Юликов М.И. и др. Проектирование и производство режущего инструмента
Подождите немного. Документ загружается.

Оптимальная дозировка припоя должна быть такой, чтобы
не было его натеков на инструменте, что вызывает трудности
при заточке, а швы были бы заполнены целиком. Припои в виде
пластин или таблеток повышают производительность пайки, и они
готовятся заранее.
Для пайки безвольфрамовых твердых сплавов, а также мало-
кобальтовых используют флюс Ф100, так как другие не обеспечи-
вают необходимой смачиваемости поверхности пластин расплавлен-
ным припоем. Все другие пластины паяют с применением обез-
воженной буры и припоев на основе меди. Флюсы № 209 и № 284
используют с припоями на основе серебра. Во всех случаях до-
зировка флюса должна обеспечивать покрытие всех паяемых
поверхностей.
Собственно пайка производится при нагреве инструмента
в сборе в соляных ваннах, электропечах, электроконтактным
способом, газовой горелкой, но наиболее предпочтительным яв-
ляется высокочастотный нагрев.
При пайке погружением пластины испытывают нежелательные
термические нагрузки, а нагрев газовой горелкой дает местные
перегревы. В электропечах с защитной атмосферой с успехом
паяют некрупные режущие инструменты. Нагрев под пайку
должен проводиться медленно с равномерным прогревом корпуса
пластин.
Мелкоразмерный многолезвийный инструмент нагревают
сразу со всеми зубьями, а в крупном инструменте производят
нагрев каждого зуба в отдельности, вводя внутрь петли индуктора
только часть корпуса. Пайка инструмента из быстрорежущей
стали имеет свои особенности. Здесь следует применять припои,
имеющие температуру плавления, близкую к температуре нагрева
быстрорежущей стали. Например, для быстрорежущих резцов
с корпусом из конструкционной стали используются «сварочные
порошки» на основе малоуглеродистого ферромарганца, содержа-
щие добавки меди, ферросилиция, стального порошка в смеси
с обезвоженной бурой или другими флюсами. Технология полу-
чается несколько громоздкой: пайка пластин на контактных сва-
рочных машинах с использованием «сварочного порошка»; отжиг
инструмента по режиму для быстрорежущей стали данной марки;
закалка и отпуск. Упрощения этого маршрута можно добиться,
объединяя пайку с термообработкой быстрорежущей стали на
современном оборудовании с четким соблюдением температурных
параметров. Другим приемом пайки быстрорежущих частей к кор-
пусу является использование термообработанных пластин. Здесь
температура пайки не должна превышать параметров кратковре-
менного отпуска быстрорежущей стали данной марки. Этим усло-
виям в большей мере способствует припой ПСр40. Во многом
этот прием сводит процесс к пайке твердосплавных пластин се-
ребросодержащим припоем в виде фольги или проволоки с флюсом
№ 284 или припоем ПСрЗЗ.
210
Для пайки с нагревом токами высокой частоты используют
специальные установки с ламповыми или машинными генера-
торами.
Склеивание в производстве режущих инструментов имеет ряд
преимуществ перед традиционными методами закрепления режу-
щих элементов пайкой, сваркой и механическим путем. Склеива-
ние не приводит к возникновению таких значительных напряже-
ний в пластине твердого сплава, как при пайке, не снижает
твердости опорных поверхностей. Инструменты с наклеенными
керамическими, быстрорежущими и твердосплавными режущими
элементами применяются для точения, фрезерования, зенкования,
развертывания, зубофрезерования, протягивания, сверления
и т. п.
Склеивание применяется вместо сварки для соединения режу-
щей и хвостовой части, а также для сборки лезвийного инстру-
мента из сверхтвердых синтетических материалов. Применяют
эпоксидные клеи, эпоксидно-кремнийорганические, феноло-
каучуковые, кремнийорганические азотосодержащие, карборан-
содержащие и другие с теплостойкостью 100—700 °С в виде паст,
пленок, порошков, прутков и др.
Технология склеивания сводится к выполнению ряда неслож-
ных операций. Поверхности деталей подготавливают пескоструй-
ной и дробеструйной обработкой не позже чем за сутки до скле-
ивания. Затем поверхности, перед самым склеиванием, обез-
жиривают бензином и ацетоном или на ультразвуковых установ-
ках и высушивают. Поверхность твердосплавных пластин под
склеивание может подвергаться химическому избирательному
травлению в смеси азотной и фтористоводородной кислот с после-
дующей промывкой и сушкой.
Клей из соответствующих компонентов приготавливается за-
ранее, с учетом его срока «жизни»; так, клей ВК-20 из трех компо-
нентов хранится 4—7 ч, а однокомпонентный ВК-28 —
месяц.
Клей слоем толщиной более 0,2 мм наносится на подготовлен-
ные поверхности металлической палочкой, шпателем, шприцем
или выдавливанием из трубы с наконечниками различной формы.
После некоторой выдержки на воздухе детали готовы к сборке.
Совмещают плоскости, покрытые клеем, слегка притирают друг
к другу и в нужном положении фиксируют мягкой проволокой,
струбцинами, хомутиками, центровочными втулками и другими
устройствами, обеспечивающими необходимое удельное давление
в зоне контакта и неподвижность соединения в процессе затверде-
ния клея. Обычно удельное давление лежит в пределах 0,05—
0,80 МПа. Отверждение ведется при температурах до 300 °С в те-
чение 1—48 ч в термошкафах с регулируемой температурой. После
выдержки при температуре отверждения следует медленное охла-
ждение термошкафа вместе с инструментом.
211
4.2.4. Основные формообразующие операции
Основные операции обработки стального инструмента, при
которых с заготовки снимается большая часть припуска, произ-
водятся в основном резанием. Инструменты, относящиеся к классу
«валики», «диски» и «втулки», имеющие цилиндрические и кониче-
ские поверхности, обрабатываются на токарных и токарно-револь-
верных станках и автоматах. Плоские поверхности у инструментов
класса «пластины» обрабатываются в основном фрезерованием.
Стружечные канавки РИ (сверл, фрез, метчиков и др.) обра-
батываются фрезерованием или вышлифовываются. Несмотря на
использование в последние годы высокопроизводительных фрезер-
ных специальных станков (например, для одновременного фрезе-
рования двух канавок и двух спинок сверла четырьмя фрезами),
все более широкое применение находит способ вышлифовки кана-
вок на закаленной заготовке. Он позволяет получить, например
на сверлах, менее шероховатую поверхность (переднюю), сокра-
щает технологический процесс и повышает стойкость РИ.
Лапки и квадраты у хвостовиков инструментов также фрезе-
руются, а в массовом производстве используется штамповка
(для метчиков).
Зубья затылованных фрез — дисковых, пальцевых и червяч-
ных — обрабатывают на специальных станках. На токарно-
затыловочных станках производится обработка резцами до закалки
инструмента (см. рис. 2.30); на шлифовально-затыловочных —
шлифование закаленных поверхностей.
Резьбы на метчиках, резьбонарезных и накатных роликах
в массовом производстве накатывают и, при высокой точности,
после термообработки шлифуют. В серийном производстве резьбы
фрезеруют гребенчатыми или дисковыми фрезами.
Зубья зуборезных инструментов — долбяков, шеверов — об-
рабатывают, как и у зубчатых колес, в основном на зубофрезерных
станках. На долбяке при этом одновременно образуется задний
угол за счет изменения расстояния между осями фрезы и долбяка
при продольной подаче.
Пути повышения производительности обработки резанием при
изготовлении инструмента те же, что и в станко- и машиностро-
ении. Одной из особенностей производства РИ является разно-
образие типа производства (от единичного до массового) и большая
номенклатура. Поэтому пути совершенствования производства
РИ разнообразны — от использования автоматических линий
в массовом производстве (сверл, метчиков, фрез, плашек и других
РИ) до использования станков с ЧПУ (см. п. 4.5).
4.2.5, Термическая в химико-термическая обработка
Термическая обработка — закалка и отпуск — используется
для инструментов с режущей частью, выполненной из сталей
(см. табл. 2.4). По трудоемкости она составляет лишь около 10 %
212
в техпроцессе изготовления РИ, но имеет очень важное значение
для качества стали и стойкости инструмента.
Технология закалки и отпуска характеризуется скоростью
и температурой нагрева, временем выдержки при нагреве, ско-
ростью, температурой охлаждения, средами (газ, расплав солей),
в которых осуществляется термообработка. Эти параметры зави-
сят, в первую очередь, от марки стали, а также от вида инстру-
мента и его размеров [61. Для нагрева используются электриче-
ские и газовые печи, в том числе с восстановительной атмосферой
или вакуумом; ванны с расплавленными солями.
Охлаждение осуществляется в масле, воде, солях, щелочи,
на воздухе. Большое значение для качества термообработки имеет
строгая выдержка режимов, в том числе температуры нагрева.
Особенно это важно для сталей, чувствительных к перегреву
(см. прил. 2). Лучшие результаты достигаются при закалке (от-
пуске) одних и тех же инструментов или инструментов из одной
марки стали при автоматическом контроле режимов термообра-
ботки.
Химико-термическое улучшение свойств режущих инструмен-
тов — хромирование, цианирование, обработка паром, карбо-
нитрация, износостойкие покрытия и др. — используется давно.
При сравнительно небольших затратах эти способы во многих
случаях повышают стойкость РИ в 2 раза и более. Большинство
методов обеспечивает износоустойчивость тонкого поверхностного
слоя стали при сохранении достаточно вязкой и прочной основной
массы лезвия РИ. Таким образом, высокая твердость сочетается
с прочностью и вязкостью, что при однородном составе и струк-
туре материала достигнуть не удается.
В последние годы для стального и особенно твердосплавного
инструмента получило широкое использование нанесение покры-
тий из нитридов и карбидов титана (TiN, TiC), вольфрама и дру-
гих элементов в плазменной среде или путем конденсации — на
установках «Булат», «Пуск», «МИР». Толщина покрытий состав-
ляет обычно несколько микрометров; для лучшего сцепления
с поверхностями РИ используются двухслойные покрытия. Стой-
кость инструментов с покрытиями повышается в 2—5 раз.
4.2.6. Затачивание
При изготовлении, а также при эксплуатации инструмент
затачивают по передним и задним поверхностям.
Резцы затачиваются и доводятся на алмазно-заточном (мод. 364,
3622) электрохимическом (мод. 3622Э, 3626Э, 3629Э), алмазно-
доводочном (мод. 3622Д), алмазно-эрозионном (мод. ЗЕ624ЭР),
абразивно-заточном (мод. ЗД625) и других станках.
Полуавтоматы для двухплоскостного (мод. ЗБ650, ЗЕ651) или
винтового (мод. ЗР653, ЗЕ653 и др.) затачивания сверл могут
применяться и для других инструментов (разверток, зенкеров,
213
зенковок). Червячные фрезы в зависимости от их диаметра и
класса затачивают на полуавтоматах мод. ЗА660Б, ЗА660А,
ЗБ662УВ, 366У, ЗБ664ВФ2 и др. Протяжки плоские затачивают
на станках и полуавтоматах мод. 3601, 3602Ф2 и др., круглые и
шлицевые — на полуавтоматах мод. ВЗ-180Ф2 и др. Выкружки
на круглых и шлицевых протяжках делают на полуавтомате
мод. ВЗ-168Ф2. Пилы диаметром 315—2000 мм затачивают на
полуавтоматах мод. ЗБ60, 3691, ЗД622 и др. Метчики диаметром
до М36 затачивают на станке МФ-4М, плашки для резьбы до
М24 — на станке мод. 7БМ, долбяки — на станке мод. 3673 и т. п.
Конструкция напайного инструмента должна предусматривать
четкое разделение поверхностей из разных материалов и поверх-
ностей, проходящих различную обработку, например, доводку
и затачивание твердого сплава и конструкционной стали. На зад-
них поверхностях резцов, к примеру, предусматривается главный
задний угол на доводимой площадке твердого сплава, площадка
твердого сплава, имеющая еще больший, на 1—2°, наклон, кото-
рая только затачивается, и, далее, площадка задней поверхности
на державке, подлежащая шлифованию кругом иной характери-
стики и имеющая еще больший наклон. Успешное проведение
затачивания в значительной степени зависит от правильного
выбора характеристики шлифующего абразивного, алмазного
или эльборового круга: размеров и формы, абразивного материала,
связки, твердости, структуры. Эти характеристики значительно
отличаются для шлифования быстрорежущей стали, конструк-
ционной стали, твердых сплавов, синтетических сверхтвердых
материалов.
Ограничения на увеличение размеров круга накладываются
мощностью и размерами самого станка, возможностью обработки
данной поверхности без подреза других поверхностей, качеством
поверхности, ухудшающимися из-за больших площадок контакта
круга и инструмента.
Для образования стружколомов и стружкозавивательных ка-
навок используются дисковые круги. Для затачивания передней
поверхности резцов, фрез, разверток, метчиков, протяжек и за-
тыловочных работ используют круги тарельчатой формы. Задние
поверхности резцов, фрез, плоских протяжек, зенкеров, сверл,
разверток затачивают чашечными кругами.
Абразивным материалом для предварительного затачивания
быстрорежущих инструментов может служить электрокорунд
белый (24А, 25А), легированный (37А, 34А, 91А), монокорунд
(43А, 44А, 45А). Для чистовых операций применяют кубический
нитрид бора, а для доводочных — карбид кремния зеленый (64С)
и синтетический алмаз (АС2, АС4).
Предварительная обработка твердого сплава совместно со
стальной державкой ведется электрокарбидом кремния зеленым
(63С). Чистовые и доводочные переходы выполняют синтетическим
алмазом в кругах на металлической связке (АС4, АС6) и органи-
214
ческих и керамических (АС2, АС4). При обработке быстрр-
режущего инструмента выбираем зернистость электрокорунда 40
для предварительного затачивания и 25 или 16 для чистового.
Доводочные операции выполняют эльбором зернистостью 12—6,
карбидом кремния 6—8 и алмазом 28/20.
Твердосплавный инструмент предварительно затачивается ал-
мазными кругами зернистостью 100/80—125/100 или кругами
из карбида кремния зеленого 40—25. Чистовые и доводочные
работы ведут алмазными кругами зернистостью 80/63—40/28.
Для затачивания быстрорежущих инструментов применяют
абразивные круги на керамической связке Kl, К5, на бакелитовой
связке Б, на вулканитовой связке В. Чистовые и доводочные
операции выполняют эльборовыми и алмазными кругами на ме-
таллической связке МВ1, Мб—15, кругами из карбида кремния
зеленого на бакелитовой связке и из эльбора на связке СЮ.
Твердосплавные инструменты затачивают начерно, совместно
с державкой, кругами из 63С или алмаза на керамической связке.
Чистовое и доводочное затачивание без охлаждения ведется ал-
мазными кругами на бакелитовой связке Б1, БР и с охлаждением —
на связке бакелитовой же типа Т02, Б156, БП2 и связке метал-
лической МВ1, ТМ2, М013 и др. Твердость кругов лежит в пре-
делах М2—С2 при затачивании различных инструментов быстро-
режущих и твердосплавных, включая затачивание совместно
с державкой.
В зависимости от шлифуемого материала, назначения операции
и типа связки применяют круги структуры 5—10. Концентрация
эльборовых и алмазных кругов для чистовых операций составляет
обычно 100 %.
Другими факторами, определяющими качественное затачива-
ние, являются его режимы: скорость резания, скорость стола с ин-
струментом, глубина шлифования. Скорость кругов обычно 20—
25 м/с, кроме предварительного шлифования твердого сплава
кругами из 64С, где скорость резания снижена вдвое (9—12 м/с)
из-за появления дефектов на обрабатываемой поверхности.
Скорость стола с инструментом изменяется от 0,5 до
6 м/мин. Нижний предел характерен для доводки, а верхний —
для предварительной обработки. Глубина резания 0,005—
0,4 мм/дв. ход. Более низкие значения соответствуют доводочным
операциям, выполняемым алмазными кругами.
4.2.7. Контроль параметров
Материал инструмента, предназначенный для получения за-
готовок, контролируется по параметрам, установленным соответ-
ствующими ГОСТами и ТУ. Например, быстрорежущая сталь,
поставляемая металлургической промышленностью, проверяется
по твердости, баллу карбидной неоднородности, макроструктуре,
размерам прутков и некоторым другим характеристикам.
215
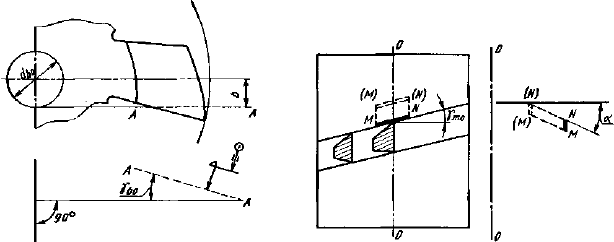
Рис. 4.2. Схема / контроля профиля Рис. 4.3. Схема 2 контроля профиля
по кромке по кромке
На операциях механической обработки и заточки РИ исполь-
зуются как стандартные, выпускаемые серийно, средства кон-
троля (штангенциркули, микрометры, микроскопы, эвольвенто-
меры и др.), так и специальные средства, предназначенные для
контроля нескольких или даже одного вида или типоразмера РИ
(угломеры, шаблоны и др.). Их конструкция и способы примене-
ния достаточно известны [19, 23, 24]. Наиболее сложные и в то
же время весьма разнообразные способы и средства контроля
применяются для зуборезных инструментов. В качестве примера
рассмотрим подробнее способы контроля профиля червячных фрез
для эвольвентных цилиндрических колер.
Выбор способа контроля имеет важное значение для точности
РИ и производительности операций контроля. Приведем класси-
фикацию принципиальных схем контроля.
1. Контроль по режущей кромке фрезы в плоскости, касатель-
ной основному цилиндру эвольвентного червяка (рис. 4.2). Изме-
рительный наконечник периодически перемещается по линии АА
под углом Уьо в плоскости, отстоящей на расстоянии Ь выше
(или для другой стороны профиля — ниже) осевой плоскости
фрезы; Ъ = r
b0
, г
Ьо
— радиус основного цилиндра эвольвент-
ного червяка, находится из (3.110) или (3.109); у
Ьр
— из (3.109).
2. Контроль по режущей кромке фрезы в плоскости, касатель-
ной боковой поверхности основного эвольвентного червяка
(рис. 4.3). Измерительный наконечник MN в форме цилиндра
периодически перемещается под углом а; кроме того, он развернут
на угол у
то
подъема витков фрезы. Как и в первой схеме, фреза
совершает винтовое движение в промежутках времени, когда
наконечник неподвижен. Линия MN занимает ряд положений,
перемещаясь под углом а, и таким образом описывает плоскость,
касательную боковой поверхности червячной фрезы, точнее —
поверхности эвольвентного червяка, на котором должны лежать
режущие кромки фрезы.
216
е
3
—;
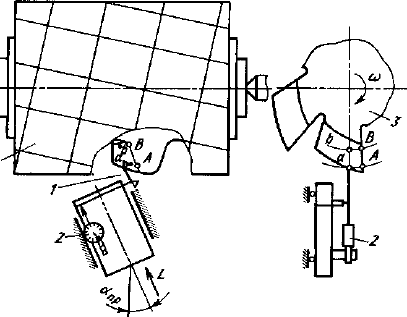
Рис. 4.4. Схема контроля профиля по кромке в осевой плоскости
3. Контроль по режущей кромке фрезы в осевой плоскости.
Измерительный наконечник перемещается в осевой плоскости
фрезы под углом а
жОЧ
профиля основного архимедова червяка.
При неподвижном наконечнике, т. е. когда контролируется одна
какая-то точка профиля, фреза совершает винтовое движение
с шагом, равным осевому шагу ее витка. Схема 3 аналогична
схеме Л но Ъ = 0.
4. Контроль по «потенциальной» режущей кромке фрезы,
расположенной на ее затылованной поверхности (менее точно:
«контроль проекции угла профиля в нормальном сечении на осе-
вую плоскость»). Измерительный наконечник прибора переме-
щается в осевой плоскости фрезы под углом а
пр
при непрерывном
вращении фрезы. В итоге измерительный наконечник описывает
относительно фрезы пространственную кривую, по форме совпа-
дающую с режущей кромкой фрезы, спроектированной на базе
архимедова червяка.
5. Контроль профиля фрезы по боковой поверхности в осевом
сечении АА на приборе (см. рис. 3.11 и рис. 3.19).
6. Контроль по режущей кромке фрезы в осевой плоско-
сти (рис. 4.4). Измерительный наконечник / прибора 2 периоди-
чески перемещается в направлении L под углом ссдр. В момент,
когда наконечник неподвижен, фреза 3 вращается вокруг своей
оси в направлении ю. Контроль профиля в точках А, В и других
точках режущей кромки осуществляется по наибольшему пока-
занию индикатора 2 в тот момент, когда соответствующая точка А
(или В) находится в осевой плоскости фрезы. Метод основан на
том, что цилиндрическая проекция режущей кромки архимедовой
червячной фрезы с винтовой передней поверхностью и нулевым
передним углом на осевую плоскость xz является прямой линией
217
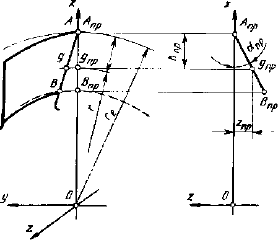
(линия Л
пр
В
П
р) с углом профиля
осцр (рис. 4.5):
tga
np
хОч
Pza + ZioP я
Рис. 4.5. Цилиндрическая проекция
кромки
где а
хОЧ
— угол профиля основ-
ного архимедова червяка; P
z0
—
ход винтовой стружечной канав-
ки; z
l0
— число заходов фрезы;
Р
х0
— осевой шаг фрезы. Схема 6
отличается от схем 3 и 4 тем, что
фреза совершает вращательное,
а не винтовое движение.
7. Контроль профиля фрезы
в осевом сечении шаблоном с ба-
зированием шаблона по передней грани фрезы и по наружному
диаметру [19J.
8. Контроль профиля фрезы в нормальном к виткам сечении
с базированием шаблона по передней винтовой поверхности
фрезы и наружному диаметру [19].
9. Контроль профиля в нормальном сечении NN (см.
рис. 3.11) на приборе по затылованной поверхности.
10. Контроль проекции кромки на нормальную плоскость NN
на микроскопе или проекторе с базированием фрезы по диаметру d.
Последние две схемы и их точность достаточно полно описаны
в [23 и др. ]. Известны и некоторые другие схемы, которые сравни-
тельно редко используются, например, контроль в осевом или
нормальном сечении с базированием шаблона на специальном
приспособлении с призмами, опирающимися на оправку фрезы.
Возможно использование и новых схем, достаточно простых
и более точных.
Рассмотрим органические погрешности контроля, присущие
схемам /—8. Отметим, что схемы 1 и 3 реализуются на приборе
PWF-250 «Клингельнберг» (KHngelnberg, ФРГ) и на приборах
фирм «Фетте» («Fette», ФРГ) и «Сампутенсили» (Samputensilly,
Италия); схема 2 — на приборе WMG «К- Цейсе» (К. Zeiss,
ГДР); схема 4 — на приборе 17000М; схемы 5 и 6 — на приборах
типа 17000М, КЗФ-270, БВ5005 и др.; схемы 7 и 8 — непосред-
ственно на затыловочных станках.
Под органическими погрешностями схемы контроля подразу-
меваются такие, которые будут иметь контролируемый профиль
червячной фрезы по сравнению с теоретически точным профилем,
если при идеально работающем приборе отклонения контролиру-
емого профиля от заданного равны нулю. К наиболее существен-
ным органическим погрешностям приведенных выше схем кон-
троля, которые практически влияют на точность профиля кон-
тролируемых фрез (без учета точности работы самих приборов),
следует отнести следующие.
218
1. Схема контроля рассчитана на проверку фрезы на базе
не точного (см. п. 3.3.5.4), а приближенного червяка. Типичным
случаем является замена эвольвентного червяка фрезы архиме-
довым как при проектировании, так и при контроле.
2. Несоответствие среднего диаметра новой фрезы ее среднему
расчетному диаметру.
3. Неточность затылования k, т. е. неточность изготовления
затыловочного кулачка и его износ.
4. Форма затылующего инструмента отличается от резца
(например, дисковый круг).
5. Наличие положительного или отрицательного поднутрения
на передней поверхности фрезы, т. е. наличие небольшого положи-
тельного или отрицательного переднего угла.
В табл. 4.1 указано наличие или отсутствие перечисленных
органических погрешностей в зависимости от применяемой схемы
контроля
и
геометрических параметров фрезы
(углов
YB.II
И
Ки>)-
Например, при контроле по схеме 7 фрезы с прямыми канавками
и нулевым передним углом у
в
.„ (Я
га0
= 0; <у
в
. „ = 0) имеют место
органические погрешности 1; 2; 5. В табл. 4.1 буквой «Н» обозна-
чены те схемы, которые для данной фрезы применять нельзя:
схема 4, например, неприменима для фрез с передним углом
?в. И Ф о.
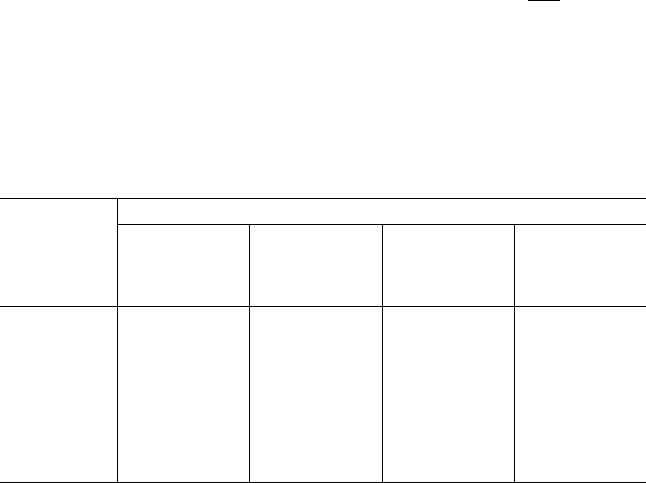
4.1. Органические погрешности профиля при различных
схемах контроля
Вид погрешностей
Схема
контроля
*т0 = °:
*-т0
= Vmo:
*то — °:
V
B
. н = 0
V
B
.
Н *=
0
VB.
И
*
0
VB.
и * 0
/
О
— — — —
£
3
1; 2 1; 2
1; 2 1; 2
4
1; 2 1: 2 н
Н
5
1; 2; 3; 4 1; 2 1; 2; 3; 4 1; 2; 3; 4
6
1; 2 1; 2
Н Н
7
1; 2; 3; 4 1; 2; 5 1; 2; 3; 4 1; 2; 3; 4
8
1; 2; 5 н
Н Н
Дадим количественную характеристику перечисленным
выше погрешностям.
1. Погрешность от замены эвольвентного червяка архимедовым
определяется величиной /
ч
стрелы выпуклости осевого профиля
эвольвентного червяка. Значения /
ч
для ряда размеров фрез
даны в прил. 12. Если угол профиля а
кОЧ
архимедова червяка
рассчитывается (и соответственно контролируется) по формуле
ctg а
хОЧ
= ctg a cos y
m0
,
(4.1)
219