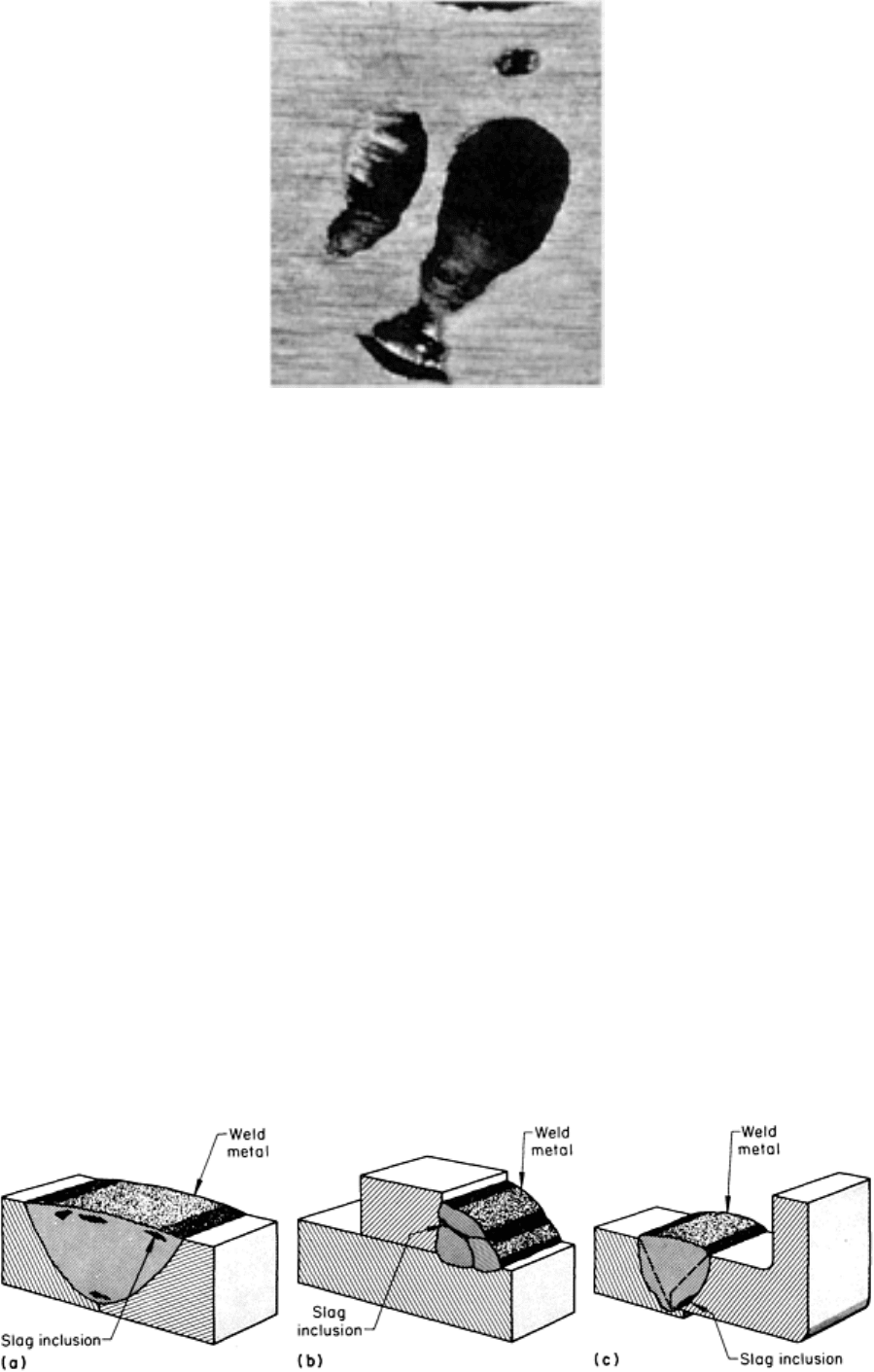
Fig. 2 Wormhole porosity in a weld bead. Longitudinal cut. 20×
Radiography is the most widely used nondestructive method for detecting subsurface gas porosity in weldments. The
radiographic image of round porosity appears as round or oval spots with smooth edges, and elongated porosity appears
as oval spots with the major axis sometimes several times longer than the minor axis. The radiographic image of
wormhole porosity depends largely on the orientation of the elongated cavity with respect to the incident x-ray beam. The
presence of top-surface or root reinforcement affects the sensitivity of inspection, and the presence of foreign material,
such as loose scale, flux, or weld spatter, may interfere with the interpretation of results.
Ultrasonic inspection is capable of detecting subsurface porosity. However, it is not extensively used for this purpose
except to inspect thick sections or inaccessible areas where radiographic sensitivity is limited. Surface finish and grain
size affect the validity of the inspection results.
Eddy current inspection, like ultrasonic inspection, can be used for detecting subsurface porosity. Normally, eddy current
inspection is confined to use on thin-wall welded pipe and tubing because eddy currents are relatively insensitive to flaws
that do not extend to the surface or into the near-surface layer.
Magnetic particle inspection and liquid penetrant inspection are not suitable for detecting subsurface gas porosity. These
methods are restricted to the detection of only those pores that are open to the surface.
Slag inclusions may occur when using welding processes that employ a slag covering for shielding purposes. (With
other processes, the oxide present on the metal surface before welding may also become entrapped.) Slag inclusions can
be found near the surface and in the root of a weld (Fig. 3a), between weld beads in multiple-pass welds (Fig. 3b), and at
the side of a weld near the root (Fig. 3c).

Fig. 3
Sections showing locations of slag inclusions in weld metal. (a) Near the surface and in the root of a
single-pass weld. (b) Between weld beads in a multiple-pass weld. (c) At the side of a weld near the root
During welding, slag may spill ahead of the arc and subsequently be covered by the weld pool because of poor joint fit-
up, incorrect electrode manipulation, or forward arc blow. Slag trapped in this manner is generally located near the root.
Radical motions of the electrode, such as wide weaving, may also cause slag entrapment on the sides or near the top of
the weld after the slag spills into a portion of the joint that has not been filled by the molten pool. Incomplete removal of
the slag from the previous pass in multiple-pass welding is another common cause of entrapment. In multiple-pass welds,
slag may be entrapped any number of places in the weld between passes. Slag inclusions are generally oriented along the
direction of welding.
Three methods used for the detection of slag below the surface of single-pass or multiple-pass welds are magnetic
particle, radiographic, and ultrasonic inspection. Depending on their size, shape, orientation, and proximity to the surface,
slag inclusions can be detected by magnetic particle inspection with a dc power source, provided the material is
ferromagnetic. Radiography can be used for any material, but is the most expensive of the three methods. Ultrasonic
inspection can also be used for any material and is the most reliable and least expensive method. If the weld is machined
to a flush contour, flaws as close as 0.8 mm ( in.) to the surface can be detected with the straight-beam technique of
ultrasonic inspection, provided the instrument has sufficient sensitivity and resolution. A 5- or 10-MHz dual-element
transducer is normally used in this application. If the weld cannot be machined, near-surface sensitivity will be low
because the initial pulse is excessively broadened by the rough, as-welded surface. Unmachined welds can be readily
inspected by direct-beam and reflected-beam techniques, using an angle-beam (shear-wave) transducer.
Tungsten inclusions are particles found in the weld metal from the nonconsumable tungsten electrode used in GTAW.
These inclusions are the result of:
• Exceeding the maximum current for a given electrode size or type
• Letting the tip of the electrode make contact with the molten weld pool
• Letting the filler metal come in contact with the hot tip of the electrode
• Using an excessive electrode extension
• Inadequate gas shielding or excessive wind drafts, which result in oxidation
• Using improper shielding gases such as argon-oxygen or argon-CO
2
mixtures, which are used for
GMAW
Tungsten inclusions, which are not acceptable for high-quality work, can only be found by internal inspection techniques,
particularly radiographic testing.
Lack of fusion and lack of penetration result from improper electrode manipulation and the use of incorrect
welding conditions. Fusion refers to the degree to which the original base metal surfaces to be welded have been fused to
the filler metal. On the other hand, penetration refers to the degree to which the base metal has been melted and
resolidified to result in a deeper throat than was present in the joint before welding. In effect, a joint can be completely
fused but have incomplete root penetration to obtain the throat size specified. Based on these definitions, LOF
discontinuities are located on the sidewalls of a joint, and LOP discontinuities are located near the root (Fig. 4). With
some joint configurations, such as butt joints, the two terms can be used interchangeably. The causes of LOF include
excessive travel speed, bridging, excessive electrode size, insufficient current, poor joint preparation, overly acute joint
angle, improper electrode manipulation, and excessive arc blow. Lack of penetration may be the result of low welding
current, excessive travel speed, improper electrode manipulation, or surface contaminants such as oxide, oil, or dirt that
prevent full melting of the underlying metal.
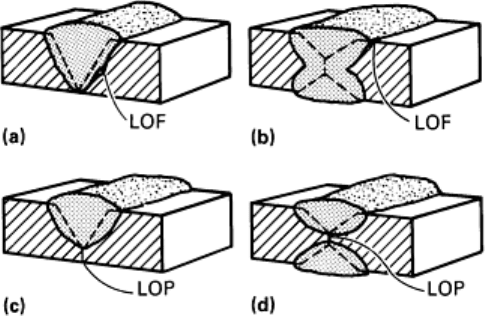
Fig. 4 Lack of fusion in (a) a single-V-groove weld and (b) double-V-
groove weld. Lack of penetration in (c) a
single-V-groove and (d) a double-V-groove weld
Radiographic methods may be unable to detect these discontinuities in certain cases, because of the small effect they have
on x-ray absorption. As will be described later, however, lack of sidewall fusion is readily detected by radiography.
Ultrasonically, both types of discontinuities often appear as severe, almost continuous, linear porosity because of the
nature of the unbonded areas of the joint. Except in thin sheet or plate, these discontinuities may be too deep-lying to be
detected by magnetic particle inspection.
Geometric weld discontinuities are those associated with imperfect shape or unacceptable weld contour. Undercut,
underfill, overlap, excessive reinforcement, fillet shape, and melt-through, all of which were defined earlier, are included
in this grouping. Geometric discontinuities are shown schematically in Fig. 5. Radiography is used most often to detect
these flaws.