Жиркин Ю.В. Надежность, эксплуатация и ремонт металлургических машин. Учебник. Часть 2
Подождите немного. Документ загружается.

обходимую корректировку по одному из вышерассмотренных спо-
собов установки оборудования.
Выверку начинают с установки высоты пакета подкладок:
11
hhh
∆
+
=
,
где
- фактический зазор между фундаментом и проектной
отметкой опорной поверхности базовой детали;
1
h
1
h∆ - величина упругой деформации пакета под нагрузкой.
Затем устанавливается базовая деталь и производится окон-
чательная выверка машины по высоте с предварительной затяжкой
болтов. Не допускается корректировка уровня горизонтальной плос-
кости базовой детали путем регулирования усилия затяжки фунда-
ментных болтов. Это ведет к дополнительным напряжениям, кото-
рые совместно с рабочими напряжениями могут
превысить предел
прочности детали.
В ряде случаев при проверке горизонтальности целесооб-
разно использование лазера, закрепляемого на тубусе нивелира.
Пятно от светового луча на нивелирной линейке позволяет судить
о положении базовой детали. Этот метод используется для уста-
новки по горизонтали рельс агломашины.
Выверку деталей в горизонтальной плоскости осуществляют
теодолитом (рис. 3.2). Контролируются отклонения
от продольной
и поперечной осей, а также перекос относительно этих осей.
h
ф
Нивелир
Линия
визирования
Миллиметровая
линейка
Стопка
подкладок
ГИ
h
0
d
b
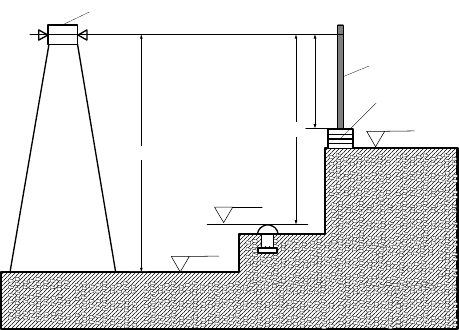
Рис.3.1. Определение превышений:
ГИ – горизонт инструмента; b, d – отсчеты по линейке относительно
репера и поверхности стопы подкладок; h – высота контрольной
отметки; h
ф
– фактическая высота фундамента в месте
установки подкладок
101
Продольную ось машины и ось привода отмечают на базо-
вых деталях рисками или линиями.
Основную и вспомогательную рабочие оси, зафиксированные
на фундаменте плашками, реализуют визирным лучом теодолита.
Теодолит устанавливают точно над керном плашки. На про-
тивоположном конце рабочей оси над керном второй плашки уста-
навливают светящуюся марку и фиксируют на ней перекрестие
линий теодолита. Если ось машины зафиксирована рисками, то ее
отклонение от рабочей оси фиксируется теодолитом, который ус-
танавливается на площадку, имеющую возможность смещаться в
горизонтальной плоскости с указанием величины смещения.
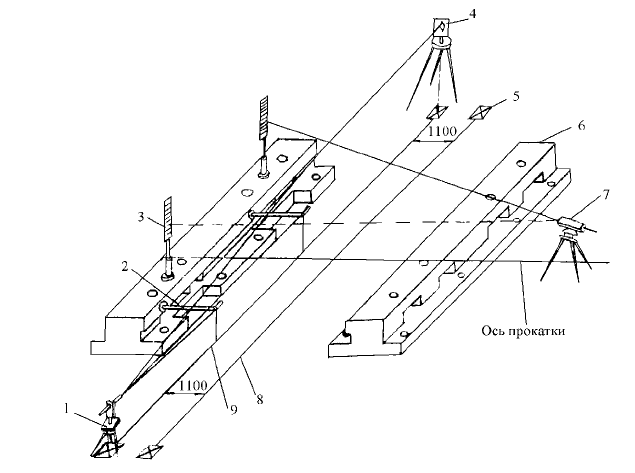
Рис.3.2. Схема выверки плитовин оптико-геодезическим методом:
1 – теодолит типа Т-2; 2 – переносная визирная марка с микрометриче-
ской головкой; 3 – малогабаритная нивелирная рейка; 4 – стационарная
светящаяся марка; 5 – плашка; 6 – плитовина; 7 – нивелир типа НА-1;
8 – ось клети; 9 –вспомогательная ось
Измерение углов перекоса осуществляется непосредственно
теодолитом.
Этим способом можно осуществлять выверку в плане соб-
ранных машин, имеющих детали, определяющие положения осей
машины (выходные валы). В этом случае рядом с основной рабо-
чей осью разбивают вспомогательную, которую реализуют уста-
102
новкой теодолита и светящейся марки. По показаниям магнитных
нивелирных линеек, устанавливаемых на цилиндрические поверх-
ности валов, судят об отклонениях оси машины относительно оси
на фундаменте.
3.2. Инструментальный метод
Схема выверки базовых деталей по геодезическим знакам
приведена на рис. 3.3.
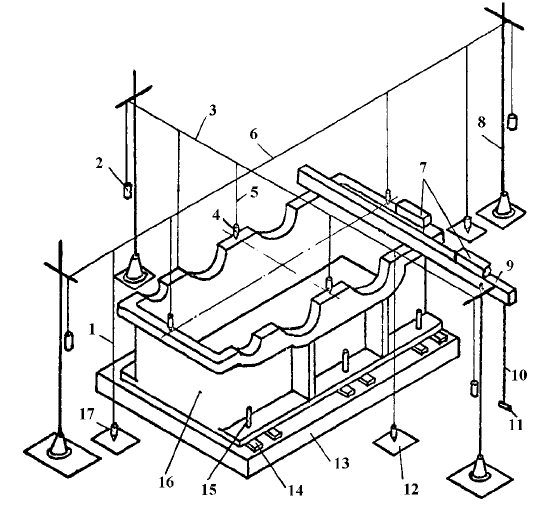
Рис.3.3. Схема выверки базовых деталей по геодезическим знакам
С помощью уровня 7 и поверочной линейки 9 совмещают все
точки контролируемой поверхности с горизонтальной плоскостью.
Высотную координату измеряют штихмасом 10 между поверочной
линейкой 9 и репером 11. Положение базовой детали по высоте из-
меняют за счет толщины подкладок. В горизонтальной плоскости
выверку базовых деталей осуществляют по двум осям. Продольную
ось фиксируют струной 6, поперечную ось
– струной 3 относительно
плашек 12, 17. Струны из стальной проволоки диаметром 0,3 – 0,5
103
мм опираются на стойки 8. В качестве стоек используют элементы
арматуры фундамента или специальные каркасы. Устойчивое по-
ложение струн достигается грузами 2. Чтобы устранить колебания
грузов при сильном ветре, их помещают в сосуды с минеральным
маслом. Выверяют струны по плашкам 12 с помощью отвесов 1.
Отклонение отвесов 5 от продольной и поперечной осей,
зафиксированных на корпусе, характеризует точность установки
оборудования в плане.
Этот способ имеет пониженную точность в сравнении с пер-
вым, а наличие струн затрудняет проведение подъемно-
транспортных работ.
3.3. Центровка валов
Одной из разновидностей выверки оборудования является
центровка валов.
Эта, на первый взгляд, простая операция требует высокой
тщательности и проведения несложных, но очень
важных расчётов
по подбору подкладок и величины смещения в горизонтальной
плоскости (рис. 3.4).
Центровка валов заключается в устранении их несоосности и
перекосов в горизонтальной и вертикальной плоскостях.
При центровке валов должны выполняться следующие опе-
рации:
- замер радиальных и торцевых зазоров в вертикальной
плоскости;
- определение расчётным путём по результатам замеров
необходимых величин подкладок под опоры центрируе-
мого вала;
- установка подкладок под опоры;
- замер радиальных и торцевых зазоров в горизонтальной
плоскости;
- определение расчётным путём по результатам замеров
необходимых величин смещения опор центрируемого ва-
ла в горизонтальной плоскости;
- смещение опор центрируемого вала в соответствии с
расчётными данными;
- закрепление центрируемого узла;
- соединение полумуфт.
При замере радиальных и торцевых зазоров полумуфты
центрируемых валов должны вращаться совместно, с целью ис-
104
ключения дефектов поверхности полумуфт (вдавлины, раковины и
т. д.) и их эксцентриситета при изготовлении или сборке.
А
Б
d
l
b
a
S
a
b
l
a
I
b
β
Плоскость замера
радиального т торцевого
смещения полумуфт
1
2
3
4
d
270''
180''
90''
0''
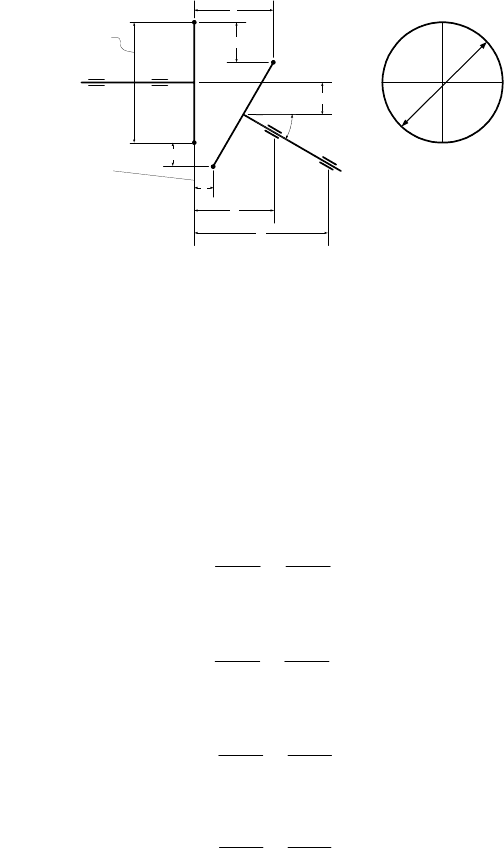
Рис.3.4. Центровка валов: а, b – радиальное и торцевое смещение
полумуфт в точках замера 1, 3 и 2, 4 соответственно; S – величина
несоосности валов; d – диаметр окружности, на которой находится
точка замера;
β
– угол перекоса осей валов
По результатам замеров определяют необходимую величину
смещения в вертикальной плоскости (за счёт изменения толщины
подкладок под опорами а и б в горизонтальной плоскости).
Радиальные зазоры фиксируют несоосность валов, торце-
вые – перекос осей.
Величина смещения в горизонтальной плоскости для опоры
А (см. рис. 3.4)
A
гг
a
l
D
bа
t
∆
+
∆
=
2
,
для опоры Б
Б
гг
б
l
D
bа
t
∆
+
∆
=
2
.
Величина смещения в вертикальной плоскости для опоры A
A
вв
a
l
D
ba
h
∆
+
∆
=
2
,
для опоры Б
Б
вв
б
l
D
bа
h
∆
+
∆
=
2
,
где d – диаметр, на котором производятся замеры зазоров.
105
Глава 4. Монтаж типовых узлов и оборудования
4.1. Монтаж прокатной клети
Оборудование прокатных цехов отличается большим разно-
образием машин. Наиболее высокие требования предъявляются к
монтажу непрерывных агрегатов, в частности прокатных станов.
При монтаже прокатных станов необходимо обеспечить высокую
точность установки машин с минимальными отклонением от линии
прокатки.
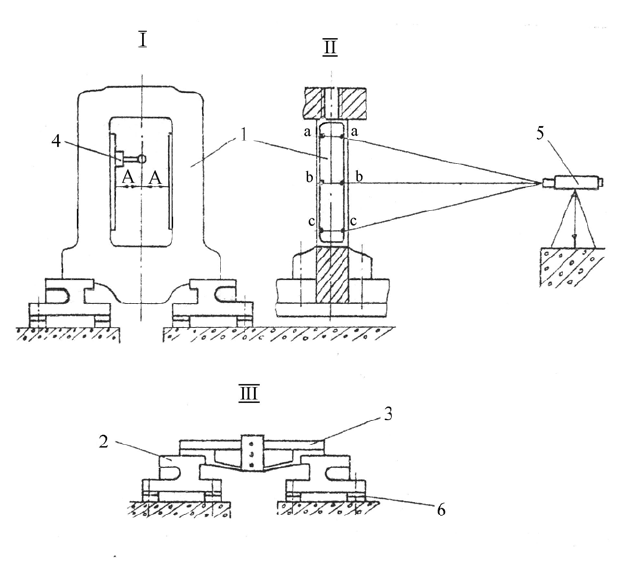
Рис. 4.1. Схемы выверки плитовин и станин прокатной клети:
I – выверка соосносности клети; II – выверка вертикальности;
III – установка плитовин шаблоном; а, б, с, - точки замеров;
1 – станина; 2 – плитовины; 3 – шаблон; 4 – визирная марка;
5 – теодолит; 6 – прокладки
106
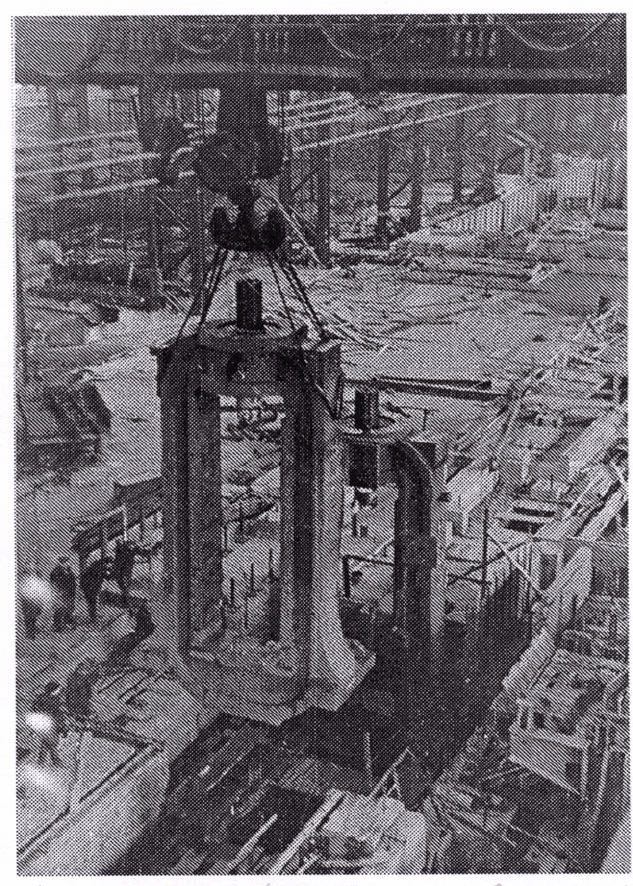
Рис.4.2. Монтаж станин прокатной клети
107
Монтаж оборудования прокатных станов имеет следующие
особенности:
- значительная протяжённость прокатных станов, когда ма-
шины и механизмы, входящие в их состав, устанавливают-
ся на различные фундаменты;
- большие габариты узлов, деталей;
- большая масса узлов, деталей, превышающих грузоподъ-
ёмность технологических мостовых кранов.
Наиболее сложной и ответственной операцией является ус-
тановка станин прокатной
клети или прокатных клетей в сборе.
Монтаж рабочей клети начинается с установки на фунда-
мент поперечных балок (рис. 4.1). Балки устанавливают на под-
кладках, уложенных с двух сторон каждого фундаментного болта.
Балки выверяют в вертикальной плоскости по рабочему репе-
ру, а в горизонтальной – по оси прокатки и оси клети горизонтальных
валков. На
поперечные балки ставят плитовины 2, выверка которых
проводится в соответствии со схемой (см. рис.4.1) с использованием
шаблона. При монтаже станин стана 2000 горячей прокатки на ММК
от шаблонов отказались. Был применен более простой и эффектив-
ный способ. Одна плитовина крепилась к балке, другая не закрепля-
лась. Затем монтируются станины 1 (рис.4.2). После монтажа
стани-
ны незакреплённая станина гидродомкратами поджимается к стани-
не, закрепляется плитовина и крепятся станины к плитовине.
Выверка соосности станин осуществляется с помощью ви-
зирной марки 4, закрепляемой на магните к внутренним поверхно-
стям станин и теодолита 5, визирный луч которого зафиксирован
относительно оси линии привода валков.
После предварительной выверки их соединяют стяжками,
проверяют
повторно и окончательно закрепляют болтами. Затяжку
болтов осуществляют двумя способами.
После предварительной затяжки нагревают болт и повора-
чивают гайку на определенный угол. При остывании болта проис-
ходит окончательная затяжка.
По второму способу затяжку осуществляют гидравлическим
ключом УБС, разработанным строительно-монтажной сварочной
лабораторией треста Востокметаллургмонтаж.
4.2. Монтаж многоопорных трансмиссионных валов
Проверка и обеспечение соосности подшипников и опор для
многоопорных валов является трудоемкой операцией. Выверку
опор многоопорных валов осуществляют по фальшвалу (рис. 4.3) с
108
использованием поверочной линейки (рис.4.3,б, рис.4.4) щупом
(рис.4.3,г) при установке вала на подшипниках качения, оптико-
геодезическим способом (рис.4.5).
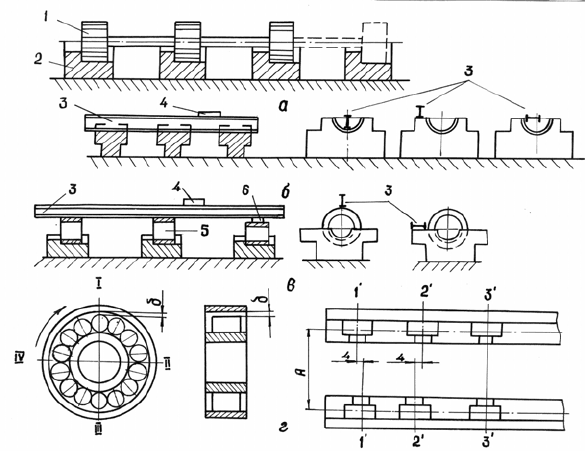
Рис.4.3. Схемы выверки подшипниковых опор
Для проверки соосности подшипников трансмиссионного ва-
ла по первому методу (рис.4.3, а) изготавливают фальшвал 1 та-
кой длины, чтобы он одновременно укладывался на три опоры.
Начинают проверку с укладки вала в крайние гнезда 2, постепенно
перекладывая его затем на одну – две опоры вперёд. По плотно-
сти прилегания калибрующей части судят о
правильности установ-
ки опоры в вертикальной и горизонтальной плоскостях.
Правильность установки опор можно проверить и с помощью
поверочной линейки 3, уровня 4 и щупа (рис. 4.3, б). Для подшип-
ников скольжения линейку устанавливают на дно вкладыша или на
плоскость разъёма, при этом необходима проверка правильности
расточки места посадки относительно вертикальной плоскости.
Перекос допускается не более 0,02 мм на 100 мм длины гнезда. В
горизонтальной плоскости проверку производят, укладывая линей-
ку к краям расточек вкладышей. Зазор замеряют щупом.
Аналогично осуществляют проверку положения подшипников ка-
чения в двух плоскостях (рис. 4.3, в) с помощью линейки 3 по на-
ружным кольцам 5, которую для выверки в вертикальной плоскости
109
устанавливают сверху на кольца, а затем прикладывают к ним
сбоку. При разном диаметре колец между ними и линейкой укла-
дывают набор концевых мер длины 6.
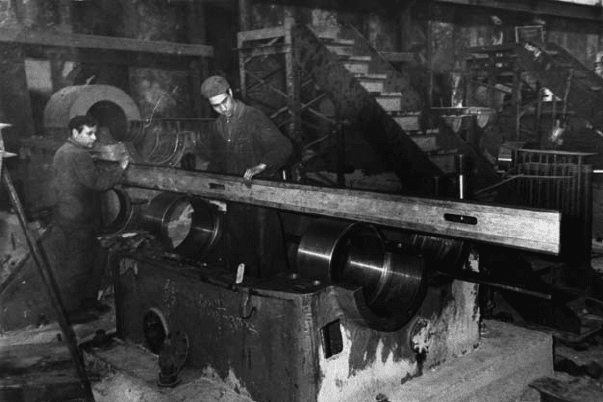
Рис. 4.4. Выверка подшипниковых опор
Соосность опор вала, смонтированного на подшипниках ка-
чения, можно проверить щупом (после установки его в сборе с
подшипниками в опоры), вводя его в зазор между телами и по-
верхностью качения в ненагруженной зоне 1 (рис. 4.3,г) и переме-
щая по всей длине зазора от точки IV до точки II на всех подшип-
никах
при одном положении вала.
При правильной установке радиальные зазоры всех под-
шипников расположены в ненагруженной зоне симметрично отно-
сительно вертикальной оси, как показано на рис. 4.3,г. В подшип-
никах с цилиндрическими роликами зазоры должны быть одинако-
вы на обоих концах. Наличие зазора в положении II или III указы-
вает на необходимость сдвига корпуса
в направлении, противопо-
ложном расположению зазора.
Вышерассмотренные методы трудоёмки и не обеспечивают
надлежащей точности.
Повышение точности установки многоопорных валов дости-
гается применением оптико-геодезического метода контроля соос-
ности валов и подшипниковых опор с применением специальных
приспособлений. Схема проверки положения многоопорного вала
показана на рис. 4.5.
110