ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

STRETCH FORMING is the forming of sheet, bars, and rolled or extruded sections over a form block of the required
shape while the workpiece is held in tension. The work metal is often stretched just beyond its yield point (generally 2 to
4% total elongation) to retain permanently the contour of the form block.
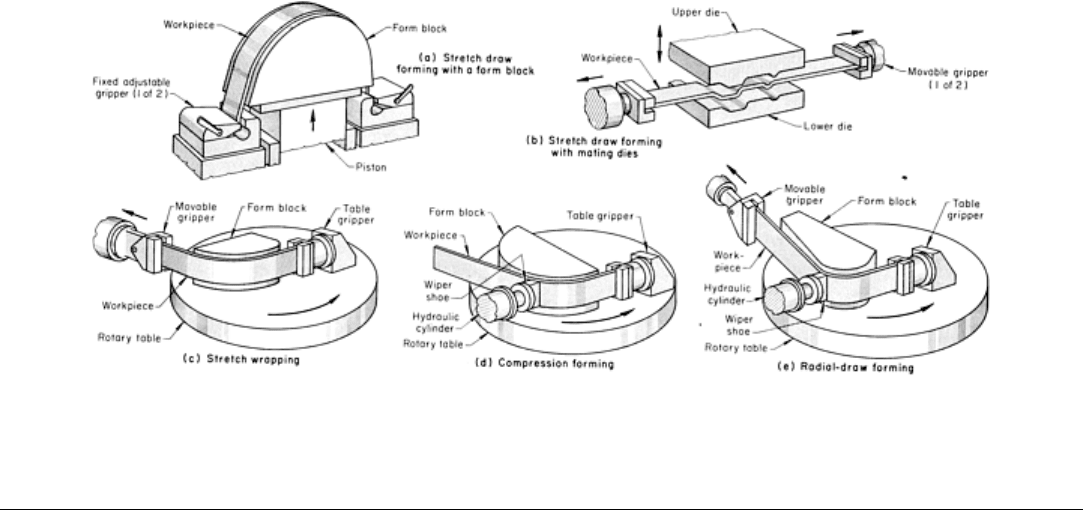
The four methods of stretch forming are:
• Stretch draw forming (Fig. 1a and b)
• Stretch wrapping, also called rotary stretch forming (Fig. 1c)
• Compression forming (Fig. 1d)
• Radial draw forming (Fig. 1e)
These methods are discussed separately in subsequent sections of this article.
Fig. 1 Fundamentals of the techniques involved in the four methods of stretch forming
Stretch Forming
Applicability
Almost any shape that can be produced by other sheet-forming methods can be produced by stretch forming. Drawn
shapes that involve metal flow, particularly straight cylindrical shells, and details that result from such compression
operations as coining and embossing cannot be made. However, some embossing is done by the mating-die method of
stretch draw forming (Fig. 1b).
Stretch forming is used to form aerospace parts from steel, nickel, aluminum, and titanium alloys and other heat-resistant
and refractory metals. Some of these parts are difficult or impossible to form by other methods--for example, the titanium
alloy gas-turbine ring shown in Fig. 2. The procedure for making such a ring is described in Example 5 in this article.
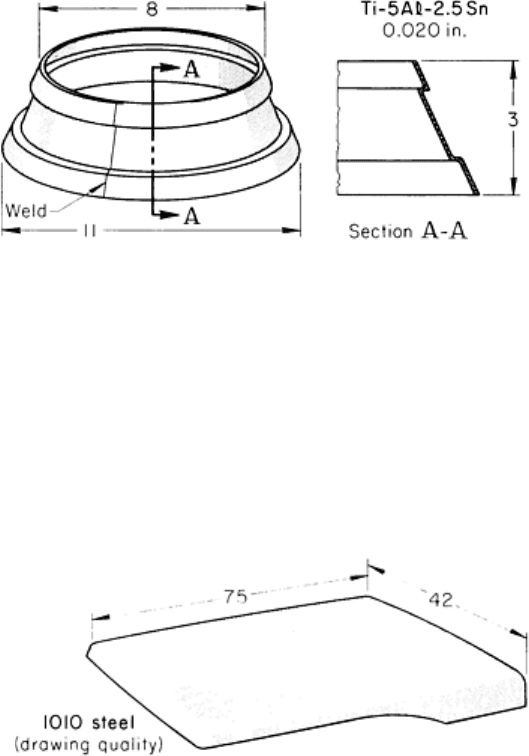
Fig. 2 Titanium alloy gas-turbine ring that was produced by compression forming. Dimensions given in inches
Stretch forming is also used to shape automotive body panels, both inner and outer, and frame members that could be
formed by other processes but at higher cost. An example is the automobile roof shown in Fig. 3, which was stretch draw
formed using a blank that weighed 2.9 kg (6.4 lb) less than would have been needed for a conventional press-forming
process. Architectural shapes and aerospace forms that call for compound curves, reverse bends, twists, and bends in two
or more planes are also produced by stretch forming.
Fig. 3 Stretch draw formed automobile roof. Dimensions given in inches
Advantages. Stretch forming has the following advantages over conventional press-forming methods:
• About 70% less force is needed than that required for conventional press forming
• Stretch forming can reduce ma
terial costs by as much as 15%. Although allowance must be made on the
stock for gripping, it is gripped on two ends only. The allowance for trimming is usually less than that in
conventional press forming
• Because stretch forming is done on the entire are
a of the workpiece, there is little likelihood of buckles
and wrinkles. Tensile strength is increased uniformly by about 10%
• Hardness is increased by approximately 2%
• Springback is greatly reduced. There is some springback, but it is easily controlled by overforming
• Residual stresses are low in stretch-formed parts
• Form blocks are made of inexpensive materials, such as wood, plastic, cast iron, or low-
carbon steel,
and are about one-third the cost of conventional forming dies. If the workpiece is formed
hot, the dies
must be able to withstand the forming temperature.
However, most stretch forming is done at room
temperature
•
Changeover is simple. Only one form block and two sets of grippers are involved. To make the same
part from a different metal or an
other stock thickness, the same form block and grippers are used, but
the tension of the stretch mechanism is adjusted
Limitations. Stretch forming is subject to the following limitations:
• It is seldom suited to progressive or transfer operations
• It is
limited in its ability to form sharp contours and reentrant angles. It is at its best in forming shallow
or nearly flat contours
•
If the piece is not pinched between mating dies, there is no opportunity to coin out or iron out slight
irregularities in the surface of the metal
•
In some applications, especially in stretch wrapping, the process is slower than competitive processes,
and it is not suited to high-
volume production. However, stretch draw forming with mating dies can be
done as rapidly and automat
ically as conventional press operations. In fact, punch presses are used with
dies incorporating draw beads or other means of gripping the blank in order to perform some stretch-
forming operations
• Metals with yield strength and tensile strength very nearl
y the same, such as titanium, necessitate the
use of automatic equipment for determining the amount of strain for uniform results
•
Optimal results are achieved with rectangular blanks. The aircraft industry uses trapezoidal blanks, but
gives greater attention to each piece than is warranted in high-volume production
• Deep forming in the direction of the free edges is not practical
Stretch Forming
Machines and Accessories
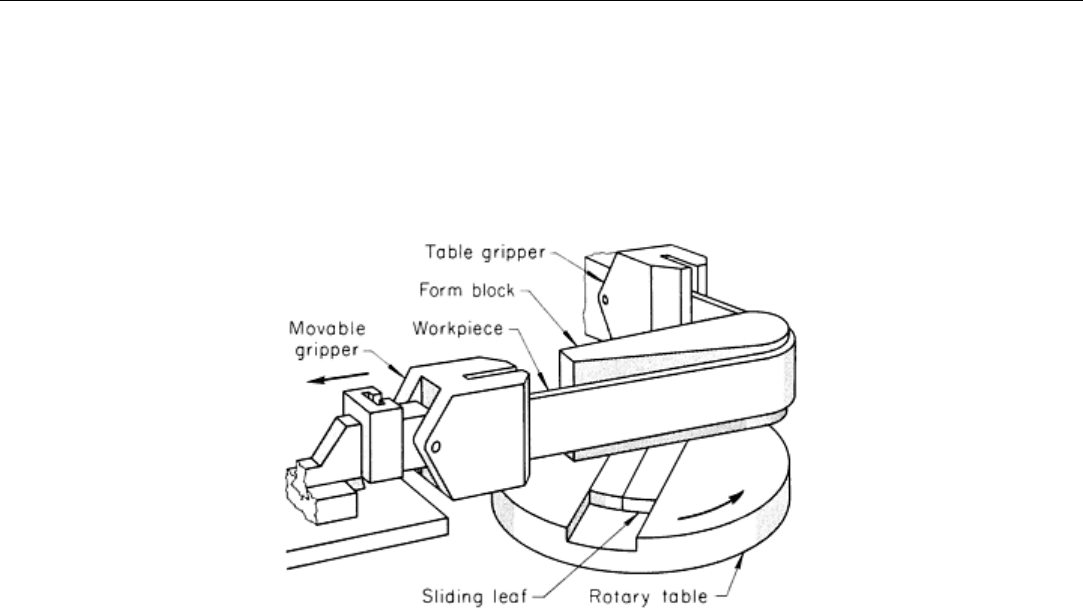
Stretch wrapping, compression forming, and radial draw forming use rotary tables (some with sliding leaves) for
mounting the form blocks, a ram gripping and tensioning or wiping device, and a mechanically or hydraulically actuated
table gripper (Fig. 4). Machines used for these operations have capacities to 8900 kN (1000 tonf).
Fig. 4 Stretch-forming machine with rotary table and sliding center leaf
Stretch draw forming is done in three types of machines. In one type, the form block mounted on a hydraulic cylinder is
pushed into the blank, which is held in tension by a pair of pivoting grippers. In another type, the form block is fixed to
the table, and the blank is drawn around it by a pair of grippers actuated by slides or a hydraulic cylinder. The third type
of machine is a single-action hydraulic press equipped with a means of closing and moving a pair of grippers (see Fig. 7);
a mating die is used instead of a form block. The hydraulic presses ordinarily used in stretch draw forming have capacities
of 1800 to 7100 kN (200 to 800 tonf).
Accessory Equipment. Grippers and wiping shoes or rollers are made to conform to the rolled or extruded shape that
is to be stretch formed. Jaws used for gripping sheet in stretch draw forming can be segmented or contoured to apply
equal stretch to all parts of the sheet as it is formed.
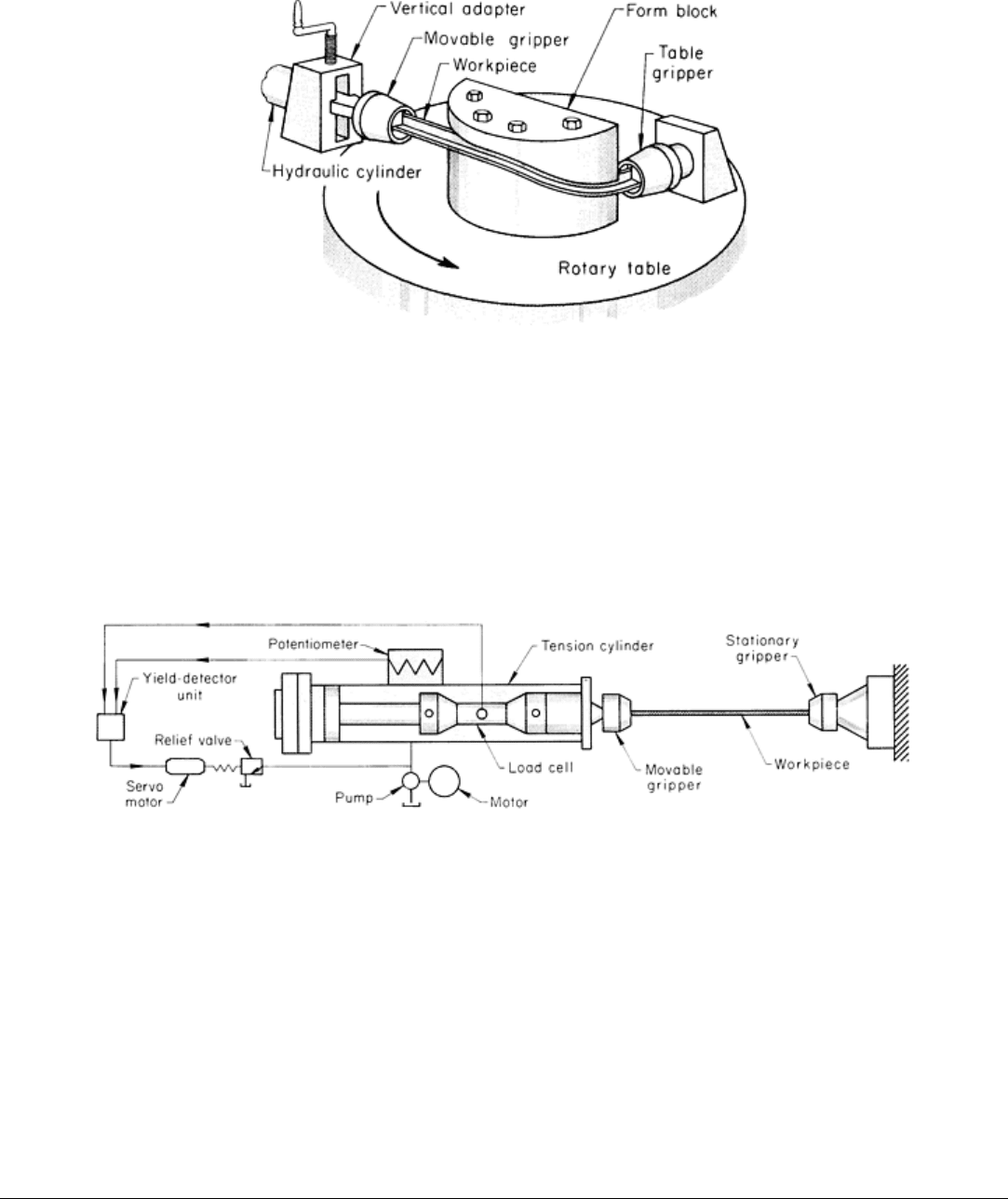
The vertical adapter shown in Fig. 5 is used with a rotary table; it is fastened to the hydraulic cylinder used for applying
tension to the blank. The adapter allows wiper shoes, rollers, and grippers to move up or down as needed in order to
accommodate work with bends in two or more planes. Lead screws or hydraulic cylinders position the grippers or wiping
devices at the correct position for the forming operation (see Examples 5 and 6).
Fig. 5 Use of a vertical adapter on the tension unit to accommodate work with bends in two or more planes
A yield detector and tension-control device (Fig. 6) provide a means of automatically applying the same amount of stress
to every workpiece in a production lot. This is important with metals (for example, titanium) that have yield strength and
tensile strength too close for ordinary control of tension for stretch forming (see the article "Forming of Titanium and
Titanium Alloys" in this Volume). With this type of control, scrap in the stretch forming of titanium can be reduced to
2%.
Fig. 6 Components and signal-flow diagram of an automatic tension-control system used in stretch forming
The tension control uses two inputs in a null system for its output signal. One input comes from a load cell that gives a
signal proportional to the stretch force on the workpiece. The other signal comes from a potentiometer that measures the
elongation of the workpiece. As long as the signals are proportional, the metal is not stretched beyond its yield point, and
the two inputs balance. When the yield point is reached, the input from the load cell stops increasing or increases at a
much lower rate, while the potentiometer input continues to rise. This upsets the null balance, and an output signal is
given, which can be interpreted as percentage of strain beyond the yield point.
Table restretch units are small short-stroke hydraulic cylinders and clamps that can be bolted to the rotary table to give a
final stretch set to workpieces that need to be stretched from both ends or restretched after heat treatment. The capacity of
a table restretch unit is usually equal to that of the main tensioning gripper.
Stretch Forming
Stretch Draw Forming
Stretch draw forming is done with either a form block or a mating die.
The Form-Block Method. Bars and structural shapes, although usually radial draw formed, can be stretch draw
formed by the form-block method. Also known as drape forming, the form-block method uses either a fixed or a moving
form block. A fixed form block is attached to the machine base. Each end of the blank is held by a gripper attached to a
hydraulic cylinder. The grippers move to stretch the blank over the form block. Alternatively, the moving form block is
attached to a hydraulic piston. A blank is held by grippers while tension is applied to it, and the form block then moves to
form the part, as shown in Fig. 1(a).
The mating-die method uses a two-piece die mounted in a single-action hydraulic press (Fig. 7). This method
combines the advantages of stretch forming and conventional press forming. The stretch forming sets the contours of
moderately formed workpieces, and the press forming gives definition to sharply formed contours, such as beads or
feature lines on automobile body parts.
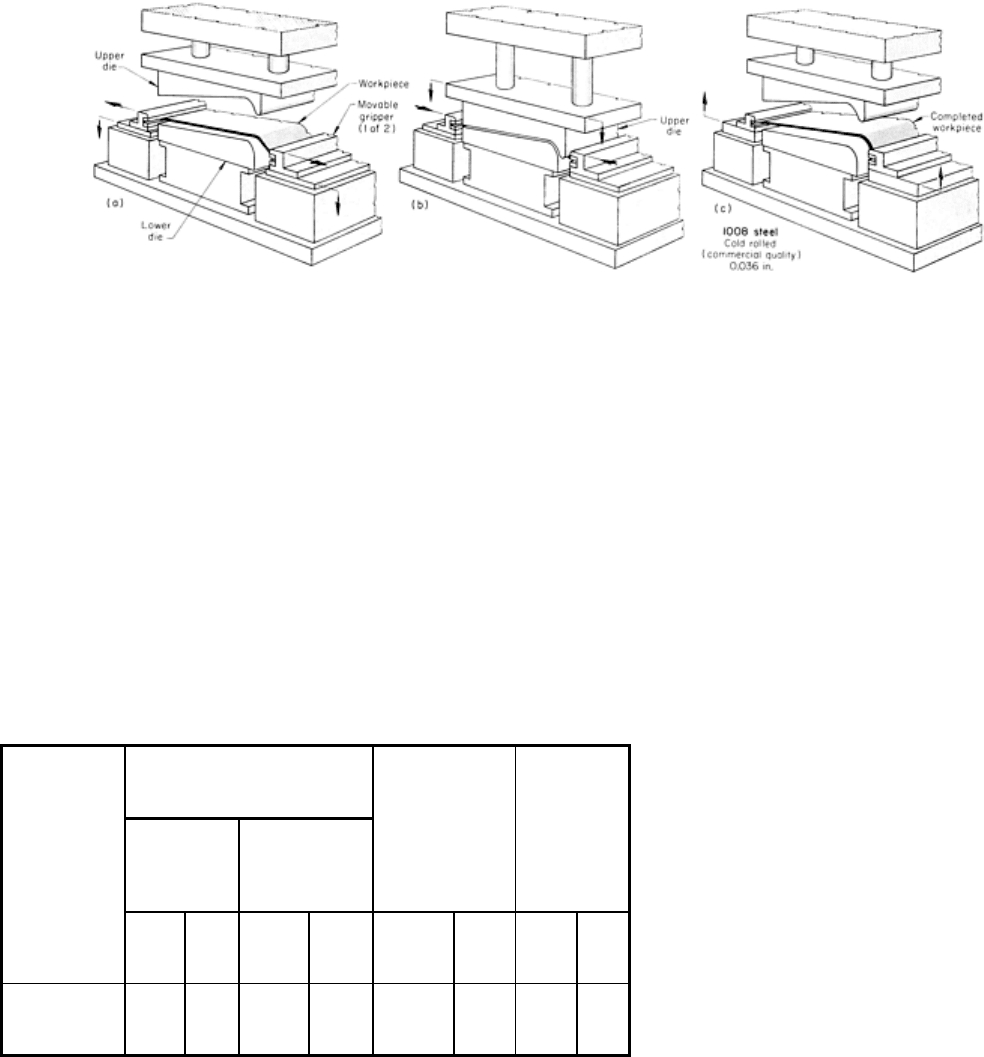
Fig. 7 Production of an automobile rear-deck lid in a stretch draw forming press. (a) Sheet metal b
lank is
tensioned by grippers moving apart. Grippers move down, stretching the workpiece over the lower die. (b)
Upper die descends onto the workpiece, pressing the metal into both dies to form the part. (c) After forming,
the press opens, and the part is released from the grippers.
Grippers preform the blank over the lower die to the curvature of the part (Fig. 7a). There is very little metal flow; the
stretching action and the die form the general outline of the part. The upper die then descends to produce the details and to
set the contours (Fig. 7b).
Automatic material-handling equipment can be adapted to the machine for production runs. Production rates are
comparable to those obtainable for drawing in conventional single- and double-action presses. Stretch draw press tooling
for large parts, such as automobile roof panels, weighs only one-third that for a conventional double-action press, as
indicated in Table 1.
Table 1 Comparison of conventional and stretch presses
Capacity
Punch Gripper
(blankholder)
Tooling weight
Press height
Press
kN tonf
kN tonf kg tons mm
in.
Conventional
8000
900 5300 600 20,000 22 7320
288
Stretch 2200
250 760 85 6300 7 5100
200
Exposed parts, such as automobile outer body panels, frequently have a maximum surface roughness specification of 1.1
m (45 in.), and stretcher strain marks and other defects, which are still noticeable after painting, must be prevented.
One method of avoiding strain marks is the use of segmented or curved grippers, which equalize the amount of stretching.
The following example describes the production of a rear-deck lid by stretch draw forming with a mating die.
Example 1: Stretch Draw Forming of an Automobile Rear-Deck Lid.
Automobile rear-deck lids were produced in a stretch draw press using mating dies, as shown in Fig. 7. The blanks were
commercial-quality cold-rolled 1008 steel 0.91 mm (0.036 in.) thick, 1450 mm (57 in.) wide, and 1600 mm (63 in.) long.
Residual mill oil was the only lubricant. The production rate was 360 pieces per hour, and annual production was 400,000
deck lids.
Tension was applied to the sheet by the grippers as they moved apart. (Generally, hydraulic cylinders are used to apply
the force in this operation.) The tensioned sheet (still held by the grippers) was then lowered to stretch over the lower die.
Finally, the upper die was lowered, pressing the sheet into both dies to form the lid.
The cycle time was 7 s. The finished parts showed uniformly good quality without wrinkles or buckles. Approximately
0.9 kg (2 lb) more sheet steel would have been needed to produce this part in a conventional double-action press.
Lancing. If stretch drawing is used to form severe contours, the stretch limits of the metal may be exceeded in the zones
of deep forming, resulting in fracture of the metal. This can be avoided by lancing the metal in areas to be discarded later
so that the metal can flow in the severely formed zones. Single-operation production of a truck-cab roof having a
combination of gradual curves and sharp contours is described in the following example.
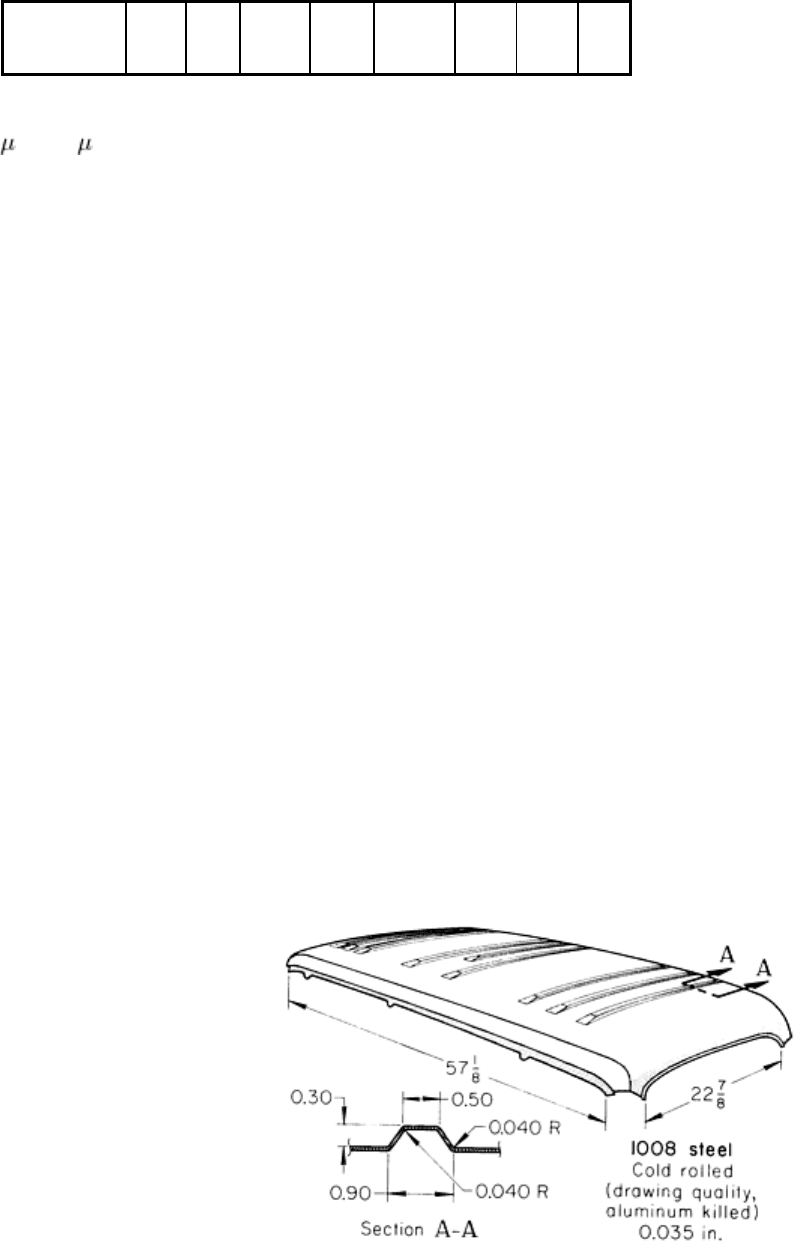
Example 2: Stretch Draw Forming of a Truck-Cab Roof With Reinforcing Beads.
By using stretch draw forming with mating dies, the truck-cab roof panel shown in Fig. 8 was produced in one operation.
Panels were formed from cold-rolled drawing-quality aluminum-killed 1008 steel. The blanks were 1520 × 813 × 0.89
mm (60 × 32 × 0.035 in.).
Fig. 8 Beaded truck-cap roof that was stretch draw formed with mating dies. Dimensions given in inches
With automatic material-handling equipment to load and unload the machine, the production rate was 100 to 150 pieces
per hour. Annual production was 25,000 pieces.
The forming dies were of cast iron, with flame-hardened surfaces where severe forming occurred. Design changes that
would make the dies obsolete were not expected for 4 or 5 years. Radii on the roof beads were 1.0 mm (0.040 in.).
Other examples of stretch draw forming using the mating-die and form-block methods are described in the article
"Forming of Aluminum Alloys" in this Volume.
Stretch Forming
Stretch Wrapping
In stretch wrapping, just enough tension is applied to one end of a workpiece to exceed the yield strength of the material,
while the form block revolves into the workpiece with the turning of the table, as shown in Fig. 1(c). The other end of the
workpiece is held in a table gripper or clamped to the end of the form block. The hydraulic cylinder applying tension to
the workpiece is free to swivel so that the tension is always tangential to the last point of contact. Thus, the work metal
wraps in tension around the form block without the scuffing or friction that occurs with other forming methods. The result
is an accurately formed piece with little springback; therefore, form blocks can be made to accurate size.
Because there is no scuffing, form blocks can be made of soft metal, wood, or plastic, although common die materials
such as cast iron are often used. Form blocks made of hardwood, masonite, and epoxy have also been used. The contour
of the form block can vary throughout the bend, and the workpiece will follow it accurately if there are no concave
surfaces on the form block.
Form blocks for the stretch wrapping of rolled and extruded sections are machined to the shape of the section as well as
the contour of the finished part. Thus, the shaped form block supports the section during forming. Additional support is
sometimes needed for open or hollow sections. A segmented filler, a filler made of low-melting alloy, or a strip of easy-
to-form metal can provide this support. Return bends can be made by using additional form blocks on sliding leaves of the
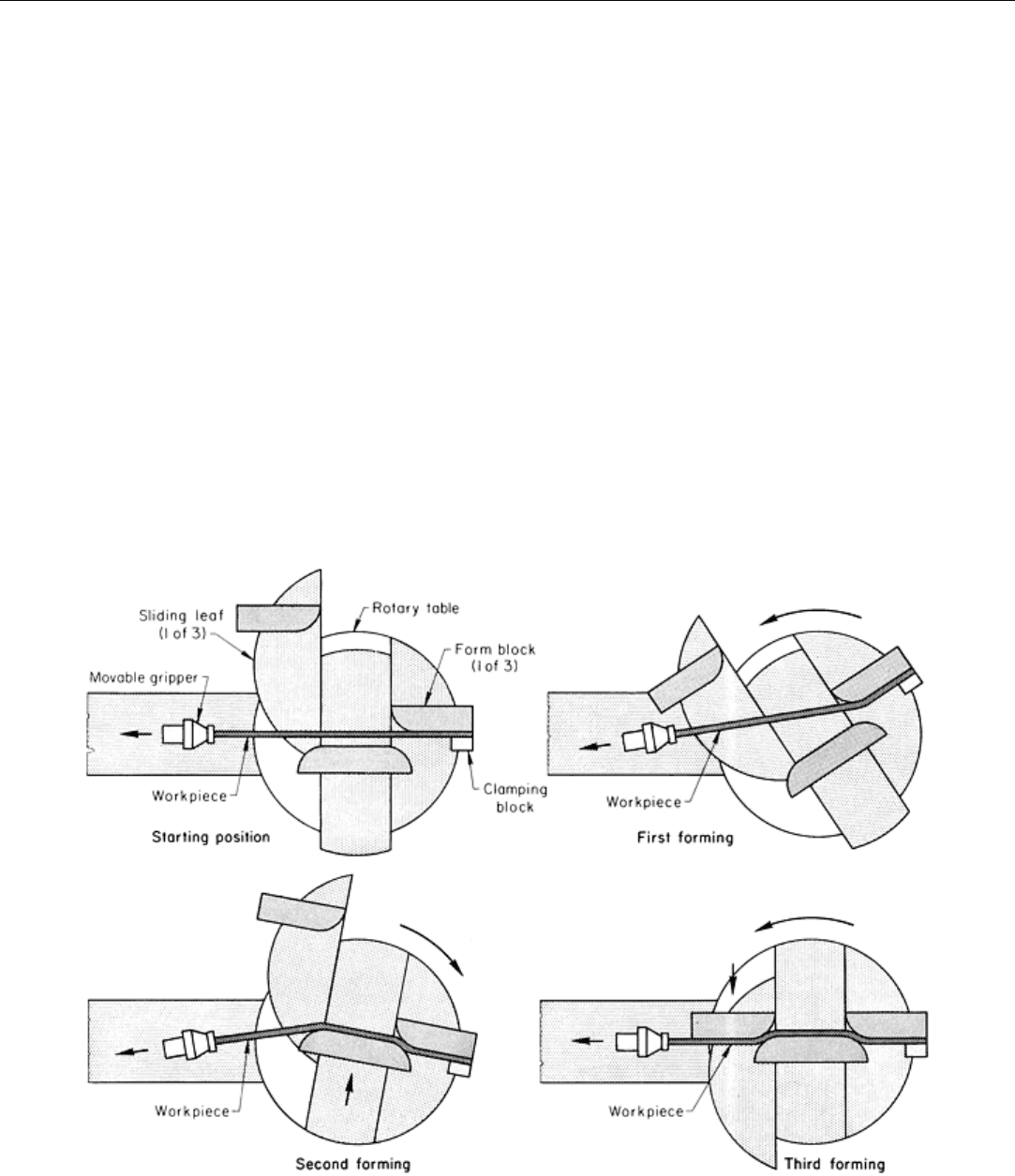
turntable and by reversing the table direction to produce the part, as shown in Fig. 9.
Fig. 9 Stretch wrapping of a part around three form blocks to make two reverse bends

Machines for stretch wrapping consist basically of a variable-speed power-driven rotary table and a double-action
pressure-controlled hydraulic cylinder. The form block is bolted to the table. Grippers are connected to the hydraulic
cylinder so that tension can be applied to the workpiece, as in Fig. 1(c). The fabrication of a typical part by stretch
wrapping is described in the following example.
Example 3: Forming of an Aircraft Leading-Edge Wing Panel by Stretch
Wrapping.
A corrugated leading-edge wing panel of aluminum alloy 6061-O was stretch wrapped in a stretch-forming machine with
a vertical-axis turntable. The sheet, with corrugations in the direction of airflow, was gripped at each end with grippers
shaped to fit the corrugations. The tension applied was slightly above the yield strength of the work metal. The form
block, bolted to the turntable, rotated slowly into the workpiece, causing it to form smoothly into the shape of the wing
without flattening the corrugations. While the form block was moving in the sheet, the hydraulically restrained gripper
maintained tension slightly above the yield point. The form block was made to the required final shape without allowance
for springback because only a small amount of springback occurred.
Stretch Forming
Compression Forming
In compression forming, the workpiece is pressed against the rotating form block instead of being wrapped around it. The
process is typically used for maintaining or controlling workpiece cross-sectional dimensions throughout the contour, for
bending to radii small enough to exceed the elongation limits of the metal if formed by stretch wrapping, and for bending
sections too heavy for the capacity of the available stretch wrap machinery.
Compression forming can generally be done in the same machine as stretch wrapping, but the hydraulic cylinder is used
to apply pressure instead of tension to the workpiece. The cylinder is locked in place to keep it from swiveling, and the
ram head is furnished with a roller or a shoe to press the workpiece against the form block. A clamp or table gripper holds
the end of the workpiece against the form block, and as the table rotates, the shoe or roller on the hydraulic cylinder
presses the workpiece into the contour of the block, as shown in Fig. 1(d).
Compression forming can often make bends to a smaller radius than stretch wrapping in a part that has a deep cross
section. If the same bend were produced by stretch wrapping, fracturing or overstressing of the outer fibers would result.
The total load needed to form large-section pieces, such as crossrails and bumpers, can be as little as 2% of that needed to
form them in a punch press. The total energy applied to the workpiece would of course be the same (neglecting
efficiency); the smaller compression-forming force is applied for a longer period of time. The wiping shoe or roller can
hold the cross-sectional size and shape to close tolerance throughout the contour. Parts that are too heavy in cross section
for stretch wrapping can often be compression formed.
Blanks for stretch forming are usually made longer than the finished part so that the surface damaged by the gripper jaws
can be trimmed off. However, end details, locating surfaces, and other considerations occasionally necessitate the use of a
blank cut to the length of the finished part, and dimensional tolerances still must be met, as in the following example.
Example 4: Use of an Adjustable Form Block to Compression Form a Developed
Blank.
Because both ends of the piece shown in Fig. 10 had previously produced details, the part could not be trimmed after
forming. Instead of a table gripper or clamp, the blank was fastened to the form block by bolts through two 21 mm (
in.) diam holes pierced in one end. The blank was cut slightly shorter than the required length because the length
increased from 3.602 to 3.613 m (141.81 to 142.25 in.) during forming.
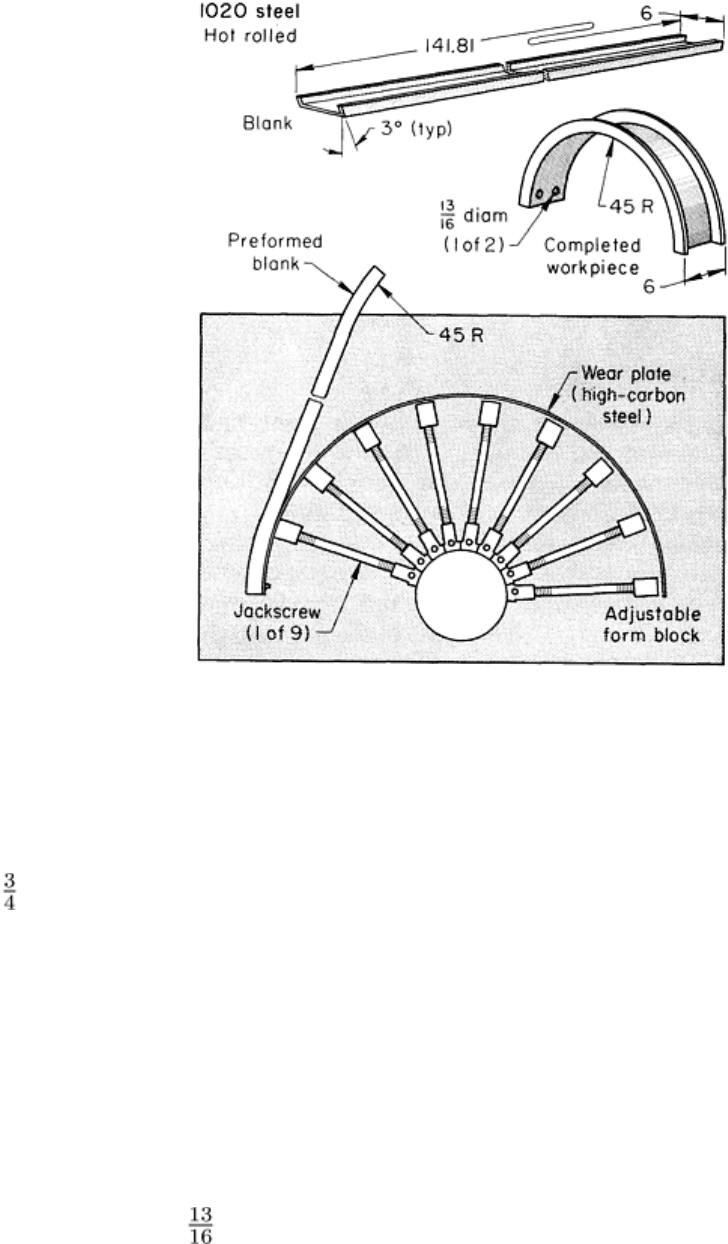
Fig. 10
Steel channel that was compression formed without trim allowance using an adjustable form block.
Dimensions given in inches
The 1020 steel structural shape that was being compression formed had considerable springback, which varied with each
heat of steel. To obtain uniform results, the form block was made adjustable. As shown in Fig. 10, the wear plate, made of
19 mm ( in.) thick by 203 mm (8 in.) wide high-carbon steel, was backed up with jackscrews that could be adjusted to
change the effective radius. One end of the wear plate was fastened to the base plate, and the other end was free to move
in and out of any position, supported by the jackscrews. When a new lot of steel was delivered, an experimental piece was
run to determine springback, and the jackscrews were adjusted accordingly.
The work material was a hot-rolled channel 152 mm (6 in.) wide, weighing 15.6 kg/m (10.5 lb/ft), approximating a 1020
steel in composition. The piece was compression formed on a radial draw former into a half circle with a 1145 mm (45
in.) radius. The two holes in the end of the piece were used to connect this section with a fishplate on one end of a mating
piece to form an assembled ring. The sequence of operations was as follows:
• Saw ends with a 3° bevel to developed length (3.602 m, or 141.81 in.)
• Deburr
• Pierce two 21 mm ( in.) diam holes
• Form both ends to 1145 mm (45 in.) radius for 152 to 203 mm (6 to 8 in.) of length on a press brake
•
Bolt the workpiece to the form block by the two pierced holes. Compression form to 1145 mm (45 in.)
radius
• Galvanize after forming
• Flatten as necessary (galvanizing sometimes causes warpage)
A straight mineral oil was used as the lubricant. The overall tolerance on the formed curve was 1.5 mm (0.060 in.) total
indicator reading.
Production time was 3 min per piece with two operators, and setup time was 1 h. The production-lot size was 250 pieces.
Two-plane curvature. When a part must have curvature in two or more planes, a vertical adapter, either hydraulic
powered or screw actuated, is used to permit the ram gripper to move up and down as the work requires. Thus, the work
material can be fed into a spiral or other form involving rising and failing curvatures. In the following example, a vertical
adapter with a wiper shoe was used to form a low-angle helix that was later welded into a ring.
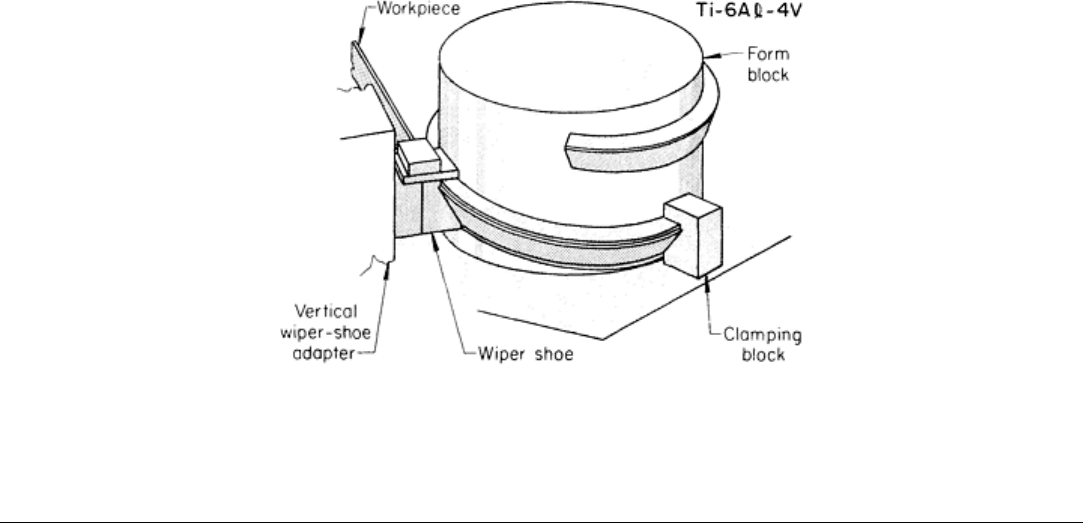
Example 5: Producing a Ring From a Helix to Counteract Springback.
Because springback in the forming of a titanium alloy engine ring made it difficult to weld the workpiece into a true circle
after forming, the stock was compression formed into a low-angle helix by using a vertical adapter with a wiper shoe. The
form block was smaller in diameter than the finished ring, and when the workpiece was removed from the form block,
springback was just sufficient to permit welding into a true ring. The setup used for forming the ring is shown in Fig. 11.
Fig. 11 Use of a vertical wiper-
shoe adapter to form a helical shape. After forming, springback of the titanium
alloy used brought the formed piece into a circular shape, which could be welded into a ring.
Stretch Forming
Radial Draw Forming
Radial draw forming is a combination of stretch wrapping and compression forming, as shown in Fig. 1(e). As in stretch
wrapping, one end of the workpiece is gripped by stationary jaws attached to the rotary table. The other end is gripped by
jaws on the hydraulic cylinder. The cylinder exerts tension on the workpiece as the form block on the rotary table
revolves into it. A second hydraulic unit, fitted with a wiper shoe or roller, presses the workpiece into the contour of the
form block at the point of tangency. The hydraulic unit applying the compression force can be moved as necessary to
keep the wiper shoe in contact with the workpiece. On large machines, an operator sometimes rides a platform on the
second unit to observe the point of contact.
Joggles in rolled or extruded sections can be formed after the part has been radial draw formed, without removing the part
from the form block. When contour forming is completed, the part is held in tension while the compression unit is
repositioned, and the joggle is formed by the wiper shoe. The wiper shoe is sometimes used to apply pressure to a loose
joggle block (Fig. 12) if the wiper shoe will not provide the correct shape for the joggle. In either case, the shape of the
joggle is also machined into the form block. The vertical adapter shown in Fig. 5 can be used in the radial draw forming
of bends in two or more vertical planes.