Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Чтобы избежать дифференцирования сложной функциональной зависимос-
ти р =/(ос) при определении угловой скорости со
1?
рассмотрим векторный четы-
рехугольник, построенный на сторонах контура механизма
~с
+ R + L -М. Про-
ецируя векторную сумму на направление СО, имеем
с
+
Rcos(a-a
0
) - L cos ф
2
= Mcos(p+cp
0
). (2.4)
Дифференцирование уравнения (2.4) по времени позволяет привести его к виду
-<Msin(a-oc
0
) + co
2
£sin(p
2
= -cousin ф +
(р
0
),
(2.5)
где со, со
19
со
2
-угловые скорости соответственно кривошипа, коромысла и шату-
на. Из угловых величин, входящих в уравнение (2.5), вычитаем угол (р
2
, что со-
ответствует повороту координатных осей на общий угол ф = ф
2
. Тогда
Rsm(a-a
0
-(p
2
)
со^со , (2.6)
М8Н1(Р +
ф
0
-ф
2
)
где
1ОГЧ0
tfsin(a-a
0
)
L
2
+AC
2
-M
2
ф
2
=180°+ arctg °- arccos -
R
cos(a - a
0
) + с 2АСМ
Синтез кривошипно-коромыслового механизма проводят по данным техно-
логических расчетов при некоторых конструктивно заданных параметрах кине-
матической схемы.
ГОСТ 6282 на ножницы и нормали на костыльные автоматы не регламенти-
рует полный ход главного исполнительного органа S
a
max
.
ЭТОТ параметр является
расчетным и зависит от размера разрезаемого материала или высаживаемого кос-
тыля. Технологически известен угол р
1?
определяющий положение инструмента в
конце процесса деформации, а по конструктивным соображениям следует задать
длину коромысла Ми положения неподвижных шарниров ^иСна станине прес-
са. В существующих типах кривошипно-коромысловых механизмов отношение
X =
R/L лежит в пределах: 0,115...0,135 для ножниц и 0,100...0,110 для автома-
тов.
Тогда количество заданных величин оказывается достаточным, чтобы ре-
шить систему из трех уравнений и определить параметры механизма:
ЯД=/,(Р,); ^=f
2
(R,L); 5
атах
=/з(Р„Р
2
). (2.7)
Правильность синтеза можно проверить по соотношению размеров звеньев
механизма при условии, что кривошип совершает полный поворот. При этом ра-
диус кривошипа должен быть наименьшим из всех звеньев:
R<L,M,
с,
70
Глава 2.
Кинематические свойства и проектирование
исполнительных механизмов
ъ сумма длин наибольшего и наименьшего звеньев должна быть меньше суммы
двух других звеньев:
R + c<L
+
M.
Необходимо провести также проверку на скоростную характеристику меха-
низма ножниц. При большой скорости резания металла качество заготовок луч-
ше:
срез получается более ровным. При замедленном движении ножей возможно
затягивание металла между ножами, особенно при резании тонколистового ме-
талла, вследствие чего срез получается с заусенцем. Практически средняя ско-
рость движения ножей равна 25 ...50 мм/с.
В костыльных автоматах скорость в меньшей степени влияет на качество вы-
саживаемых изделий, поэтому для повышения производительности машины сред-
нюю
скорость движения высадочного пуансона принимают от 250 до 350 мм/с.
2.2.
Прессы с кривошипно-ползунным механизмом
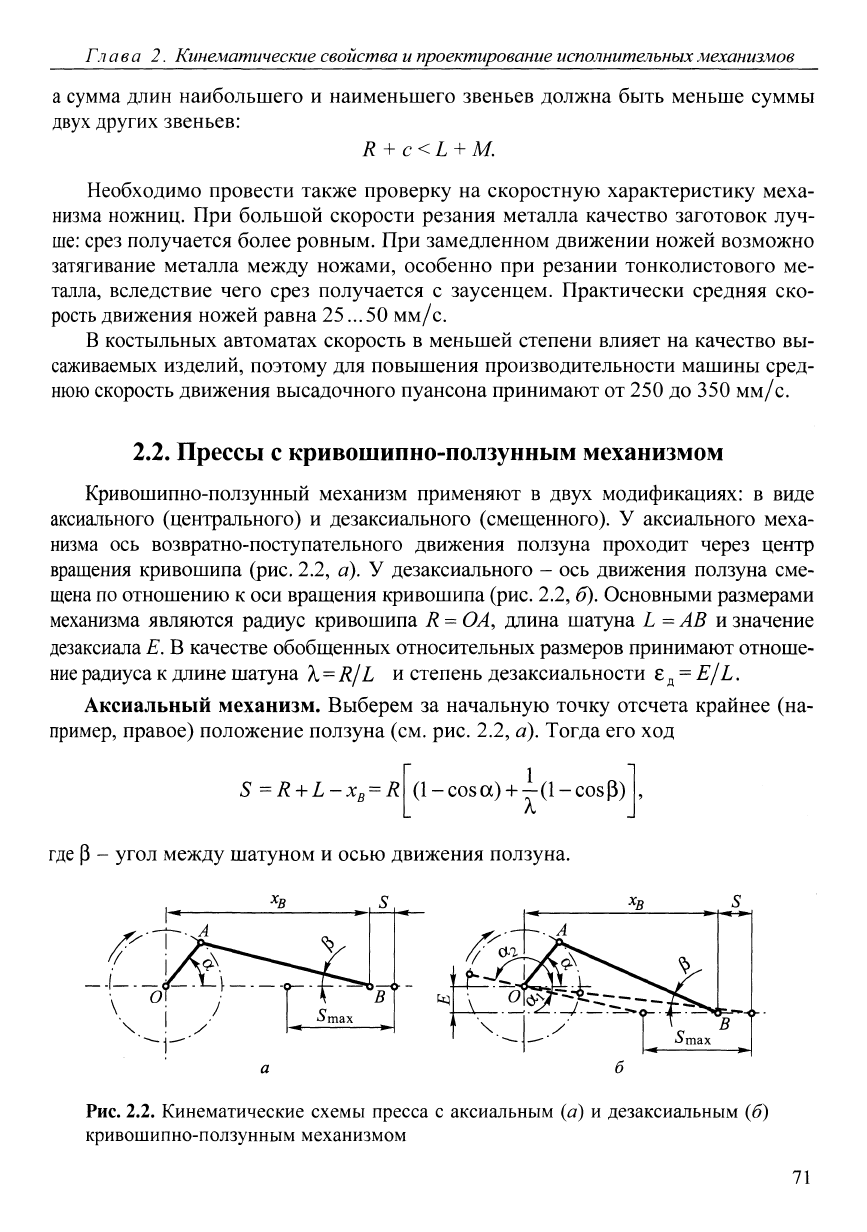
Кривошипно-ползунный механизм применяют в двух модификациях: в виде
аксиального (центрального) и дезаксиального (смещенного). У аксиального меха-
низма ось возвратно-поступательного движения ползуна проходит через центр
вращения кривошипа (рис. 2.2, а). У дезаксиального - ось движения ползуна сме-
щена по отношению к оси вращения кривошипа (рис. 2.2, б). Основными размерами
механизма являются радиус кривошипа R
=
OA, длина шатуна L
=
АВ и значение
дезаксиала
Е.
В качестве обобщенных относительных размеров принимают отноше-
ние
радиуса к длине шатуна
X =
R/L и степень дезаксиальности г
д
= E/L.
Аксиальный механизм. Выберем за начальную точку отсчета крайнее (на-
пример, правое) положение ползуна (см. рис. 2.2, а). Тогда его ход
S =R
+
L-x
B
=
R
(1
-
cos
а)
+—(1
- cos(3)
где Р - угол между шатуном и осью движения ползуна.
х
в ,5,
Рис. 2.2. Кинематические схемы пресса с аксиальным (а) и дезаксиальным (б)
кривошипно-ползунным механизмом
71
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Если представить это выражение только как функцию угла поворота веду-
щего кривошипа а, приняв во внимание, что
sinP = A,sinoc и cosp = vl-^
2
sin
2
a,
(2.8)
то можно получить уравнение, воспроизводящее точное решение для определе-
ния хода ползуна:
V
S=R
(l-cosoc) +—(l-Vl-^
2
sin
2
a)
(2.9)
Для практических расчетов применяют упрощенное уравнение S =
Да),
по-
лученное разложением корня в биномиальный ряд:
S =R\ (l-cosa) +—sin a
2
или
S=R
(1
- cos a)
+—(1
-
cos
2a)
4
(2.10)
При энергетических, прочностных и технологических расчетах возникает
обратная задача: по известному положению ползуна S определить положение
кривошипа, фиксируемого углом его поворота а. Из треугольника ОАВ, образо-
ванного контуром механизма (см. рис. 2.2, я), находим
_ 2(R-S)(R
+
L)
+
S
2
cos
a
2R(R
+
L-S)
(2.11)
После двукратного дифференцирования уравнения хода ползуна по времени
и с учетом угловой скорости вращения ведущего кривошипа со= da/dt получа-
ем следующие выражения для скорости и ускорения:
соЛ
sin a +—sin 2a
2
j
= со
i?(cos a +
X
cos 2a).
(2.12)
(2.13)
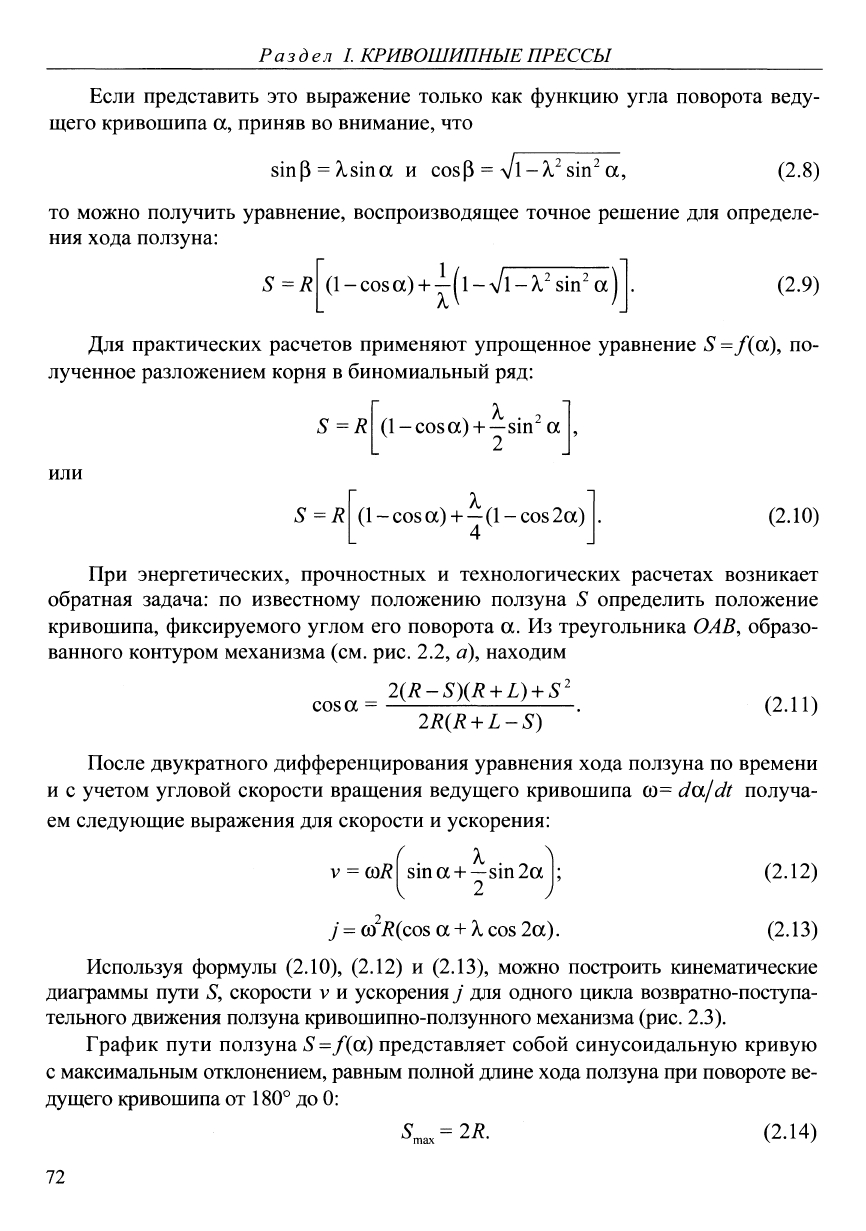
Используя формулы (2.10), (2.12) и (2.13), можно построить кинематические
диаграммы пути S, скорости v и ускорения
у
для одного цикла возвратно-поступа-
тельного движения ползуна кривошипно-ползунного механизма
(рис.
2.3).
График пути ползуна S =f{v) представляет собой синусоидальную кривую
с максимальным отклонением, равным полной длине хода ползуна при повороте ве-
дущего кривошипа от 180° до 0:
2R.
(2.14)
72
Глава
2.
Кинематические свойства и проектирование
исполнительных механизмов
0
V
wR
0,8
0
0,8
60
Г
1
60
120
1
i
120
180
,-0,1
0,3
1
0,5
180\
240
240
300
i
300
ос,°
д,°
Рис.
2.3.
Кинематическая диаграмма пути S, скорости
v
и ускорения у при возвратно-поступательном движении
аксиального кривошипно-ползунного механизма
Функция скорости ползуна кривошипно-ползунного механизма выражается
несимметричным синусоидальным графиком. Экстремальные значения скорости
ползуна
-
максимум
при
прямом ходе
и
минимум
при
обратном
-
достигаются
при углах поворота ведущего кривошипа ос
экстр
в
момент изменения знака уско-
рения при переходе
его
значения через нуль:
j
=
co
2
tf(cosa
3KCTP
+ Xcos2a)
= 0.
Учитывая,
что
косинус изменяется
в
пределах
от -1 до
+1,
и
применяя
би-
номиальное разложение, находим
два
значения угла:
-1 +
VT+8A
7
, ,
a
wrTn
=
±arccos
~
±arccosA.
экстр
4
^
(2.15)
Максимальное
и
минимальное значения скорости можно найти, подставив
в
уравнение (2.12) соответствующее значение угла
а
экстр
:
73

Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
max
min
~±coR(l
+
X
2
)j\-X
2
.
(2.16)
График ускорения
j
=/(ос) имеет
вид
гармонической кривой
с
более сложной
зависимостью ускорения
от
геометрии
механизма, чем графики пути
и
скорости.
При X > 0,3 нижняя ветвь графика приоб-
ретает двойной излом.
Во
всех случаях
максимальное значение ускорения ползуна
наблюдается
в
крайнем правом (нижнем,
переднем) положении при
а
= 0, когда
j
max
=
<o
l
R(l+X). (2.17)
Рис. 2.4. Графики пути и скорости для
пресса
при
различной угловой ско-
рости вращения ведущего кривошипа
в период рабочего и холостого ходов
Оценим влияние геометрии механизма
на его кинематические свойства, используя
полученные выше графики
и
формулы
(2.14),
(2.16), (2.17). Можно сделать вывод,
что при используемых
на
практике значе-
ниях X
<
0,5 геометрия механизма не влия-
ет
на
максимальный ход ползуна, увеличение максимума скорости v
max
при изме-
нении
X
совершенно незначительно,
а
ускорение у
тах
возрастает
на
50 %. Таким
образом, только увеличивая скорость движения ползуна в период холостого хода,
можно повысить производительность кривошипного пресса.
На рис. 2.4 видно, что кинематические свойства пресса улучшаются не толь-
ко потому, что обеспечивается технологически допустимая скорость
в
процессе
вытяжки, но и само ее изменение не является слишком резким, что создает более
благоприятные условия для деформации металла. Вместе
с
тем производитель-
ность пресса при этом повышается на 40 %.
Дезаксиальный механизм. Ход ползуна S, измеряемый расстоянием
от
его
произвольного положения до крайнего (например, правого) (см. рис. 2.2, б), опре-
деляем по уравнению
S=L^(l
+
X)
2
-el -(tfcosoc+LcosP).
(2.18)
Поскольку
sinp = 8
Д
+?tsinoc
и
cosp
=
у1-(б
д
+^sinoc
2
) «1-0,5(е
д
+?isina)
2
получаем следующее приближенное уравнение:
S=L^(l
+
X
2
)-zl-{Rcosa
+
L[l-0,5(e
a
+Xsina)
2
]}.
(2.19)
74
Глава 2.
Кинематические свойства
и
проектирование исполнительных механизмов
Из рассмотрения текущего контура механизма заключаем, что полный ход
ползуна
^max ^
2 2
(1 +
Ш1- —^_-(1-Ш1
(1 +
Ху V (1-Х)
2
или после биномиального разложения квадратных корней с точностью до второго
члена ряда (е
д
< X) и упрощения
SL.
=Д
max
2
+
-
Й
1-Х
2
(2.20)
Из формулы (2.20) следует, что полный ход ползуна
S
max
в дезаксиальном
кривошипно-ползунном механизме несколько больше 2R и зависит от геометри-
ческих соотношений между звеньями. Однако для реальных механизмов влия-
ние геометрии на изменение хода ползуна крайне незначительно.
Текущие скорость v и ускорение j ползуна в зависимости от угла поворота
кривошипа а определяем по формулам
v ~ co7?(sina + 0,5Xsin2a + 8
fl
cosa); (2.21)
j ~
со R{oos
a +
X
cos 2a - е
д
sin a). (2.22)
Особенностью дезаксиального механизма по сравнению с аксиальным явля-
ется незначительное смещение экстремальных и нулевых значений пути, скорос-
ти и ускорения, связанное с тем, что крайние положения ползуна достигаются
при углах поворота кривошипа, отличных от 0 и 180°:
a,
2
= 180° larcsin-^-. (2.23)
1,2
1±Х
Дезаксиальный механизм, не имея особых кинематических свойств, способ-
ствует лучшему направлению главного ползуна. Это объясняется тем, что сила,
действующая по шатуну дезаксиального механизма, в любом его положении
в период рабочего хода прижимает ползун к направляющим, тем самым предо-
храняя его от опрокидывания.
Кривошипно-ползунный механизм. Исходной величиной для геометричес-
кого синтеза аксиального кривошипно-ползунного механизма является полный
ход ползуна, значение которого задано в ГОСТе на основные параметры и раз-
меры или рассчитано из технологических соображений для тех типов прессов
(автоматы, ножницы и др.), для которых
S
max
в ГОСТе не оговорено. Тогда ради-
ус кривошипа, как это следует из формулы (2.14), будет равен половине полного
хода ползуна: R
=
S
max
/2.
75
Раздел I КРИВОШИПНЫЕ ПРЕССЫ
Для определения длины шатуна необходимо задать значение X, при выборе ко-
торого следует руководствоваться следующим соображением. Чем больше значение
X
при заданном полном ходе, тем меньше габаритный размер кривошипного пресса
в направлении оси движения ползуна. Поэтому для прессов с большим ходом, осо-
бенно при плунжерной подвеске ползуна, значение X приходится выбирать по
верхнему пределу, чтобы уменьшить размеры пресса. Но силовые условия работы
механизма с увеличенным отношением RJL ухудшаются - возрастают сила, дейст-
вующая вдоль шатуна, а также давление на направляющие и крутящий момент.
Значения X для современных кривошипных прессов приведены ниже:
Прессы для листовой штамповки
Универсальные простого действия:
с регулируемым ходом 0,065...0,085
с постоянным нормальным ходом 0,085...0,125
с постоянным увеличенным ходом 0,145...0,175
Вытяжные двойного действия 0,190...0,270
С плунжерной подвеской ползуна:
универсальные простого действия 0,300...0,350
вытяжные двойного действия 0,420...0,490
Автоматы 0,060...0,250
Прессы для объемной штамповки
КГШП 0,140...0,175
ГКМ 0,270...0,330
Обрезные прессы 0,100...0,120
Автоматы 0,120...0,200
Чтобы определить радиус кривошипа для дезаксиального механизма, необ-
ходимо дополнительно задать е
д
. Тогда на основании формулы (2.20) имеем
с
D — max
Коэффициент дезаксиальности главного механизма ГКМ е
д
= 0,06...0,08.
2.3.
Прессы с кривошипно-коленным механизмом
Кривошипно-коленный механизм различных модификаций (рис. 2.5) при-
меняют в качестве главного исполнительного механизма в чеканочных прессах,
прессах для выдавливания, вытяжных прессах тройного действия, обрезных
и холодновысадочных прессах-автоматах.
Наибольшее распространение получил одноколейный центральный меха-
низм (см. рис. 2.5, я), у которого ползун движется вдоль оси, проходящей через
центр качания верхнего звена. Многоколенную схему (см. рис. 2.5, б) применяют
76
Глава 2.
Кинематические свойства
и
проектирование исполнительных механизмов
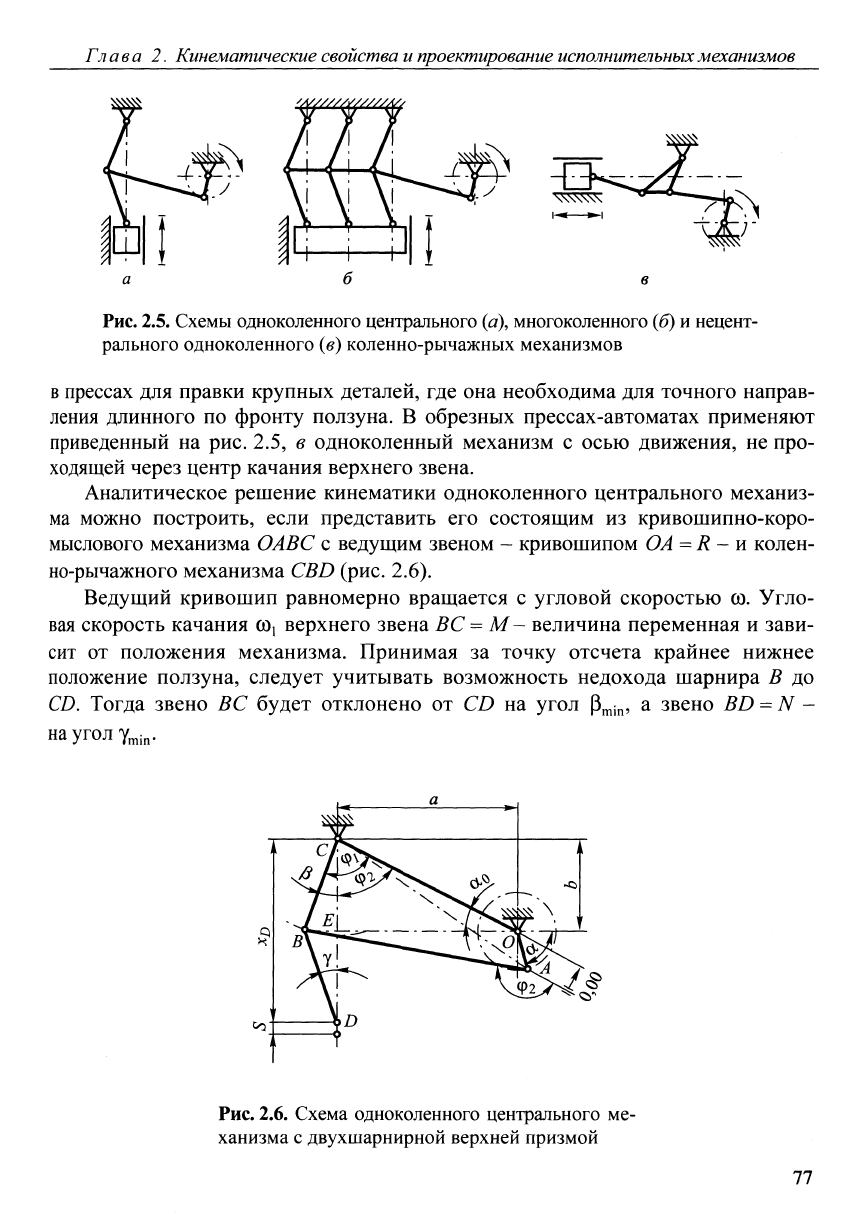
Рис.
2.5.
Схемы одноколейного центрального (а), многоколенного (б) и нецент-
рального одноколейного (в) коленно-рычажных механизмов
в прессах для правки крупных деталей, где она необходима для точного направ-
ления длинного по фронту ползуна. В обрезных прессах-автоматах применяют
приведенный на рис. 2.5, в одноколейный механизм с осью движения, не про-
ходящей через центр качания верхнего звена.
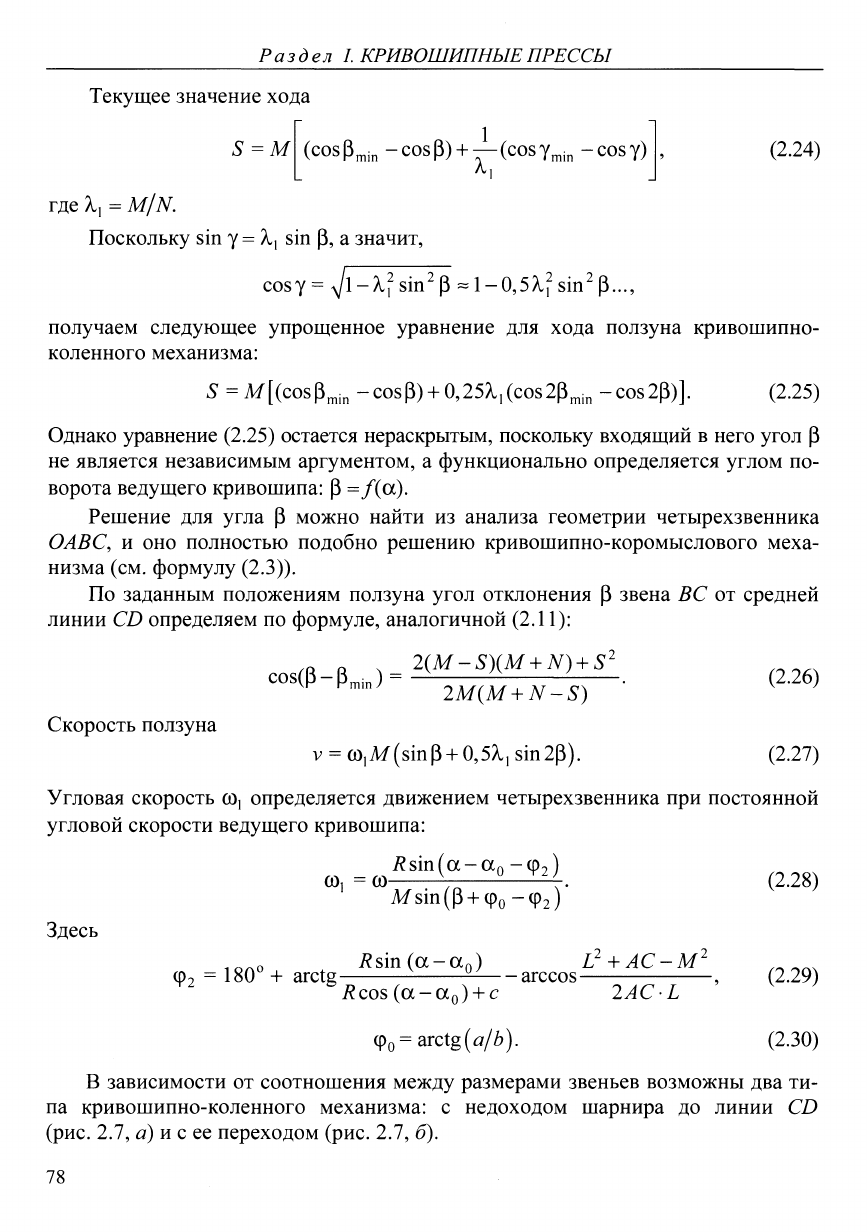
Аналитическое решение кинематики одноколейного центрального механиз-
ма можно построить, если представить его состоящим из кривошипно-коро-
мыслового механизма О ABC с ведущим звеном - кривошипом OA=R - и колен-
но-рычажного механизма CBD (рис. 2.6).
Ведущий кривошип равномерно вращается с угловой скоростью со. Угло-
вая скорость качания щ верхнего звена ВС
=
М- величина переменная и зави-
сит от положения механизма. Принимая за точку отсчета крайнее нижнее
положение ползуна, следует учитывать возможность недохода шарнира В до
CD. Тогда звено ВС будет отклонено от CD на угол
(3
min
,
а звено BD
=
N -
науголу
т1п
.
Рис.
2.6. Схема одноколейного центрального ме-
ханизма с двухшарнирной верхней призмой
77
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Текущее значение хода
S=M
(
C0S
Pmin "COSp) + — (COSY
min
-COSY)
(2.24)
где
А,,
= M/N.
Поскольку sin у =
^1
si
n
P?
a
значит,
cosy = Vl-^sin
2
p -1 -0,5?t
2
sin
2
p...,
получаем следующее упрощенное уравнение для хода ползуна кривошипно-
коленного механизма:
S = М
[(cos
(3
min
-
cos (3)
+ 0,25А,
(cos
2(3
min
- cos
20)].
(2.25)
Однако уравнение (2.25) остается нераскрытым, поскольку входящий в него угол р
не является независимым аргументом, а функционально определяется углом по-
ворота ведущего кривошипа: Р =/(а).
Решение для угла Р можно найти из анализа геометрии четырехзвенника
ОАВС, и оно полностью подобно решению кривошипно-коромыслового меха-
низма (см. формулу (2.3)).
По заданным положениям ползуна угол отклонения Р звена ВС от средней
линии CD определяем по формуле, аналогичной (2.11):
Kmin
2M(M
+
N-S)
Скорость ползуна
v - co,Af(sinp +
0,5A,
1
sin2p). (2.27)
Угловая скорость щ определяется движением четырехзвенника при постоянной
угловой скорости ведущего кривошипа:
/Jsinfa-ao -Ф?)
<*>i =
ю
Т^ ;. (2.28)
Msin(P + 9
0
-ф
2
)
Здесь
,о^о 7?sin(a-a
0
)
L
2
+AC-M
2
^ ^
ч
ф
2
= 180° + arctg ^ arccos , (2.29)
7?cos(oc-a
0
) + c 2AC-L
ф
0
= arctg
(a/b).
(2.30)
В зависимости от соотношения между размерами звеньев возможны два ти-
па кривошипно-коленного механизма: с недоходом шарнира до линии CD
(рис.
2.7, а) и с ее переходом (рис. 2.7, б).
78
Глава 2.
Кинематические свойства и проектирование
исполнительных механизмов
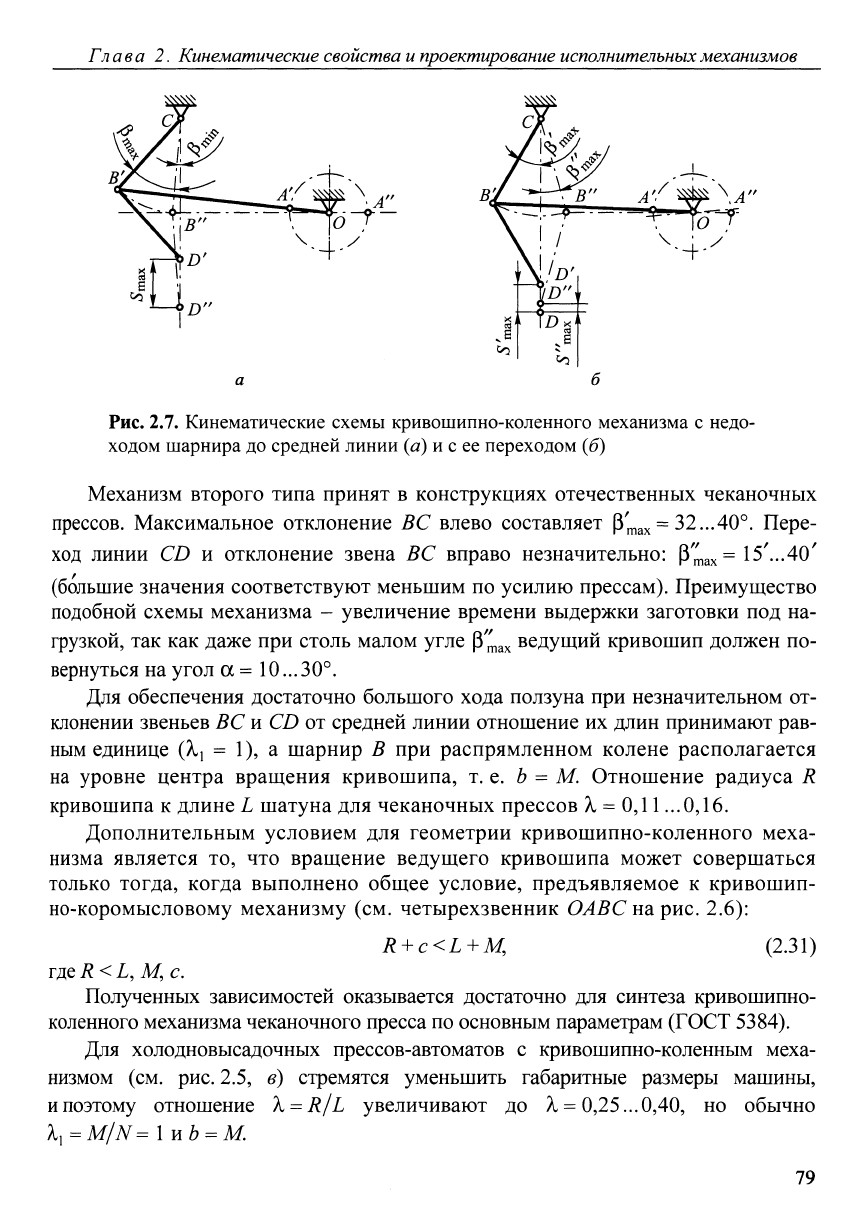
Рис.
2.7. Кинематические схемы кривошипно-коленного механизма с недо-
ходом шарнира до средней линии
(а)
и с ее переходом (б)
Механизм второго типа принят в конструкциях отечественных чеканочных
прессов. Максимальное отклонение ВС влево составляет
(З'
тах
= 32...40°. Пере-
ход линии CD и отклонение звена ВС вправо незначительно:
$"
тах
=
15'...40'
(большие значения соответствуют меньшим по усилию прессам). Преимущество
подобной схемы механизма - увеличение времени выдержки заготовки под на-
грузкой, так как даже при столь малом угле Р'^
ах
ведущий кривошип должен по-
вернуться на угол а = 10...30°.
Для обеспечения достаточно большого хода ползуна при незначительном от-
клонении звеньев ВС и CD от средней линии отношение их длин принимают рав-
ным единице (К
}
- 1), а шарнир В при распрямленном колене располагается
на уровне центра вращения кривошипа, т. е. Ъ = М. Отношение радиуса R
кривошипа к длине L шатуна для чеканочных прессов X = 0,11 ...0,16.
Дополнительным условием для геометрии кривошипно-коленного меха-
низма является то, что вращение ведущего кривошипа может совершаться
только тогда, когда выполнено общее условие, предъявляемое к кривошип-
но-коромысловому механизму (см. четырехзвенник ОАВС на рис. 2.6):
R
+
c<L
+
M,
(2.31)
где R<L, M, с.
Полученных зависимостей оказывается достаточно для синтеза кривошипно-
коленного механизма чеканочного пресса по основным параметрам (ГОСТ 5384).
Для холодновысадочных прессов-автоматов с кривошипно-коленным меха-
низмом (см. рис. 2.5, в) стремятся уменьшить габаритные размеры машины,
и поэтому отношение X
=
R/L увеличивают до Х
=
0,25...0,40, но обычно
\=M/N=\
ub
=
M.
79