Юликов М.И. и др. Проектирование и производство режущего инструмента
Подождите немного. Документ загружается.

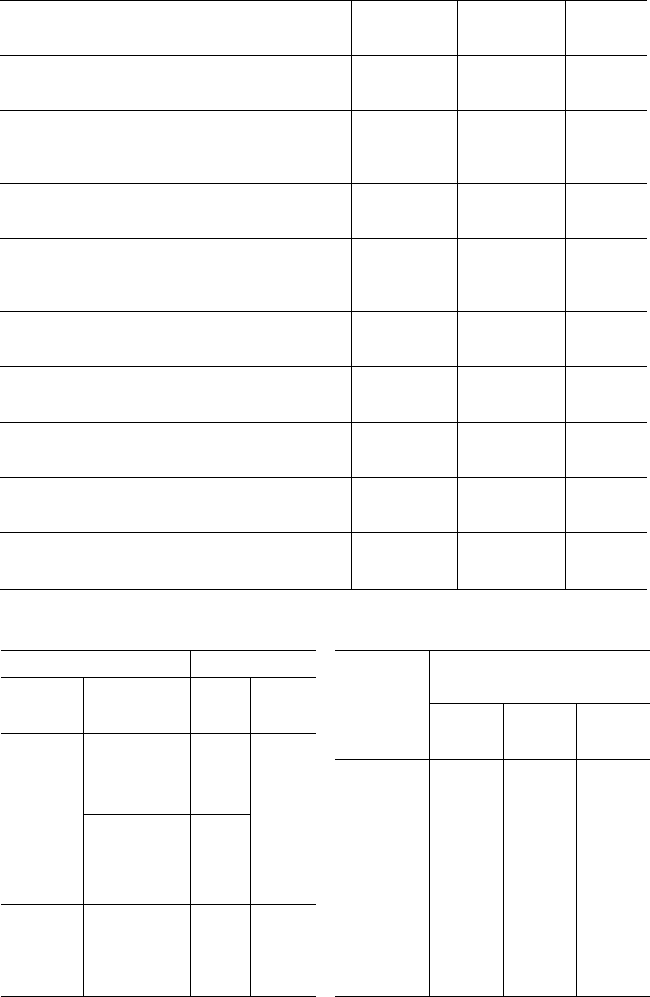
3.19. Рекомендуемые значения передних углов зубьев протяжки
Обрабатываемый материал
НВ
О
в
, МПа
Сталь 10, 15, 20—40
—
До 600 18
Сталь 45—65, 15Х—40Х, ЗОХГСА,
12ХНЗА, 18ХНВА, 12Х2Н4А
—
600—1000
15
Сталь 45Х, 50ХН и т. п.
—
Св. 1000 10
Стали инструментальные и быстрорежу-
щие
До 285
—
10
Чугун ковкий
До 150
—
10
Чугуи серый
Св. 150
—
5
Медь, алюминиевые и магниевые сплавы
— —
20—25
Латунь свинцовистая, бронза
— —
5
Латунь
— —
2
3.20. Рекомендуемые значения
задних углов сс° зубьев протяжки
Протяжки а, °, для зубьев
Тип Назначение
режу-
щих
кали-
брую-
щих
Круг-
лае,
шлице-
Для отвер-
стий квали-
тетов 9—10
2—3
1—1,5
вые,
квад-
ратные
И Т. П.
Для отвер-
стий кваля-
тета 11-й и
грубее
3—4
1—1,5
Шпоноч-
ные
плоские
Для пазов
и прямо-
угольных
отверстий
4—5
1,5—2
180
3.21. Коэффициенты заполнения
канавки стружкой
k
ROn
Шаг
вубьев |р,
им
Подача S
2
=• £
с
. мм
Шаг
вубьев |р,
им
До 0.05
0,05—
0.1
Св. 0,1
4,6-8
3,3
3,0
2.5
10—14
3,0 2,7 2,2
16—25
2,8 2,5 2,0
6. Определение числа зубьев) размеров зубьев и стружечных
канавок.
6.1. Выбор формы зубьев и стружечных канавок по таблицам
соответствий в зависимости от длины протягивания /
д
и обраба-
тываемого материала [23].
6.2. Максимальное число зубьев в секции z
cmax
определяется
по таблицам соответствий или задается; обычно
z
C
max
=
4-г-Б.
6.3. Наибольший шаг черновых зубьев t
p
(рис. 3.10, в)
t
p
= k
t
VT
R
, (3.74)
где k
t
— исходные данные (выбрать большее значение); 1
п
—
исходные данные.
6.4. Максимальное число одновременно работающих зубьев
г, = (/
д
/*
р
) + 1, (3.75)
где t
p
— из п. 6.3. Полученное значение z* округлять до целого
в меньшую сторону.
6.5. Проверка условия плавности работы протяжки
2/
р
+ 1 <: /
д
. (3.76)
Если условие не выполняется, то принять k
t
= k
t
— 0,1
и повторить расчет (3.74)—(3.75). Принять окончательное зна-
чение t
p
.
6.6. Определение глубины профиля стружечной канавки
ft
p
= l,13//
n
S
c
^
on
, (3.77)
где &„
оп
определяют по табл. 3.21 в зависимости от t
p
и приня-
того значения = S
c
.
6.7. Проверка по условию жесткости протяжки h
p
< 0,21d
0
.
6.8. Диаметр опасного сечения по впадинз первого зуба
д! = d
0
— 2V (3.78)
6.9. Сила резания, допустимая прочностью протяжки,
^доп= -^-Ш-
(3.79)
6.10. Сила резания, допустимая прочностью шейки хвосто-
вика,
Лп.хв= -r^IaJxB- <
3
-
80
)
6.11. Сила резания, допустимая мощностью станка, Р
ог
=
= 0,8Р
НОМ
.
6.12. Лимитирующая сила Я
Л
им определяется как наименьшая
из трех значений: Я„
оп
, Р
Т
.
ХВ
, Р
ст
.
6.13. Суммарная длина режущих кромок зуба, участвующих
в резании,
£ Ъ = jxd
0
/z
o
. (3.81)
181
6.14. Величина подъема зуба (толщина среза), допустимая
силой резания,
S
P
= *
ли
* , (3.82)
2J bz
t
pcyc
w
где с
у
— коэффициент, зависящий от переднего угла у, из
табл. 3.17.
6.15. Лимитирующцй подъем режущих зубьев 5
ЛИМ
опреде-
ляется из трех ранее определенных значений: 5
Р
, S
G
, S
0
.
6.16. Количество секций
N
c
= Л/25
лим
. (3.83)
Значение N
c
округлить до ближайшего большего целого числа
6.17. Количество режущих зубьев
z
p
= N
c
z
c
. (3.84)
6.18. Длина режущей части
/
р
=
Zp
r
p
. (3.85)
6.19. В исходных данных принять
г
с
= z
c
4- 1, (3.86)
если z
c
< г
с т
ах, расчет по п. 6 повторяется, иначе расчет окончен.
За Оптимальный вариант здесь принят тот, при котором ве-
личина 1
Р
минимальна (каждый вариант соответствует определен-
ному числу 2
С
). На печать из расчета по п. 6 выводятся значе-
ния z
c
, t
p
, hp, id", N
c
, z
p
, l
p
(см. рис. 3.10), которые соответствуют
оптимальному варианту.
Пример расчета
1. Исходные данные.
1.1. Деталь.
1.1.1. Материал детали — сталь 40Х, НВ 217, ОМ 62 (см. прил. 1).
1.1.2. do -= 30 мм.
1.1.3. А' 0,34 мм; Д" 0.
1.1.4. d -- 32 мм.
1.1.5. А,' = 0,027 мм; AJ' 0.
1.1.6 /
д
= 50 мм.
1.1.7. Rz - 1,25 мкм.
1 2. Операция.
1.2.1. Квалитет точности 7.
1.2.2. р' 0,002 мм.
1.2.3. р 265 Н/мм.
1.2.4. Су по табл. 3.17; c
w
•— 1,0 (сульфофрезол).
1.2.5. S
c
=-•= 0,12 мм.
1.2.6. S
B
~ 0,23 мм.
1.2.7. Скорость резания v -= 0,15 м/с
1.2.8. Партия деталей: 10 000 шт./год.
1.2.9. Предварительная обработка отверстия — сверление.
1.3. Станок и оснастка.
1.3.1.
Модель
станка
7А520:
Р
Н
ом
- 2-10* Н:
L
max
•- 1840 мм.
1.3.2. /
пах
= 70 мм; /
оп
^= 90 мм.
182
1.4. Инструмент.
1.4.1. Схема срезания припуска — групповая.
1.4.2. Хвостовик—-с выточкой, под патрон.
1.4.3. Р6АМ5, [c
z
] = 300 МПа.
1.4.4.
Сталь 40Х,
[а
2
]„=
250 МПа.
1.4.5. k
t
= 1,45.
1.4.6. z
c
= 2.
2. Дополнительные исходные данные.
2.1. А = 32 + 0,027 — 0,002 — 30 = 2,025 мм.
3. Марка Р6АМ5.
4. Из табл. 3.19 и табл. 3.20: у
и
= 15
е
; «
р
.
и
= 2°.
5. d
K
= 32 + 0,027 —- 0,002 = 32,025 мм,
d
XB
— 30 — 0,5 = 29,5 мм,
d
m. хв = 29,5 — 1,5 = 28 мм.
6. Определение числа и размеров зубьев и стружечных канавок.
6.1. Для заданных условий обработки (сталь 40Х; /
H
/d< 2) принята форма
зубьев, показанная на рис. 3.10, е.
6.2. г
с шах
= 4.
Далее из (3.74)—(3.85) при г
0
=2; f
p
= 10 мм; z
t
=6; h
p
— 4,0 мм;
Р.чим= 94 985 Н; S
n
„
M
= 0,12 мм; N
0
= 8; z
p
= 16; /
р
= 160 мм.
В соответствии с (3.86) принимается z
0
= 3; при этом kt — 1,70; р = 395 Н/мм;
S
c
= 0,20 мм; tp— 12,0 мм; г
г
= 5; ftp = 5 мм; Р
лим
=9 4 200 Н; 5
ЛИМ
=
=0,2 мм; N
c
— 4; z
p
= 12; /
р
= 144 мм.
При г
с
= 4: £f = 1,9; р = 480; S
c
= 0,24 мм; <
р
= 14 мм; Zj = 4; h
p
= 5 мм;
Рапм = 94 200 Н; 5
ЛИМ
= 0,23 мм; N
c
= 4; z
p
= 16; /р = 224 мм.
Из трех рассмотренных вариантов за оптимальный принимается второй
(г
0
= 3), как обеспечивающий наименьшую длину режущей части /
р
= 144 мм.
Число рассматриваемых вариантов может быть увеличено за
счет большего диапазона возможных изменений формы и разме-
ров зубьев. Кроме того, за критерий оптимальности может быть
принята не только длина режущей части, но и другие параметры
(величина получающейся подачи на зуб, толщина спинки зуба).
При такой многокритериальной оптимизации эффективно исполь-
зование ЭВМ в режиме диалога (АРМКИ).
3.3.5. Расчет червячных фрез для нарезания эвольвентных
цилиндрических колес
Расчеты червячных фрез имеют много особенностей. Ниже
приводятся решения отдельных типовых задач, входящих в си-
стему СПРИ (см. рис. 1.1), с учетом опыта заводов «Красный
пролетарий», ЗИЛ и других.
3.3.5.1. Исходные данные
Необходимыми исходными данными при проектировании чер-
вячной фрезы являются: т — модуль колеса, мм; а — профиль-
ный угол колеса, градусы; ha — коэффициент высоты головки
зуба колеса; h} — коэффициент высоты ножки зуба колеса;
5„ — толщина зуба колеса по дуге делительной окружности, мм;
ОМ —- материал колеса (см. прил, 1); степень точности колеса
183
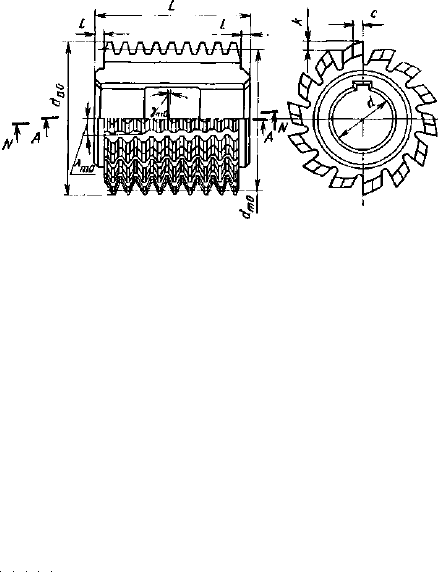
Рнс. 3.11. Основные размеры червячной фрезы
после зубофрезерования; тип производства колес — единичное,
серийное или массовое; схема конструкции фрезы: цельная
(рис. 3.11) или сборная, с зубьями, затылованными по архимедо-
вой спирали или по окружности, с острозаточенными зубьями и др.
Дополнительными исходными данными в зависимости от кон-
струкции колеса, фрезы, а также от степени автоматизации про-
ектирования могут быть: z — число зубьев колеса; В — угол
наклона зубьев косозубого колеса, градусы; Rz — требуемая
шероховатость обработанной поверхности зубьев колеса, мкм;
z
10
— число заходов фрезы; группа инструментального материала
фрезы (быстрорежущая сталь или твердый сплав); модель станка
и его параметры, ограничивающие размеры фрезы (длину, диа-
мегр); наличие или отсутствие на станке осевых передвижек
фрезы; tlx ы
1а
— условия эксплуатации и изготовления фрезы
(см. п. 2.4.2.3).
3.3.5.2. Выбор марки инструментального материала (ИМ)
Для червячных фрез наиболее широко используются марки
Р6АМ5, Р6М5К5, Р9КЮ, Р9М4К8. Твердый сплав применяется
для изготовления фрез в массовом производстве при достаточной
жесткости СПИД, а также при обработке колес из некоторых
труднообрабатываемых материалов (см. прил. 3 и 4). Опыт экс-
плуатации и стойкостные испытания фрез из марок Р6М5 (Р6АМ5),
Р6МБКБ, Р9КЮ, РЗМЗФ4К5 при обработке колес из стали 40Х
(НВ 187—209) модуля 3 мм показали следующее.
Фрезы из марок Р6М5, Р6АМ5 имели лучшую стойкость при
работе на средних и больших подачах и средних скоростях ре-
зания (S <g 3 мм/об; v = 0,Б-=-0,6 м/с). Фрезы из марок Р6М5К.5
и особенно из Р9К10 и РЗМЗФ4КБ при подачах свыше 2—3 мм/об
имели наряду с обычным износом абразивного характера микро-
выкрашивания кромок (0,1—0,3 мм) или даже сколы. Фрезы из
Р6МБКБ показали большую стойкость на повышенных скоростях
резания и меньших подачах (v = 0,6-^0,75 м/с; S до 2—2,5 мм/об).
Двухзаходные фрезы из маловольфрамовой стали РЗМЗФ4К5,
184
имеющие прямые канавки и передний угол 8°, показали неудов-
летворительную стойкость из-за скалывания кромок. Фрезы
из Р9КЮ дали нестабильные результаты: до переточки при ра-
боте на новом станке мод. 5В312 они показали высокую стойкость
и не имели выкрашиваний кромок даже при увеличенном перед-
нем и заднем углах. Однако в дальнейшем стойкость фрез сни-
зилась из-за частых выкрашиваний кромок. Фрезы сохраняли
работоспособность, но требовали пёрешлифовки по задней по-
верхности. Возможные причины нестабильной стойкости фрез
из Р9К.Ю: снижение хрупкой прочности стали после переточек
корундовым кругом; уменьшение жесткости технологической си-
стемы по мере эксплуатации станка. Вместе с тем червячные
фрезы из Р9КЮ за длительный период эксплуатации при обра-
ботке шлицевых валов показали достаточно высокую и стабиль-
ную стойкость: при трех осевых передвижках они работали 1,5
смены (v = 0,56 м/с; S = 1,8 мм/об). В отличие от фрез для эволь-
вентных колес они имели более широкую (12 мм) вершинную
кромку и небольшую (3 мм) высоту профиля. Значительное повы-
шение стойкости было получено при использовании шлицевых
двухзаходных фрез из порошковой стали Р6М5ФЗМП, с покры-
тием нитридом титана на установке «Булат-2М». По сравнению
с однозаходными фрезами из Р9К10 (без покрытия) стойкость
возросла в 3,3 раза при увеличении производительности до 2 раз.
Сравнительные испытания двухзаходных фрез из сталей Р6М5
и Р6АМ5 с покрытием и без покрытия показали, что при наре-
зании эвольвентных колес стойкость фрез с покрытием возра-
стает в 2—4 раза.
С учетом опытных данных, а также свойств различных ма-
рок ИМ (см. рис. 2.21, рис. 2.22 и прил. 2) для выбора марок ИМ
червячных фрез составлены таблицы соответствий (см. п. 2.4.2.3):
табл. 3.22 — для выбора марок быстрорежущих сталей и
табл. 3.23 — для выбора марок твердых сплавов. Указанные
таблицы могут быть использованы при автоматизированном или
неавтоматизированном проектировании. Приведем пример их ис-
пользования.
Червячными фрезами нарезаются колеса из стали 20X13
(ОМ 95; прил. 1) модуля m = 0,8 мм. Обработка чистовая с ма-
лыми подачами (S = 0,15ч-0,20 мм/об) при средних (нормативных)
скоростях резания, невысокой жесткости технологической си-
стемы (станок мод. 530). Тип производства — массовое. Требова-
ния к надежности средние.
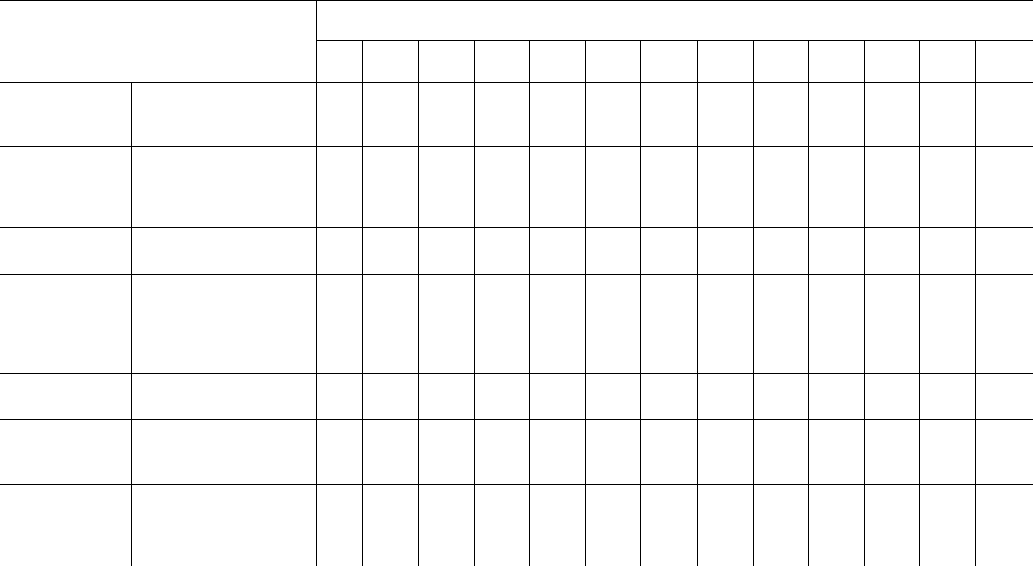
Для данного материала колес в условиях массового произ-
водства возможно использование твердосплавных фрез (см. прил. 3
и
4). Из табл. 3.23 для заданных условий подходят марки ИМ:
42; (44), т. е. (см. табл. 2.4) ВК6М; (ВК8). Марка ВК.6М в данном
случае предпочтительнее.
При использовании фрез из стали выбор марки ИМ по табл. 3.22
для тех же условий, при переточке фрез эльборовым кругом
185
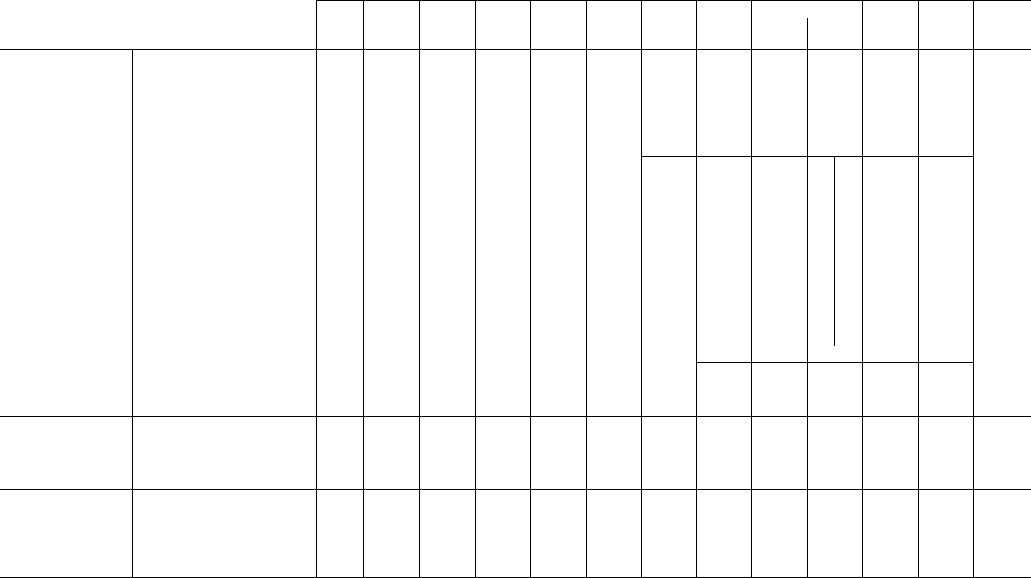
3.22. Выбор марок ИМ для червячных фрез
ИМ
Условия
13 14
16 17 18 20
SI
22 24
28
29
80
33
7—10
+ + +
(+)
+ +
(+)
(+)
+
11
+ + + + + +
+
(+)
+
+
(+)
12; 16
+ +
+
(+)
+
+
(+) (+)
—
+
25; 38
+
+ +
+
+ +
+
— —
+
— —
+
ОМ(Ы|)
26; 29; 33; 39
+ + +
—
+
(+)
+
52; 53; 56; 61; 62; 65
+
+ +
(+)
+
+
+
—
(+)
— —
+
54; 55; 63; 57—60; 66
+ + + + + +
+ + + + +
72
(+)
+ + +
+ + +
+
+
—
73
!+>
(+) (+)
(+)
+
+ + +
+
+
—
79
(+)
—
(+)
(+)
(+)
+
+ + +
+
+
—
80
—
(+)
(+)
+
+ + +
+
+
—
92
+
+
+ +
+
+
+
(+)
- -
— —
95
(+)
(+)
(+)
+ + +
+
(+)
+
+
(+)
—
96
+)
(+) (+)
+ +
+ + +
+
+
—
101
<+>
—
(+)
(+)
+
+
+
+
+
+
+
—
105
—
(+)
+
+
+
+ + +
+
+
—
124
+
+
+
—
+
+
(+)
+
125
+
+ +
(+)
+ +
+
(+) (+)
+
(+)
(+)
126
(+) (+)
(+)
+
+ +
+
+
+
+
—
m(«g)
0,5—8
+ + + + + +
+ + + +
+
+ +
m(«g)
>8 мм
+ + +
(+)
+ +
(+) (+)
(+)
—
+
S(«4)
Уменьшенная
(+>
(+)
(+)
+ + +
+ + + + +
+
+
Средняя
+
+ + +
+
+
(+) (+) (+)
+
—
+
Увеличенная
+ +
+
(+)
(+)
(+) (+) (+)
Продолжение табл. 3.22
им
УСЛОВИЯ
13
и
16 17 16
20 21
22
24
28 29 30
83
Пониженная
Средняя
Повышенная
+
+
+
+
+
+
+
+
Ф
(+)
+
(+)
+
Ф Ф
Ф Ф Ф
+
+
Жесткость
технологиче-
ской системы
("в)
Пониженная
Средняя
Повышенная
+
+
+
+
+
+
+++
(+)
+
+
+
+
+
+
+
+
Ф Ф
(+)
+
Ф
+
+
+
+
Заточка (и
10
)
Корундовый круг
Эльборовый круг
+
+
+
+
+
+
(+)
+
(+)
+
+
+
(+)
+
+ +
(+)
+
ф
+
Ф
Способ изго-
товления (u
xl
)
Резание
Вышлифовывание
Пласт, деформиро-
вание
Литье
+
+
+
+
+
(+)
+
+
+
(+)
+
+
(+)
+
+
+
+
+
(+)
+
+
(+)
+ +
+
+
(+)
+
+
+
Возможность
перегрева
Есть
Нет
+
+
+
+
+
(+)
+
(+)
+ +
+
Ф
(+)
+
+
+
+
+
+ +
Возможность
обезуглерожи-
вания
Есть
Нет
+
+
+
+
+
+
+
+
+
Ф Ф
(+)
+ +
+ +
Наружный
диаметр
(для цельных
фрез)
До 60
>60
+
(+)
+
(+)
+
+
+
(+)
+
+
+
+
+
+
+
(+)
+
(+)
+
(+)
+
(+)
+
(+)
+
Примечания. «-)-> —марка рекомендуется; €(-)-)> —марка допускается; «—« — марка не рекомендуется; ОМ —си. прил. I;
ИМ — см. табл. 2.4
3.23. Выбор марок ИМ (твердого сплава) для червячных фрез
ИМ (табл. 2.4)
Условия
39
42 44 45 49 50
61 52
54
56
57
ОМ (ut)
(прил. I)
7—16
21—40
52—66
72—77
79—82
92
95
96; 101;
105
124—126
+
+
+
+
+
+
+
+
+
+
+
+
++I1I+++ +
+11++11] +
+
+
+
+
+
+
+
+
+
+
1 1 I 1 I 1 + 1 +
я» («а)
Мелкий
Средний
Крупный
+
+
+
(+)
+
+
+
(+)
+
+
+
+
+
+
(+)
+
+
(+)
+
+
+
+
+
+
+
+
+
+
+
S(«4)
Малая
Средняя
Увеличенная
+
+
+
+
(+)
+
(+)
+
+
+
+
+
+
+
+
(+)
+
+
+
(+)
+
(+)
+
Уменьшенная
Средняя
Увеличенная
+
+
+
+
+
+
+
+
+
(+)
+
+
+
+
+
+
+
+
Характер
обработки
Черновая
и получист.
Чистовая
+
+
+
+
(+)
+
+ +
+
+
+
(+)
+ +
+ +
Жест-
кость
СПИД
("в)
Пониженная
Средняя
Увеличенная
(+)
+
(+)
+
+
+
+
+
+
+
(+)
+
+
+ +
+
+
(+)
+
+
(+)
+
+
(+)
+
+
(+)
Надеж-
ность
(«»)
Уменьшенная
Средняя
Повышенная
+
(+)
(+)
+
(+)
(+)
+
+
(+)
(+)
+
+
+
(+)
+
(+)
+
(+)
(+)
+
+ +
+
+
(условие ц
10
) в случае, если перегрев и обезуглероживание исклю-
чены («ц). при диаметре фрезы до 60 мм (м
м
), имеем следующие
марки ИМ: 18, 20, т. е. (ем. табл. 2.4): Р9КБ; Р6М5К5. Сравнение
свойств этих двух марок (см. табл. 2.6, рис. 2.21 и рис. 2.22)
показывает, что при одинаковой красностойкости и твердости
(при различных температурах) Р6М5К5 обладает более высокими
прочностными свойствами и в этом отношении имеет некоторое
преимущество.
188
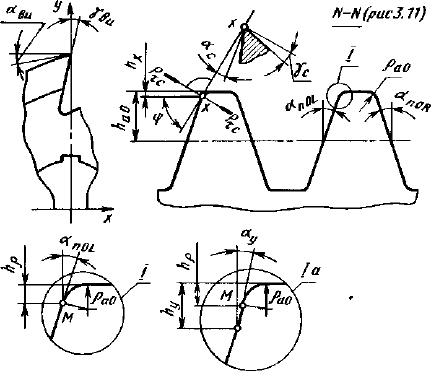
3.3.5.3.
Выбор геометрических параметров
На рабочем чертеже фрезы обычно задаются величина заты-
лования k (см. рис. 3.11), определяющая вершинный задний
угол а
в
.
и
, и передний угол у
в
.
и
(рис. 3:12). Цельные фрезы с за-
тылованными по архимедовой спирали зубьями выполняются,
как правило, с винтовыми канавками, угол Я
т0
наклона которых
на цилиндре диаметром d
m0
равен углу у
т0
подъема витков фрезы.
Прямые стружечные канавки, параллельные оси фрезы (при
^то = 0), выполняются на сборных и реже на цельных фрезах.
Они более технологичны при изготовлении, в связи с чем легче
обеспечивается необходимая точность. Однако при Я
т0
— 0 перед-
ние углы у, углы наклона кромки Я, и заострения р* различны для
левой и правой сторон зуба фрезы, что создает условия для раз-
ного износа зубьев фрезы на различных сторонах. Поэтому с точки
зрения стойкости фрезы с винтовыми канавками, особенно при
Ymo > 5-г-7°, предпочтительнее.
Углы а
в
„, у
в
„, Я,
т0
определяют геометрические параметры
фрезы в инструментальной системе координат (по терминологии
ГОСТ 25762—83). Основная плоскость в этой системе совпадает
с осевой плоскостью фрезы.
В статической системе координат за основную плоскость для
червячной фрезы целесообразно принять плоскость, проходящую
через данную точку кромки фрезы параллельно нормальной се-
кущей плоскости NN (см. рис. 3.11), т. е. под углом у
т0
к оси
фрезы. Основные углы, характеризующие геометрические пара-
метры зуба в статической системе (см. рис. 3.12): а
с
, у
с
, Р„, Х
С
и др., аналогичные по смыслу и определению соответствующим
Рис. 3.12. Геометрические параметры и профиль червячной фрезы
189