Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
При проверочном расчете по заданным нагрузкам, размерам и материалам
определяют действительные напряжения и сравнивают их с допускаемыми для
заданных условий работы.
При проектировании новых и модернизации кривошипных прессов оба рас-
чета применяют для второй группы деталей.
Расчет кривошипных валов, бугельных осей и связанной с ними тихоходной
зубчатой пары, являющихся наиболее ответственными деталями первой группы,
сводится к определению допускаемых нагрузок на ползуне пресса. Конструк-
тивные размеры валов и осей задают в зависимости от номинального усилия
пресса по опытно-статистическим соотношениям вида
В свою очередь конструктивные размеры зубчатых передач устанавливают в
зависимости от диаметра опорной шейки:
^ =/(<^о)-
Подобный подход к расчету кривошипного пресса объясняется тем, что его ха-
рактеристика по номинальному усилию для проектного задания условна и не дает
полного представления о допустимом нагруже-
нии в процессе работы. Зависимость допускае-
мой силы в деталях первой группы от положения
механизмов приводит к тому, что условие равно-
прочности в кривошипных прессах не выполня-
ется, в отличие, например, от гидравлических
прессов, где максимум силы может быть достиг-
нут при любом положении подвижной попере-
чины. Если рассмотреть уравнение для определе-
ния допускаемой силы по усталостной прочности
валов и зубчатых передач, можно заметить, что в
него входит величина
т^
- функция угла поворота
главного вала. Другие же параметры дня данных
условий работы остаются постоянными. Именно
поэтому для разных точек хода ползуна главного
механизма допускаемая сила неодинакова.
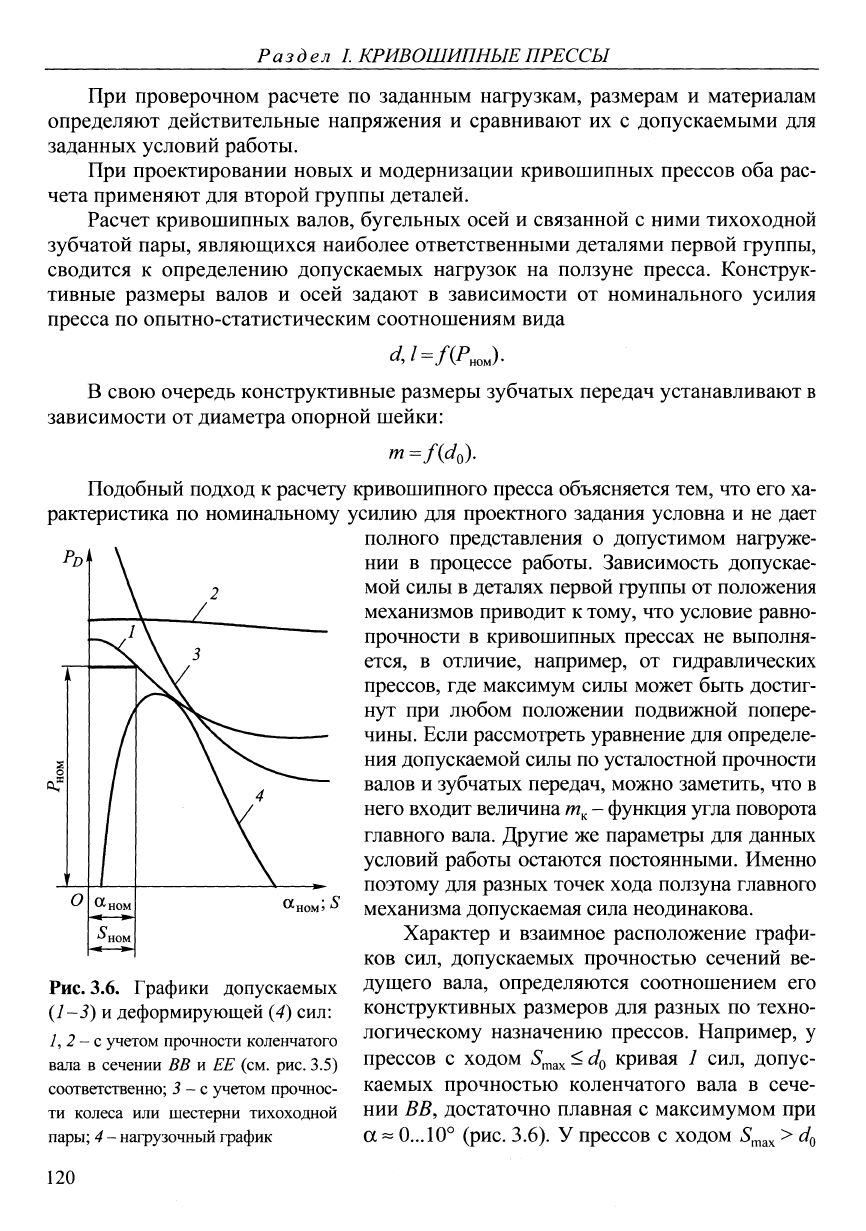
Характер и взаимное расположение графи-
ков сил, допускаемых прочностью сечений ве-
дущего вала, определяются соотношением его
конструктивных размеров для разных по техно-
логическому назначению прессов. Например, у
прессов с ходом
8^^^<<Л^
кривая 1 сил, допус-
каемых прочностью коленчатого вала в сече-
нии ВВ, достаточно плавная с максимумом при
а ~
0...10°
(рис. 3.6). У прессов с ходом
S^^^
>
d^
Рис. 3.6. Графики допускаемых
(7-5) и деформирующей {4) сил:
1,2 -с учетом прочности коленчатого
вала в сечении ЕЕ и ЕЕ (см.
рис.
3.5)
соответственно; i -
с
учетом прочнос-
ти колеса или шестерни тихоходной
пары;
4
- нагрузочный график
120
Глава 3. Силовой расчет
и
условие прочности кривошипных прессов
эта зависимость обнаруживает значительное повышение нагрузок при подходе
ползуна к крайнему нижнему (переднему) положению. У большинства прессов
кривая 2 для сечения ЕЕ оказывается высоко поднятой с небольшим снижением
в сторону больших углов. У кривошипных прессов современных конструкций
кривая 3 сил, допускаемых прочностью колеса или шестерни тихоходной пары,
в области больших углов поворота кривошипа оказывается самым низким гра-
фиком, а в области малых углов она резко возрастает, пересекая кривые сил,
допускаемых прочностью кривошипного вала. У некоторых конструкций ГКМ
кривая 3 полностью лежит ниже всех графиков.
Сохранение целостности пресса связано с соблюдением условия его прочности.
Это означает, что в любом случае нагрузочный график 4, определяемый сопротив-
лением штампуемого металла и особенностями конструкции пресса, должен впи-
саться в график допускаемых сил и не превышать его ни в одной точке.
На рис. 3.6 видно, что допускаемая сила, равная паспортному номинальному
усилию Р^о^, может быть достигнута при вполне определенном положении ме-
ханизма пресса и соответствующем этому положению угле поворота ведущего
кривошипа а^о^^, который обычно называют номинальным углом.
Номинальный угол а^^^ зависит от технологического назначения пресса
и
особенностей его конструктивного устройства. Для листоштамповочных одно-
стоечных прессов рекомендуют, чтобы номинальное усилие достигалось при
достаточно больших углах а^^^ > 30...45°, а у двухстоечных прессов открытого
типа - при а„о^ > 60°. У однокривошипных закрытых прессов простого дейст-
вия номинальное усилие должно достигаться для прессов с нормальным ходом
(быстроходные) при а^^^^ = 20...30°, а для прессов с увеличенным ходом (тихо-
ходные) и обрезных при
оСном
= 10...20°. Причем большие значения а^^^ соот-
ветствуют меньшим по размеру прессам. Достаточно широк разброс значе-
ний а„о^ в зависимости от хода ползуна для двух- и четырехкривошипных
прессов с шестеренно-эксцентриковым приводом - о.^^^^ 15...30°. Задание кон-
структивных размеров привода и главного вала у КГШП с резким пиком
нагрузки в конце рабочего хода подчинено условию а^о^, < 3...5°, а у ГКМ -
а^о^,
=
1
...5°.
Что касается чеканочных кривошипно-коленных прессов, то для
ниха„о^ = 50...60°.
Для вытяжных прессов двойного действия особо оговаривают требование
к
прочности при больших углах поворота ведущего кривошипа (а =
70...
80°):
до-
пускаемая сила не должна быть меньше 40 % от номинальной. Это связано с тем,
что рабочий график при вытяжке имеет вытянутую форму с мало изменяющимся
значением силы в течение всего процесса деформирования.
Для двухкривошипных прессов рассчитанное изложенным способом ус-
ловие прочности соблюдается при центральном или почти центральном на-
гружении. В тех случаях, когда нагружение происходит со значительным
121
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
эксцентриситетом относительно оси пресса, фактическую допускаемую силу
уточняют по расчетной схеме, в которой ползун рассматривают как балку
на двух опорах - подвесках ползуна, а нагрузку считают приложенной в
центре установленного штампа. Поскольку фактическая нагрузка на каждую
опору не может превышать 0,5 Рном? то при заданном расстоянии между
осями подвески ползуна L^^^^ и эксцентриситете х, считая от оси пресса,
максимальная допускаемая сила
''max ,- , ^ ^ном*
^подв+2х
Также должны быть снижены допускаемые силы при углах а >
а^^^^.
В связи с тем, что в производственных условиях измерение угла пово-
рота ведущего кривошипа затруднено и наладку пресса ведут на заданное
положение ползуна, важно знать изменение допускаемой силы в зависимости
от его хода. Поэтому график Р^ =/(ос), полученный при прочностных расчетах,
необходимо перестроить в координатах Р^ - S и в таком виде внести в пас-
порт пресса.
На графике Р^ =f(S) номинальному углу а^^^ поворота ведущего кривоши-
па будет соответствовать номинальный недоход
5'^^^^
ползуна до крайнего ниж-
него (верхнего, переднего) положения (см. рис. 3.6).
Вышеизложенное позволяет уточнить понятие о номинальном усилии, под
которым следует понимать наибольшую силу, приложенную к центру ползуна
при заданном (номинальным углом или номинальным недоходом) положении
главного исполнительного механизма без нарушения прочности главного вала
или тихоходных зубчатых колес привода кривошипного пресса с учетом безо-
пасности и долговечности.
3.9.
Жесткость кривошипного пресса
Под действием нагрузок детали машин претерпевают упругое изменение
размеров и формы. В кривошипных прессах в период рабочего хода под нагруз-
кой оказываются детали главного исполнительного механизма и станины. В за-
висимости от характера приложенной нагрузки эти детали испытывают различную
деформацию: растяжение, сжатие, изгиб, контактное смятие. Так, кривошипный
вал изгибается, стойки станины растягиваются, шатун сжимается, плита стола
прогибается и т. д. Все эти деформации суммируются в направлении движения
ползуна, искажая характер его движения и изменяя взаимное расположение ра-
бочих частей штампа, полученное при наладке. После окончания рабочего хода,
когда нагрузка падает до нуля, упругая деформация деталей пресса исчезает, их
размеры и форма восстанавливаются.
122
Глава 3. Силовой
расчет и условие прочности кривошипных прессов
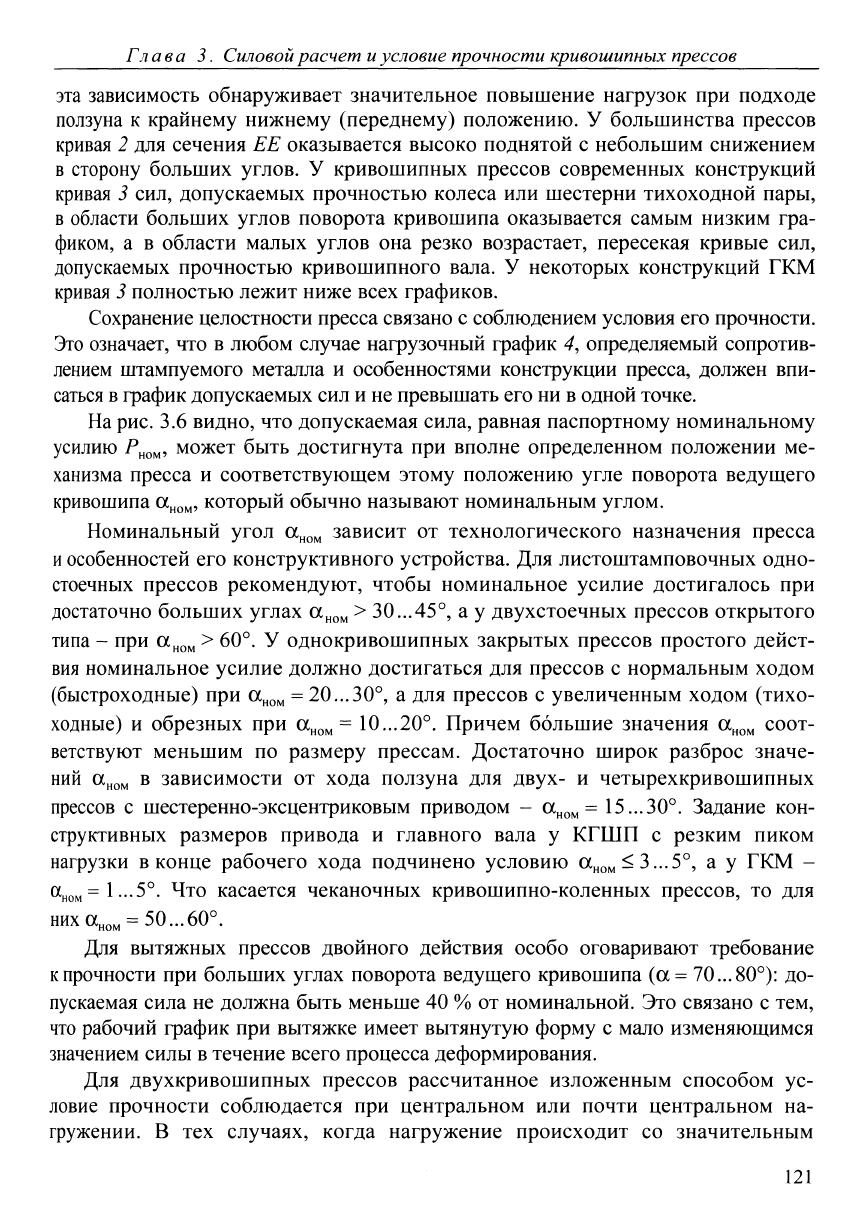
Свойство пресса упруго изменять свои
размеры под действием нагрузки в период
рабочего хода называют упругой податли-
востью. В технической литературе чаще ис-
пользуют другой термин - жесткость, понимая
под этим способность пресса сопротивляться
упругому деформированию под нагрузкой.
Эту способность характеризуют коэффици-
ентом жесткости, или жесткостью:
А/
где А/ - суммарная упругая деформация,
равная увеличению расстояния между рабо-
чими частями штампа, мм.
Величину, обратную коэффициенту жест-
кости, называют коэффициентом податливо-
сти,
или податливостью:
А
'
PD
к
А
f Т
О
\
Л
у^
i
Ох
^^лия
А/
^*дейст
^
А/
Рис.
3.7. График упругого дефор-
мирования станины при приложе-
нии деформирующей силы Ро (гра-
фик жесткости пресса)
Наиболее точное представление об уп-
ругой деформации пресса дает эксперимен-
тальный график жесткости (рис. 3.7), устанавливающий зависимость между сум-
марной упругой деформацией и силой на ползуне пресса. Видно, что начальный
участок графика имеет нелинейный характер. В самом начале нагружения это
объясняется выборкой зазоров в сочленениях главного исполнительного меха-
низма, а затем - нелинейной упругой деформацией стыков. Сила, соответствую-
щая нелинейной деформации, обычно не превышает 25 ...30 % от номинальной.
Для определения коэффициента жесткости (податливости) принимают только
линейную часть графика, где производная dP^/dl постоянна, а следовательно,
1 Р —Р
^ — _ _ ^ D нелин
п
А/.
В линеаризованной форме график жесткости используют в энергетических
расчетах (§ 4.3), поскольку его нелинейная часть не оказывает заметного влия-
ния на точность этих расчетов.
Значения коэффициента податливости, необходимые для построения линеа-
ризованных графиков жесткости, выбирают на основе практических данных. Так,
в открытых кривошипных прессах, предназначенных для листовой штамповки,
коэффициент податливости может достигать
1,0...2,0
мм на 1 МН нагрузки,
а в закрытых двухстоечных кривошипных прессах для листовой штамповки -
123
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
0,5...
1,0 мм на 1 МН нагрузки. В кривошипных прессах, работающих чеканя-
щим нажимом, большие значения А/ недопустимы в связи с потерями энергии
и необходимостью обеспечить достаточную точность размеров штампуемой
поковки, поэтому у них П = 0,10...0,35 мм на 1 МН нагрузки.
Чтобы избежать отрицательных последствий (понижение точности штам-
повки, уменьшение стойкости деталей пресса и инструмента, увеличение затрат
энергии), конструкторы стремятся повысить жесткость современных кривошип-
ных прессов. Для этого они применяют новые кинематические схемы с увели-
ченной жесткостью главного исполнительного механизма, используя, например,
кривошипно-эксцентриковый механизм в КГШП или кривошипно-круговой ме-
ханизм в вырубных прессах.
Глава 4. РАСЧЕТ ЭНЕРГЕТИЧЕСКИХ ПАРАМЕТРОВ
КРИВОШИПНЫХ ПРЕССОВ
4.1.
Энергетические возможности кривошипных прессов
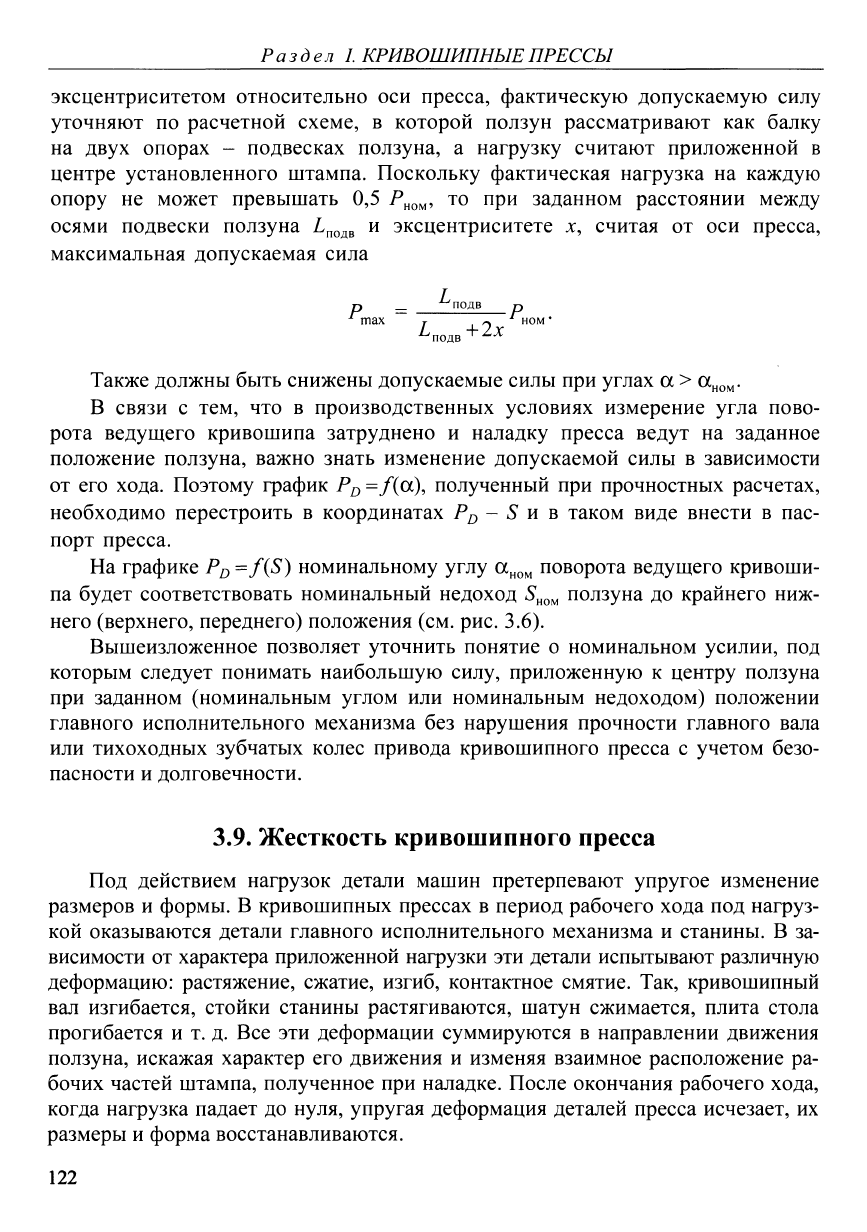
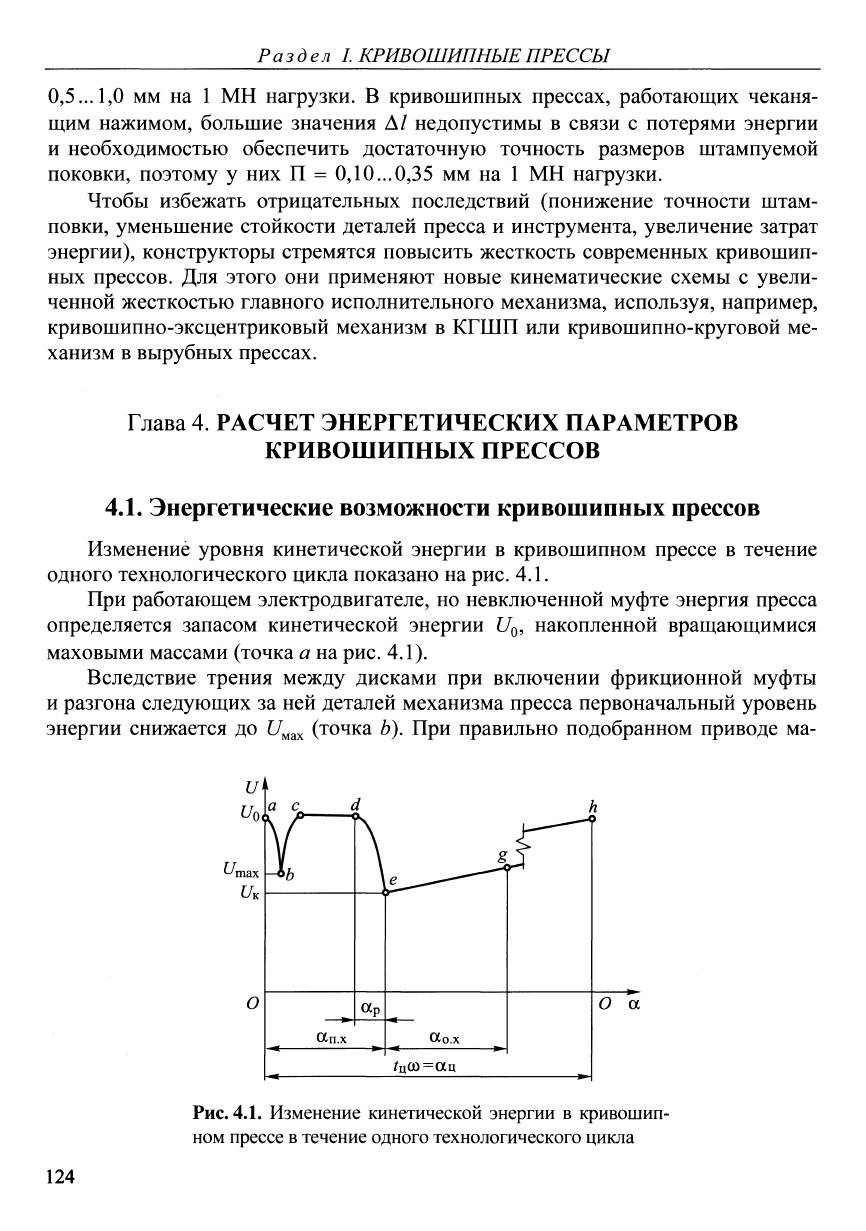
Изменение уровня кинетической энергии в кривошипном прессе в течение
одного технологического цикла показано на рис. 4.1.
При работающем электродвигателе, но невключенной муфте энергия пресса
определяется запасом кинетической энергии
C/Q,
накопленной вращающимися
маховыми массами (точка а на рис. 4.1).
Вследствие трения между дисками при включении фрикционной муфты
и разгона следующих за ней деталей механизма пресса первоначальный уровень
энергии снижается до
U^^^
(точка
Ъ).
При правильно подобранном приводе ма-
^0
t/r
max
о
i
\а с с
\--f>b
ап.х
/
ар
н^
е^,^—'
ОСо.х
^цОо=ац
;
^-
h
О а
Рис.
4.1.
Изменение кинетической энергии в кривошип-
ном прессе в течение одного технологического цикла
124
Глава 4. Расчет энергетических параметров кривошипных прессов
ховые массы до начала рабочего хода разгоняются до номинальной частоты
вращения
^„^^
и прежний уровень энергии восстанавливается (участок cd).
Во время рабочего хода уровень кинетической энергии снижается до С/^, со-
гласно кривой de на рис.
4.1.
Следовательно, в период рабочего хода расходует-
ся
только часть полной энергии привода:
причем из общего количества израсходованной энергии MJ за этот период на
пластическое деформирование тратится лишь часть MJ\ остальная часть At/^ax
"^
= At/^^ax
- At/' расходуется на трение и упругое деформирование деталей пресса.
При обратном холостом ходе после снятия рабочей нагрузки уровень энергии
восстанавливается согласно кривой egh в результате работы электродвигателя.
При большом расходе энергии на пластическую деформацию, а также вслед-
ствие потерь уровень энергии в течение обратного холостого хода а^
^
полностью
может не восстановиться. Поэтому приходится работать в режиме одиночных хо-
дов,
чтобы растянуть время холостого пробега маховика при работаюгцем элек-
тродвигателе и выключенной муфте. Тогда к моменту очередного включения
муфты по истечении времени /^ в приводе пресса восстанавливается первоначаль-
ный уровень энергии. Следовательно, при большем числе ходов непрерывное тор-
можение маховика приводит к остановке пресса.
При однопереходной штамповке на кривошипных прессах (вырубка-пробивка,
вытяжка, чеканка и т. п.) в режиме одиночных ходов с разовым включением муфты
сумма основного (машинного) времени t^^ и времени на вспомогательные приемы
труда
^всп
является длительностью действительного технологического цикла:
^ц "• ^осн ^всп*
При многопереходной штамповке в режиме одиночных ходов с нескольки-
ми включениями муфты действительный технологический цикл необходимо
подразделить на технологические переходы.
Время полного технологического цикла для прессов, работающих в режиме
одиночных ходов, приближенно можно рассчитать по заданному коэффициенту
использования ходов/?^^ (см. табл. 3.3):
^ц
= ^дв.хМ-
При ОДНО- ИЛИ многопереходной штамповке, осуществляемой сразу на всех
позициях, во время работы автоматизированного пресса в режиме непрерывных
ходов (универсальные и многопозиционные листоштамповочные прессы-авто-
маты, одноударные холодновысадочные прессы-автоматы и др.) длительность
технологического цикла
^ц ~" ^дв.х*
125
Раздел I.
КРИВОШИПНЫЕ ПРЕССЫ
4.2.
Графики деформирующей силы
При определении энергетических показателей пресса с учетом его техноло-
гического назначения фактический график деформирующей силы заменяют уп-
рощенным типовым. Существует два способа его задания: расчетный и экспе-
риментальный.
Условием возможности применения экспериментальных графиков является
тождественность схем нагружения, а также геометрическое и физическое подо-
бие процессов. Безусловно, абсолютного подобия быть не может, однако допус-
тимо считать, что графики имеют одинаковый вид, изменяются у них только
масштабы силы и деформирования.
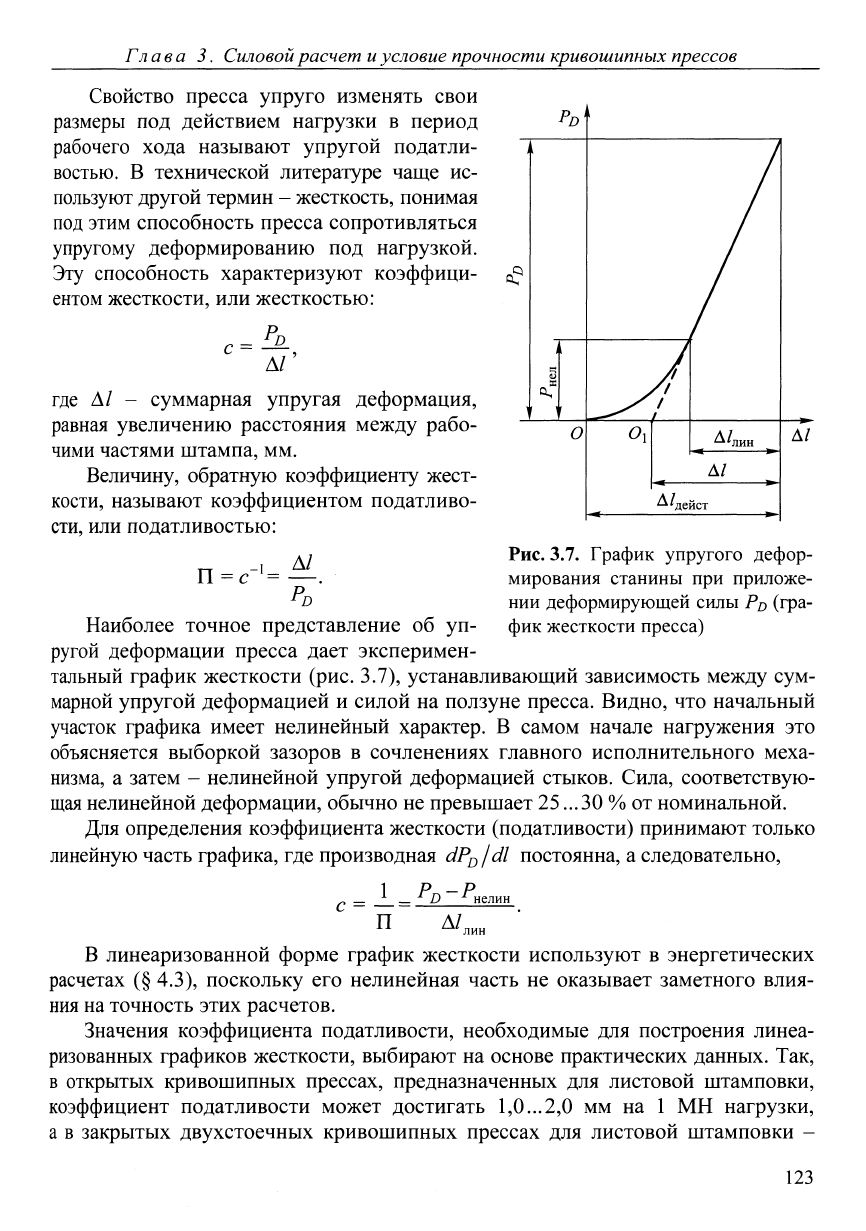
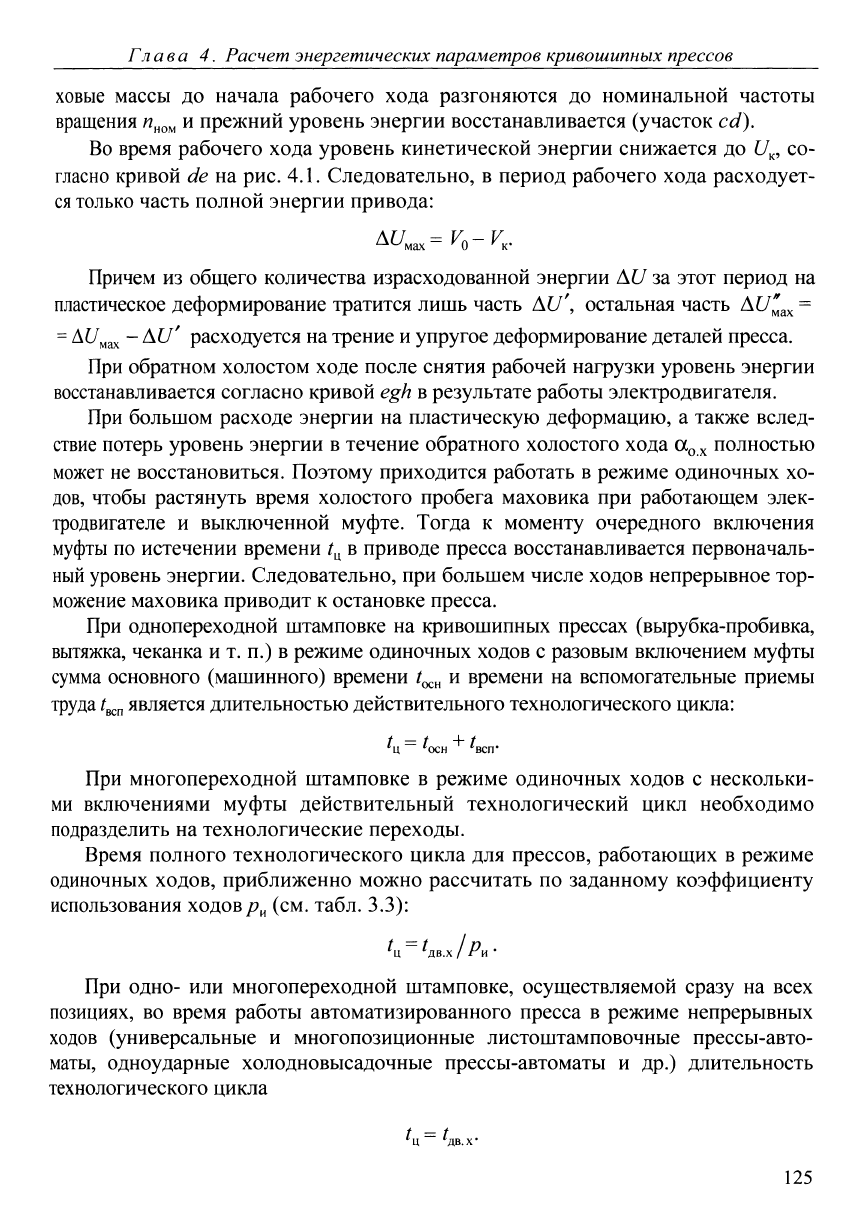
В зависимости от характера деформирующей силы технологические процес-
сы и соответствующие им графики можно разделить на шесть групп.
I. Вытяжка листового металла (рис. 4.2, а).
В расчетах по определению энергетических показателей для вытяжных
прессов двойного действия в качестве исходной величины обычно принимают
рабочий ход S^^, равный части полного хода внутреннего ползуна по цикло-
грамме пресса. Максимальная допускаемая сила в этом случае должна быть
меньше номинальной, указанной в паспорте, и определяться по условию проч-
ности и работе деформирования, выполняемой прессом за один ход.
Деформирующую силу листоштамповочного тихоходного пресса простого
действия выбирают с учетом графика первой вытяжки. При этом следует иметь
в виду, что ползун при ходе вниз преодолевает сопротивление подушек.
П. Разделительные процессы штамповки (рис. 4.2, б, где I - вырубка-
пробивка при штамповке из листа, обрезка заусенцев и прошивка отверстий;
2 - резка прутков на мерные заготовки на сортовых ножницах и др.).
При расчете Р^ следует принимать
Р^пах
=
^ном-
Рабочий ход S^^ определяют
в зависимости от толщины срезаемого металла:
*^тах ~ ^*срез?
где к - поправочный коэффициент;
^^р^з
- толщина просекаемого листа или сре-
заемого материала при обрезке. Для вырубки-пробивки и холодной обрезки заусен-
цев к= 0,40...0,50; для горячей обрезки к= I; для резки прутков к= 0,25...0,35,
причем меньшие значения к задают для более твердых материалов.
Ниже приведены толщины просекаемого листа в зависимости от номиналь-
ного усилия листоштамповочных быстроходных прессов простого действия:
Рном'МН 0,063 0,160 0,315 0,63 1,6 3,15 6,3 16
^ерез.мм 1,0 2,0 3,0 4,5 7,0 15 20 30
а также высота заусенца h^ по мостику у поковок после штамповки в открытых
штампах:
126
Глава 4.
Расчет энергетических параметров кривошипных прессов
Рном»МН 1,6 2,5 3,15 4,0 6,3 10 16
/?3,MM 1,6 3,0 4,0 5,0 6,0 8,0 10,0
Однако фактическая толщина срезаемого материала больше номинальной,
так как срезают также радиусы скругления на переходе от тела поковки к зау-
сенцу. Кроме того, необходимо учесть, что при недоштамповке высота заусенца
возрастает на величину положительного отклонения по высоте поковки. По-
тах ор.х
Рис.
4.2. Графики деформирующей силы:
а - вытяжка листового металла: /, 2 - первая и вторая вытяжки; 3 - вытяжка с утонением
стенки; б - разделительные операции: I - вырубка-пробивка, 2 - разрезка прутков;
в - чеканка и калибровка; г - прессование и выдавливание; д - прямое прессование;
е.он:- объемная штамповка в открытых и закрытых штампах; з - гибка в штампах
127

Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
этому при расчете энергетических параметров обрезных прессов толщина сре-
заемого материала
где а - поправочный коэффициент, а=
1,6...2,4,
причем меньшие значения ко-
эффициента соответствуют прессам с большим значением Рном? ^ "" положитель-
ное отклонение по высоте поковки.
III.
Чеканка, калибровка (рис. 4.2, в). Рабочий ход ^^^^x Для этих операций
достаточно мал и измеряется шириной оставленного при штамповке припуска
А^
на чеканку или калибровку с учетом положительного отклонения А2 в связи
с недоштамповкой в направлении приложенной силы и отрицательного откло-
нения Аз на точность чеканки или калибровки:
Значения А^, А2 и A3 должны быть наибольшими для данных условий. Для
их расчета в качестве типовой детали задают круглую в плане поковку высотой
не менее половины диаметра.
Деформирующая сила возрастает от начального значения Р^ до максималь-
ного в конце операции
Р^^^
<
Рном-
Согласно экспериментальным данным,
Ро<(0,80...0,85)Р„„„.
IV. Прессование и выдавливание. Особенностью силового режима прессо-
вания профилей является то, что деформация металла протекает при более или
менее постоянной деформирующей силе на ползуне пресса (рис. 4.2, г). Размеры
пресс-остатка в момент окончания процесса не вызывают резкого повышения
деформирующей силы. Как элемент горячей штамповки поковок фланцевого
типа прямое прессование характеризуется более резким изменением деформи-
рующей силы в конечный момент штамповки в связи с небольшой высотой
фланца (рис. 4.2, д). Типовой график деформирующей силы, необходимой для
выдавливания, аналогичен приведенному на рис. 4.2, г, но абсолютные размеры
рабочего хода задают особо в каждом отдельном случае.
V. Объемная штамповка в открытых и закрытых штампах (рис. 4.2, е, ж).
Процесс штамповки на КГШП в открытых штампах осуществляют, как правило,
за несколько переходов. Поэтому единый для удобства построения график дефор-
мирующей силы при последующих энергетических расчетах нужно разбить на
несколько, каждый из которых будет отражать особенности силового режима на
соответствующем переходе. Для упрощения принимают двухпереходную штам-
повку с заменой действительной зависимости Р^ =f(S) двумя линейными участ-
ками графика с изменением силы: от начальной
PQ
ДО
конечной Р^ на первом
участке и от
Р^
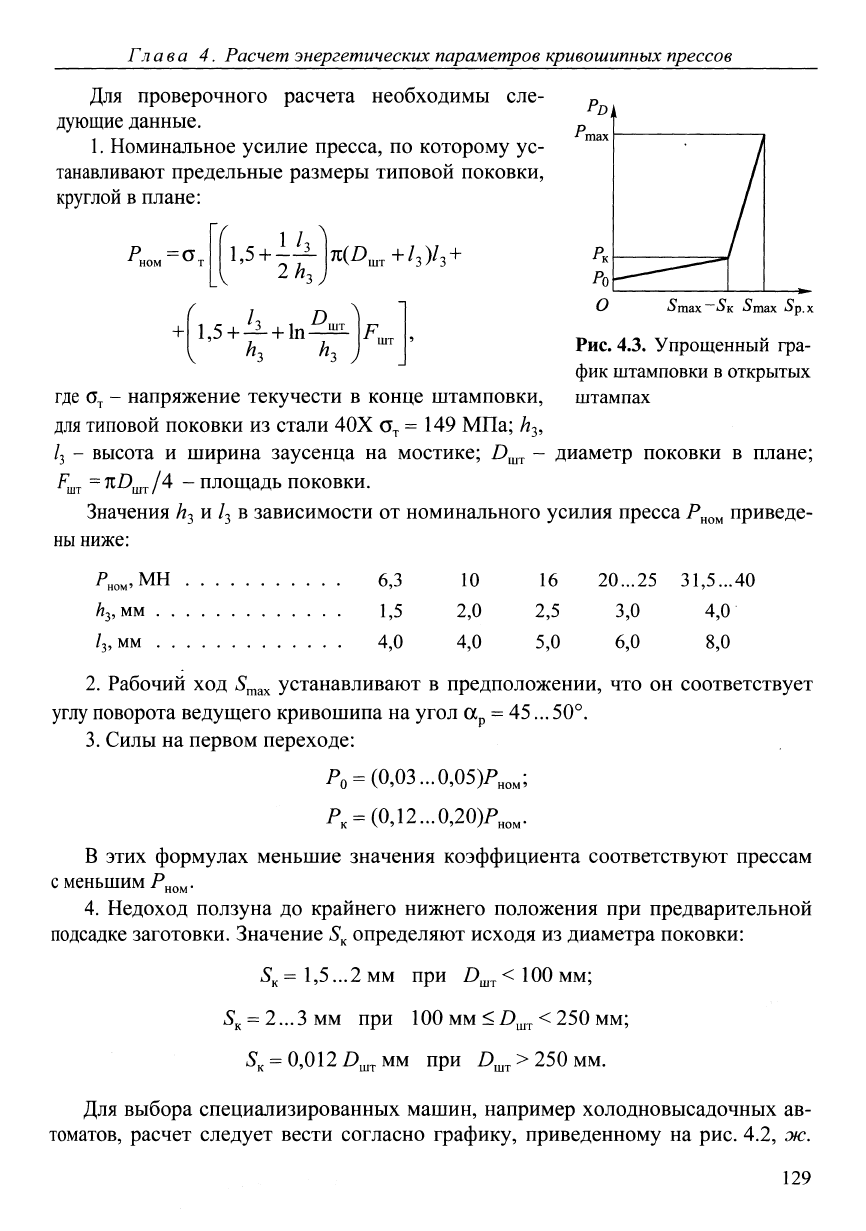
до максимальной Р^^ в конце штамповки на втором (рис. 4.3).
128
Глава 4. Расчет энергетических параметров кривошипных прессов
Для проверочного расчета необходимы еле- р
дующие данные. „ ^
1.
Номинальное усилие пресса, по которому ус-
танавливают предельные размеры типовой поковки,
круглой в плане:
Р =а
^ ном ^
1
г
2/г
71ф^,+/з)/з +
ЗУ
+
1,5 + ^ +In-^"-^
Ы
к
3 J
Ро
о
Smax SK Smsix Sp,x
Рис.
4.3.
Упрощенный гра-
фик штамповки в открытых
где
Oj
- напряжение текучести в конце штамповки, штампах
для типовой поковки из стали 40Х о^= 149 МПа; h^,
/3 - высота и ширина заусенца на мостике; D^^ - диаметр поковки в плане;
F^^
=nD^^/4 - площадь поковки.
Значения
/23
и /3 в зависимости от номинального усилия пресса
Р^^^
приведе-
ны
ниже:
Лом.МН
/^3,
мм
/з,
мм
6,3
1,5
4,0
10
2,0
4,0
16
2,5
5,0
20...25
3,0
6,0
31,5...40
4,0
8,0
2.
Рабочий ход iSj^ax устанавливают в предположении, что он соответствует
углу поворота ведущего кривошипа на угол ар =
45...
50°.
3.
Силы на первом переходе:
Ро = (0,03...0,05)Р„„„;
Р,
= (0,12...0,20)Р„„,.
В этих формулах меньшие значения коэффициента соответствуют прессам
с меньшим
P„oj^.
4.
Недоход ползуна до крайнего нижнего положения при предварительной
подсадке заготовки. Значение S^ определяют исходя из диаметра поковки:
iS^^
1,5...2
мм при 1)ш^<100мм;
5'J^ = 2...3MM при 100 мм </)щ^ <250 мм;
5'^ = 0,012 D^^ мм при D^,^>250MM.
Для выбора специализированных машин, например холодновысадочных ав-
томатов, расчет следует вести согласно графику, приведенному на рис. 4.2, эю.
129