Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование
Подождите немного. Документ загружается.

Раздел
I.
КРИВОШИПНЫЕ ПРЕССЫ
Рабочий ход в этом случае должен быть уменьшен и соответствовать углу пово-
рота кривошипа на угол ар = 20...30°.
VI.
Гибка в штампах. В качестве типового графика в этом случае можно при-
нять приведенную на рис. 4.2, з зависимость Р^, =f(S) для гибки скобы. График
имеет два участка: в начале гибки деформирующая сила плавно возрастает до
Р^^
и столь же плавно снижается, а затем резко возрастает, достигая макси-
мального значения Р^^^. При расчете следует принять Р^^^ ^^ном? причем первый
максимум должен быть ниже графика допускаемых сил (см. рис. 3.6, кривая 7).
Рабочий ход S^^^ устанавливают соответствующим ходу ползуна при пово-
роте кривошипа на ар = 60°. Заметим, что площадь под графиком деформирую-
щей силы представляет собой работу деформирования, расходуемую только на
пластическое формоизменение без учета каких-либо потерь.
Аналогично можно строить графики деформирующей силы для процессов
холодной листовой штамповки.
4.3.
Нагрузочные графики кривошипных прессов
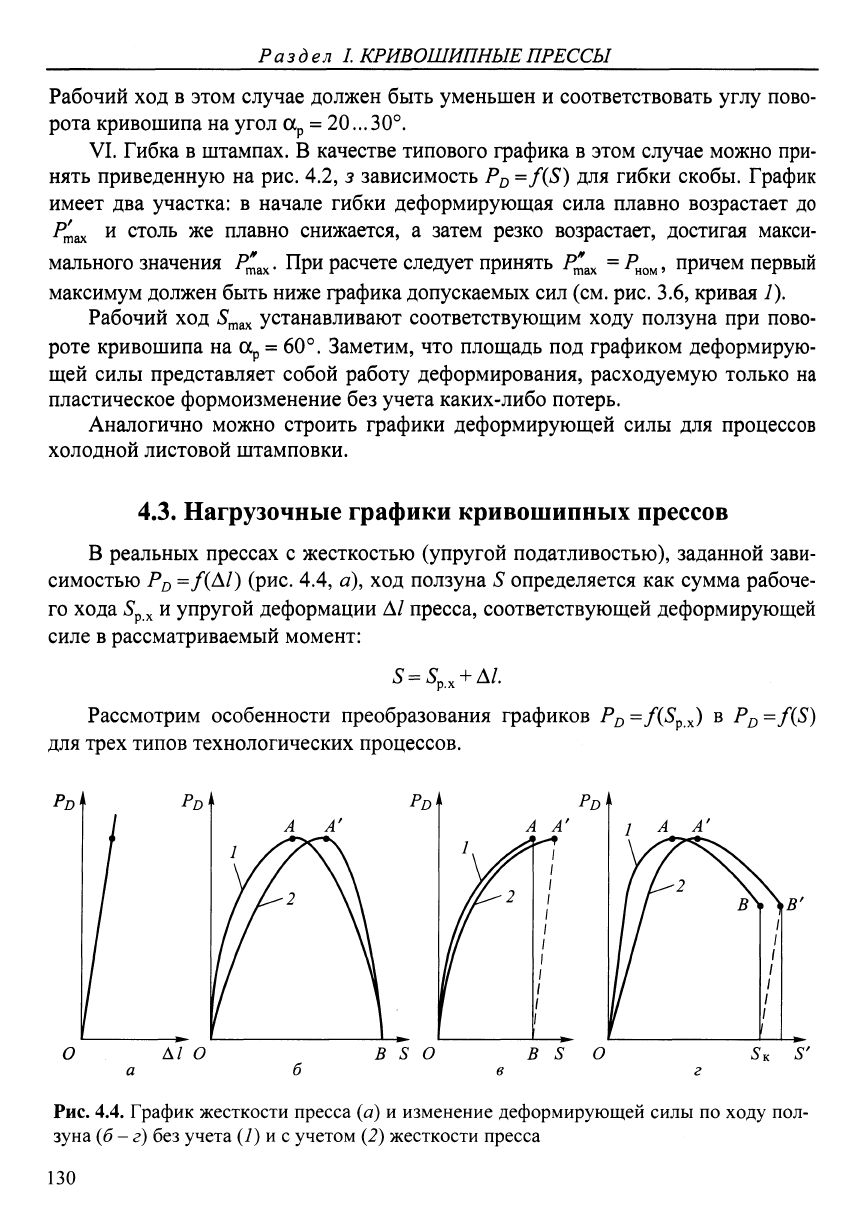
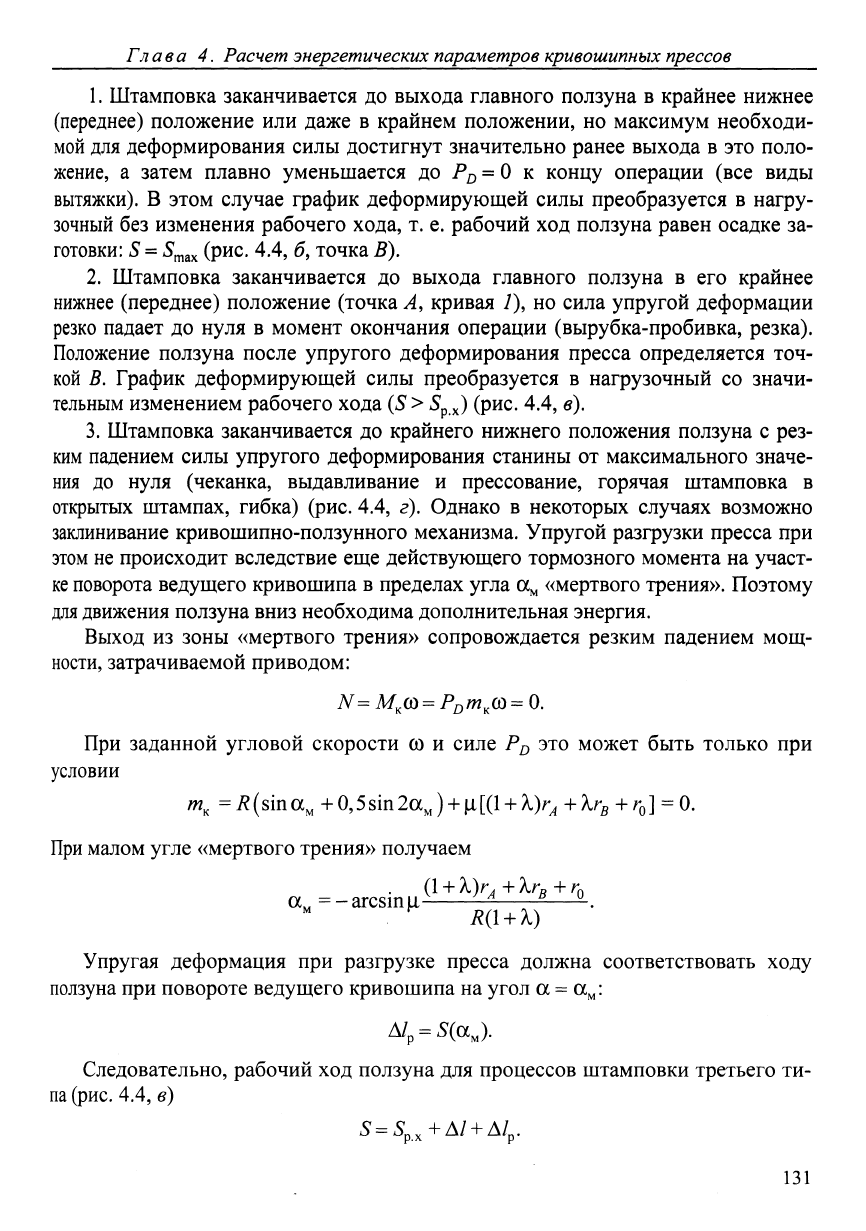
В реальных прессах с жесткостью (упругой податливостью), заданной зави-
симостью Р^ =f{^l) (рис. 4.4, а), ход ползуна S определяется как сумма рабоче-
го хода
iSp X
и упругой деформации Д/ пресса, соответствующей деформирующей
силе в рассматриваемый момент:
Рассмотрим особенности преобразования графиков Ро=Л^р,х) в PD=f{S)
для трех типов технологических процессов.
PD^
PD^
О
А/ О В S О В S О SK S'
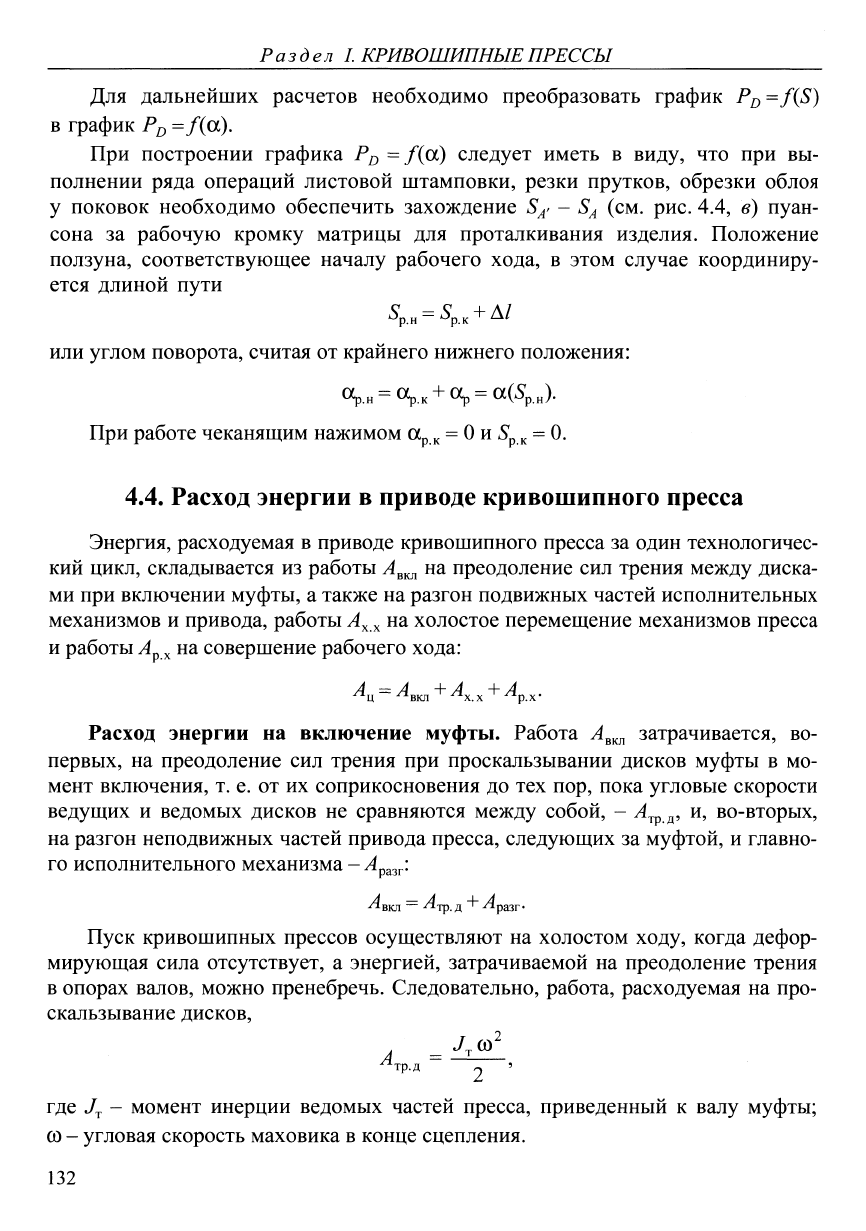
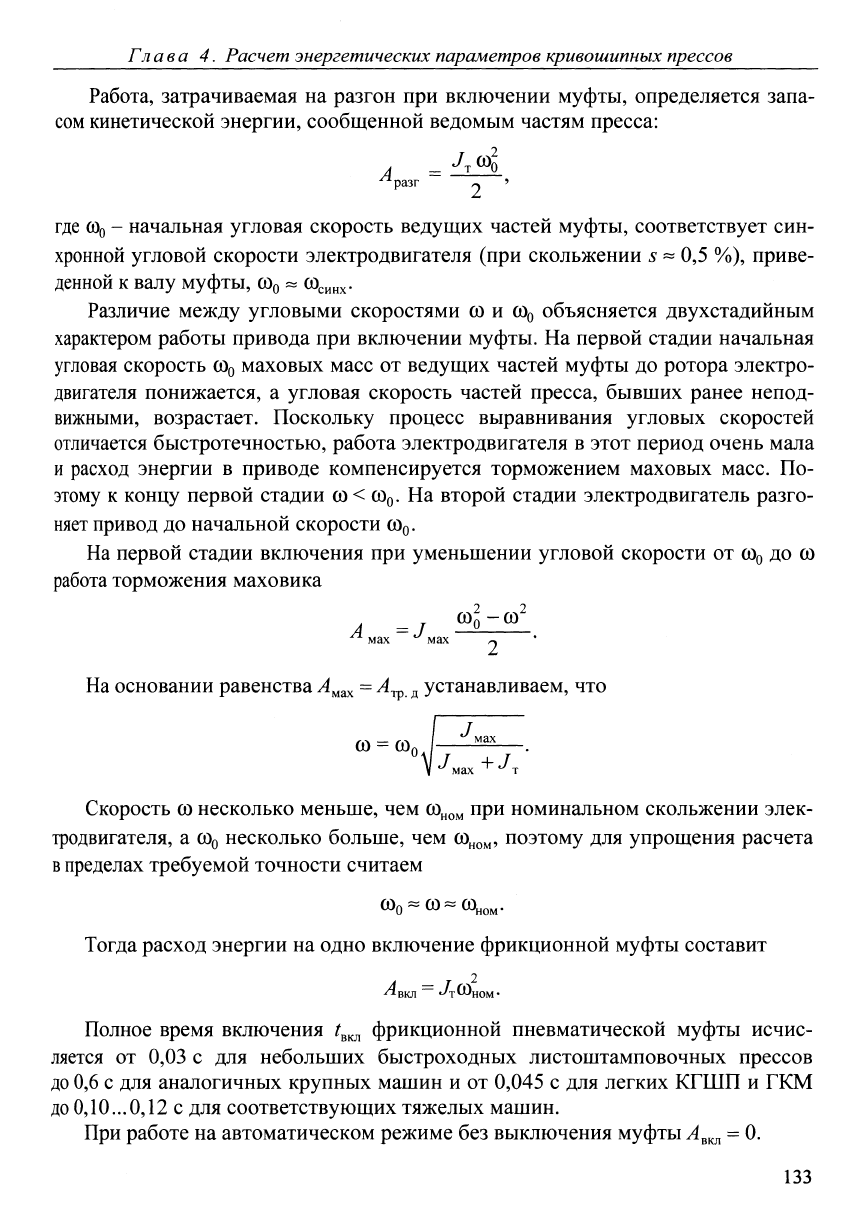
Рис.
4.4. График жесткости пресса (^f) и изменение деформирующей силы по ходу пол-
зуна (б -
г)
без учета (7) и с учетом (2) жесткости пресса
130
Глава 4.
Расчет энергетических параметров кривошипных прессов
1.
Штамповка заканчивается до выхода главного ползуна в крайнее нижнее
(переднее) положение или даже в крайнем положении, но максимум необходи-
мой для деформирования силы достигнут значительно ранее выхода в это поло-
жение, а затем плавно уменьшается до Ро
=
0 к концу операции (все виды
вытяжки). В этом случае график деформирующей силы преобразуется в нагру-
зочный без изменения рабочего хода, т. е. рабочий ход ползуна равен осадке за-
готовки: S =
iS^ax
(рис. 4.4, б, точка В).
2.
Штамповка заканчивается до выхода главного ползуна в его крайнее
нижнее (переднее) положение (точка А, кривая 7), но сила упругой деформации
резко падает до нуля в момент окончания операции (вырубка-пробивка, резка).
Положение ползуна после упругого деформирования пресса определяется точ-
кой В. График деформирующей силы преобразуется в нагрузочный со значи-
тельным изменением рабочего хода (S> S^J (рис. 4.4, в),
3.
Штамповка заканчивается до крайнего нижнего положения ползуна с рез-
ким падением силы упругого деформирования станины от максимального значе-
ния до нуля (чеканка, выдавливание и прессование, горячая штамповка в
открытых штампах, гибка) (рис. 4.4, г). Однако в некоторых случаях возможно
заклинивание кривошипно-ползунного механизма. Упругой разгрузки пресса при
этом не происходит вследствие еще действующего тормозного момента на участ-
ке
поворота ведущего кривошипа в пределах угла а^^ «мертвого трения». Поэтому
для
движения ползуна вниз необходима дополнительная энергия.
Выход из зоны «мертвого трения» сопровождается резким падением мощ-
ности, затрачиваемой приводом:
При заданной угловой скорости со и силе Р^ это может быть только при
условии
т^
-7?(sina^+0,5sin2a^) + ^[(l + >.)r4+>.r5+ro] = 0.
При малом угле «мертвого трения» получаем
(1 +
Х)г^-ьХг^+г^
а^
=-arcsm|i-
R(l
+
l)
Упругая деформация при разгрузке пресса должна соответствовать ходу
ползуна при повороте ведущего кривошипа на угол а = а^^:
А/р-^К).
Следовательно, рабочий ход ползуна для процессов штамповки третьего ти-
па
(рис.
4.4, в)
131
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Для дальнейших расчетов необходимо преобразовать график Р^ =f(S)
в график Р^ =/(сх).
При построении графика Pj^
= f(OL)
следует иметь в виду, что при вы-
полнении ряда операций листовой штамповки, резки прутков, обрезки облоя
у поковок необходимо обеспечить захождение
S^^
- S^ (см. рис. 4.4, в) пуан-
сона за рабочую кромку матрицы для проталкивания изделия. Положение
ползуна, соответствующее началу рабочего хода, в этом случае координиру-
ется длиной пути
ИЛИ
углом поворота, считая от крайнего нижнего положения:
При работе чеканящим нажимом ар
j,
=
О
и S^^
=
0.
4.4.
Расход энергии в приводе кривошипного пресса
Энергия, расходуемая в приводе кривошипного пресса за один технологичес-
кий цикл, складывается из работы А^^ на преодоление сил трения между диска-
ми при включении муфты, а также на разгон подвижных частей исполнительных
механизмов и привода, работы А^^ на холостое перемещение механизмов пресса
и работы А^^ на совершение рабочего хода:
Расход энергии на включение муфты. Работа А^^ затрачивается, во-
первых, на преодоление сил трения при проскальзывании дисков муфты в мо-
мент включения, т. е. от их соприкосновения до тех пор, пока угловые скорости
ведущих и ведомых дисков не сравняются между собой, - А^^^, и, во-вторых,
на разгон неподвижных частей привода пресса, следующих за муфтой, и главно-
го исполнительного механизма -
А^^^^:
А —Л л. л
Пуск кривошипных прессов осуществляют на холостом ходу, когда дефор-
мирующая сила отсутствует, а энергией, затрачиваемой на преодоление трения
в опорах валов, можно пренебречь. Следовательно, работа, расходуемая на про-
скальзывание дисков.
А =
тр.д 2 '
где J^ - момент инерции ведомых частей пресса, приведенный к валу муфты;
со
- угловая скорость маховика в конце сцепления.
132
Глава 4. Расчет энергетических параметров кривошипных прессов
Работа, затрачиваемая на разгон при включении муфты, определяется запа-
сом кинетической энергии, сообщенной ведомым частям пресса:
где «о ~ начальная угловая скорость ведущих частей муфты, соответствует син-
хронной угловой скорости электродвигателя (при скольжении s ^0,5 %), приве-
денной к валу муфты,
O)Q
^ сОсинх-
Различие между угловыми скоростями ш и ш^ объясняется двухстадийным
характером работы привода при включении муфты. На первой стадии начальная
угловая скорость
COQ
маховых масс от ведущих частей муфты до ротора электро-
двигателя понижается, а угловая скорость частей пресса, бывших ранее непод-
вижными, возрастает. Поскольку процесс выравнивания угловых скоростей
отличается быстротечностью, работа электродвигателя в этот период очень мала
и расход энергии в приводе компенсируется торможением маховых масс. По-
этому к концу первой стадии со<
WQ.
На второй стадии электродвигатель разго-
няет привод до начальной скорости
COQ.
На первой стадии включения при уменьшении угловой скорости от
COQ
ДО
Ш
работа торможения маховика
2 2
мах мах
На основании равенства
А^^^
=
А^
д
устанавливаем, что
J-'
СО-(Оп ' ''^^
*^ K/IKV I" *^ т
мах
Скорость
со
несколько меньше, чем ш^^^ при номинальном скольжении элек-
тродвигателя, а щ несколько больше, чем
со^^^^,
поэтому для упрощения расчета
в
пределах требуемой точности считаем
С0о-С0-О)„ом.
Тогда расход энергии на одно включение фрикционной муфты составит
Полное время включения t^^ фрикционной пневматической муфты исчис-
ляется от 0,03 с для небольших быстроходных листоштамповочных прессов
до
0,6 с для аналогичных крупных машин и от 0,045 с для легких КГШП и ГКМ
до
0,10...0,12 с для соответствующих тяжелых машин.
При работе на автоматическом режиме без выключения муфты
А^^^
=
0.
133
Раздел L
КРИВОШИПНЫЕ ПРЕССЫ
Расход энергии при холостом ходе механизмов пресса. Расход энергии
в приводе кривошипного пресса во время холостых ходов обусловлен следующи-
ми потерями:
1) на преодоление трения в опорах и направляющих главного исполнитель-
ного механизма и маховика, а также сил тяжести;
2) на преодоление сил трения в зацеплении и опорах зубчатых передач;
3) на разгон маховика до номинальной частоты вращения и проскальзыва-
ние ремней в клиноременной передаче;
4) на перемещение деталей вспомогательных механизмов пресса.
Работу холостого хода того или иного механизма при повороте ведущего
кривошипа на угол от а, до а2 определяем интегрированием:
^х.х^ \M.ida,
где
М^^
- текущий приведенный крутящий момент на ведущем звене механизма.
Исследование потерь при холостом ходе механизмов листоштамповочного
пресса простого действия свидетельствует об их зависимости от качества обра-
ботки сопряженных поверхностей подвижных деталей, опор или направляющих;
натяжения ремней; регулировки тормоза и других случайных причин.
Приближенно работу холостого хода Л^^ определяют в долях от работы пла-
стического деформирования
^деф,
расходуемой в процессе формоизменения:
где /: = 0,3...0,4 для универсальных листоштамповочных и обрезных закрытых
прессов, 0,4...0,5 для КГШП, 0,6 для чеканочных и
1,5...2,5
для холодновыса-
дочных прессов-автоматов.
Расход энергии при рабочем ходе. Диаграмма крутящих моментов
М^
=/(ос) -
полная количественная характеристика расхода энергии в период рабочего хода
на прессе с реальными свойствами. Эту диаграмму можно построить с помощью
уравнения вида
М,(а) = Р^(аК(а),
где P^i^) - сила на ползуне при заданном положении механизма, определяемая
из нагрузочного графика пресса.
Планиметрируя диаграмму на участке рабочего хода, устанавливаем расход
энергии на ведущем валу согласно уравнению
«р.н
^р.х= \M^{a)da.
«р.к
Энергия упругой деформации пресса. В прессах, где рабочий ход закан-
чивается, не доходя до крайнего положения ползуна, а график деформирующей
134
Глава 4. Расчет энергетических параметров кривошипных прессов
силы после достижения максимума имеет более пологий вид, чем график жест-
кости (например, при вытяжке из листовой заготовки, резке на гильотинных нож-
ницах с косыми ножами), происходит полный возврат потенциальной энергии
упругой деформации при разгрузке пресса:
А = о ^р д/
^упр '^'-^^ max ^* шах*
Т.
е. фактический расход энергии на рабочий ход уменьшается на эту величину.
Если же на графике Р^ =f(S) максимальной силе
Р^пах
соответствует крайнее
положение механизма (например, при чеканке, прессовании, объемной штам-
повке), то, как известно, в начале обратного хода необходима дополнительная
энергия. В этом случае почти вся потенциальная энергия упругой деформации
пресса теряется в зоне «мертвого трения», определяемой углом а^.
4.5,
Выбор электродвигателя и маховика
Решающим фактором при выборе системы привода кривошипных прессов
является экономическая целесообразность в сочетании с техническими требова-
ниями. Большинство кривошипных прессов оборудовано маховиковым приводом
с асинхронным трехфазным электродвигателем с короткозамкнутым ротором.
Предпочтение, оказываемое этому типу электродвигателей, объясняется просто-
той их устройства, невысокой стоимостью, надежностью и безопасностью работы.
Освоен промышленный выпуск различных модификаций асинхронных электро-
двигателей: с фазным ротором, с повышенным скольжением, многоскоростные с
переключением полюсов и др., что позволило расширить область их применения.
Определенными преимуществами обладает привод от электродвигателя по-
стоянного тока:
1) возможностью бесступенчатого электрического регулирования числа ходов
ползуна и угловой скорости кривошипа на холостом ходу и в период рабочего хода;
2) отсутствием необходимости в установке муфты включения и маховика.
Внедрение в качестве преобразователей тока германиевых и кремниевых
диодов позволило значительно снизить стоимость привода.
Применение электродвигателей постоянного тока технически целесообразно
в прессах с растянутым во времени рабочим ходом - прессы для горячего прес-
сования профилей, ножницы с тянущим резом и т. п., а также в листоштампо-
вочных прессах-автоматах универсального назначения. В первом случае это
объясняется необходимостью соблюдения заданных режимов скорости движе-
ния исполнительного органа, во втором - необходимостью плавной регулировки
в
широких пределах числа ходов пресса.
В кривошипных прессах целесообразность привода с маховиком вытекает
из
анализа пяти периодов его работы (рис. 4.5): 1) при включении муфты; 2) при
прямом холостом ходе; 3) при рабочем ходе; 4) при обратном холостом ходе
и 5) после выключения муфты.
135
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
M^l
о
л
_ f в _
1
Г
^^
t ^
^ц
ПСЙп
/
^>
t
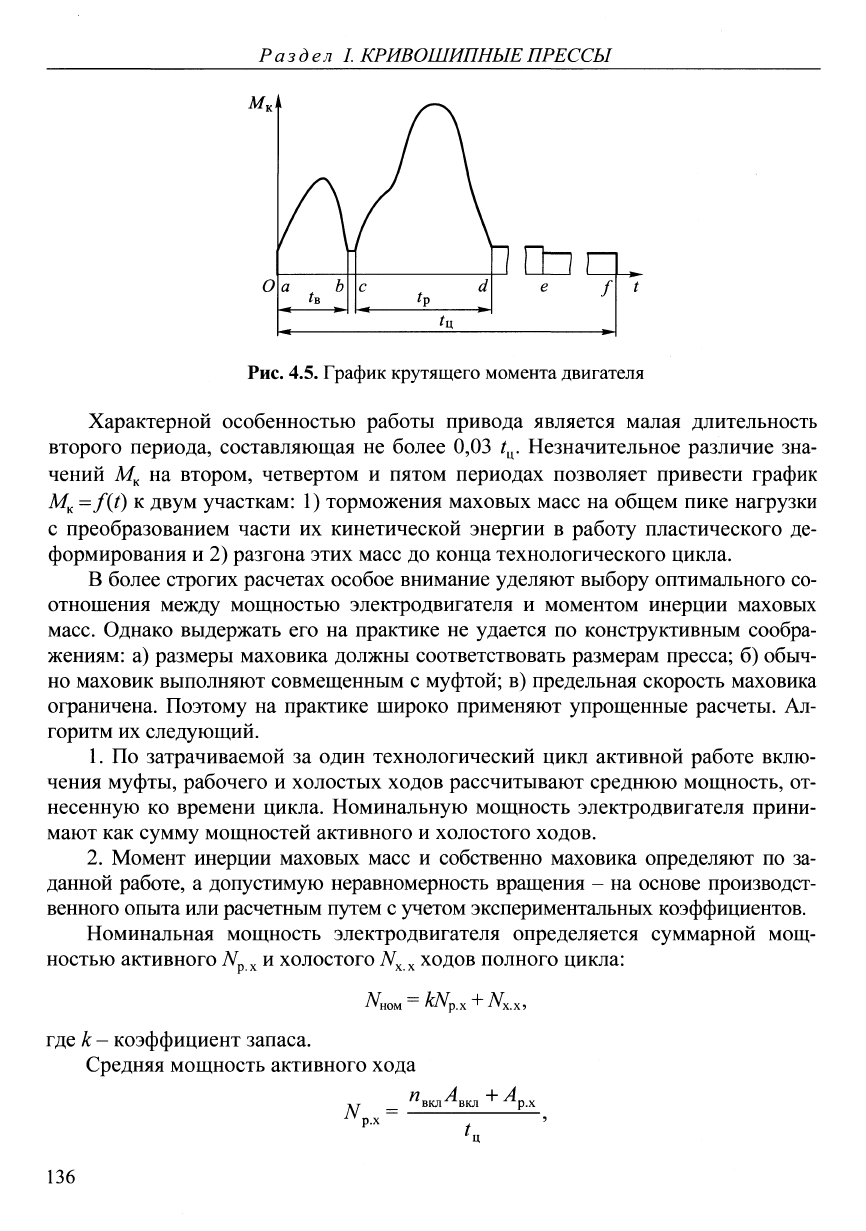
Рис.
4.5. График крутящего момента двигателя
Характерной особенностью работы привода является малая длительность
второго периода, составляющая не более 0,03 t^. Незначительное различие зна-
чений М^ на втором, четвертом и пятом периодах позволяет привести график
Мс =f(f) к двум участкам: 1) торможения маховых масс на общем пике нагрузки
с преобразованием части их кинетической энергии в работу пластического де-
формирования и 2) разгона этих масс до конца технологического цикла.
В более строгих расчетах особое внимание уделяют выбору оптимального со-
отношения между мощностью электродвигателя и моментом инерции маховых
масс.
Однако выдержать его на практике не удается по конструктивным сообра-
жениям: а) размеры маховика должны соответствовать размерам пресса; б) обыч-
но маховик выполняют совмещенным с муфтой; в) предельная скорость маховика
ограничена. Поэтому на практике широко применяют упрощенные расчеты. Ал-
горитм их следующий.
1.
По затрачиваемой за один технологический цикл активной работе вклю-
чения муфты, рабочего и холостых ходов рассчитывают среднюю мощность, от-
несенную ко времени цикла. Номинальную мощность электродвигателя прини-
мают как сумму мощностей активного и холостого ходов.
2.
Момент инерции маховых масс и собственно маховика определяют по за-
данной работе, а допустимую неравномерность вращения - на основе производст-
венного опыта или расчетным путем с учетом экспериментальных коэффициентов.
Номинальная мощность электродвигателя определяется суммарной мощ-
ностью активного
TVp X
и холостого
TV^.x
ходов полного цикла:
дг =ш +
дг
^^ном '^•^^р.х ' -^^х.х?
где к - коэффициент запаса.
Средняя мощность активного хода
Л^р.х =
п л
-\- Л
'*вкл^вкл ^ ^р.х
136
Глава
4.
Расчет энергетических параметров кривошипных прессов
где «в^
-
число включений муфты
за
цикл (в автоматическом режиме
п^^
=
0).
Средняя мощность холостого хода
^'
х.х ~
^х.х/^ц
•
Тогда номинальная мощность асинхронного электродвигателя
с
коротко-
замкнутым ротором
N^
^(^вкл^вкл ^"^р.хЗ + ^х.?
Коэффициент запаса
к
функционально зависит от номинального скольжения
установленного электродвигателя:
чем
меньше скольжение,
тем
ниже способ-
ность электродвигателя
к
перегрузке
и,
следовательно, тем больше должен быть
коэффициент запаса.
В
свою очередь скольжение должно соответствовать числу
^Факт
фактически используемых ходов пресса:
чем
больше число используемых
ходов, тем меньше времени требуется для восстановления оборотов двигателя
и,
следовательно, меньше должно быть номинальное скольжение
s^^^
(табл. 4.1).
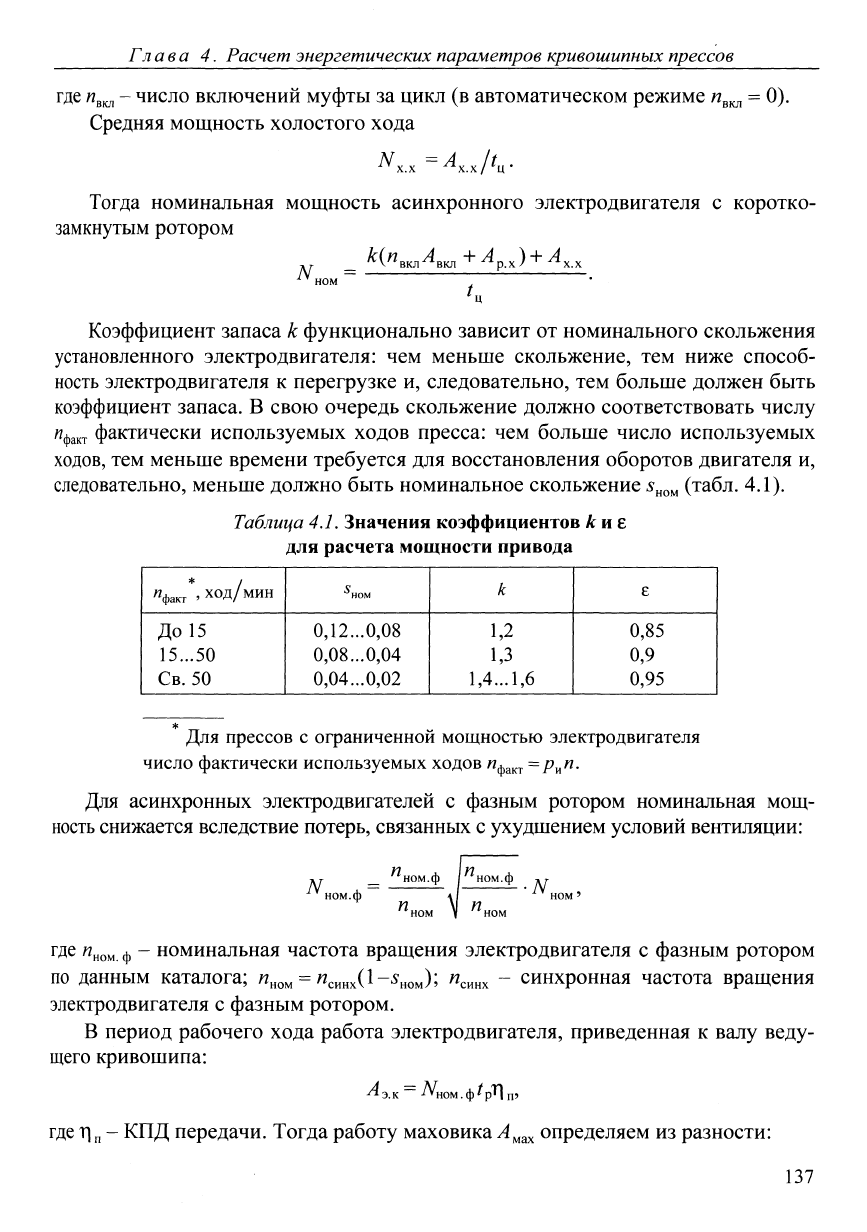
Таблица4.1.
Значения коэффициентов /сие
для расчета мощности привода
'^факт
'
ход/мин
До
15
15...50
Св.50
с
ном
0,12...0,08
0,08...0,04
0,04...0,02
к
1,2
1,3
1,4...1,6
8
0,85
0,9
0,95
Для прессов
с
ограниченной мощностью электродвигателя
число фактически используемых ходов
п^^^^
=Рн^^'
Для асинхронных электродвигателей
с
фазным ротором номинальная мощ-
ность снижается вследствие потерь, связанных с ухудшением условий вентиляции:
N
ном.ф
1
ном.ф
ном.ф
•л^.
где
/?но^
ф
-
номинальная частота вращения электродвигателя
с
фазным ротором
по данным каталога;
^ном
=
^^синхС^-^ном)' ^синх
~
синхронная частота вращения
электродвигателя
с
фазным ротором.
В период рабочего хода работа электродвигателя, приведенная
к
валу веду-
щего кривошипа:
^ э.к
~
^^ном. ф ^рЧ п?
где
Г|п
- кпд
передачи. Тогда работу маховика
А^^^^
определяем из разности:
137
Раздел L
КРИВОШИПНЫЕ ПРЕССЫ
А =
Л
—А
^^мах
^^р.х
^^э.к*
Как известно, маховик совершает работу
^4,^^^^
за счет кинетической энергии
А[4зх? причем должно выполняться равенство
^мах = А^4ах. (4.1)
Отданная кинетическая энергия
2
где J^g^ - момент инерции маховых масс;
Од^^^
- максимальная угловая скорость
маховика перед началом рабочего хода (в пределах требуемой точности ее мож-
но рассчитывать по номинальной частоте вращения маховика п^^^ ~
^шы1'^)'^
^min ~ минимальная угловая скорость в конце рабочего хода.
Торможение маховика характеризуется коэффициентом неравномерности
хода 5:
s:_ ^max ~ ^min
«ср «ср
при средней угловой скорости
(О^р
= {&^^ +
co^in
)/2 или средней частоте враще-
ния «ep = («max-«min)/2. ТоГДа
Д^мах ='^Max»cpS=^'„,
30
5.
Согласно уравнению (4.1),
т'
^ ^мах_
(^«ср/ЗО) 5
При заданном коэффициенте неравномерности хода частоту
п^^
можно вы-
разить через номинальную частоту вращения маховика:'
2
"-
=
бТ1'
поэтому
Коэффициент 5 всегда значительно меньше единицы. Причем, чем выше ко-
эффициент использования
/?ц
ходов машины, тем меньше значение 6. В пределах
138
Глава 4. Расчет энергетических параметров кривошипных прессов
данной группы прессов меньшие значения коэффициента неравномерности хода
5
должны отвечать машинам с большим номинальным числом ходов.
В.П. Механик и И.В. Харизоменов установили соотношение для вычисления
коэффициента неравномерности хода, исходя из допускаемого нагрева электро-
двигателя в условиях однопикового графика нагрузки:
где 8 - коэффициент, зависящий от соотношения между номинальным и крити-
ческим скольжением электродвигателя (усредненные значения г приведены
в
табл.
4.1);
^-р^^^
- упругое скольжение ременной передачи,
^р^^^
= 0,01.
Однако расчет момента инерции маховика требует дальнейшего уточнения в
связи с принятым при выводе формулы (4.2) допущением о мгновенном дейст-
вии деформирующей силы в начале цикла. В действительности реальная нагруз-
ка не является мгновенной, а растянута во времени и торможение маховика
происходит при повороте кривошипа на угол ар. Поэтому для технологического
цикла с однопиковым графиком нагрузок в режиме непрерывных ходов момент
инерции будет меньше:
J..-
мах
^ а ^
V
2л
J'
Для цикла с двухпиковым графиком нагрузок в режиме одиночных ходов
момент инерции будет больше в связи с расходом энергии на включение муфты.
В
этом случае расчетная формула для момента инерции будет следующей:
2 . f . \^
А,
•^'мах- (4.3)
Энергию отдает не только маховик, но и другие вращающиеся детали прес-
са. Это особенно заметно в мощных машинах. Поэтому вычисленный по фор-
муле (4.3) момент инерции J^^^ маховых масс должен быть равен сумме
приведенных к валу маховика моментов инерции наиболее крупных деталей
пресса:
TjiQ
J^
- момент инерции /-й детали;
и^
~ передаточное число от вала, на котором
закреплена /-я деталь к валу маховика, причем для расположенных перед махо-
виком деталей и^< 1, а за маховиком
Ui>
1.
Ориентировочно можно считать, что для КГШП момент инерции собствен-
но маховика составляет 70...75 % момента инерции вращающихся масс привода,
а для тяжелых листоштамповочных прессов и ГКМ - 85...90 %. У легких лис-
139