ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

Steel billets are generally less uniform in section and straightness than steel bars. Furthermore, billet surfaces are usually
less refined and therefore not as smooth as bar surfaces. These characteristics of billets make it more difficult to establish
methods and procedures for nondestructive inspection. The methods described in this section are applicable to the
common rolled round-cornered-square billets.
Surface Preparation
Regardless of the method used for billets, inspection results are greatly improved when they are free from excessive scale
and blisters. Tightly adherent scale usually does not interfere with inspection unless it is thick enough to affect the
sensitivity of the inspection method. Two common methods for preparing the billet surfaces for inspection are pickling in
hot acid and gritblasting.
Magnetic Particle Inspection
The visual inspection of billets has been upgraded by the addition of the magnetic particle method. The principles
involved in the magnetic particle inspection of billets are essentially the same as those for the magnetic particle inspection
of other ferrous products or product forms (see the article "Magnetic Particle Inspection" in this Volume). As a rule, the
wet fluorescent particle system is chosen for inspecting billets.
Magnetic particle inspection has improved the ability to detect obscure flaws, and through the use of mechanical handling
equipment, inspection can be accomplished quite rapidly. However, this method is subject to some of the inherent
disadvantages of visual inspection. Test results depend on the alertness and eyesight of the operator and on his ability to
judge the severity of the flaw. Other variables, such as magnetizing current, particle size, and contamination of the
particle bath by foreign substances, can vary the intensity of the flaw indication and thus increase the difficulty of
appraising its severity (Fig. 22). Another factor is that, even when the above conditions are controlled, the magnetic
leakage field attracting the particles is not uniform across the flat face of a square billet. The field density is maximum at
the center of the flat face and almost nonexistent at the corners of magnetized billets. Consequently, the particle
concentration and the flaw indication decrease with distance from the center for any one of the four flat faces.
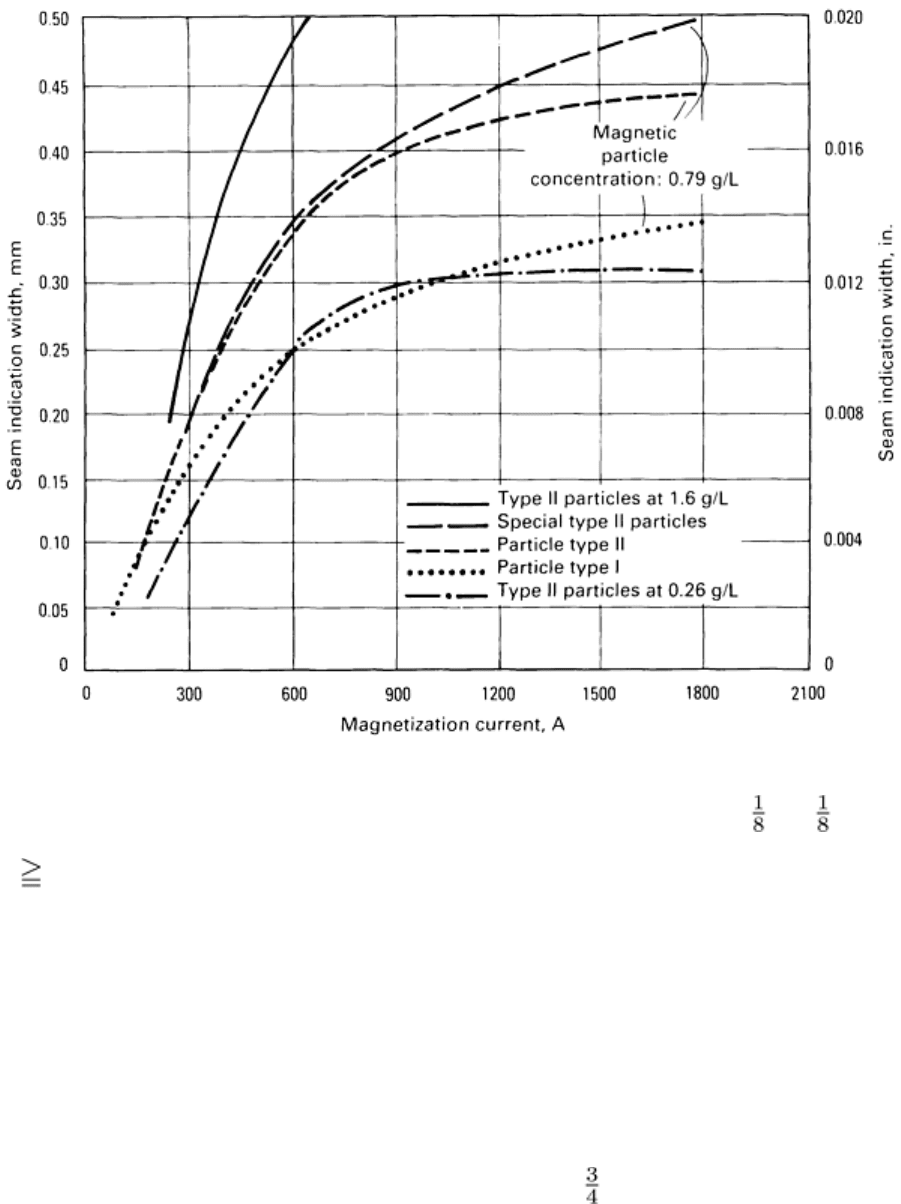
Fig. 22 Seam indication width versus magnetization current for a 105 × 105 mm (4 × 4 in.) 1021-
1026
grade steel billet. Seams teste
d: center of billet face perpendicular to billet surface; seam or portion of seam
with width 0.025 mm (0.001 in.) for a total depth
of 0.76 mm (0.030 in.). Magnetic particle sizes: type I, 3
to 28 μm (120 μin. to 0.0011 in.) (major % = 8 to 18 μm, or 320 to 720 μin.); type II, 15 to 60 μm (600 μ
in.
to 0.0024 in.) (major % = 28 to 48 μm, or 0.0011 to 0.0019 in.); special type II, 40 to 74 μ
m (0.0016 to
0.0030 in.) (major % = 44 to 62 μ
m, or 0.0017 to 0.0025 in.). Bath application: 76 L (20 gal.) pressurized
mixing tank with hose and hand-operated applicator. Source: Ref 2
Another magnetic test for the inspection of billets also requires the billet to be magnetized. Instead of using particles, a
magnetic tape placed close to the billet surface is used to detect the presence of flaws. The flux leakage resulting from a
surface discontinuity is recorded on the tape. The tape is then scanned by a tiny probe coil, which detects the flux leakage
recorded on the belt. The probe transforms the magnetic leakage into an electrical signal. The signal transmitted to the
control cabinet by means of contactless transformers will, if it is larger than a preset value, operate an alarm or marker.
The billet face is usually divided into five to ten tracks, each about 19 mm ( in.) wide. The signal operates an electronic
trigger circuit, which trips the appropriate indicator for the track in which the flaw lies.
This method eliminates a deficiency of the magnetic particle test in that the interpretation of results is not dependent on an
operator. Also, the use of compensating circuitry reduces the differential in sensitivity to flaws from the middle to the
corner of the billet.
Rolled Versus Continuous-Cast Billets (Ref 2). The major flaw types for rolled-steel billets are surface or near-
surface seams, which are primarily oriented along the length of the billet. For continuous-cast products, in the as-cast
state, flaws include surface cracks oriented in the transverse direction and round near-surface flaws such as slag pockets.
There are two basic methods of magnetic field application. For detecting longitudinal seams or cracks, the circular
magnetization method is used. For detecting transverse seams or cracks, longitudinal (or coil) magnetization is used. For
continuous-cast billets, circular and coil magnetization have been applied simultaneously. To detect multidirectional near-
surface flaws and surface flaws, it is convenient to use simultaneously a dc field for circular magnetization and an ac field
for longitudinal magnetization.
Generally, the billets are 3 to 14 m (10 to 45 ft) in length. The large billets are often referred to as blooms. To apply the
circular field, the current is passed directly through the billet longitudinally. To apply the longitudinal field, the billet is
placed along the axis of the coil, and either the billet or the coil is moved relative to the other.
In the wet magnetic particle method, for economy and handling convenience, a common carrier of the particles is water.
The particles are formulated so that they will not easily deteriorate in prolonged mixture with water. Other ingredients can
be added to facilitate the use of such a mixture, such as a wetting agent to disperse the particles and properly wet the part
surface, antifoaming chemicals to reduce the suds due to agitation, and antifreeze to keep the bath from freezing in winter.
If needed, fixer or binder can also be added to the bath to make the dried indications durable enough to withstand the
normal handling in the mill.
Inspection of Rolled Billets. Typically, particle types with sizes ranging from less than 10 to 70 μm (400 μin. to
0.003 in.) are often adequate to find the significant seams in rolled-billet inspection. The finest-size particle, 6 μm (240
μin.) or less, is good for finding extremely minute flaws--for example, inclusion flaws as small as 25 μm (0.001 in.) wide
in 0.25 mm (0.010 in.) thick steel sheets. For these flaws, larger-size particles may be ineffective; significant leakage
fields are confined to very small areas. The total forces exerted on the individual particles are usually weak a short
distance away, and the relatively bulky size and the momentum of large particles would prevent most of them from
getting close enough to the flaws to be strongly attracted and stay there. As a result, either too few magnetic particles are
retained at the flaw sites to contrast with the background, or the indications can be easily disturbed by their own weight
and by the bath flow.
However, very fine and shallow flaws are not important in practical billet inspection, in which flaw depths greater than
0.64 mm (0.025 in.) are often the only ones of interest. (When reheated, the outer skin of the billet with shallow flaws will
be oxidized to become scale and will fall off the part during further rolling operations.) Therefore, particles with nominal
diameters of 10 to 50 m (400 in. to 0.002 in.) are often used to give large indications for the significant seams and to
ignore very minor ones.
The ultimate choice of particle type is not determined by particle size alone. Other factors, such as the magnetic
properties, color, and brightness of the particles, must also be considered.
For the proper magnetization current level, a rule of thumb has been developed: Roughly 1000 Adc per 25 mm (1.0 in.) of
material diameter is satisfactory for most critical inspections. The equivalent surface field is about 1.2 × 10
4
A · m
-1
(157
Oe). For most practical large-billet inspections, less than half this value is used.
Inspection of Continuous-Cast Products. Slag pockets, transverse cracks, and longitudinal cracks are the typical
flaws found in continuous as-cast products (billets, blooms, and slabs). The slag pockets are near-surface inclusions. In a
few cases, they can be partially exposed to the surface. The inclusions are mainly slags. There may also be voids with
coats of oxidelike chemicals on the walls. They are often approximately round, but can be elongated in depth or
longitudinal direction. Depending on product type, the largest slag pockets uncovered in the laboratory can be 3.2 to 6.4
mm ( to in.) in diameter. The smallest ones may have diameters less than 0.8 mm ( in.). The pockets are generally
found within a 2.5 mm (0.1 in.) deep layer under the product surface. Small slag pockets are often found near the surface.
Cracks in the continuous-cast products have been observed to be deep and tight, with inclusions. The cracks can occur in
the direction of the oscillating mold marks (transverse corner cracks) or perpendicular to that direction. Depending on the
casting technique, they can occur in groups and branch out in all directions like a web, covering significant areas.
In general, the discussions about seam indication formation in rolled billets can be applied to crack indications in the
continuous-cast product. For example, in the case of slag-pocket indications, the parameter equivalent to the seam width
is the indication diameter. However, there are still a few differences between rolled-billet inspection and continuous-cast
bloom inspection.
Differences in Magnetization Levels. The magnetization level used in continuous-cast product inspection is usually
stronger than that required for rolled billets. Because of the subsurface nature of the flaws and the wider flaw dimensions,
the attraction of the magnetic particles to the leakage fields for the flaws is not as intense as the attraction normally found
in rolled billets. Therefore, the magnetization levels often must be higher.
The magnetization technique for the continuous-cast product is more complicated because magnetization is needed in
both circular and longitudinal directions. When simultaneously applied multidirectional magnetization is used, the
combined field effect equals the oscillating field (swinging vector) on the part surface.
Eddy Current Inspection
One advantage of the eddy current inspection of billets over magnetic particle inspection is that uniform results can be
obtained without significant involvement of operator judgment. Another advantage is that the corners of a billet can be
eddy current inspected to the same degree of thoroughness as the flat surfaces.
There are, however, certain problems involved in the eddy current inspection of billets. Billets are not sufficiently
uniform in cross section or straightness to permit their being fed through encircling coils. Also, this type of coil is not
very sensitive in detecting the longitudinal-seam type of flaw. Therefore, the eddy current inspection of billets is usually
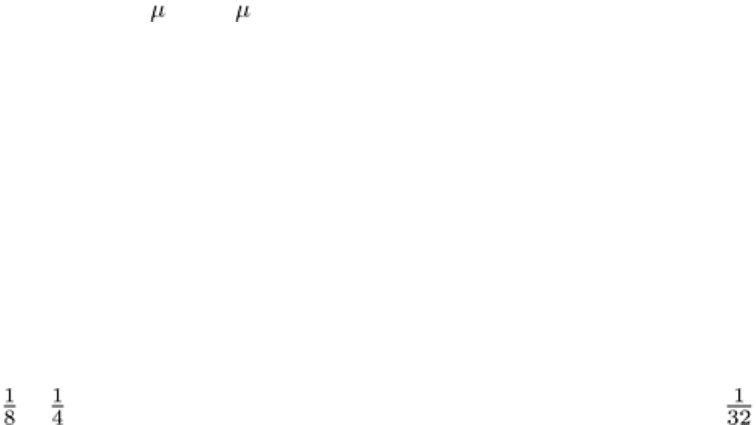
performed by using probe coils. Figure 23(a) illustrates how a probe coil induces eddy currents in the billets, and Fig.
23(b) illustrates how the flow of eddy currents is changed by the presence of a seam in a billet.
Fig. 23
Schematics of eddy current flow. (a) Eddy current flow around a probe coil for a sound billet. (b) Eddy
currents flowing around the seam in a defective billet, thus altering the electrical loading on the probe coil
It is not feasible, however, because of the inherent cross-sectional shape of square billets, to inspect by merely rotating
them around the surface. The probe would bounce and this would excessively vary the distance between the billet surface
and the probe coil, thus degrading the accuracy of the results. Also, the rapid bounce could generate false signals.
Therefore, another approach must be taken.
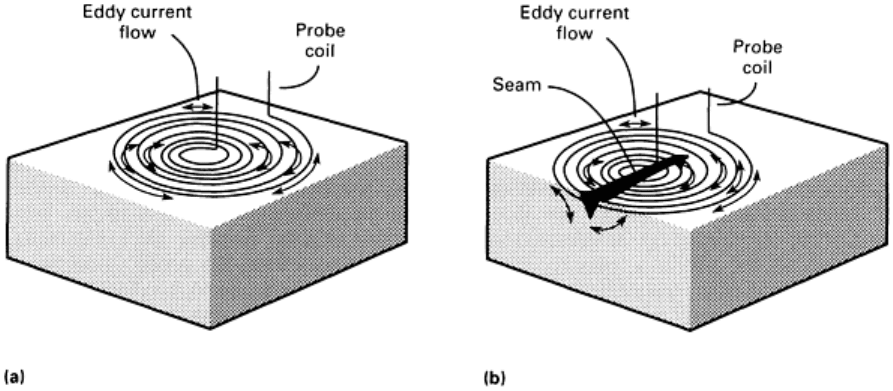
Use of Rotary Probe Unit. One approach is the use of a rotary probe unit such as that illustrated in Fig. 24. The
significant components of this unit are search probes mounted in a housing to which is attached a tungsten carbide wear
shoe and an arrangement of hardened steel rollers. This entire assembly is spring actuated. This unit and usually a second
one like it are mounted 180° apart on a drum-shaped assembly. Two probes are mounted in each unit to increase the
amount of inspection coverage. Electrical energy reaches the search probes through slip rings. The units rotate around the
billet as it progresses through the drum assembly. As can be seen in Fig. 24, the coil in the search probe is, at all times,
the same distance from the billet surface, separated only by the tungsten carbide wear shoe. The spring-actuated rollers
move as required to aid in holding the search probe on the billet surface as the entire unit revolves around the billet.
Fig. 24 Rotar
y probe unit used for the eddy current inspection of steel billets, and graph showing effect of
position on speed as the probe unit traverses radially over one quadrant of a 102 mm (4 in.) square billet
One requirement for accurate results is that the speed of the probe relative to the test surface must be maintained within
certain limits. Experimental studies have established that the optimum range for this eddy current test is 25 to 43 m/min
(80 to 140 sfm). A probe speed below this range results in an inconsistent measurement of flaw depths. Speeds above this
range cause objectionable electronic noise.
The graph in Fig. 24 shows the relative speed of the probe at different positions on one quadrant of a 102 mm (4 in.) billet
section. Many of the dimensions of the probe assembly components affect the instantaneous velocity of the probe relative
to the billet surface. Therefore, the dimensions of the elements must be selected so as to impart to the probe a velocity that
is maximum on the flat, where bounce is least likely to occur, and minimum near and around the corner, where the coil
has the greatest tendency to leave the surface. The speed fluctuates smoothly within the allowable testing range as the
probe assembly is rotated around the billet.
The rotary probe unit shown in Fig. 24 can be used to test billets ranging from 75 to 152 mm (3 to 6 in.) square. For other
sizes, the dimensions of the components of the unit must be changed accordingly.
The forward speed of the billet conveyor is between 7.6 and 23 m/min (25 and 75 sfm). The forward speed that can be
used depends on the size of the billet and the length of the flaws that must be detected. The inspection is performed on a
spiral band on the surface of the billet; the pitch of the spiral (and therefore production rate) is determined by the
minimum length of flaw to be detected. Production use in one mill calls for the detection of all flaws 25 mm (1 in.) and
longer, resulting in a speed of 12 m/min (40 sfm) for 102 mm (4 in.) billets and 10 m/min (34 sfm) for 127 mm (5 in.)
billets. At these speeds and with no delays, 41 to 54 Mg/h (45 to 60 ton/h) can be inspected in one machine.
Marking the flaws is done with spray markers that are mounted near and rotate with the search-probe assemblies. One
marker is used per search-probe assembly, and either of the two search probes will activate the marker. With this
arrangement, the marks always lead, by a short distance, the actual longitudinal location where the flaw was detected. The
circumferential position of the flaw is marked exactly, because the spray markers are displaced from the probe centerline
at a distance that is equal to the distance that the faceplate rotates during the reaction time of the marking system.
Calibration of the electronic circuitry is accomplished by moving the entire rotating portion of the machine out of the line
of billet travel. A short test billet is placed into the test position. The probes are rotated while contacting the test billet, and
the signals are recorded. The electronic circuit is then calibrated with simple dial adjustments.
The test billet contains four simulated seams produced by milling slots 0.76 mm (0.030 in.) deep with a 0.15 mm (0.006
in.) wide cutter. The locations of these milled-slot seams are on the flat, before the corner, on the corner, and after the
corner.
Reference cited in this section
2.
L.C. Wong, Test Parameters of Wet Magnetic Particle Inspection of Steel Billets, Mater. Eval., Nov 1988
Nondestructive Inspection of Steel Bar, Wire, and Billets
References
1.
N. Matsubara, H. Yamaguchi, T. Hiroshima, T. Sakamoto, and S. Matsumoto, Nondestructive Testing of
Cold Drawn Wires and Cold Forged Products, Wire J. Int., March 1986
2. L.C. Wong, Test Parameters of Wet Magnetic Particle Inspection of Steel Billets, Mater. Eval., Nov 1988
Nondestructive Inspection of Tubular Products
Introduction
WROUGHT TUBULAR PRODUCTS are nondestructively inspected chiefly by eddy current techniques (including the
magnetic flux leakage technique) and by ultrasonic techniques. In general, the eddy current and magnetic flux leakage
techniques are applied to products not exceeding 1020 mm (40 in.) in diameter or 19 mm ( in.) in wall thickness. On the
other hand, ultrasonic inspection is used on tubes ranging from 3.2 to 2030 mm ( to 80 in.) in diameter and from 0.25 to
64 mm (0.01 to 2 in.) in wall thickness. However, there are many exceptions, and the range of special techniques and
applications associated with each inspection method is large. Most welded and seamless tubular products are
nondestructively inspected by the manufacturer at the mill.

The many uses to which steel tubular products have been applied form a basis for classifying steel tubular products; for
example, the terms casing, tube, and pipe are assigned on the basis of usage, as in water-well casing, oil-well tubing, and
drill pipe. A second classification is based on methods of manufacture. Accordingly, all steel tubular products can be
classified as either welded or seamless. A third classification applicable to special shapes can be considered subordinate
to both of the general classifications above.
The major applications of the nondestructive inspection of tubular products are:
• Detection and evaluation of flaws
• Sorting of mixed stock
• Measurement of dimensions
• Comparative measurement of specific physical and mechanical properties
Of these, the primary application is the detection and evaluation of flaws. Sorting is often an auxiliary application
employed for grade or size verification and can be based on chemical composition, dimensions, physical and mechanical
properties, or other significant variables. A difficulty encountered in sorting arises when variables of little or no interest
affect instrument indications to a greater degree than do the variables of interest. Several applications involving the
measurement of dimensions and physical properties are described in this article. Others, such as the measurement of
coating thickness and the noncontact measurement of wall thickness and variations in diameter, require highly specialized
instrumentation and are discussed elsewhere in this Volume. Additional information on the inspection of pipe and
pipelines, including the examination of field-welded girth welds, is available in the articles "Weldments, Brazed
Assemblies, and Soldered Joints" and "Boilers and Pressure Vessels" in this Volume.
Nondestructive Inspection of Tubular Products
Selection of Inspection Method
The fundamental factors that should be considered in selecting a nondestructive inspection method, and in selecting from
among the commercially available inspection equipment, are the product characteristics, the nature of the flaws,
extraneous variables, rate of inspection, the end effect, mill versus laboratory inspection, specification requirements,
equipment costs, and the operating costs.
Product Characteristics. Among the product characteristics that may affect the choice of inspection method and
equipment are tube or pipe diameter, wall thickness, surface condition, method of fabrication, electrical conductivity,
metallurgical condition, magnetic properties (notably permeability), and degree of magnetization.
Nature of Flaws. Both the nature of flaws and of potential but unallowable deviations from certain specified
dimensions or properties have a bearing on the selection of inspection methods and equipment. The nature of flaws is
often markedly influenced by the method of manufacture. For example, flaws in welded pipe are usually confined to the
vicinity of the weld; therefore, an inspection procedure that is confined to the weld area may be adequate. If the welds are
resistance welds, the most usual flaws are located in the weld plane and are in effect two-dimensional, having length and
width but negligible thickness. On the other hand, if the welds are arc welds, porosity is the most usual flaw. In all welded
tubular products, cracks are the most damaging flaws. In seamless tube, the location of flaws is not restricted, but may
occur anywhere in or on the tube section.
Extraneous Variables. Many of the measurable variables in tubing and pipe are normal to the product and are not
cause for rejection. These extraneous or harmless factors sometimes exert a greater effect on the inspection instrument
than do the flaws that must be detected. For example, variations in magnetic permeability are common in steel and
generate large signals in instruments that are permeability sensitive. However, the signals often are not pertinent to the
test, nor are they cause for rejection. Surface scratches may be cause for rejection in some products and yet may be
acceptable in others. Consequently, the inspection method and instrument selected must ignore or minimize variables that
will not affect the utility of the part in its intended application.

The rate of inspection required is a major factor in the selection of an inspection procedure. When the value of the
part or the hazard associated with its application justifies slow and thorough inspection, the procedure chosen is likely to
be radically different from that selected for a mass-produced, low-cost product used in a noncritical application.
End Effect. In some applications, the only portions of the tube that are genuinely critical in its ultimate application are
the ends. Unfortunately, with many nondestructive testing instruments, specific problems arise when inspection of the
ends is required. End effect is encountered with the eddy current, ultrasonic, and radiographic methods. Consequently,
inspection of the entire tube and the ends may require two different procedures; as a result, production speed is reduced
and the total cost of inspection is correspondingly increased.
Mill Versus Laboratory Inspection. Although laboratory demonstrations of nondestructive inspection techniques
may yield excellent results, subsequent mill performance may be entirely unsatisfactory because of conditions present in
the mill that were not present in the laboratory.
Specification requirements may also affect the choice of inspection method and equipment. When the tubular
product is covered by a flaw-size specification, all tubes with flaws larger than those specified must be rejected. However,
tubes with flaws smaller than the specified rejection level should be accepted. Because many nondestructive inspection
systems do not provide for linear adjustment or are incapable of making the required differentiation, this aspect of
instrument performance must be carefully investigated.
Equipment cost is usually a major factor in the selection of inspection method and equipment. The initial cost of
equipment may occasionally be minor, but in some cases installation may cost over $1 million in basic and related
equipment. The lowest-cost equipment may be for magnetic particle or liquid penetrant inspection; high-cost installations
involve automatic flaw marking, classification of product based on flaw magnitude, computer analysis of results, multiple
sorting levels, and many other convenience factors.
The operating cost of inspection procedures and equipment varies widely. In general, it is inversely proportional to
the cost of the installation. The more expensive installations are usually completely automatic and are incorporated in a
production line whose primary function is something other than inspection. Consequently, inspection adds little to total
operating cost. In contrast, the lower-cost installations usually involve a separate operation and require the services of a
highly trained, skilled operator.
Nondestructive Inspection of Tubular Products
Inspection of Resistance-Welded Steel Tubing
Resistance-Welded Steel Tubing
The diameters of resistance (longitudinal) welded steel tubing range from about 13 to 914 mm ( to 36 in.); wall
thicknesses, from 0.38 to 13 mm (0.015 to 0.5 in.). Tubing of intermediate and smaller diameters is produced on a draw
bench.
Flaws that occur in resistance-welded steel tubing include cold welds, contact marks, cracks, pinholes, and stitching;
these are described below. The terminology used to designate such flaws varies; the terms used in this article are those
adopted by the American Petroleum Institute (API) (Ref 1).
Cold weld is the term widely used to indicate inadequate or brittle bonding with no apparent discontinuity in the
fracture. Cold weld cannot be detected reliably by any nondestructive inspection method currently available.
Contact marks (electrode burns) (Fig. 1a) are intermittent imperfections near the weld line that result from
miniature arcs between the welding electrode and the surface of the tube.
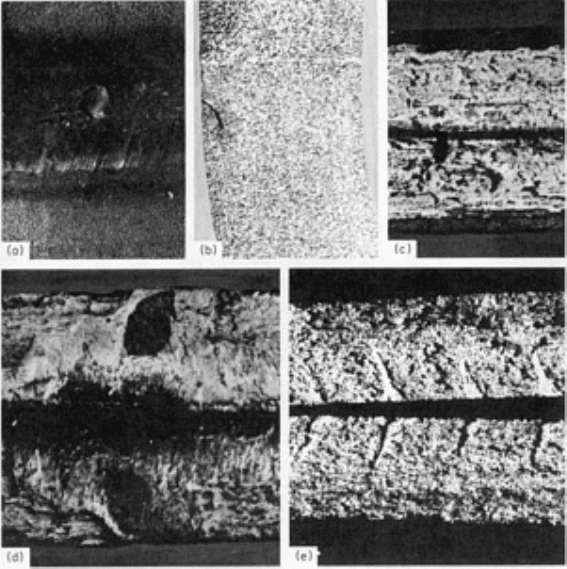
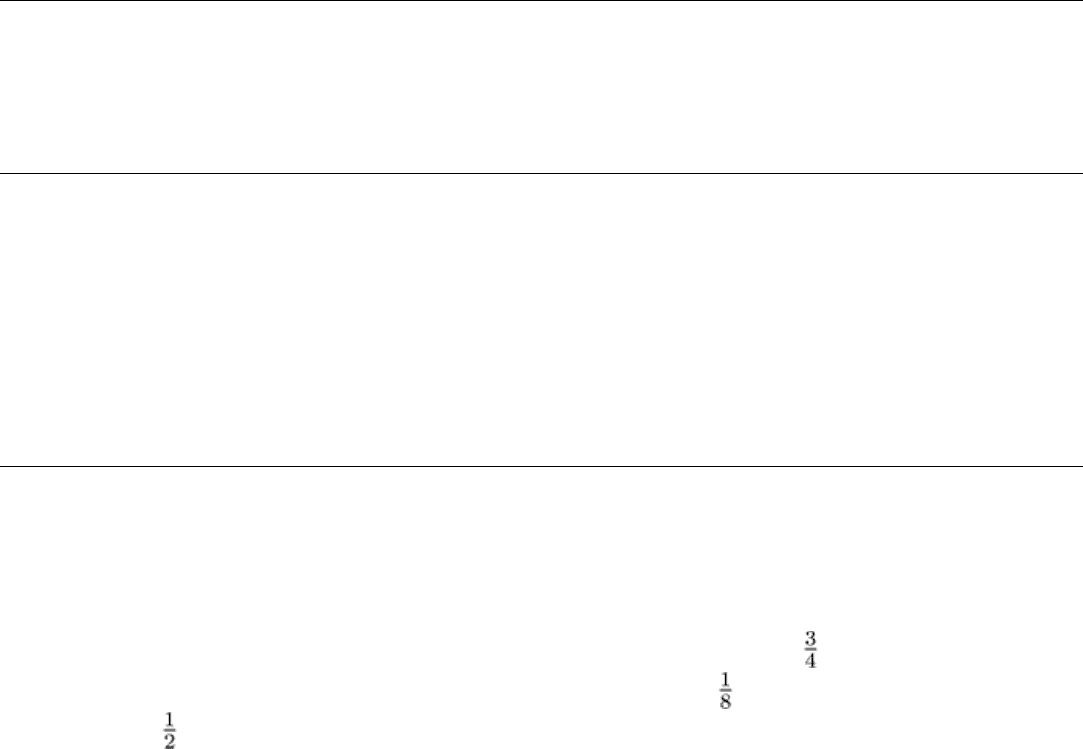
Fig. 1 Typical flaws in resistance-welded steel tubing. (a) Contac
t marks (electrode burns). (b) Hook cracks
(upturned-fiber flaws). (c) Weld-
area crack. (d) Pinhole. (e) Stitching. Views (c), (d), and (e) are mating
fracture surfaces of welds.
Hook cracks (upturned-fiber flaws) (Fig. 1b) are separations within the base metal due to imperfections in the strip
edge, which are parallel to the surface and turn toward the outside or inside surface when the edges are upset during
welding.
Weld-area cracks (Fig. 1c) are any cracks in the weld area not due to upturned fibers.
Pinholes (Fig. 1d) are minute holes located in the weld line.
Stitching (Fig. 1e) comprises a regular pattern of light and dark areas that are visible when the weld is broken in the
weld line. The frequency of variation usually corresponds to weld-current variation. Increased use of ultrahigh-frequency
current for welding has minimized the occurrence of stitching.
The nondestructive inspection of resistance-welded tube can be performed continuously on a welding machine or
on individual lengths at any stage of processing. When performed on a welding machine, test indications can be used to
guide the welding-machine operator in making machine adjustments.
Eddy Current Inspection
In 1929, H.C. Knerr initiated the development of eddy current inspection for Republic Steel Corporation. In 1930, in
conjunction with Knerr, C. Farrow demonstrated the detection of flaws in a brass tube by the phase shift in eddy currents
generated in the tube. In 1931, he demonstrated that the phase-shift concept could be applied to magnetic steel tube,
provided the area being inspected was magnetically saturated (Ref 2). The eddy current inspection method replaced both
hydrostatic and pneumatic pressure testing of resistance-welded tubing because of its superiority in detecting weld
imperfections. Several of these typical weld imperfections are shown in Fig. 2.
Fig. 2
Mating fracture surfaces of pipe or tube welds showing imperfections detectable by eddy current
inspection but not by pressure testing. (a) Unwelded spot (diagonal arrows) and a nonpenetrating pinhole
(horizontal arrows). (b) Unwelded spot
s, probably caused by entrapped foreign matter. (c) Surface crack in
weld
At present, the eddy current methods are probably the most widely used for the inspection of welded steel tubing in
diameters up to 75 mm (3 in.), although these methods are not limited to the smaller diameters. In welded tubing, most
flaws occur in or near the longitudinal-welded seam, and in most cases a test of a narrow band including the seam is
adequate. This makes possible the use of small eddy current probe coils tangent to the seam area, eliminating the diameter
limitation. Tubes with diameters up to 406 mm (16 in.) are currently being inspected in production by this method.
Eddy current inspection is usually on tubing having wall thicknesses less than 3.2 mm ( in.), but successful production
testing has been reported on tubing having wall thicknesses to 13 mm ( in.) (Ref 3). Most eddy current tests use
differential systems and therefore are most sensitive to flaws that involve a marked change in normal electrical
characteristics. If the flaw is of considerable length and of uniform characteristics, it is sometimes necessary to use special
arrangements for its detection. Small probe coils continuously compare the weld zone with the base metal, thus revealing
the existence of the elongated or long flaw.
When inspecting for shallow-cracklike surface flaws 3.2 mm ( in.) or less in depth, relatively close correlation between
crack depth and signal magnitude has been obtained with a single coil arrangement without magnetic saturation (Ref 4).
However, the limited penetration of this arrangement and its need for a surface opening for depth evaluation limit its
usefulness.
The speed of inspection by eddy current methods depends in part on many factors, including the size of the flaw that
must be detected, the discriminating ability of the circuit used, end-inspection requirements, and the speed of response of
the signal circuit. The mathematical relationship of the test-current frequency and linear speed may automatically limit the
size of flaw that can be detected. Speeds of 305 m/min (1000 sfm) have been recorded, but the usual speed is 45 to 90
m/min (150 to 300 sfm).
Weld Twist. When using probe coils in eddy current inspection, the twist in the weld sometimes causes a special
problem. When the weld twists out of the zone of high sensitivity, the effectiveness of flaw detection is markedly