Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел L
КРИВОШИПНЫЕ ПРЕССЫ
представляют собой вертикальные однокривошипные двухстоечные закры-
тые прессы.
Обрезные прессы устаревших моделей имеют одноколенчатый вал,
расположенный вдоль фронта станины, и открытый привод. В новых моде-
лях ведущий кривошип выполняют в виде шестерни-эксцентрика с осью
вращения, перпендикулярной фронту станины; привод у таких прессов - за-
крытого типа (см. рис. 1.6). Опыт эксплуатации обрезных прессов показал, что
боковой ползун используют крайне редко, поэтому в новых конструкциях он
отсутствует.
Основные параметры и размеры обрезных прессов регламентированы
ГОСТ 10026 как третье исполнение однокривошипных закрытых прессов про-
стого действия с номинальным усилием
1,6...25
МН.
1.12. Чеканочные прессы
и прессы для выдавливания
Чеканочные прессы общего назначения. Эти прессы используют для вы-
полнения различных операций холодной объемной штамповки: плоской чеканки,
калибровки, рельефной штамповки и др. Основные параметры и размеры чека-
ночных кривошипно-коленных прессов с Р
ном
= 630 кН...31,5 МН приведены в
ГОСТ 5384.
По конструктивному оформлению чеканочные прессы относятся к закры-
тым прессам с рамной станиной. Устаревшие конструкции прессов имеют со-
ставную литую станину: стол, стойки и верхнюю траверсу; новые модели малых
и средних размеров - цельносварную станину. У крупных прессов станина
сварная составная и стянутая болтами.
Отличительной особенностью чеканочных прессов является кривошипно-
коленное исполнение главного механизма, обеспечивающее кинематические и
динамические свойства, которые необходимы для операций с малым рабочим
ходом и весьма значительной деформирующей силой.
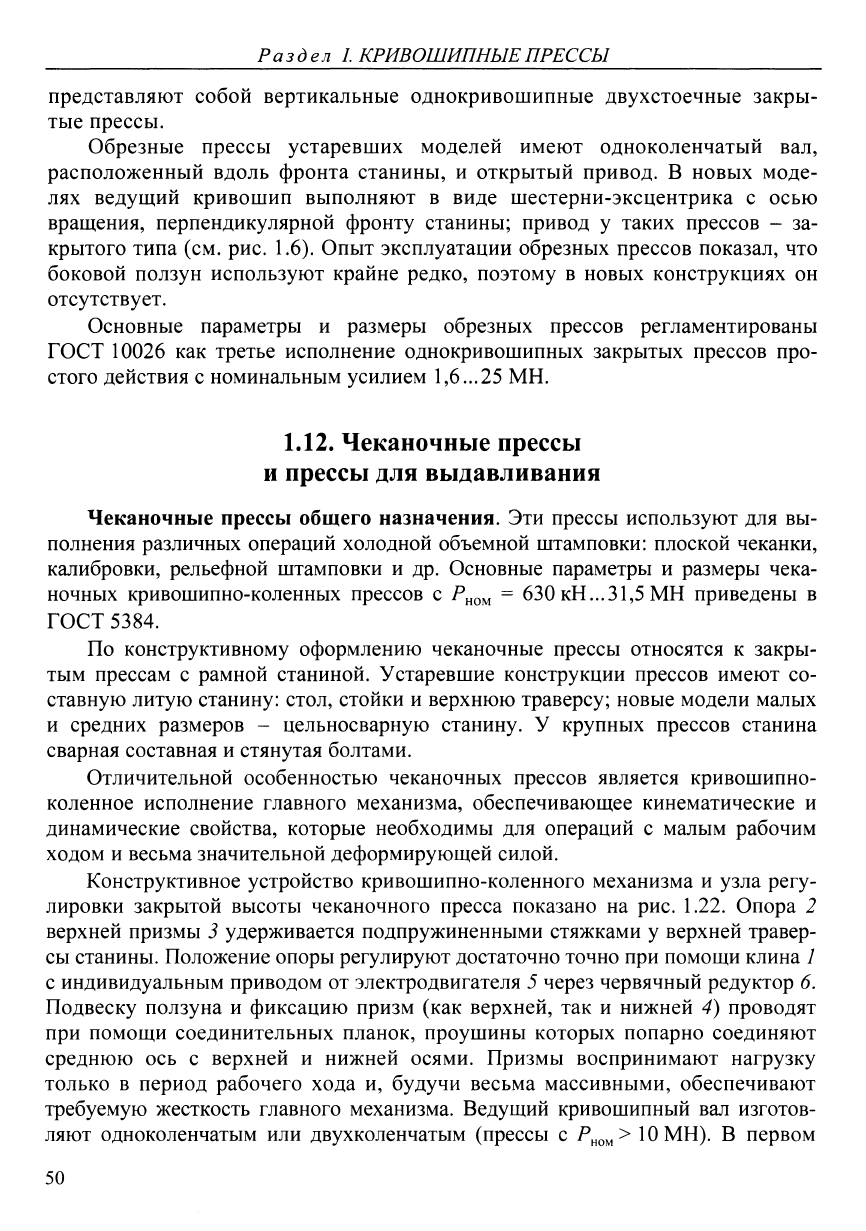
Конструктивное устройство кривошипно-коленного механизма и узла регу-
лировки закрытой высоты чеканочного пресса показано на рис. 1.22. Опора 2
верхней призмы 3 удерживается подпружиненными стяжками у верхней травер-
сы станины. Положение опоры регулируют достаточно точно при помощи клина /
с индивидуальным приводом от электродвигателя 5 через червячный редуктор 6.
Подвеску ползуна и фиксацию призм (как верхней, так и нижней 4) проводят
при помощи соединительных планок, проушины которых попарно соединяют
среднюю ось с верхней и нижней осями. Призмы воспринимают нагрузку
только в период рабочего хода и, будучи весьма массивными, обеспечивают
требуемую жесткость главного механизма. Ведущий кривошипный вал изготов-
ляют одноколенчатым или двухколенчатым (прессы с Р
иш
> 10 МН). В первом
50
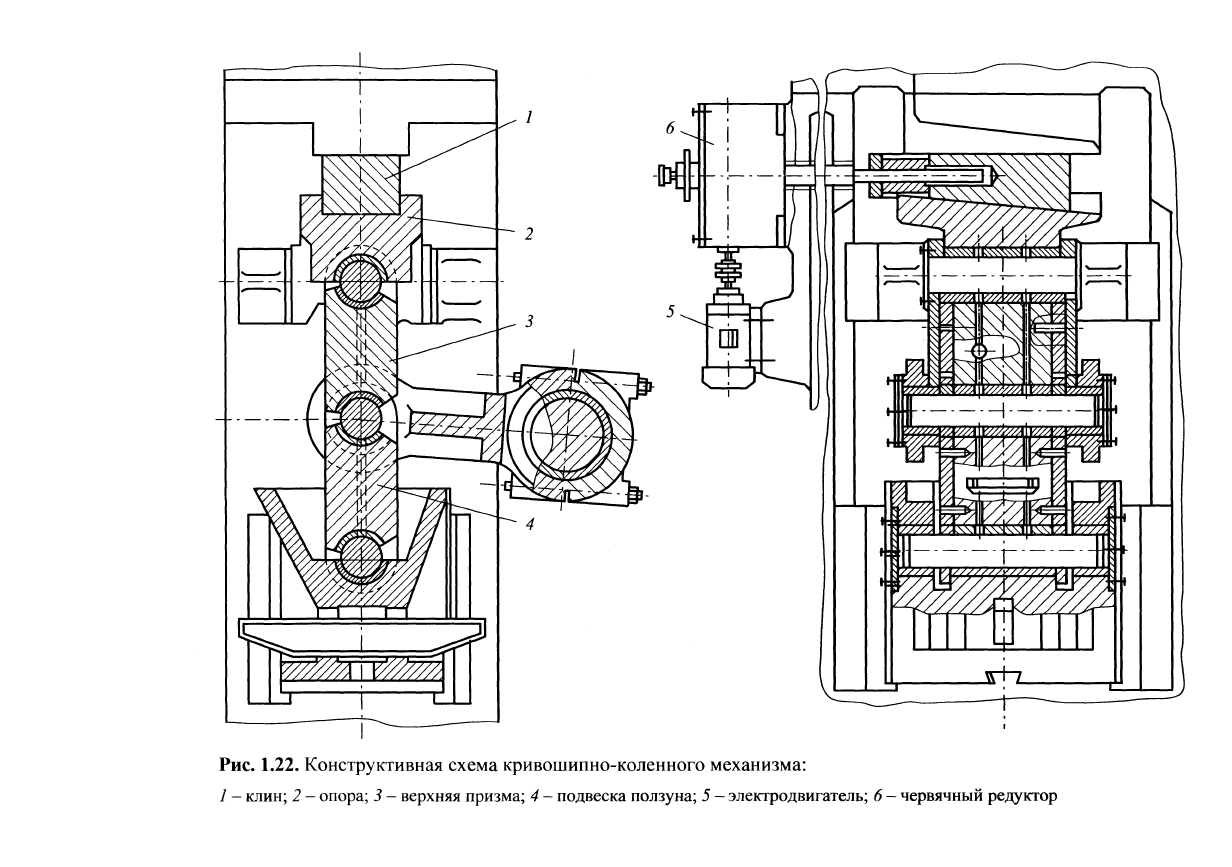
Рис.
1.22. Конструктивная схема кривошипно-коленного механизма:
/ -
клин;
2
-
опора;
3
- верхняя призма;
4
- подвеска ползуна;
5
-
электродвигатель;
6
- червячный редуктор
Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
случае шатун имеет вилчатую форму с малыми головками, охватывающими
выступающие концы средней оси, во втором - в главном механизме устанав-
ливают два шатуна.
Привод чеканочных прессов - открытый от индивидуального электродвига-
теля, у малых и средних прессов - двухступенчатый односторонний; у крупных -
двух- или трехступенчатый двусторонний. Мощность электродвигателя у чека-
ночных прессов в связи с малым рабочим ходом значительно меньше, чем у КГШП
равного номинала.
Современные модели чеканочных прессов всех размеров оборудуют пнев-
матическими фрикционными дисковыми муфтами, установленными на прием-
ном валу в одном блоке с дисковыми тормозами или
раздельно, причем тормоз тогда выполняют ленточ-
ным. Конструкция чеканочных прессов общего назна-
чения предусматривает возможность установки авто-
матических или полуавтоматических подач.
Прессы для выдавливания. Кривошипно-ко-
ленные прессы, похожие по устройству и архитекту-
ре на чеканочные, но с увеличенным ходом, при-
меняют при производстве деталей выдавливанием.
Установлено, что качество стальных изделий (порш-
невых пальцев, шлицевых втулок) улучшается, если
процесс выдавливания производят на прессах с мо-
дифицированным кривошипно-коленным механизмом
по схеме, приведенной на рис. 1.23, а. Согласно этой
схеме, рабочий ход происходит при сгибании коле-
на, когда ползун приближается к крайнему нижнему
положению. Если сравнить кривые хода ползуна для
кривошипного пресса (кривая 1 на рис. 1.23, б),
обычного кривошипно-коленного (кривая 2) и мо-
дифицированного кривошипно-коленного (кривая 3)
механизмов, то легко заметить, что в последнем слу-
чае скорость ползуна у крайнего нижнего положения
очень мала и это способствует улучшению качества
изделий.
Применение модифицированного кривошипно-
коленного механизма приводит к существенному
изменению конструкции пресса. Во-первых, стани-
на в период рабочего хода оказывается свободной
от нагрузок: усилие деформации воспринимается
в виде растягивающей силы верхним звеном коле-
на. При уменьшении числа промежуточных деталей
и их стыков, находящихся под нагрузкой, значи-
Рис. 1.23. Схема криво-
шипного механизма (а)
и сравнительные кривые
хода ползунов (б) кри-
вошипного (7), криво-
шипно-коленного (2) и
модифицированного кри-
вошипно-коленного (3)
прессов
52

Глава 1. Типовые конструкции кривошипных прессов
тельно увеличивается жесткость пресса и, следовательно, точность штам-
повки. Во-вторых, привод пресса - нижний, и это повышает устойчивость
пресса на фундаменте, уменьшает вибрации, снижает шум в цехе.
Прессы с модифицированным кривошипно-коленным механизмом выпус-
кают с
Р
ном
= 630 кН... 10 МН.
1.13. Горизонтально-ковочные машины
Горизонтально-ковочные машины предназначены для штамповки поковок
типа стержень с головкой, высаживаемой в торец, и поковок с поднутрениями
в одной или двух взаимно перпендикулярных плоскостях. Особенности штам-
повки таких поковок обусловливают особенности устройства штампов. Штампы
ГКМ в отличие от молотовых и прессовых должны иметь разъемы в двух взаим-
но перпендикулярных плоскостях: во-первых, главный разъем по плоскости
смыкания подвижных частей рабочего инструмента (пуансоны, прошивни), за-
крепленных на главном (высадочном) ползуне и передающих активную на-
грузку от привода, и, во-вторых, разъем по плоскости смыкания подвижной
и неподвижной половин матрицы.
Смыкание с образованием рабочих полостей ручьев и раскрытие матрицы
осуществляются при помощи целевого механизма зажима, на конечном звене
которого - зажимном ползуне - закреплена подвижная половина матрицы; не-
подвижная половина матрицы находится в гнезде станины ГКМ.
Учитывая, что штамповка происходит в условиях ограниченного течения
металла, когда для четкого оформления конфигурации поковки не требуется
создания подпора в виде развернутого заусенца, поглощающего избыток метал-
ла, в штамп ГКМ должна быть задана заготовка с объемом, точно соответст-
вующим объему полости ручья. Это тем более важно, что штамповку на ГКМ
для повышения производительности труда часто ведут не от мерной заготовки, а
от прутка, рассчитанного на несколько поковок. Для того чтобы точно устано-
вить длину заданной заготовки, в машине предусмотрен специальный ограничи-
тель подачи - передний или задний упор.
У большинства ГКМ современных моделей в качестве главного исполнитель-
ного применяют дезаксиальный кривошипно-ползунный механизм. Не обладая
особыми кинематическими свойствами по сравнению с аксиальным механизмом,
применяющимся у машин малых размеров, он способствует лучшему направле-
нию главного ползуна. В редких случаях главный исполнительный механизм вы-
полняют в виде кривошипно-кулисного механизма с прямой кулисой. Достоинство
этой схемы - жесткое направление ползуна, являющегося корпусом кулисы. Вме-
сте с тем изготовление и ремонт машины при этом усложняются.
Горизонтально-ковочные машины с вертикальным разъемом матриц.
В машинах с вертикальным разъемом матриц применяют следующие кинемати-
53
Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
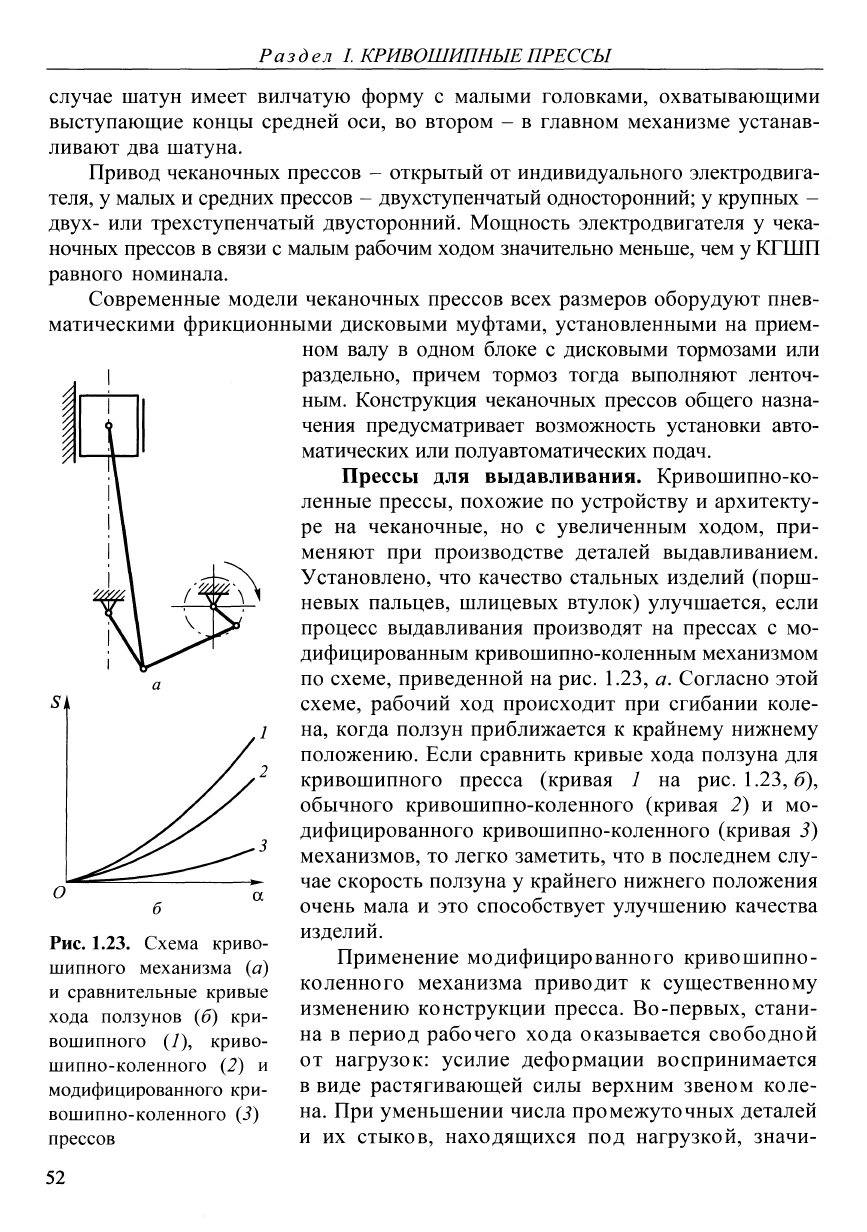
Рис. 1.24. Кинематические схемы кривошипно-рычажного двухклинного (а),
кривошипного рычажно-коленного (б) и кулачкового ползунно-коленного (в)
механизмов зажима
ческие схемы механизмов зажима: кривошипно-рычажные двухклинные, кри-
вошипные рычажно-коленные, кулачковые ползунно-коленные.
Механизм зажима первого типа (рис. 1.24, а), компактный по своим габа-
ритным размерам, нашел применение в небольших машинах. Механизм работа-
ет следующим образом. Концевой кривошип 1 главного вала за время полного
оборота приводит в качательное движение звено 2 и далее при помощи тяги 4
в возвратно-поступательное движение боковой ползун 3, образующий совместно
с зажимным 5 клиновую пару. Благодаря этому при движении бокового ползуна
вперед зажимный ползун перемещается в направлении смыкания матриц. Для
обратного движения зажимного ползуна служит прямоугольный зуб б, обра-
зующий с ним обратную клиновую пару.
В механизме зажима второго типа (рис. 1.24, б) привод зажимного ползуна 2
осуществляется от высадочного ползуна 1 главного механизма через систему
качающихся рычагов и колено 3.
Зажимный ползун в машинах, выполненных по двум рассмотренным схе-
мам, в течение рабочего хода фактически не стоит на месте в своем крайнем
левом положении: он то приближается к этому положению, то удаляется от
него.
Подобное явление на производстве называется «дыханием» зажимного
ползуна. При достаточно большом «дыхании» между матрицами возникает за-
зор,
в который может вытечь металл при высадке с образованием продольного
заусенца по длине поковки. Кроме того, вследствие «дыхания» нарушается
правильность сечений полостей ручьев штампа, что приводит к искажению
формы поковки, нарушению характера течения металла и к поломкам инст-
румента.
54
Г л ава 1. Типовые конструкции кривошипных прессов
Десятизвенный механизм, применявшийся в старых моделях машин, имеет
двукратное «дыхание» в течение одного высадочного хода главного ползуна.
При этом колено дважды распрямляется вследствие перехода слева направо
средним шарниром оси движения зажимного ползуна. Длина перехода достигает
10
мм и вызывает образование зазора между матрицами, равного 0,2...0,3 мм,
что совершенно недопустимо.
Наиболее высокая точность движения зажимного ползуна в смысле полно-
го выстаивания в крайнем положении в период рабочего хода главного ползу-
на может быть обеспечена механизмом, в основе которого лежит кинема-
тическая цепь третьего типа (рис. 1.24, в). Особенностью этой цепи является
применение кулачков с профилем, удовлетворяющим требованиям заданного
закона движения.
Лучшим считается привод зажимного механизма от двух кулачков прямого
и обратного ходов. По этому принципу функционируют машины современных
моделей, в том числе отечественные средних и больших размеров. Машины с
одним кулачком, обеспечивающим прямой и обратный ход, почти не вы-
пускают.
Зажимный механизм в этом случае работает следующим образом. Дви-
жение кулачков прямого 2 и обратного 3 ходов, посаженных на главном
валу, через ролики прямого 4 и обратного / ходов передается боковому
ползуну 5, движущемуся возвратно-поступательно. Боковой ползун через
шатун 6 связан с коленом 8. При его ходе вперед происходит распрямление
колена и зажимный 7 ползун перемещается в направлении смыкания мат-
риц. При ходе бокового ползуна назад колено ломается и зажимный ползун
раскрывает матрицы. Для полного смыкания матриц нет необходимости вы-
тягивать в линию звенья колена. При трении в шарнирах распор будет на-
дежным при тупом угле между осями звеньев колена: это облегчает обрат-
ный ход ползуна 7.
ГКМ с вертикальным разъемом матриц, предназначенные для универсаль-
ной технологии, представляют собой горизонтальные двухстоечные однокриво-
шипные закрытые прессы с открытым приводом. Слева от главного испол-
нительного механизма расположен привод механизма зажима и собственно
зажимный ползун, передвигающийся вдоль фронта станины.
Основные параметры и размеры ГКМ общего назначения с одной под-
вижной матрицей и Р
ном
= 1 ... 31,5 МН при ходе высадочного ползуна
5
тахвыс
= 180...700 мм и числе ходов я = 95...21 в минуту регламентированы
ГОСТ
7023.
Перемещение зажимного ползуна определяется необходимостью
извлечь поковку из машины и поэтому возрастает нелинейно при увеличе-
нии хода высадочного ползуна. Согласно ГОСТу, «У
тах3
аж
=
(0,33 ...0,50)
S
maxBUC
.
Станины малых и средних машин изготовляют цельнолитыми, а крупных -
разъемными из двух отливок (передней и задней с вертикальным разъемом). Обе
половины разъемной станины стягивают верхними и нижними продольными
55
Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
болтами или планками. Для увеличения жесткости у средних машин с цельной
станиной сверху имеются горизонтальные стяжки. С фронтальной стороны ста-
нины сделан вертикальный вырез, обеспечивающий доступ к инструменту. В сов-
ременных конструкциях ГКМ опоры промежуточного вала вынесены в заднюю
часть станины и сделаны открытыми.
К главному исполнительному механизму ГКМ, как и у КГШП, предъявля-
ют повышенные требования по жесткости и точности движения, что и опреде-
ляет конструкцию его деталей: короткий шатун с постоянной длиной, хобо-
тообразный ползун с двойным направлением и массивный одноколенчатый
(реже эксцентриковый) вал.
Привод машин осуществляется от электродвигателя, установленного на специ-
альном кронштейне станины, через одноступенчатую передачу у быстроходных
малых или двухступенчатую передачу у средних и крупных машин.
Современные модели машин всех размеров оборудуют пневматическими
дисковыми муфтами и ленточными тормозами, установленными, как правило, на
приемном валу. В мощных машинах муфту и тормоз располагают на главном ва-
лу. Это улучшает приработку зубчатых колес и облегчает условия работы муфты
при пуске и тормоза при остановке, но приводит к увеличению ее размеров.
Особое место в системе ГКМ занимают устройства предохранения от пере-
грузки по зажимному ползуну. Перегрузка может возникать вследствие непра-
вильной, случайной установки прутка между плоскостями матриц. В этом
случае жесткая кинематическая связь в приводе зажимного ползуна требует,
чтобы матрицы сомкнулись, чему однако препятствует пруток между матрица-
ми.
Если не предусмотреть специального предохранительного устройства в сис-
теме зажима, то возможна поломка машины.
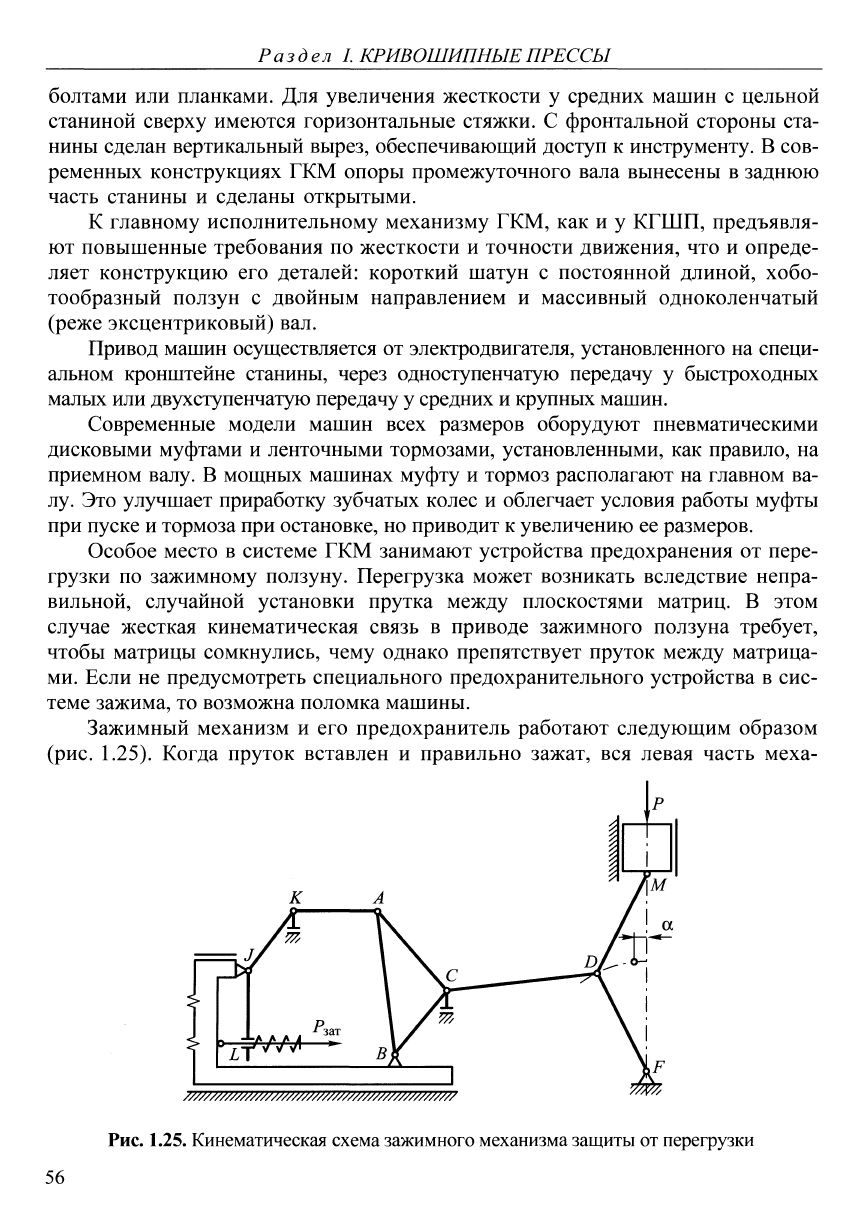
Зажимный механизм и его предохранитель работают следующим образом
(рис.
1.25).
Когда пруток вставлен и правильно зажат, вся левая часть меха-
Рис. 1.25. Кинематическая схема зажимного механизма защиты от перегрузки
56
Глава 1. Типовые конструкции кривошипных прессов
низма за точкой D в период остановки зажимного ползуна свободна от нагру-
зок. При зажиме прутка между матрицами эта точка не может дойти до своего
крайнего положения - точки Е, и останавливается где-то раньше (на расстоя-
нии а). Однако боковой ползун продолжает двигаться, и его перемещение
должно передаваться всей рычажной системе. Тогда при неподвижной точке D
и двигающемся боковом ползуне начнется поворот рычагов ABC и KJL около
центров В и J. При этом нижнее плечо рычага KJL будет отходить от стенки
бокового ползуна и сжимать цилиндрическую многорядную пружину, имею-
щую предварительную затяжку Р
зш
. Сила затяжки должна соответствовать си-
ле зажима Р
заж
. Если сила зажима превысит расчетную, должна сработать вся
система предохранения.
Сила зажима Р
заж
должна быть настолько большой, чтобы предупредить вы-
талкивание прутка из матрицы при высадке:
Рзаж = (0,30...0,35)Р
ном
.
На эту нагрузку рассчитывают всю рычажную систему предохранительного
устройства, за исключением звеньев DM и DF. Последние два звена воспри-
нимают полную силу распора.
Горизонтально-ковочные машины с горизонтальным разъемом матриц.
Значительный интерес представляют машины с горизонтальным разъемом мат-
риц, на которых заготовка перемещается из ручья в ручей в горизонтальной
плоскости, что не только облегчает условия труда, но и позволяет применять
широкую механизацию и автоматизацию технологических процессов. Главный
исполнительный механизм этих машин - кривошипно-ползунныи с высадочным
ползуном, передвигающимся в горизонтальной плоскости. Зажимный ползун со-
вершает качательное или возвратно-поступатель-
ное движение в вертикальной плоскости.
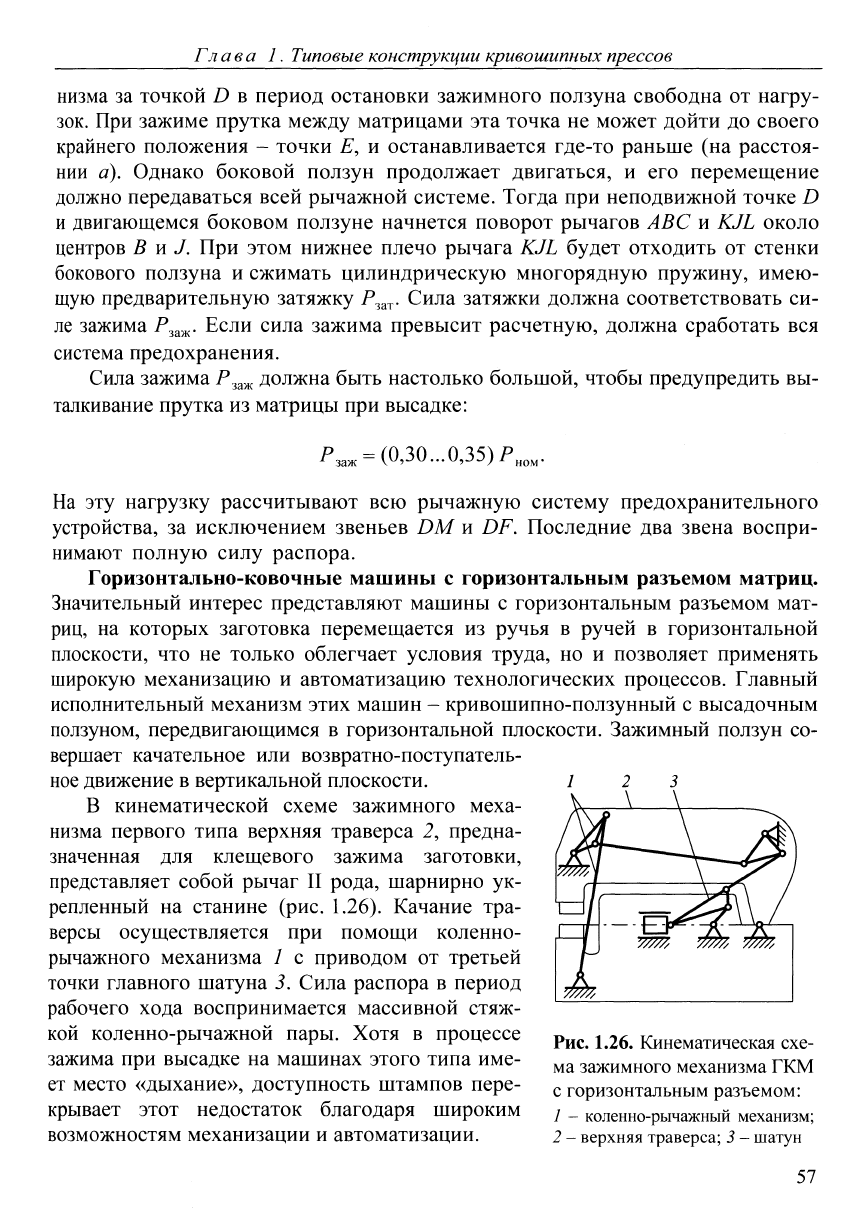
В кинематической схеме зажимного меха-
низма первого типа верхняя траверса 2, предна-
значенная для клещевого зажима заготовки,
представляет собой рычаг II рода, шарнирно ук-
репленный на станине (рис.
1.26).
Качание тра-
версы осуществляется при помощи коленно-
рычажного механизма 1 с приводом от третьей
точки главного шатуна 3. Сила распора в период
рабочего хода воспринимается массивной стяж-
кой коленно-рычажной пары. Хотя в процессе
Рис 1Ж
Кинематическая схе-
зажима при высадке на машинах этого типа име-
ма заЖ
имного механизма ГКМ
ет место «дыхание», доступность штампов пере-
с
горизонтальным разъемом:
крывает этот недостаток благодаря широким
у
- коленно-рычажный механизм;
возможностям механизации и автоматизации.
2
- верхняя траверса;
3
-
шатун
57
Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
Кинематическая цепь зажимного механизма второго типа подобна цепи ку-
лачкового ползунно-коленного механизма у обычных машин, но в машинах с го-
ризонтальным разъемом матриц он расположен над главным механизмом.
Кулачки прямого и обратного хода посажены на самостоятельном распредели-
тельном валу, получающем движение от главного привода через зубчатую пару,
передаточное число которой и
=
1. Движение кулачков через ролики сообщается
верхнему ползуну, а от него колену. При распрямлении колена зажимный пол-
зун движется вниз и смыкает матрицы, если колено ломается, зажимный ползун
поднимается вверх и раскрывает матрицы.
1.14. Прессы-автоматы для объемной штамповки
Группа кривошипных прессов-автоматов для объемной штамповки по тех-
нологическому назначению включает прежде всего машины для производства
стержневых деталей с головкой (болты, винты и т. п.), шариков и гаек. Обработ-
ка металла на прессах-автоматах происходит в условиях холодной и горячей де-
формации в зависимости от размеров штампуемого изделия.
Не разбирая все схемы и особенности конструкции прессов-автоматов для
объемной штамповки, выясним, каким образом усложняется структура от неавто-
матизированной машины к многооперационному автоматическому прессу. Рас-
смотрим, например, холодновысадочные автоматы, развитие которых шло в на-
правлении от ГКМ к одно-, двух- и трехударным прессам-автоматам.
Структура и кинематика холодновысадочных автоматов определена двумя
технологическими факторами: во-первых, длиной стержневой части изделия
и, во-вторых, объемом и сложностью высаживаемой головки.
Первый фактор обусловливает особенности удаления отштампованного изде-
лия из рабочей полости инструмента и перенос мерной заготовки на линию вы-
садки. Для коротких стержней можно применить жесткий выталкиватель, для
длинных ход выталкивателя возрастает и создает неудобства в его работе, поэто-
му изделие следует удалить при помощи разъемной матрицы.
Второй фактор связан с тем, что на образование головки необходима заго-
товка длиной более двух диаметров, а кроме того, при штамповке изделий со
сложной формой головки осуществить качественную высадку за один удар не-
возможно из-за возникновения зажимов. Поэтому высадка производится за два
или три перехода (в два или три удара): в первом при помощи пуансона с кони-
ческой рабочей полостью металл набирают и подготовляют его для дальнейшей
высадки, во время второго и третьего происходит предварительное и оконча-
тельное оформление головки изделия.
Принципиальная схема одноударного холодновысадочного пресса-автомата
с разъемной матрицей, предназначенного для высадки метизов с длиной стерж-
ня более восьми диаметров исходной заготовки, показана на рис. 1.27.
58
Г л ава 1. Типовые конструкции кривошипных прессов
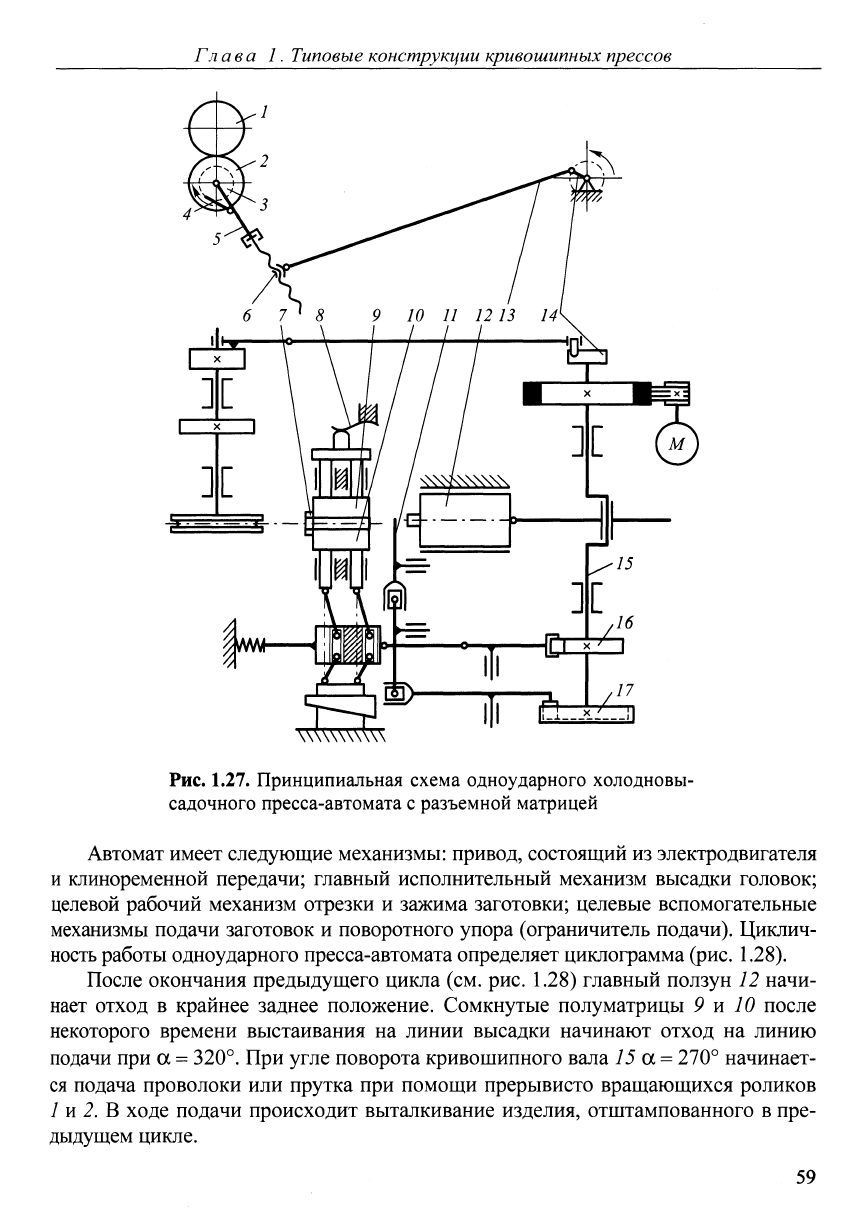
Рис. 1.27. Принципиальная схема одноударного холодновы-
садочного пресса-автомата
с
разъемной матрицей
Автомат имеет следующие механизмы: привод, состоящий из электродвигателя
и клиноременной передачи; главный исполнительный механизм высадки головок;
целевой рабочий механизм отрезки и зажима заготовки; целевые вспомогательные
механизмы подачи заготовок и поворотного упора (ограничитель подачи). Циклич-
ность работы одноударного пресса-автомата определяет циклограмма (рис.
1.28).
После окончания предыдущего цикла (см. рис. 1.28) главный ползун 12 начи-
нает отход в крайнее заднее положение. Сомкнутые полуматрицы 9 и 10 после
некоторого времени выстаивания на линии высадки начинают отход на линию
подачи при
ос =
320°. При угле поворота кривошипного вала 15 а
=
270° начинает-
ся подача проволоки или прутка при помощи прерывисто вращающихся роликов
7 и 2. В ходе подачи происходит выталкивание изделия, отштампованного в пре-
дыдущем цикле.
59