Журнал - Вісник Донбаської державної машинобудівної академії 2010 №1 (6Е)
Подождите немного. Документ загружается.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
140
к диаметру заготовки
Ddо
и относительной высоты заготовки H/D. Эти параметры влияют
на НДС и количество затекания металла в отверстие плиты. В работе [5] установлено, что
наибольшее затекание металла в отросток достигается при осадке относительно низких заго-
товок с H/D < 1,0 и диаметром отверстия кольца Ddо > 0,6, но количественная оценка де-
формированного состояния еще не дана.
Целью работы является исследование влияния формы инструмента и геометрии ис-
ходной заготовки на НДС в процессе осадки плитами с отверстиями, для применения данной
схемы деформирования для ковки ступенчатых валов.
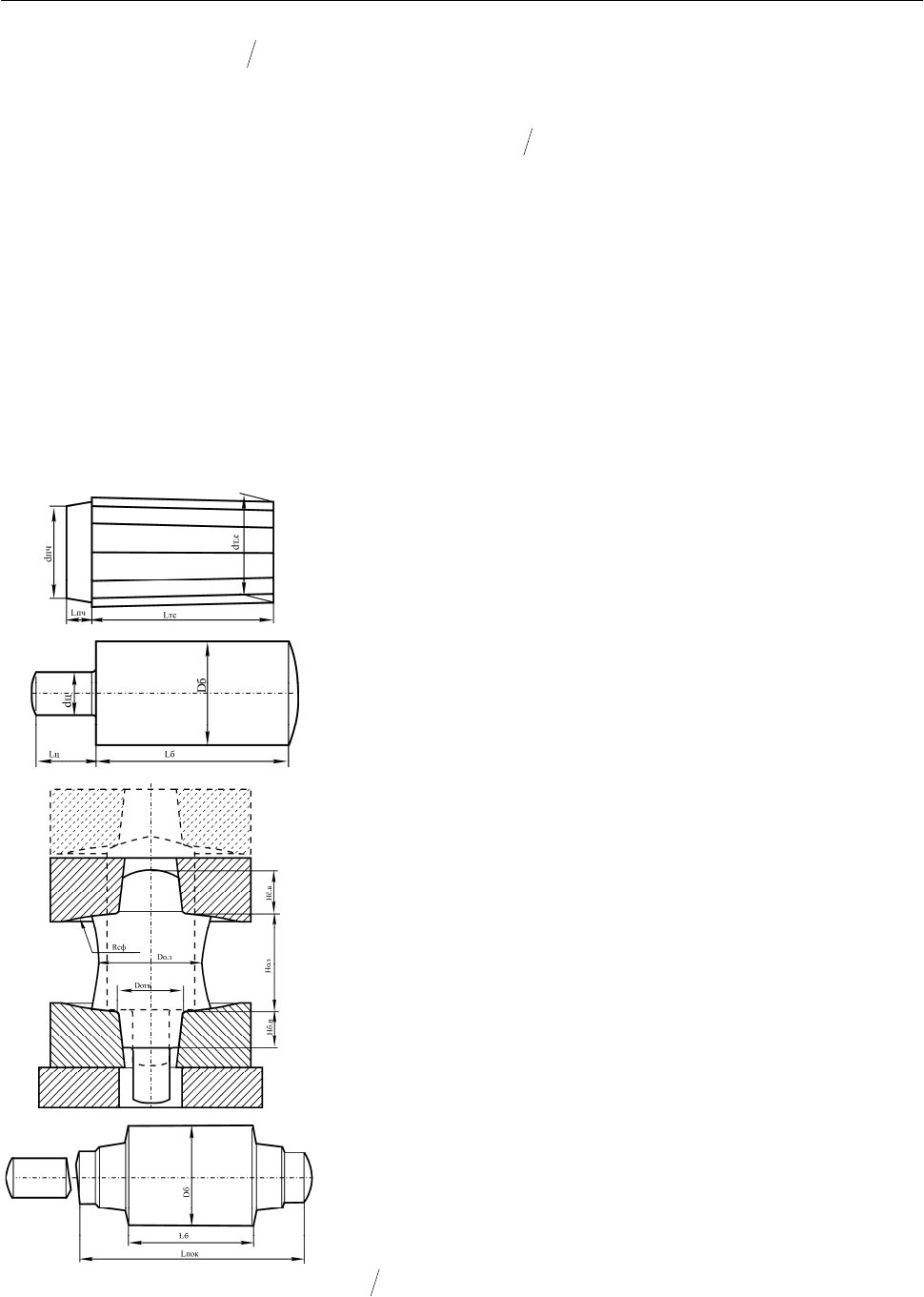
В работе предлагается усовершенствовать технологический процесс ковки прокатных
валков [6]. Идея способа заключается в том, что после оттяжки цапфы из прибыльной части
слитка и обкатки граней слитка осадку производят верхней вогнутой плитой с отверстием
(рис. 1). Пунктиром на рис. 1 показана заготовка и положение инструмента до деформации.
В этом случае будет наблюдаться комбинированное течение металла с образованием вогну-
той боковой поверхности, что обеспечит повышенную проработку центральной части слитка,
что обеспечит заварку внутренних дефектов слитка, исключит трещинообразование на боко-
вой поверхности.
При этом ожидается снижение усилия деформиро-
вания по сравнению с осадкой плоскими плитами за счет
комбинированного течения металла в осевом и радиаль-
ном направлениях и уменьшения диаметра, связанного
с отсутствием бочкообразования. Реализация технологи-
ческого процесса ковки подобных поковок предполагают
наличие цапфы для удержания заготовки манипулятором.
Поэтому нижняя осадочная плита должна устанавливать-
ся на подставку для возможности истечения металла
в нижнее отверстие плиты. Сложность данного техноло-
гического процесса заключается в обеспечении соосности
заготовки с верхним и нижним отверстиями плит. Экс-
центриситет заготовки и инструмента приведет к увели-
чению неравномерности проработки и затекания металла.
Устранить данный недостаток возможно за счет формиро-
вания в процессе биллетировки на краях заготовки усту-
пов, которые по диаметру совпадают с диаметрами отвер-
стий в плитах.
Оценку НДС процесса осадки заготовки в кольцах
можно дать после анализа результатов теоретического
исследования с помощью программного обеспечения
Deform-2D (лицензия ДГМА). Заготовка задавалась цилин-
дрическая стальная диаметром 850 мм с относительной
высотой 1,0, 1,5, 2,0. Материал заготовки – сталь AISI 52100
(~ 1 % C и 1,45 % Cr), которая является аналогом валко-
вой стали 9Х1 ГОСТ 5950-73 (0,8–0,95 % С, 1,4–1,7 % Cr,
0,25–0,45 % Si, 0,15–0,40 % Mn), температурный интервал
ковки 1200–800 °С. Отверстие в плитах имеет угол конус-
ности 7 ° на сторону, который служит для обеспечения
извлечения осаженной заготовки из плиты и составляет
Ddо = 0,47; 0,66; 0,85 соответственно. Степень дефор-
мации при осадке по высоте заготовки составляла 20 %,
40 % и 60 %.
Рис. 1. Новый техноло-
гический процесс ковки
прокатных валков
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
141
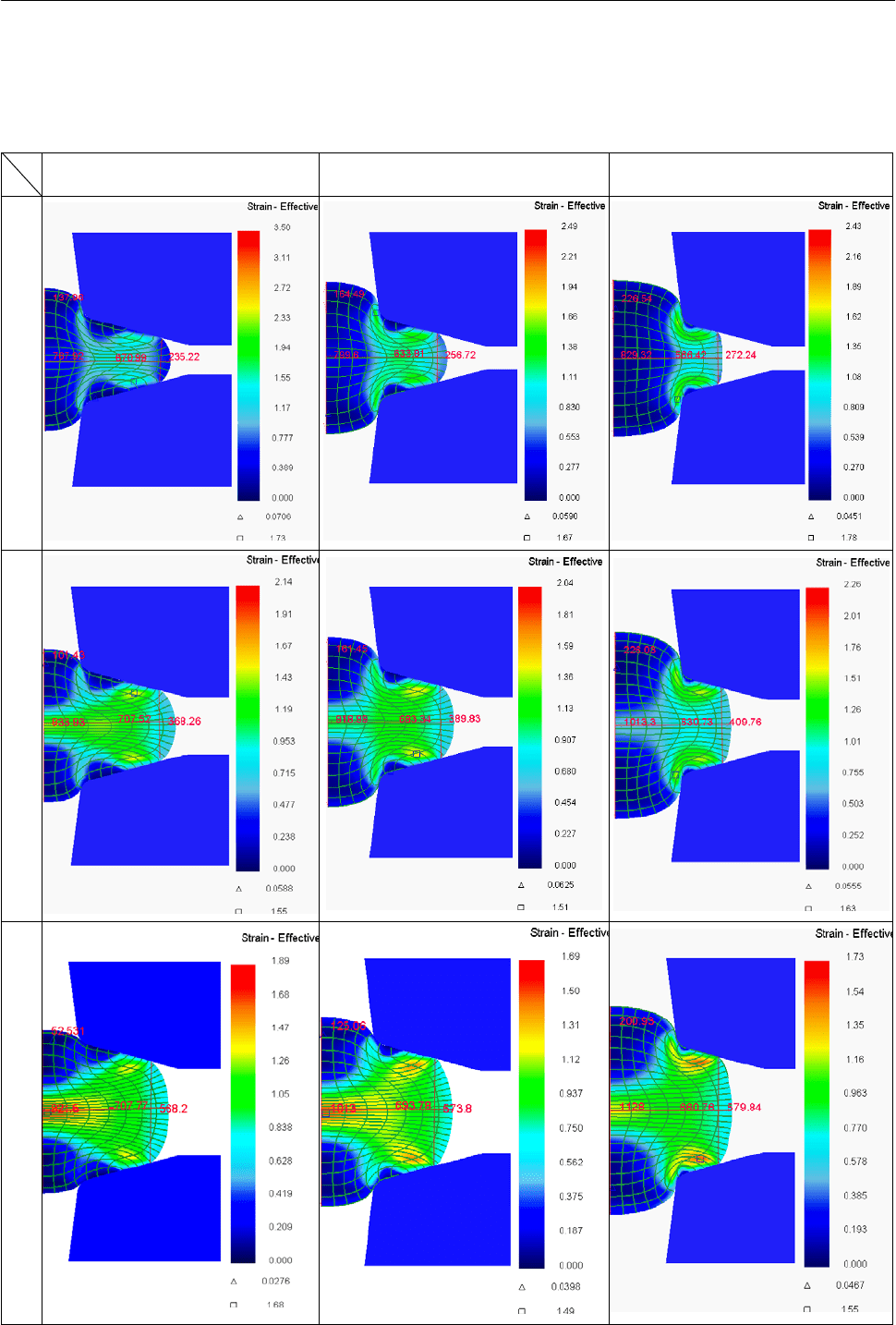
Результаты моделирования для угла конусности плит 150 ° представлены в табл. 1.
Таблица 1
Интенсивность логарифмических деформаций при осадке в кольцах на 60 %
D
отв
/D
бил
= 0,47 D
отв
/D
бил
= 0,66 D
отв
/D
бил
= 0,85
H/D = 1,0
H/D = 1,5 H/D = 2,0
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
142
В табл. 1 показана окончательная стадия процесса (осадка на 60 %) для оценки накоп-
ленной интенсивности распределения деформаций. Распределение деформаций в продоль-
ном сечении заготовки показывает повышенную проработку периферийной зоны заготовки
при осадке невысоких по высоте заготовок (H/D = 1,0) для различных диаметров отверстий
плит.
И только для заготовок с соотношением H/D = 1,5…2,0 наблюдается проработка цен-
тральной зоны – при увеличении высоты заготовки очаг деформации проникает глубже и до-
стигает оси заготовки. Повышенная проработка периферии бочки вала на глубину половины
радиуса бочки повысит механические свойства этой части детали, что повысит износостой-
кость бочки валка. Не проработанными во всех исследуемых случаях остаются объемы мета-
ла, которые вытесняются в отверстие плиты. Течение металла в отверстия плиты не значи-
тельно при разных соотношениях высот заготовок и степенях деформации.
Чётко просматриваются части поковки, «прилипающие» к инструменту в виду нали-
чия контактного трения и имеющие незначительную проработку структуры. Имеет место
также выход боковой поверхности блока на торцы недокова. Непроработанные части загото-
вок (отростки и застойные зоны) в среднем имеют интенсивность проработки, равную
0,1..0,2. Более проработанные части поковки – до 1,7.
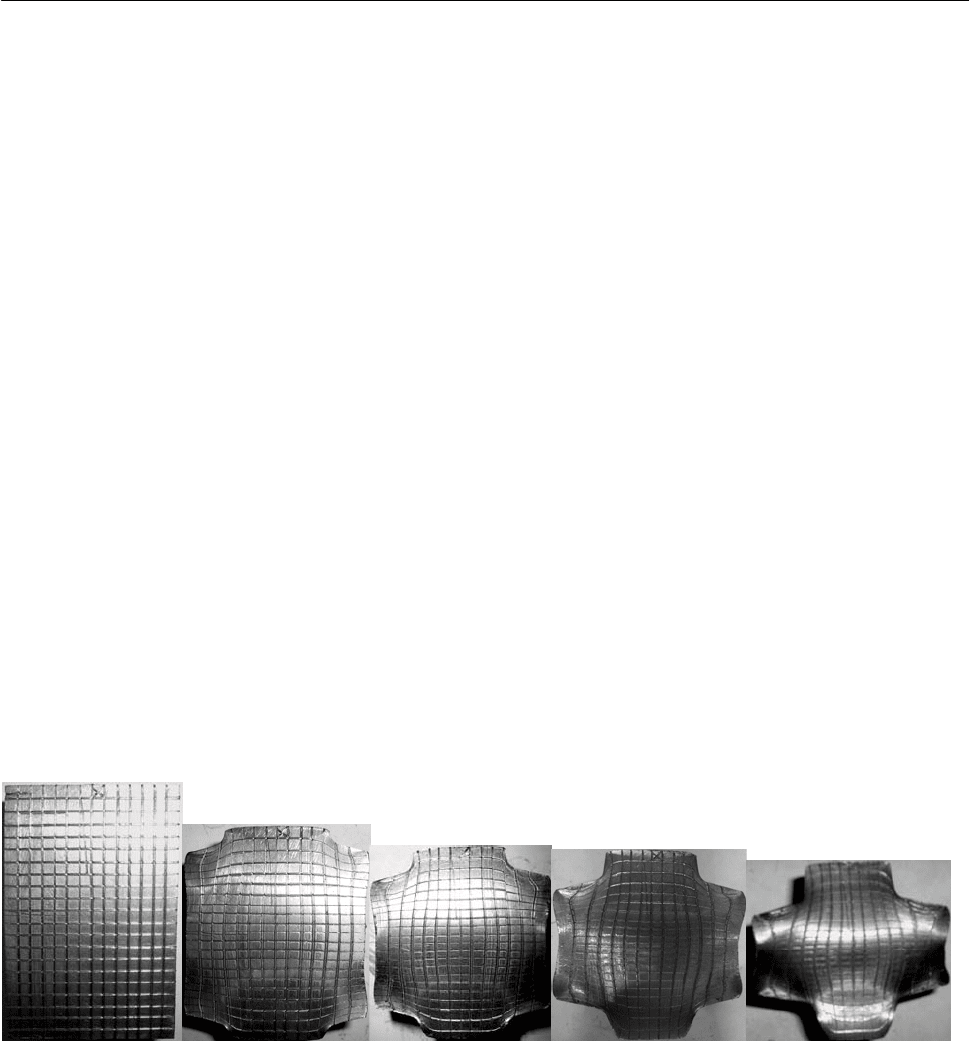
Полученные результаты на адекватность проверялись на образцах из свинца с исполь-
зованием экспериментального метода делительных сеток (рис. 2). По геометрии заготовки
совпадали с геометрией, как и при теоретическом исследовании 1,0; 1,5; 2,0. Диаметр образ-
цов составлял 42 мм и высотой 42, 63 и 84 мм соответственно. Сетка наносилась в продоль-
ном сечении образца, путём спая двух половинок с нанесенной делительной сеткой с базой
сетки 3 мм. Деформированное состояния определялось по методике И. П. Ренне [7]. Заготов-
ка после поэтапного деформирования по %10
=
ε
на каждом этапе сканировались и обмеря-
лись (рис. 2).
Рис. 2. Изменение координатной сетки в процессе осадки
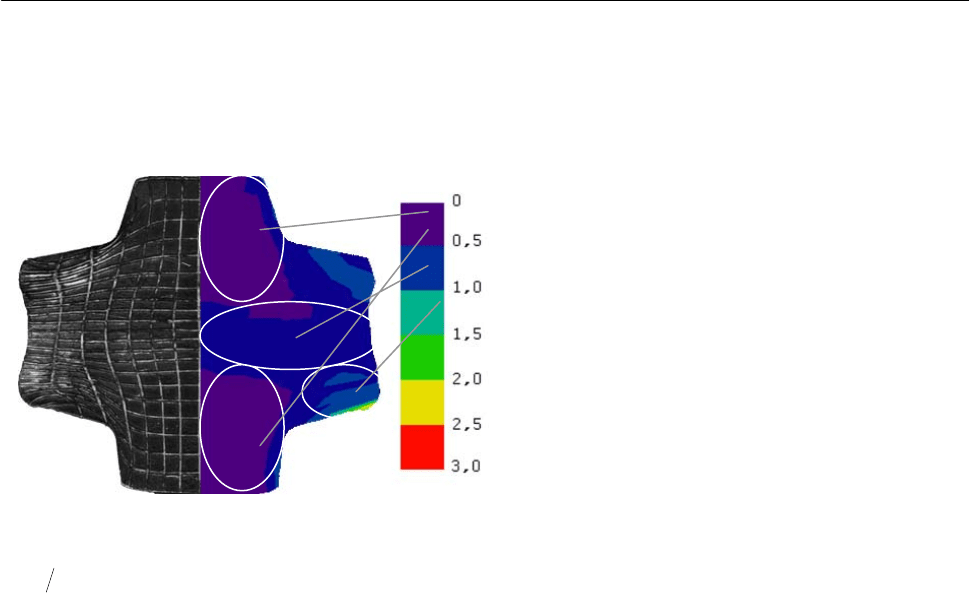
Измерение ячеек координатной сетке показало интенсивность логарифмических де-
формаций (рис. 3). Полученные результаты качественно и количественно совпадают, по рас-
пределению логарифмических деформаций, с результатами расчета МКЭ, однако экспери-
мент показывает большее затекание металла в отверстие плиты, чем конечно-элементное
моделирование. Для экспериментальных данных характерно
образование вогнутой бочки
и повышенной проработки периферийных и центральных зон заготовки.
Получение после осадки заготовок кольцами полуфабриката близкого по форме к про-
катному валу, что позволяет уменьшить последующую трудоемкость ковки и повысить про-
изводительность процесса, за счет формирования при осадке опорных шеек вала. При этом
необходимо рассчитывать кинематику течения металла
в осевое отверстие плиты, для обеспече-
ния возможности набора необходимых объемов металла под будущие шейки вала. Не исключен
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
143
вариант, когда для получения длинной шейки валка возможно производить осадку на плитах
с отверстием большим, чем диаметр шейки. Получение требуемых размеров возможно после
протяжки этого участка комбинированными бойками. В этом случае необходимый уков дос-
тигается в процессе осадки в кольцах и дальнейшей протяжки.
По сравнению с традиционной
технологией ковки поковок прокатных
валков данная технология ковки умень-
шает количество кузнечных операций
ковки на 15 % (в среднем). Окончатель-
ную ковку необходимо производить
с максимально возможными обжатиями
для глубокого проникновения очага де-
формации к оси заготовки, а заканчи-
вать ковку необходимо при температу-
рах, которые соответствуют нижней
границе температурного интервала
ковки.
ВЫВОДЫ
Осадка в кольцах обеспечивает повышенную проработку металла периферийной час-
ти заготовки, где интенсивность деформаций достигает значений порядка 1,5..2,0, осевая
часть прорабатывается для относительно высоких заготовок, у которых
H/D > 1,0. Ступицы
претерпевает меньшую деформацию, которая может быть повышена последующей оттяжкой
шеек валка. Большее затекание металла в отверстие плиты обеспечивают короткие заготовки
с
H/D < 1,5. Увеличить количество течения металла заготовки в осевом направлении воз-
можно при увеличении диаметра отверстия в плите, при этом необходимо увеличивать диа-
метр заготовки во избежание складкообразования на боковой поверхности. Поэтому приме-
нение осадки в кольцах для прокатных валков с большим объемом шеек возможно также
с применением укороченных слитков с соотношением
H/D < 1,5.
ЛИТЕРАТУРА
1. Применение способа осадки слитков кольцами в процессах ковки валов / И. С. Алиев, О. Е. Марков,
М. В. Олешко, В. Н. Злыгорев // Обработка материалов давлением : сб. научн. трудов. – Краматорск : ДГМА,
2010. – № 2(23). – С. 94–98.
2. Марков О. Е. Процес утворення утяжини при осадці дисків на плиті з отвором // Обработка мате-
риалов давленим : сб
. научн. трудов. – Краматорск : ДГМА, 2008. – № 1(19). – С. 189–192.
3. Влияние операции выворота поковки коническими плитами на распределение деформаций /
И. С. Алиев, О. Е. Марков, Я. Г. Жбанков, С. А. Близнюк // Обработка материалов давлением : сб. научн. тру-
дов. – Краматорск : ДГМА, 2010. – № 3(24). – С. 64–68.
4. Тюрин В. А. Стадийность процесса и потокораспределение при осадке плитами с
осевым отвер-
стием века / В. А. Тюрин, М. Б. Савонькин // Кузнечно-штамповочное производство. – 2009. – № 3. – С. 17–20.
5. Тарновский, И. Л. Свободная ковка на прессах / И. Л. Тарновский, В. Н. Трубин, М. Г. Златкин. – М. :
Машиностроение, 1967. – 328 с.
6. Пат. 33423 Україна, МПК(2006) B 21 J1/00. Спосіб осадження зливка увігнутими плитами з отво-
рами / Марков О.Є. – Заявл. 28.01.08; опубл
. 25.06.08, Бюл. № 12.
7. Рене И. П. Экспериментальные методы исследования пластического формоизменения в процессах
обработки металлов давлением с помощью делительной сетки / И. П. Рене. – Тула, 1970. – 147 с.
Рис. 3. Интенсивность логарифмических
деформаций после осадки на 60 % кольцами
с
66,0=Ddо и H/D = 1,5

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
166
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ ДИЗЕЛІВ СПЕЦІАЛЬНОГО САМОХІДНОГО
РУХОМОГО СКЛАДУ ЗАЛІЗНИЦЬ ПРИ ВИКОРИСТАННІ МОДИФІКОВАНИХ
ТРИБОСИСТЕМ
Мямлін С. В., Барановський Д. М.
Технические характеристики дизелей специального самоходного подвижного состава
железных дорог занимают одно из основных мест в показателях их надежности и долговеч-
ности. Обеспечить высокие технические характеристики дизелей можно, если применить
модификацию трибосистем цилиндро-поршневой группы и кривошипно-шатунного меха-
низма углекислым газом или природным графитом с ниобием. Экспериментальные исследо-
вания подтвердили необходимость применения модифицированных трибосистем для повы-
шения технических характеристик дизелей: повышаются индикаторный, механический и эф-
фективный коэффициенты полезного действия, а уменьшаются – механические потери, вре-
мя пуска, скорость износа и расход моторного масла.
Технічні характеристики дизелів спеціального самохідного рухомого складу залізниць
займають одне з основних місць у показниках їх надійності та довговічності. Забезпечити
високі технічні характеристики дизелів можна, якщо застосувати модифікування трибосис-
тем циліндро-поршневої групи та кривошипно-шатунного механізму вуглекислим газом чи
природним графітом з ніобієм. Експериментальні дослідження довели необхідність застосу-
вання модифікованих трибосистем для підвищення технічних характеристик дизелів: підви-
щуються індикаторний, механічний та ефективний коефіцієнти корисної дії, а зменшуються –
механічні втрати, час пуску, швидкість зносу та витрата моторної оливи.
Technical descriptions of special self-propelled rolling stock diesels of railways occupy
one of basic places in their reliability indexes and longevity. It’s possible to provide high tech-
nical descriptions of diesels, if to apply the modification of piston-cylinder tribosystems, and
crank-and-rod mechanism by carbon dioxide or natural graphite with niobium. Experimental
researches confirmed the necessity of application of modified tribosystems for the efficiency of
diesels technical descriptions: indicator, mechanical and effective output-input ratios rise, and
mechanical losses, time of starting, speed of wear and expense of motor oil raduce.
Мямлин С. В. д-р техн. наук, проф. ДНУЖТ
sergeymyamlin@gmail.com
Барановский Д. Н. канд. техн. наук, доц. КНУ
Denisbaranovskiy@mail.ru
ДНУЖТ – Днепропетровский национальный университет железнодорожного транспорта
имени академика В. Лазаряна, г. Днепропетровск
КНУ – Кременчугский национальный университет имени М. Остроградского, г. Кременчуг

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
167
УДК 621.438
Мямлін С. В., Барановський Д. М.
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ ДИЗЕЛІВ СПЕЦІАЛЬНОГО САМОХІДНОГО
РУХОМОГО СКЛАДУ ЗАЛІЗНИЦЬ ПРИ ВИКОРИСТАННІ
МОДИФІКОВАНИХ ТРИБОСИСТЕМ
Проблема підвищення довговічності дизелів спеціального самохідного рухомого складу
(ССРС) залізниць є актуальною, оскільки єдине рішення цієї проблеми ще не обґрунтовано.
Одним із основних показників довговічності деталей дизелів є зносостійкість. Для за-
лізничного рухомого складу це особливо важливо з урахуванням динамічної навантаженнос-
ті під час експлуатації [1].
У сучасному машинобудуванні та триботехніці існує ряд проблем [2], які вирішують
з допомогою методів підвищення зносостійкості поверхонь тертя. До них можна віднести
конструкторські, технологічні і систему технічного обслуговування під час експлуатації.
На довговічність дизелів основний вплив здійснює зносостійкість їх відповідальних
трибосистем (ТС), якими виступають ТС циліндро-поршневої групи (ЦПГ) та кривошипно-
шатунного механізму (КШМ).
Серед відомих і ефективних способів підвищення зносостійкості поверхонь тертя ба-
гато з них не застосовуються для зміцнення сполучень ТС ЦПГ і КШМ з причини високої
вартості та масштабного фактора. При виборі методу зміцнення робочих поверхонь деталей
ЦПГ і КШМ дизелів ССРС залізниць потрібно виходити з виробничого масштабу та врахо-
вувати техніко-економічну доцільність цього зміцнення. Тому, існуючі методи підвищення
зносостійкості поверхонь тертя не можуть бути застосовані до дизелів у повному обсязі.
Для підвищення довговічності дизелів може бути застосовано одночасно кілька різ-
них методів зміцнення, оскільки використання декількох технологічних методів у комплексі
з конструкторськими рішеннями, правильним підходом до процесу експлуатації дизелів дає
найбільший ефект. Як відомо [2], використання відомих технологічних методів підвищення
зносостійкості поверхонь тертя відповідальних ТС дизелів ССРС залізниць дозволяють зме-
ншити їх знос в 1,2…10,0 разів, але при їх застосуванні можливі і недоліки.
У роботах
[3, 4] запропоновано технологічний метод підвищення довговічності дета-
лей, який включає лазерне зміцнення.
Проведені теоретичні та експериментальні дослідження [3, 4] впливу лазерного зміц-
нення робочої поверхні гільз циліндрів на величину інтенсивності зносу вказують на проті-
кання процесів, які зменшують цю величину за рахунок проходження процесів самоорганіза-
ції у їх сполученні. При цьому, зносостійкість гільз циліндрів підвищується в 3,5…10,0 разів.
Але, 100 %-ї реалізації протікання процесів самоорганізації у ТС не відбувається.
Зміцнення деталей шляхом модифікування поверхні має ряд переваг у порівнянні
з нанесенням зміцнюючих покриттів. В останнє десятиріччя почали використовувати лазерне
модифікування поверхонь тертя. Але широкого застосування воно, поки що, не знайшло, по-
перше – висока вартість; по-друге
– однозначних висновків дослідників ще не зроблено.
При лазерному модифікуванні впливу підлягає шар основного матеріалу деталі, тов-
щиною і властивостями якого можна керувати за рахунок технологічних параметрів процесу
обробки. Цей процес можна реалізувати без спеціальних операцій підготовки поверхні. Крім
того, можна відмовитися від використання легуючих елементів, що дорого коштують. Най-
важливішою
перевагою лазерного модифікування є те, що модифікована поверхня є єдиним
цілим з основою.
У роботах [5, 6] запропоновано лазерне модифікування поверхонь з введенням вуглеки-
слого газу чи природного графіту з ніобієм у зону опромінення. Проведені експериментальні
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
168
дослідження триботехнічних властивостей модифікованих поверхонь відповідальних ТС ди-
зелів лазерним випромінюванням з використанням вуглекислого газу та природного графіту
свідчать про наступне. Шорсткість поверхонь модифікованих зразків у 2…8 разів нижче
у порівнянні зі зразками у стані поставки. Момент та коефіцієнт тертя модифікованих зразків
в 1,8…2,5 рази нижче у порівнянні зі зразками у стані поставки. Величина зносу модифіко-
ваних зразків гільз циліндрів у 2,4…6 разів, роликів – у 2,2…3,6 разів нижче у порівнянні зі
зразками у стані поставки.
Під час досліджень, експериментально доведено, що чим більша площа робочої пове-
рхні зразків, тим більша інтенсивність зношування ТС. Крім цього виявлено, що зі зменшен-
ням концентрації впровадженого вуглецю у чавунні та стальні зразки – інтенсивність зношу-
вання ТС збільшується. Інтенсивність зношування ТС збільшується при проходженні врівно-
важених процесів у вторинних структурах (несформованих) і зменшується при проходженні
неврівноважених процесів (сформованих).
Зниження інтенсивності зносу при протіканні неврівноважених процесів на поверхнях
тертя ТС полягає в тому, що вони вимагають більших витрат енергії і відповідно до цього,
знижується частка енергії тертя, яка йде на руйнування поверхні.
Метою роботи є дослідження технічних характеристик дизелів ССРС залізниць при
використанні модифікованих трибосистем.
За результатами експлуатаційних досліджень технічних параметрів дизелів ЯМЗ, що
встановлені на ССРС залізниць з модифікованими ТС у залежності від напрацювання були
визначені основні показники.
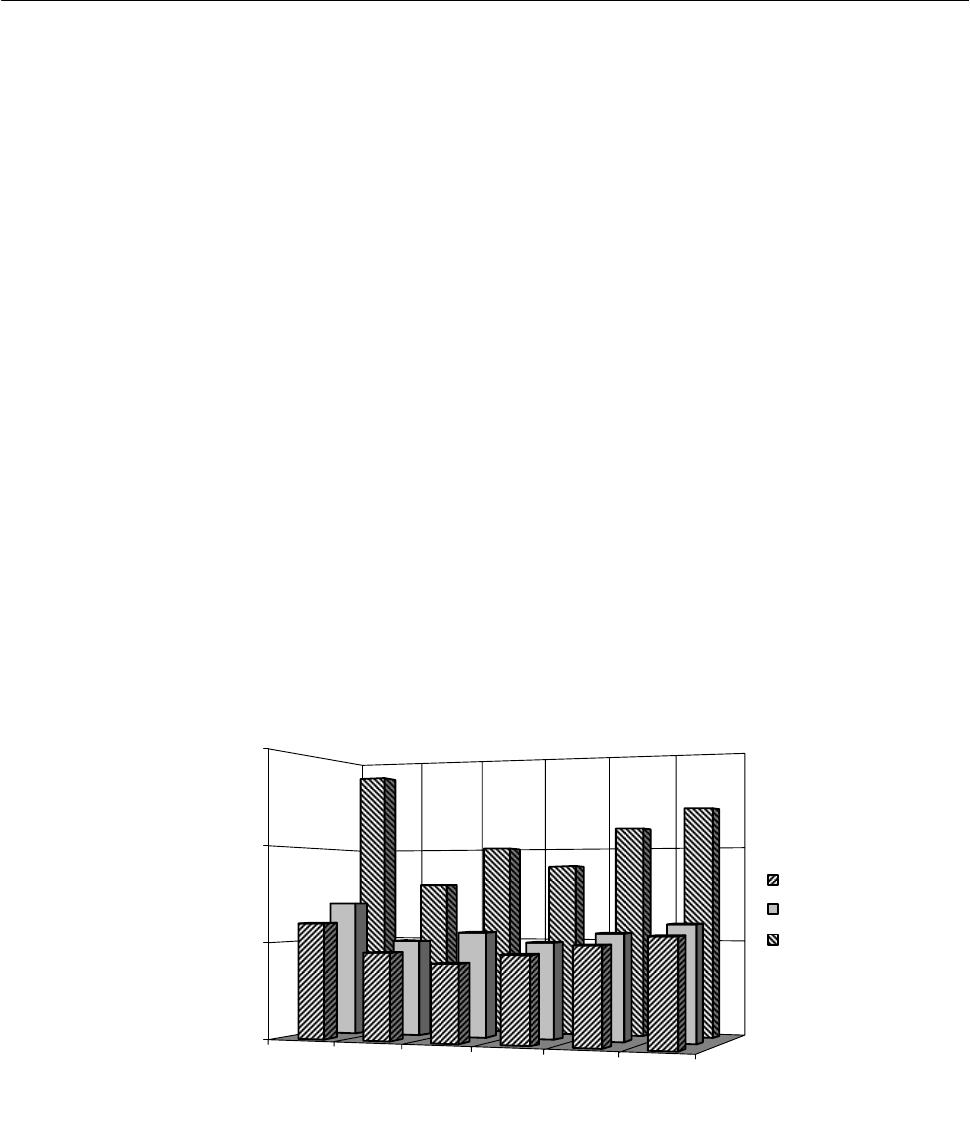
Характерним показником протікання процесів тертя виступає показник механічних
втрат у дизелі. Результати зміни механічних втрат у дизелі ЯМЗ-238 при температурі оливи
80°С у залежності від напрацювання наведені на рис. 1.
100
1600
3200
6400
8000
9600
4500
5000
5500
6000
3
2
1
Напрацювання, мото-год
Механічні втрати, Вт
Рис. 1. Механічні втрати дизелів ЯМЗ-238 при відповідному експлуатаційному
напрацюванні при:
1 – базовому варіанті; 2 – модифікованих ТС вуглекислим газом; 3 – модифікованих
ТС природним графітом з ніобієм
У ході досліджень було встановлено, що при нижчій температурі моторної оливи,
значення величини механічних втрат у дизелі вище в 1,1…2,4 рази.
Режим роботи дизелів характеризується потужністю, частотою обертання колінчасто-
го валу, робочими температурами оливи та охолоджуючої рідини. Для кожної конструкції
дизелів існують оптимальні значення цих показників, при яких ефективність використання
і довговічність будуть максимальною.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
169
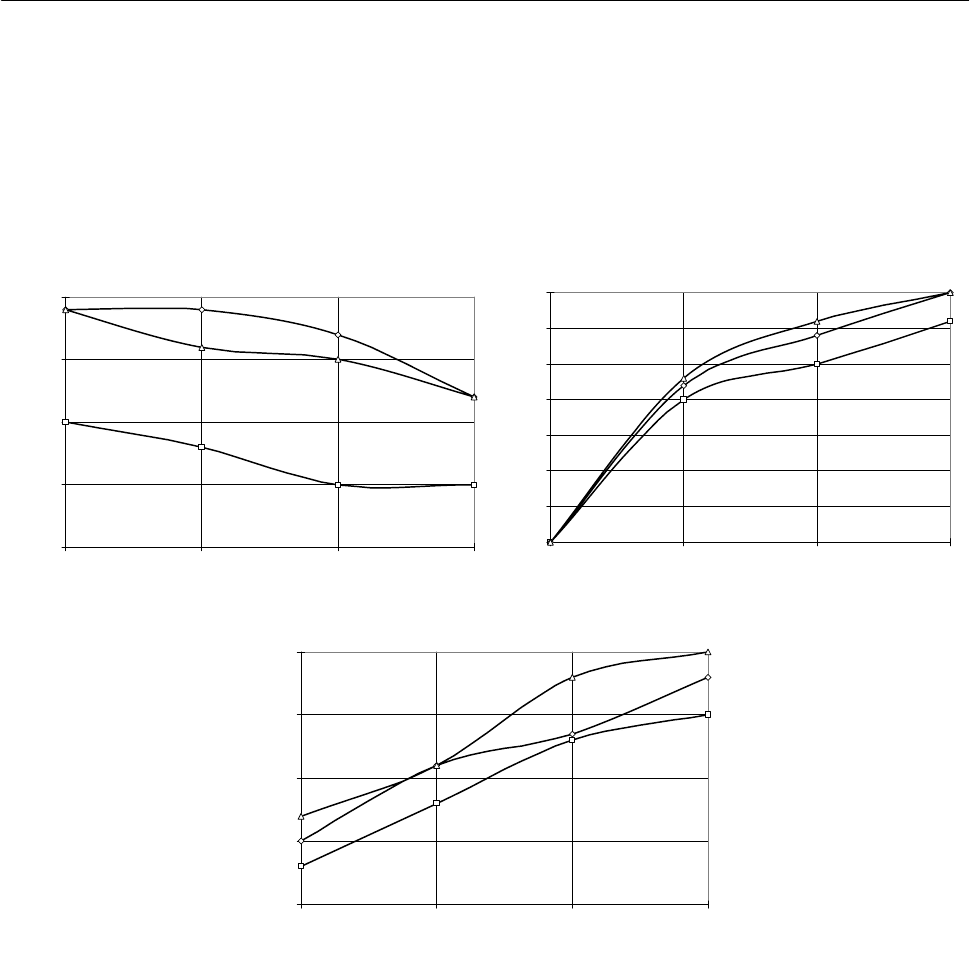
Якісними техніко-експлуатаційними показниками виступають коефіцієнти корисної
дії (ККД.).
Індикаторний ККД характеризує ступінь використання в дійсному циклі теплоти па-
лива; механічний – відношення середнього ефективного тиску до індикаторного (вказує на
механічні втрати); ефективний – характеризує економічність роботи дизелів.
Результати досліджень вищенаведених ККД для дизелів ЯМЗ-238 у залежності від їх
режимів роботи (потужності) наведені на рис. 2.
0,4
0,45
0,5
0,55
0,6
120 160 200 240
1
2
3
Індикаторний ККД
Потужність, к.с.
0,35
0,4
0,45
0,5
0,55
0,6
0,65
0,7
120 160 200 240
1
2
3
Механічний ККД
Потужність, к.с.
а б
0,15
0,2
0,25
0,3
0,35
120 160 200 240
1
2
3
Ефективний ККД
Потужність, к.с.
в
Рис. 2. Залежність індикаторного (а), механічного (б) та ефективного (в) ККД дизелів
ЯМЗ-238 від величини навантаження при:
1 – базовому варіанті; 2 – модифікованих ТС вуглекислим газом; 3 – модифікованих
ТС природним графітом з ніобієм
Залежності, що наведені на рис. 1, 2 вказують на наступне. При модифікованих ТС
ЦПГ і КШМ дизелів ССРС залізниць механічні втрати нижче в 1,2…1,8 рази, значення інди-
каторного, механічного та ефективного ККД на 4…20 % вище в порівнянні з базовим варіан-
том дизеля ЯМЗ-238.
На ССРС залізниць пуски дизелів складають до 10…30 пусків на добу. При цьому від-
бувається значне відхилення значень показників. Тому для забезпечення довговічності необ-
хідно обґрунтувати прийоми використання дизелів на етапах пуску, прогрівання, експлуата-
ційного режиму і зупинки. Розглянемо більш детально використання дизелів ССРС залізниць
при використанні модифікованих ТС.
Пуск дизелів обумовлений нагрівом повітря в циліндрах в кінці такту стиснення. Те-
мпература повітря в кінці такту стиснення залежить від тиску і температури навколишнього

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
170
середовища, частоти обертання колінчастого валу, а також від зносу ЦПГ дизелів. В остан-
ньому випадку знижується тиск і підвищується пускова частота обертання колінчастого валу
дизелів, тобто мінімальна частота обертання колінчастого валу, при якій можливий надійний
пуск.
При значному зносі ТС ЦПГ під час стиснення частина повітря з циліндра проходить
через зазори в картер. В результаті знижуються значення тиску, а отже, і температури повіт-
ря в кінці такту стиснення. У цьому випадку, частота обертання колінчастого валу дизелів
повинна бути достатньо велика. В іншому випадку значна частина тепла, яке виділилося при
стисненні повітря, передається через стінки циліндрів охолоджуючій рідині. При цьому зни-
жуються значення тиску і температури. При подальшому збільшенні зносу ТС ЦПГ пуск ди-
зелів неможливий.
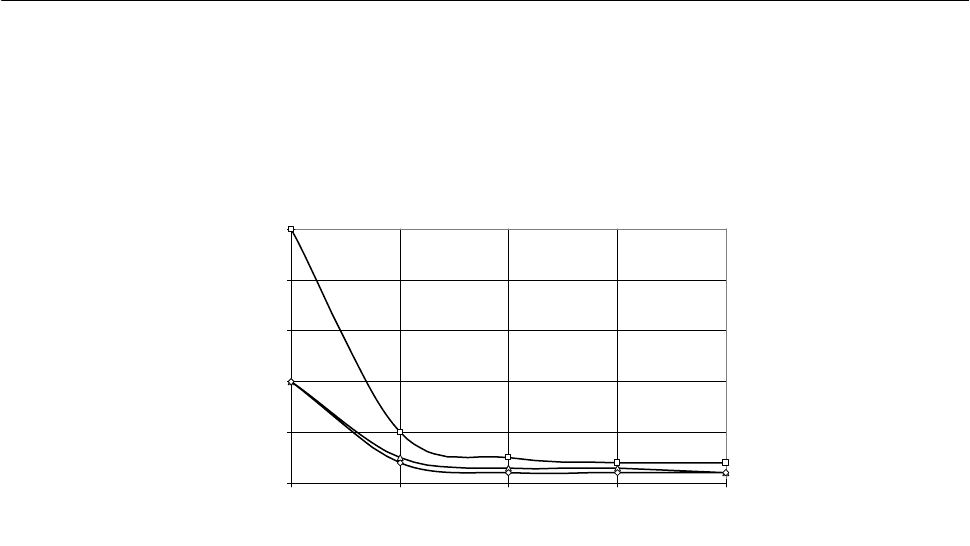
Істотно впливає на можливість пуску наявність оливи на стінках гільз циліндрів дизе-
лів. Олива сприяє герметизації циліндра і значно знижує знос його стінок. При лазерному
модифікуванні ТС дизелів з використанням природного графіту та вуглекислого газу забез-
печується
затримка стікання оливи зі стінок гільз циліндрів, що сприяє швидкому пуску ди-
зелів та зниженню зносу під часу пуску в 7…10 разів. Це доводять результати, що наведені
на рис. 3.
0
2
4
6
8
10
0 102030
Час пуску, с
Температура оливи, °С
1
2
3
Рис. 3. Середній час пуску дизелів ССРС залізниць у залежності від температури
моторної оливи при:
1 – базовому варіанті; 2 – модифікованих ТС вуглекислим газом; 3 – модифікованих
ТС природним графітом з ніобієм
Дані свідчать про менший час необхідний для пуску дизелів ССРС залізниць при мо-
дифікованих ТС особливо при низьких температурах моторної оливи.
Протягом декількох хвилин після пуску дизелів ССРС залізниць характер зносу під-
вищений та перевищує стале значення на експлуатаційних режимах у кілька разів. Це пояс-
нюється поганими умовами мастила поверхонь в початковий період роботи дизелів. На рис.
4 наведена залежність швидкості зношування ТС дизелів від їх часу роботи після пуску.
Таким чином, для забезпечення надійного пуску при різних температурах моторної
оливи, мінімального зносу ТС дизелів і забезпечення найбільшої довговічності при експлуа-
тації слід застосовувати лазерне модифікування ТС із використанням вуглекислим газом чи
природним графітом з ніобієм.
Прогрів дизелів ССРС залізниць характеризується його роботою без навантаження
з поступовим підвищенням температури моторної оливи до експлуатаційних значень.
Як зазначалось, на знос ТС дизелів впливає кількість оливи, що надходить на поверх-
ні тертя, яка визначається подачею масляного насоса дизелів.
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (6Е), 2010
171
Встановлено, що при модифікованих ТС ЦПГ і КШМ дизелів ССРС залізниць потріб-
на кількість оливи менше в порівнянні з базовим варіантом при температурі оливи, як 20 °С,
так і 40 °С. Також, можна констатувати той факт, що при напрацюванні дизелів ССРС більш
ніж 9600 мото-год витрати оливи практично не підвищуються, що свідчить про рівномірний
та сповільнений характер зносу.
0
1
2
3
4
5
01234
Швидкість зносу, мм/хв
Час роботи, хв
1
2
3
Рис. 4. Характер зміни швидкості зносу ТС дизелів після пуску при:
1 – базовому варіанті; 2 – модифікованих ТС вуглекислим газом; 3 – модифікованих
ТС природним графітом з ніобієм
При більш низьких температурах кількість оливи в дизелях при базовому варіанті бу-
де недостатньою, що не виключить можливість пошкодження поверхонь тертя ТС (підплав-
лення підшипників, задири гільз циліндрів). Модифікування сполучених поверхонь ТС дизе-
лів вуглекислим газом чи природним графітом з ніобієм дає можливість уникнути таких по-
шкоджень під час пуску при низьких температурах, оскільки модифікування забезпечує тве-
рде мащення в ТС дизелів.
ВИСНОВКИ
Проведені експериментальні дослідження технічних характеристик дизелів ССРС за-
лізниць із модифікованими ТС ЦПГ і КШМ
вуглекислим газом та природним графітом вка-
зують на наступне. Механічні втрати дизелів ССРС при номінальних режимах нижче
в 1,2…1,8 рази, значення індикаторного, механічного та ефективного ККД на 4…20 % вище,
час пуску, особливо при низькій температурі моторної оливи менше в 2,0…2,5 рази, швид-
кість зносу нижче в 1,5…2,5 рази, а витрата оливи в залежності від швидкості обертання ко-
лінчастого валу на 5…33 % менше в порівнянні з базовим варіантом дизелів.
ЛІТЕРАТУРА
1. Мямлин С. В. Моделирование динамики рельсовых экипажей / С. В. Мямлин. – Д. : Новая идеология,
2002. – 240 с.
2. Евдокимов Ю. А. Проблема триботехники на железнодорожном транспорте. Методы решения /
Ю. А. Евдокимов, Э. Д. Браун, В. И. Корнев // Вестник РГУПС. – 2000. – № 3. – С. 19–21.
3. Асташкевич Б. М. Повышение износостойкости втулок цилиндров дизелей лазерным упрочнением /
Б. М
. Асташкевич, Г. А. Лукаев, Ю. А. Назаров // Двигателестроение. – 1990. – № 9. – С. 42–43.
4. Дубняков В. Н. Повышение износостойкости трущихся поверхностей деталей лазерным упрочнени-
ем / В. Н. Дубняков, С. П. Козырев, Н. Л. Пинков // Трение и износ. – 1984. – Т. 5, № 4. – С. 713–717.
5. Барановський Д. М. Експериментальні дослідження триботехнічних властивостей трибосистем
дизелів у процесі їх модифікування /
Д. М. Барановський // Вісник Донецької академії автомобільного транс-
порту. – 2010. – № 2. – С. 48–52.
6. Барановський Д. М. Теоретичне обґрунтування зниження інтенсивності зношування трибосистем
дизелів / Д. М. Барановський // Вісник Донецької академії автомобільного транспорту. – 2010. – № 1. – С. 62–66.