ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Architectural sections, extruded shapes, and other sections
sometimes have to twist on themselves if they are contour
formed through any plane other than the plane of
symmetry. In radial draw forming, this can be done by
permitting the workpiece to rotate axially as the part
follows the twisting contour of the form block. Rotation is
obtained by slightly loosening the lock ring on the body of
the gripper head, allowing the head to rotate about its own
centerline. The following example illustrates the forming
of an angle section by this method.
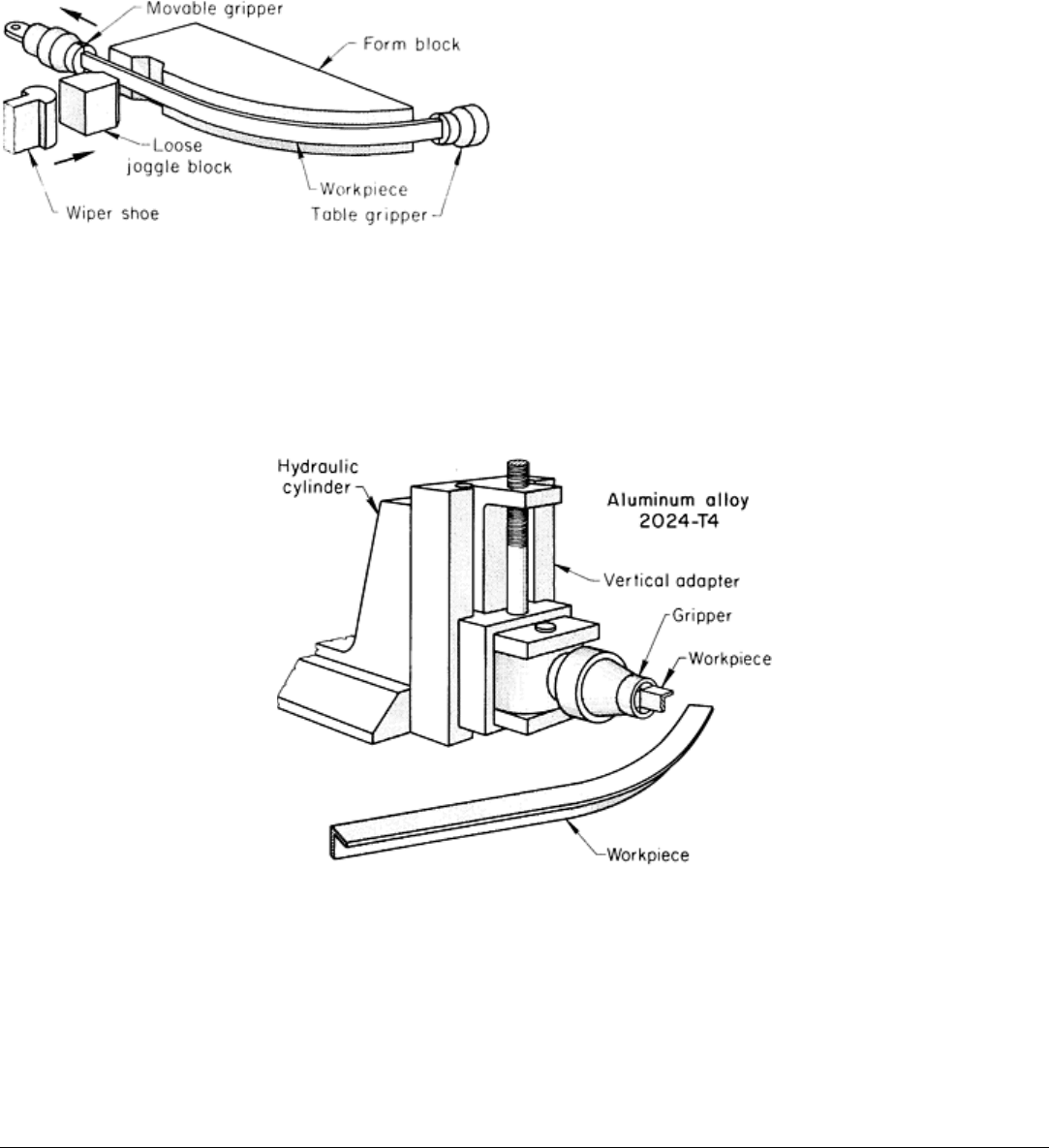
Example 6: Twisting of an Angle
Section During Contour Forming.
An L-shaped section for the gunwale of an air-sea rescue
craft (Fig. 13) had to be twisted as it was radial draw formed. It was made of aluminum alloy 2024-T4. Forming had to be
done in several planes. The locking ring of the gripper was loosened, permitting the head to rotate as the part was formed.
Fig. 13 Gunwale section that was produced from an L-section by a combination
of twisting, stretching, and
forming in several planes
The usual production-lot size was 500 pieces. Parts were formed at the rate of 10 per hour.
Radial draw forming operations on an extruded section and on a sheet are illustrated in the article "Forming of
Aluminum Alloys" in this Volume.
Stretch Forming
Stretch-Forming Machines for Large Parts
Drape-forming machines are designed to be used on relatively small lengths and widths. The stretching and bending of
greater lengths and widths require the increased capacity of stretch-forming machines. Stretch-forming machines bend the
workpiece around the die to elongate the material fibers while simultaneously preventing wrinkles and minimizing
springback.
These machines are available in two basic types:
Fig. 12
Forming a joggle with a loose block and a
wiper shoe after radial draw forming
• Moving jaws only, to stretch the blanks around a stationary form block
• Moving jaws combined with a moving-die (form-block) table
Transverse or longitudinal models and combination transverse-longitudinal models are available. Selection of the
appropriate machine (jaw width, distance between jaws, and force capacity are key specifications) is determined by the
configuration and dimensions of the workpiece.
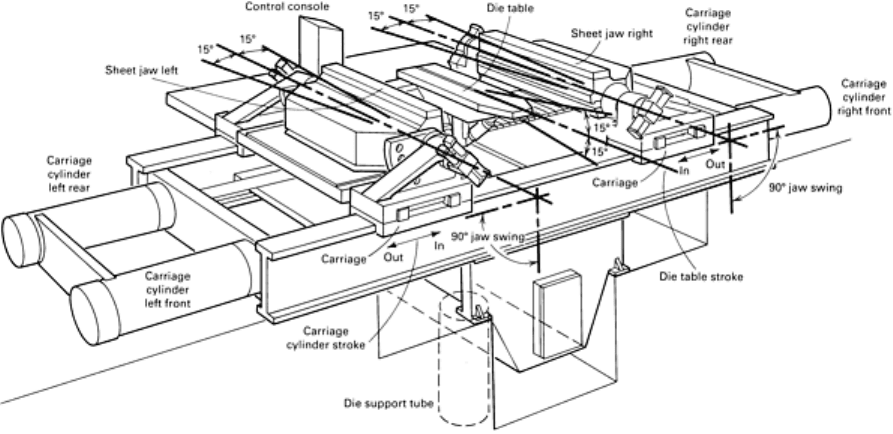
Transverse Machines. The jaws of transverse machines, on which the workpieces are stretched and bent transversely,
must be as long as the workpiece to provide substantial area for gripping. The transverse machine shown in Fig. 14 has a
movable die table that can be tilted 15° above or below the horizontal. The jaws can be swiveled 30° in a horizontal plane
and 90° in a vertical plane so that the direction of stretching can be aligned with the contour of the die. Rated at 6700 kN
(750 tonf), the machine has a 2080 mm (82 in.) stroke, a 25 to 3660 mm (1 to 144 in.) jaw distance, and a 25 to 457
mm/min (1 to 18 in./min) forming speed. This equipment is primarily used for forming large sheets, such as fuselage
skins and the leading edges of airplane wings. Large, cumbersome extrusions, such as wing spars, can be formed by
changing or adapting the jaws.
Fig. 14 Transverse stretch-
forming machine having both movable and tiltable die table and swiveling, movable
jaws
Longitudinal Machines. The longitudinal stretch-forming machine shown in Fig. 15 can be swiveled 90°, but cannot
be raised or lowered. The 2540 mm (100 in.) wide, hydraulically powered, leadscrew-actuated jaws are made in sections
for curvature to various radii. These jaws can be swiveled both horizontally and vertically. Each individual jaw develops a
6700 kN (750 tonf) tensile force, and the jaws in tandem are capable of forming 12 × 2.4 in (40 × 8 ft) sheet metal skins.
The addition of adapter jaws bolted to the standard jaws allows the machine to form long extruded frame members
weighing up to 450 kg (1000 lb).
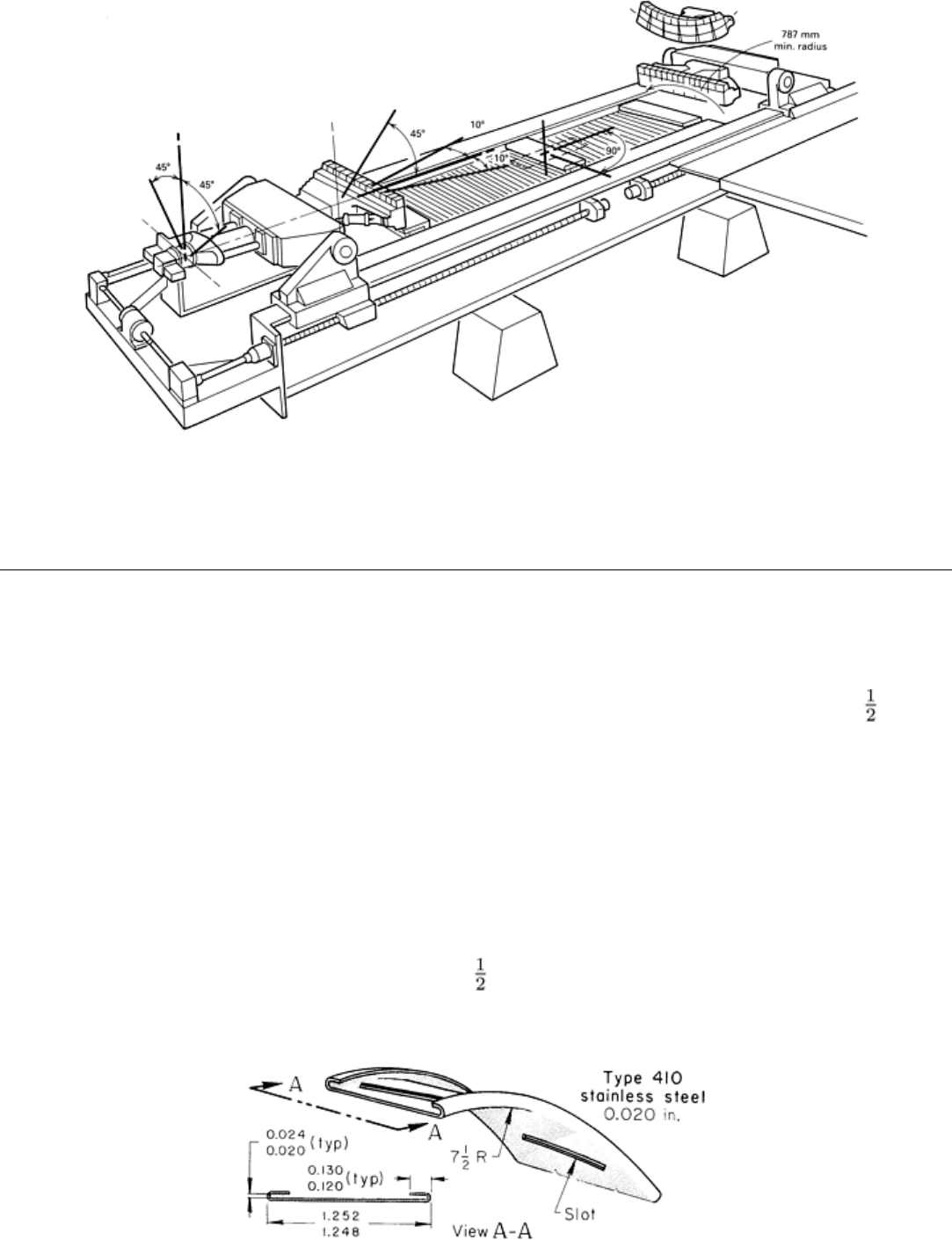
Fig. 15 Longitudinal stretch-forming machine with leadscrew-
actuated jaws that can be curved and swiveled
both horizontally and vertically
Stretch Forming
Accuracy
High-strength alloys, stainless steel, and titanium can be stretch formed to overall tolerances of ±0.25 mm (±0.010 in.) on
workpieces bent to about a 178 mm (7 in.) radius. With springback allowance, bends can be controlled to ± °. Cross-
sectional dimensions have been held to ±0.05 mm (±0.002 in.) by close control of raw material, as in the following
example.
Example 7: Maintaining Close Tolerances on Grooves While Forming a Guide-
Vane Shroud.
Because a cover strip had to slide easily, but without play, into the grooves of a stainless steel guide-vane shroud after the
vanes were assembled, the width of the grooves had to be held within 0.10 mm (0.004 in.), as shown in Fig. 16. Strip was
selected that had thickness variation within ±0.013 mm (±0.005 in.) because of the close groove tolerances that had to be
met. The two U-bends forming the grooves were made in a press brake, and the guide slots were pierced in another
operation. The shrouds were then contoured to a 190 mm (7 in.) radius by stretch forming. The width of the work strip
and the width of the grooves were held within the specified tolerances without using a filler for support.
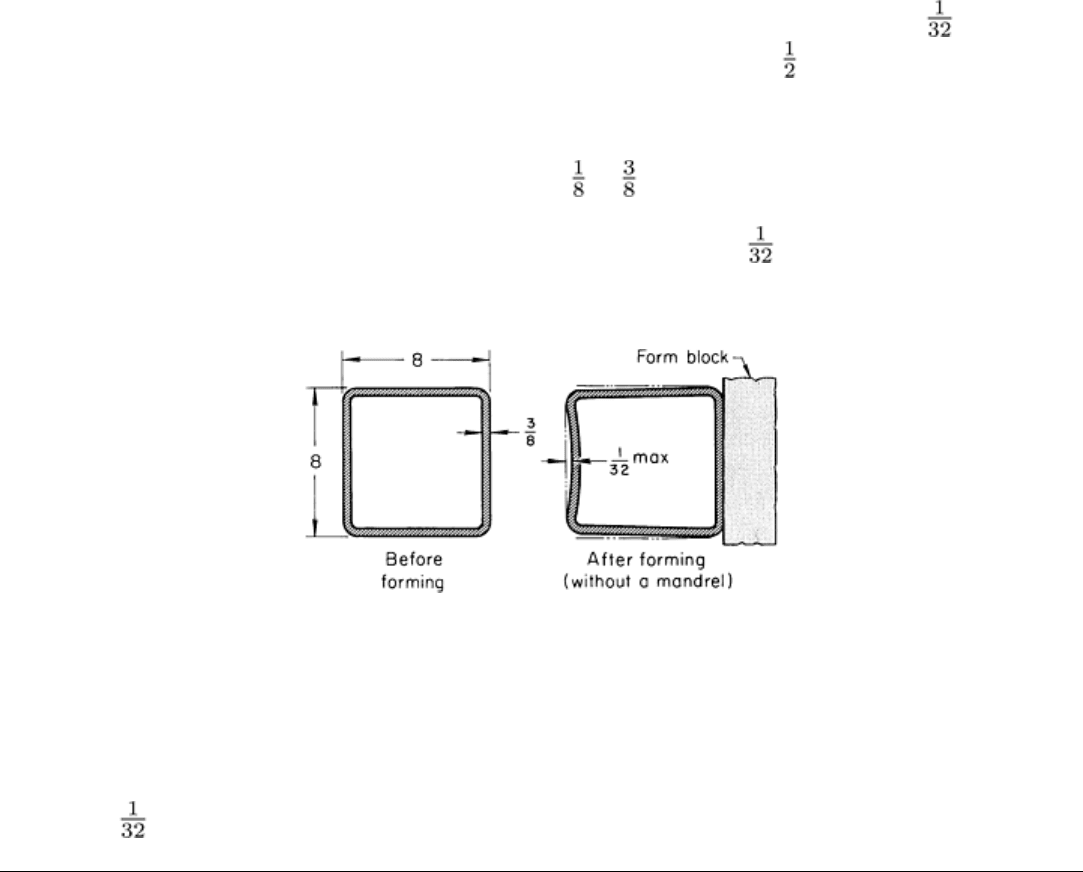
Fig. 16 Guide-
vane shroud that was stretch formed without noticeable distortion to the 0.51/0.61 mm
(0.020/0.024 in.) groove dimension. Dimensions given in inches
The shrouds were produced at a rate of 10 per hour. A typical production run was between 200 and 1000 pieces.
Tolerance Specifications. As shown in the preceding example, it may be necessary to control stock to a small
thickness variation if close tolerances on the workpiece must be met. Ordinarily, it is good practice to allow about 25% of
the finished-part tolerance as the stock thickness tolerance or the tolerance on any preformed dimension that could affect
the accuracy of the stretch-formed dimension. In Example 7, the smallest tolerance was ±0.05 mm (±0.002 in.), and the
stock thickness variation was controlled to ±0.013 mm (±0.0005 in.) (25% of workpiece tolerance).
Titanium is stretch formed both hot and cold (see the article "Forming of Titanium and Titanium Alloys" in this Volume).
In cold stretch forming, shrinkage at right angles to the stretch is ordinarily controlled to ±0.79 mm (± in.) on bends
with 229 mm (9 in.) radii. Angular variation on stretch bends in all materials is held to ± °.
In one plant, large rectangular tubing of copper alloy is stretch formed with a filler or with a flexible mandrel similar to
those described in the article "Bending and Forming of Tubing" in this Volume. Tubes as large as 102 to 203 mm (4 to 8
in.) square and up to 4.9 mm (16 ft) long with 3.2 to 9.5 mm ( to in.) walls can be formed. When mandrels are not
used, distortion appears as concavity in the face away from the form block and some tapering toward the concave face, as
shown in Fig. 17. These tubes are stretch formed to large radii with a ±0.81 mm (± in.) tolerance on the radius of the
bend.
Fig. 17 Typical distortion of square copper alloy tubes in stretch forming. Dimensions given in inches
In the bending of large tubing, the bend is usually so shallow that the elastic limit of the metal is not reached without
gross overbending, unless stretch-forming methods are used. As with conventional methods, overbending leads to
unpredictable results. Tolerances on shallow bends can seem deceptively large. To hold a 3.0 m (10 ft) radius within
±0.79 mm (± in.) in a 10° arc means holding an overall tolerance of more than ±0.13 mm (±0.005 in.).
Stretch Forming
Surface Finish
Little can be done in stretch forming to improve surface finish because tool contact with the surface is incidental.
However, some practices can be implemented to help preserve the original finish:
•
Avoid overstretching. With most materials, 2 to 4% stretch is sufficient to achieve the results desired in
stretch forming. The overstretching of some metals, such as aluminum, simply because they are ductile
is a common mistake. This leads to the appearance of stretcher strains or other surface relief effects
•
Plastic wiper shoes can be used in the compression forming or radial draw forming of aluminum alloys
to avoid marring the surface. With stainless steel workpieces, well-finished plastic wiper
shoes are used
with drawing compounds similar to those used for severe deep drawing
An extra-fine finish is necessary in order to protect the surfaces of aluminum alloys directly in contact with the form
block. Special practices used to preserve the finish include cleaning to eliminate abrasive dust particles, the use of
polyvinyl chloride instead of a lubricant, and the use of special carrier sheets for protection of the surface during forming.
Stretch Forming
Stretch Forming Versus Alternative Methods
The following example compares stretch draw forming with alternative forming or drawing processes for a part
manufactured by an automotive supplier. Stretch forming was competitive for the product considered.
Example 8: Stretch Draw Forming Versus Conventional Drawing.
An automotive plant that produced quarter-pillar lock panels from 0.89 mm (0.035 in.) thick commercial-quality 1008
steel by conventional drawing investigated the relative merits of stretch draw forming for this product. In drawing, an
8900 kN (1000 tonf) double-action press with conventional draw dies produced 525 pairs of panels per hour. In stretch
draw forming, a 7200 kN (800 tonf) 2.74 × 1.52 m (108 × 60 in.), straight-side, single-action mechanical press with 1.22
m (48 in.) long stretch grippers was used. The production rate was the same as that for the conventional press when
automatic loading and unloading were used, and the production cost was less. The process was changed to stretch draw
forming.
In high-production forming, the principal disadvantage of stretch forming is the slowness of the hydraulic units used on
the grippers, unless pumps of excessively high capacity are used. Mechanical units are available that have rapid response.
Stretch Forming
Operating Parameters
Size and configuration of the workpiece, material composition, type of forming operation used, machine and tooling used,
and production requirements are among the variables that influence stretch forming. Operating parameters, such as force
requirements, and the lubricant used must be determined prior to forming.
Force Requirements. The application of excessive tension in stretch forming can cause breakage of the workpiece. On
the other hand, too little tension can result in poor contouring, wrinkling, or springback of the formed part. The force
capacity of the machine required for stretch forming a part can be calculated by:
(Eq 1)
where F is the stretch-forming force (in pounds of force), Y
s
is the yield strength of the material (in pounds per square
inch), UTS is the ultimate tensile strength of the material (in pounds per square inch), and A is the cross-sectional area of
the workpiece (in square inches). To convert from English units (pounds of force) to metric units (newtons), the force in
pounds is multiplied by 4.448.
The estimate of the force required for stretch forming obtained with Eq 1 is generally an average. To compensate for work
hardening, friction, more complex contours, and other variables, the force obtained mathematically should be increased
by an additional 25% for some applications.
Lubrication. In most stretch forming, little or no lubrication is needed, because the movement between the work metal
and the form block is minimal. On sheet steel, residual mill oil is usually sufficient, although some operators spray the
stock with a light lubricating oil as it enters the forming area. Lubricants are sometimes intentionally avoided because
they attract and retain dust particles that could mar the workpiece surface.
In the compression forming of copper alloys, low-carbon steel, and stainless steel, in which a shoe rubs hard against the
part or there is considerable movement against the form block, white lead thinned with SAE 30 engine oil can be brushed
on the workpiece before forming. In some shops, molybdenum disulfide is similarly used on low-carbon steel. Both
lubricants resist heat and pressure and reduce friction. Polyvinyl chloride sheet can be used in place of a lubricant (and to
embed dust particles) in the forming of microwave reflectors.
Spinning
Introduction
SPINNING is a method of forming sheet metal into seamless, axisymmetric shapes by a combination of rotation and
force. On the basis of techniques used, applications, and results obtainable, the method can be divided into two categories:
manual spinning and power spinning. This article will discuss the spinning of sheet; tube spinning is covered in the article
"Tube Spinning" in this Volume.
Manual Spinning
Manual spinning involves no appreciable thinning of the work metal. The operation is accomplished with the use of a
lathe, and it consists of pressing a tool against a circular metal blank that is rotated by the head-stock. The blank is usually
forced over a mandrel of a predetermined shape, but simple shapes can be spun without a mandrel. Various mechanical
devices are used to increase the force that can be applied to the workpiece.
Any metal that is ductile enough to be cold formed by other methods can be spun. Most spinning is done without applying
heat to the workpiece; the metal is sometimes preheated to increase ductility or to allow thicker sections to be spun.
Applicability
Manual spinning is used to form flanges, rolled rims, cups, cones, and double-curved surfaces of revolution (such as
bells). Several typical shapes formed by manual spinning are shown in Fig. 1. Products include light reflectors, tank ends,
covers, housings, shields, and components for musical instruments. Manual spinning is also extensively used for the
production of aircraft and aerospace components, often with mechanical assistance for increased force.
Fig. 1 Typical conical, cylindrical, and dome shapes that can be formed by manual spinning.
The practical maximum thickness of low-carbon steel that can be spun without mechanical assistance is 3.2 mm ( in.).
In this thickness, the diameter can be as great as 1.8 m (72 in.). Diameters can be greater when the sheet steel is thinner,
but the maximum practical diameter is often limited by the availability of equipment. The upper limit of thickness
increases as work metal ductility increases or as strength decreases. For example, the manual spinning of aluminum as
thick as 6.4 mm ( in.) is feasible.
Advantages and Disadvantages
Manual spinning has several advantages over a competitive process such as press forming:
• Tooling costs less, and investment in capital equipment is relatively small
• Setup time is shorter
• Design changes in the workpiece can be made at minimum expense
• Changes in work metal composition or thickness require a minimum of tool changes
The disadvantages of manual spinning include:
• Skilled operators are required, because uniformity of results depends greatly on operator skill
• Manual spinning is usually slower than press forming
• Available force is more likely to be inadequate in manual spinning than in press forming
Equipment
A simple tool and workpiece setup for manual spinning is shown in Fig. 2(a). The mandrel is mounted on the headstock
of a lathe. The circular blank (workpiece) is clamped to the mandrel by the follower block. An antifriction center is used
between the follower and the tailstock spindle, and pressure is applied at the tailstock by means of a screw or by air or
hydraulic pressure, depending on the size and type of lathe. The tool rest and pedestal permit the support pin (fulcrum) to
be moved to various positions by swinging the tool rest and moving the support pin from one hole to another as needed.
Spinning is done by manually applying the friction-type spinning tool as a pry bar.
Figure 2(b) shows a more complex setup for manual
spinning. In this configuration, the spinning tools
(rollers) are mounted in the fork sections of long levers,
and the tool support has a series of holes for the rapid
changing of tool position. The tool is manipulated by
pulling, pushing, or pivoting the two scissorlike handles,
with the roller against the workpiece.
Lathes. Several sizes of standard horizontal spinning
lathes are available that can spin blanks ranging from 6.4
mm to 1.8 m ( to 72 in.) in diameter. Special pit lathes
permit the spinning of blanks as large as 4.9 m (192 in.)
in diameter. Standard lathes can be fitted with special
chucks for making oval parts. Lathes should be equipped
with variable-speed drives to permit quick changes of
speed as judged necessary by the operator.
Mandrels, also known as form blocks or spin blocks,
are usually made of seasoned hard-maple wood. Most
hardwood mandrels are constructed by gluing strips of
25 to 50 mm (1 to 2 in.) thick maple into the main block
to create a cross-laminated structure, then turning the
glued structure to the desired shape. Such mandrels are
stronger and more durable than mandrels turned from a
solid block. Some wooden mandrels are steel reinforced
at the ends and at small radii to ensure maintenance of
radii in the spun workpieces. Sharp corners can be
produced in workpieces by spinning them over mandrels
cornered with steel; but minimum inside radii of 1.6 mm
( in.) are more common than sharp corners, and 3.2
mm ( in.) minimum radii are preferred where possible.
Some mandrels are constructed of alternating wood and
steel plates or rings in order to obtain a more economical
yet durable mandrel. Other materials include fiber
compositions, steel, cast iron, aluminum, magnesium,
and plastic-coated wood. Few mandrels are made
entirely of heavy metals such as steel and cast iron,
except for close-tolerance work. Cored castings of these
metals are then preferred, because of the weight savings.
Solid steel or cast iron mandrels must be statically
balanced, and for use at high speed, they should also be dynamically balanced.
Spinning Tools. Simple spinning tools are usually made by forging carbon or low-alloy tool steels (such as W1 or O1)
to the desired shape, hardening the working ends to about 60 HRC, and polishing them. Several typical shapes are
illustrated in Fig. 3. Tools of shaped aluminum bronze are also satisfactory, especially for the spinning of steel. Hardwood
tools have performed satisfactorily in spinning thin-gage ductile metals.
Fig. 2
Manual spinning using a lathe. (a) Simple setup
using a hand tool applied as a pry bar.
(b) Setup using
scissorlike levers and roller spinning tool.
With the lever arrangement (Fig. 2b), the tools usually
consist of rollers (sometimes called tool rings) mounted in
forks. Most rollers are made of hardened tool steel or of
aluminum bronze.
Manual Spinning Practice
Because of the low tooling cost, manual spinning is
extensively used for prototypes and for production runs of
1000 pieces or fewer. Larger lots can usually be produced at
lower cost by power spinning or press forming.
For example, the part in the middle of the second row in Fig.
1 is a stainless steel cover for a food-processing machine,
produced in one plant at the rate of 100 per year. The parts
were produced satisfactorily by manual spinning with only
two hardwood mandrels, the cost of which was only a
fraction of the tooling cost for the press forming of the same
shape.
Conical parts (such as the shape on the left in the middle row
in Fig. 1) are ideal for spinning because only one tool is
required; drawing in dies would require four or five
operations. Many such cones, depending on their included angle, can be spun in one operation at a moderate production
rate. Therefore, manual spinning is often used for quantities up to medium production (<1000 units). For large-quantity
production, power spinning is generally less expensive than manual spinning.
Control of quality, including freedom from wrinkles and scratches and maintenance of dimensional accuracy, is
largely a function of operator skill. Dimensional tolerances increase as the diameter of the blank increases, as indicated in
Table 1. These tolerances are typical of demands for commercial products and parts for aerospace applications.
Table 1 Typical dimensional tolerances for manual spinning
Tolerance Diameter of blank
Commercial
Aerospace
m in. mm
in. mm in.
Up to 0.305
Up to 12
±0.4
±
±0.20
±0.008
0.33-0.90 13-36 ±0.8
±
±0.38
±0.15
0.94-1.37 37-54 ±1.6
±
±0.51
±0.020
1.4-2.4 55-96 ±3.2
±
±0.76
±0.030
Fig. 3 Typical shapes of working ends of tools
used
for manual spinning. Round nose, tongue, and ball
nose tools are for spinning; the diamond tip is for
trimming.