Вопросы практической технологии изготовления шин 2010 №1
Подождите немного. Документ загружается.

ОБРЕЗИНИВАНИЕ
КОРДА И СБОРОЧНО-ЗАГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ
лую дугообразную поверхность. В сжатом виде основной барабан меньше по
диаметру, чем дополнительный барабан. На основном барабане, после подвода
к нему и соединения с ним дополнительного барабана производится фиксация
брекерного браслета и "суперформование" металлокордного брекерного брас-
лета, то есть, его растяжение на дополнительную величину и придание выпук-
лой формы по центру.
Эта операция, разработанная фирмой «Пирелли», снижает вытяжку брекера
в пресс-форме, деформацию брекера и протектора в процессе вулканизации и, в
конечном итоге, повышает качество и снижает неоднородность изготавливае-
мых
шин.
После "суперформования" на металлокордный брекер накладывается защит-
ный (анидный) слой брекера и протектор. Далее брекерно-протекторный брас-
лет передается на формующий барабан для соединения со сформованным кар-
касом и окончательной сборки шины.
Таким образом, на станке производятся следующие технологические опера-
ции:
>
автоматическое наложение 1-го слоя металлокордного брекера;
>
автоматическое наложение 2-го слоя металлокордного брекера;
>
соединение дополнительного и основного брекерных барабанов;
>
фиксация металлокордного брекера на основном барабане, отвод допол-
нительного барабана в исходное положение (после этого на дополни-
тельном барабане начинается сборка следующего металлокордного брас-
лета);
>
"суперформование" металлокордного брекера;
>
автоматическое наложение защитного (анидного) слоя брекера;
>
автоматическое наложение заготовки протектора, подаваемого из катуш-
ки и отрезаемого в питателе на мерную заготовку;
>
подвод трансфера (перекладчика) из нейтрального положения к брекер-
ному барабану;
>
фиксация брекерно-протекторного браслета трансфером, сжатие брекер-
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
43
ОБРЕЗИНИВАНИЕ КОРДА И
СБОРОЧНО-ЗАГОТОВИТЕЛЫНЫЕ
ПРОЦЕССЫ
ного барабана;
>
передача собранного брекерно-протекторного браслета на формующий
барабан (после этого на основном брекерном барабане продолжается
цикл сборки следующего брекерно-протекторного браслета);
>
формование каркаса до соединения с внутренней поверхность браслета;
>
расфиксация браслета и отвод трансфера в нейтральное положение;
>
прикатка собранной покрышки;
>
расформовка барабана и съем с него собранной покрышки.
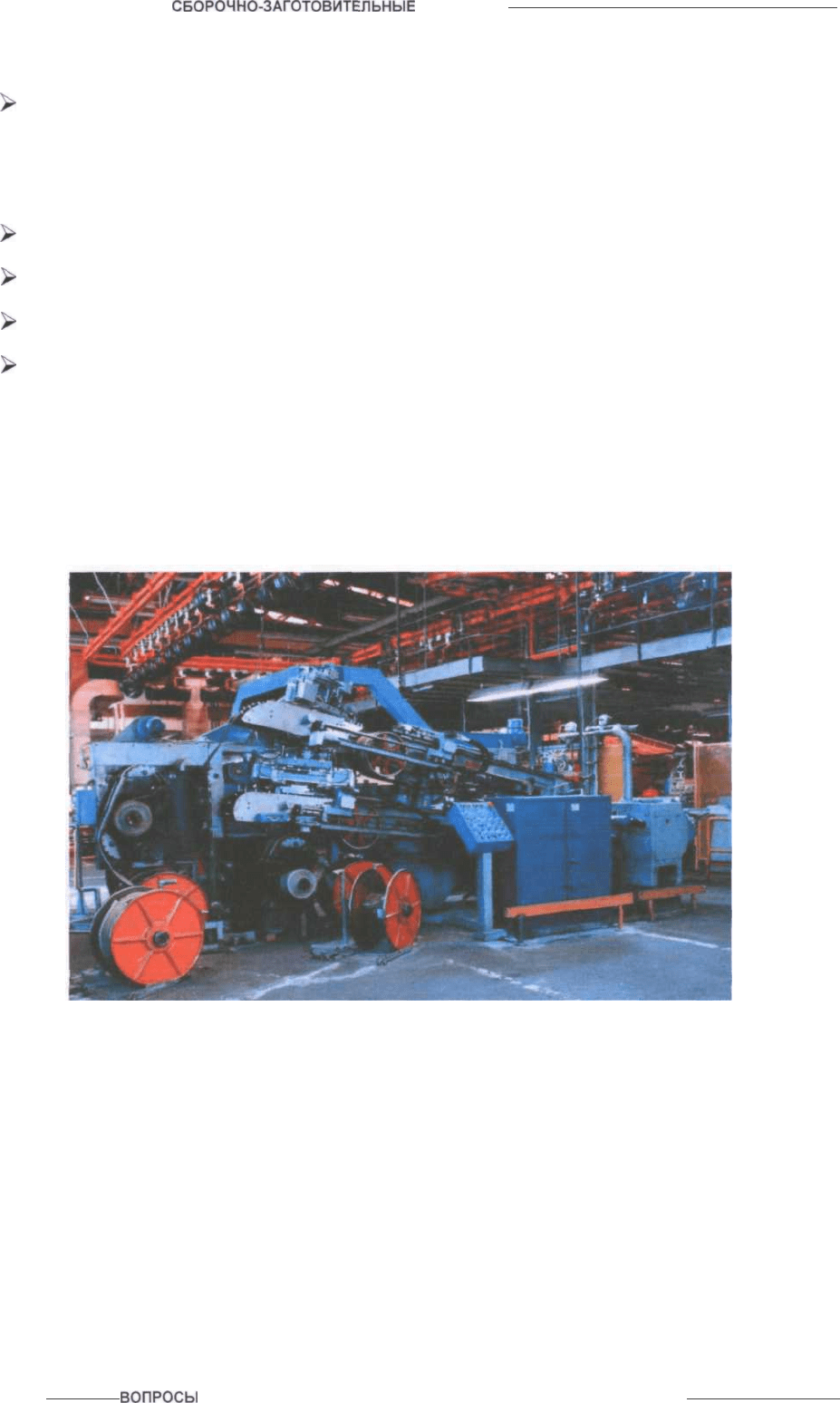
Питатель АМТ-80 (рисунок 16) предназначен для хранения, подачи к сбо-
рочному барабану, отмеру, отрезу и автоматическому наложению на барабан
двух слоев металлокордного брекера, слоя анидного брекера и протектора (из
катушки).
Рис. 16. Общий вид автоматического питателя АМТ-80 сборочного станка
TR-20. Вверху видна система передачи каркасов с многопозицион-
ной линии PL-8 к станкам 2TR-20 с питателями АМТ-80.
Питатель АМТ-80 имеет катушку с протектором емкостью 100 п.м., закатан-
ную в полимерную твердую прокладку калибра 0,25 мм.
Для успешной работы в автоматическом режиме, по заявлению фирмы «Пи-
релли», использующей это оборудование в промышленных условиях, обрези-
ненный металлокордный брекер должен быть совершенно плоским, а прецизи-
44
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
ОБРЕЗИНИВАНИЕ
КОРДА И
СБОРОЧНО-ЗАГОТОВИТЕЛЬНЫЕ
ПРОЦЕССЫ
онный процесс обрезинивания металлокорда - обеспечивать точность угла на-
клона нитей ± 0,5°.
По мнению фирмы «Пирелли» такое автоматизированное оборудование
должно работать в кондиционированном помещении при искусственном осве-
щении.
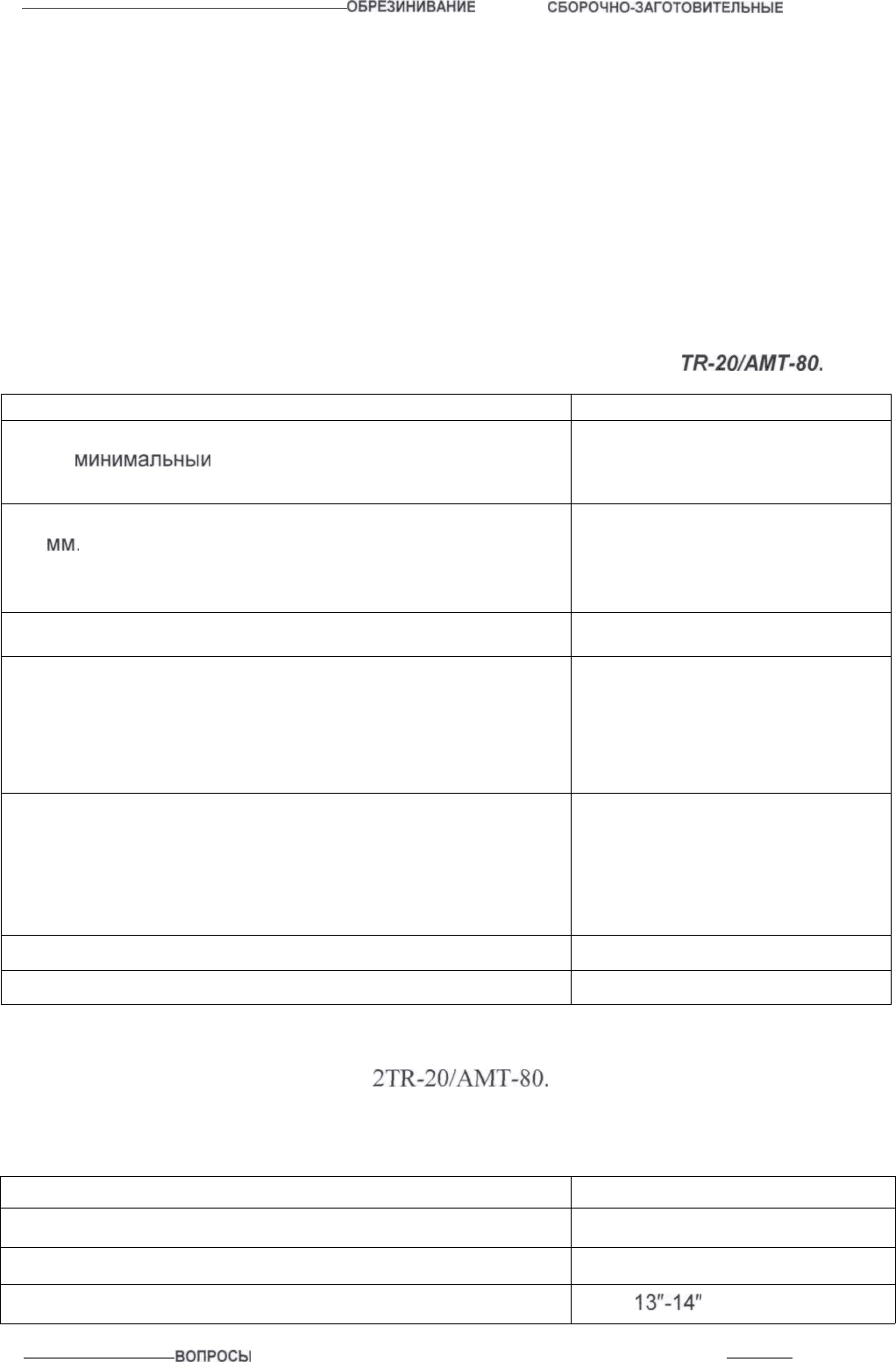
В таблице 5 дана техническая характеристика сборочного станка-агрегата
TR-20 с автоматическим питателем АМТ-80.
Таблица 5. Техническая характеристика станка-агрегата
TR-20/AMT-80.
Показатели
Посадочный диаметр обода собираемых шин:
минимальный
максимальный
Расстояние между заплечиками формующего бараба-
на,
мм.
минимальное
максимальное
Максимальный диаметр сформованной шины, мм.
Габаритные размеры станка (включая контрольную ап-
паратуру и барьеры безопасности), мм.
длина
ширина
высота
Питание:
Рабочее напряжение
Напряжение контрольного электрооборудования
Сжатый воздух
Вакуум
Уровень шума, максимальный
Масса, кг
Значение
13"
15"
130
520
. 730
9500
8500
3000
380 в 50Гц, 3-х фазный ток
220 в 50Гц, однофазный ток
7 бар
от 350 до 400 мм. рт. столба
80 децибел
25000
В таблице 6 дана техническая характеристика системы передачи каркасов
линии фирмы «Пирелли»: PL8 +
2TR-20/АМТ-80.
Таблица 6. Техническая характеристика системы передачи каркасов линии
фирмы Пирелли: PL8 + 2TR-20/'АМТ-80.
Показатели
Минимальный диаметр обода собираемой шины
Максимальный диаметр обода собираемой шины
Сменная оснастка для транспортировки каркасов
Значение
13"
15"
13"-14"
и 14"-15"
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
45
ОБРЕЗИНИВАНИЕ КОРДА И
СБОРОЧНО-ЗАГОТОВИТЕЛЬНЫЕ
ПРОЦЕССЫ
Максимальная ширина каркаса, мм.
Длина конвейерной цепи, м.
Питание:
Рабочее напряжение
Сжатый воздух
Масса, кг
600
90
380 в 50Гц, 3-х фазный ток
7 бар
10000
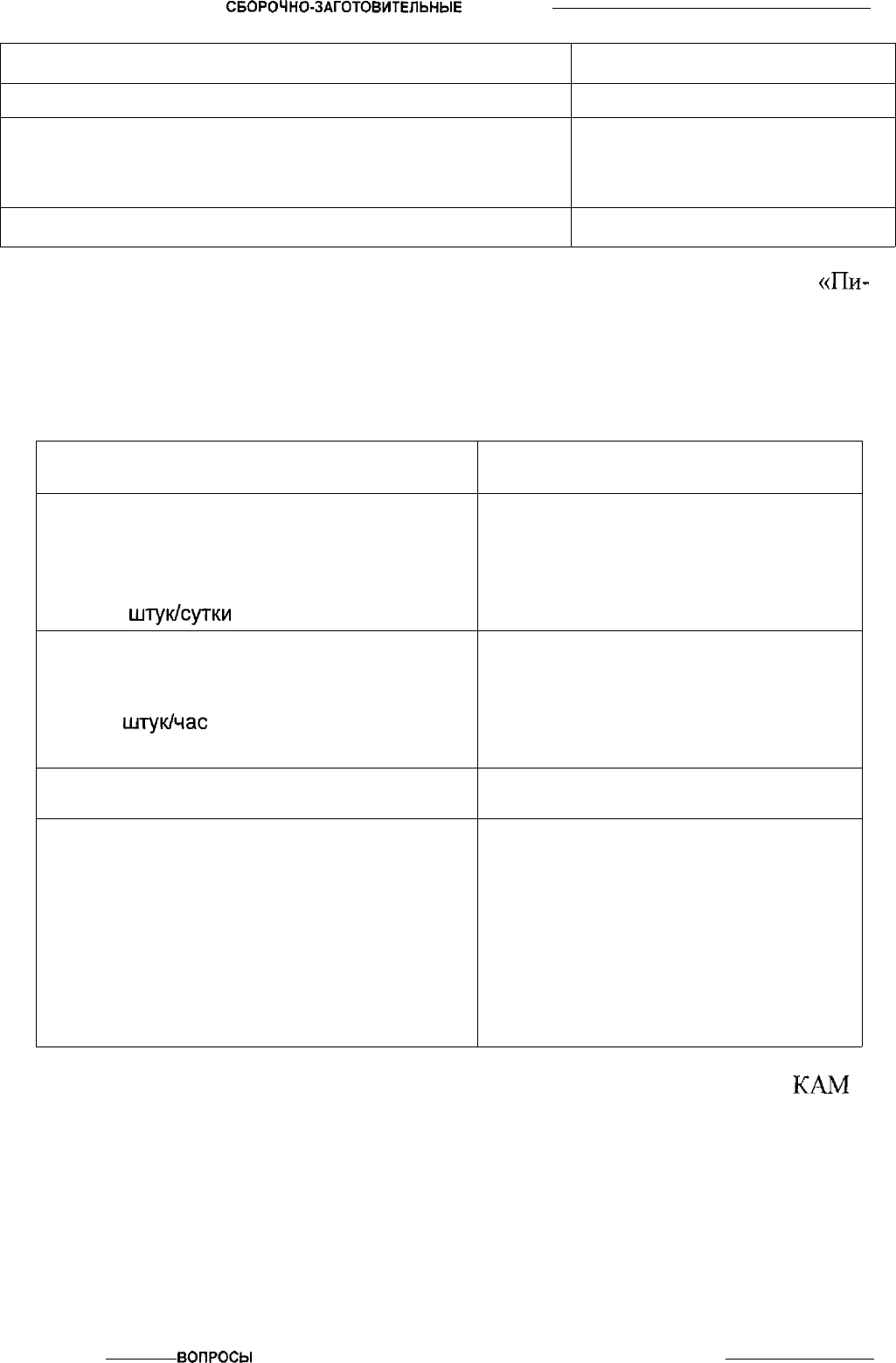
В таблице 7 дана производительность автоматической линии фирмы
«Пи-
релли»: PL8 + 2TR-20/AMT-80 и функции персонала.
Таблица 7. Производительность автоматической линии фирмы «Пирелли»:
PL8 + 2TR-20/AMT-80 и функции персонала.
Показатели
Реальная производительность при
сборке шин 175/70R14:
мин/шину
штук/час
штук/сутки
Расчетная производительность (увеличи-
вается на 8% по сравнению с реальной)
мин/шину
штук/час
штук/сутки
Численность операторов в смену, чел.
Функции операторов:
1-й оператор
2-й оператор
3-й оператор
Значение
0,575
104
2500
0,535
112
2700
3
Общий контроль за работой линии и
контроль собранных шин
Перезарядка питателей
Помощь в перезарядке питателей.
Замена других операторов при
обеденном перерыве и др.
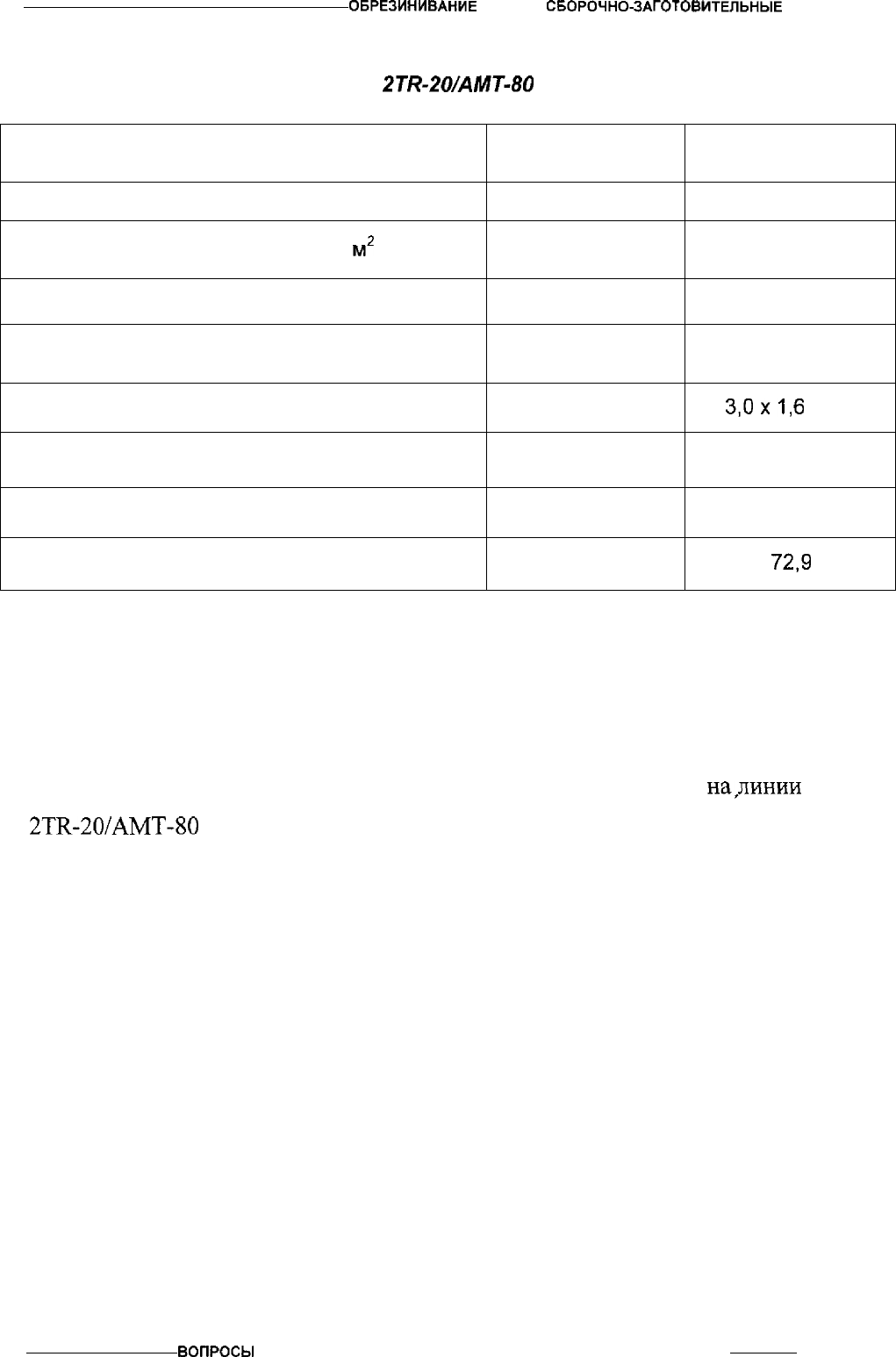
В таблице 8 дана сравнительная характеристика сборочного участка
КАМ
и
автоматической линии фирмы «Пирелли»: PL8 + 2TR-20/AMT-80 при сборке
1,4 млн. шин в год. Такое сравнение представляет интерес, несмотря на свою
условность: КАМ - незавершенная разработка, а линии PL8 + 2TR-20/AMT-80
работают в промышленных условиях.
46
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • № 1, 2010
ОБРЕЗИНИВАНИЕ
КОРДА И
СБОРОЧНО-ЗАГОТОВИТЕЛЬНЫЕ
ПРОЦЕССЫ
Таблица 8. Сравнительная характеристика сборочного участка КАМ и линии
фирмы Пирелли PL8 +
2TR-20/AMT-80
для сборки радиальных шин.
Основные технические характеристики
Расчетная производительность, шт/ч
Площадь единицы оборудования,
м
2
Количество единиц оборудования, шт.
Площадь под оборудование с учетом
расстановки, м
2
Обслуживающий персонал единицы
оборудования, чел/в смену
Обслуживающий персонал на программу,
чел/год
Съем продукции с квадратного метра, шт/ч
Выработка на 1 человека, тыс. шт/год
КАМ
180,0
484,0
1,0
508,0
5,0
20,0
0,37
70,0
PL8 + 2TR-20
с пит. АМТ-80.
112,0
330,7
80,7
1,6
330,7+(120,7х2)=24
1x1,6=913,6
3,0x1,6
= 4,8
19,2
0,19
72,9
Несколько большая выработка на 1 человека в год на линии фирмы «Пирел-
ли»: PL8 + 2TR-20/AMT-80, несмотря на меньшую часовую производитель-
ность оборудования, объясняется меньшим количеством обслуживающего пер-
сонала.
Меньший, почти вдвое, съем продукции с квадратного метра
на,линии
PL8 +
2TR-20/AMT-80
объясняется большей площадью питателей, из-за более совер-
шенной их конструкции.
На линиях сборки КАМ питание производится из кареток или катушек, заго-
товка накладывается на сборочный барабан при повороте барабана на 270°, од-
новременно отмеряя длину заготовки, затем производится отрез и окончатель-
ное наложение детали на сборочный барабан. При такой технологии возможен
разброс по длине детали из-за вытяжки заготовки или неточности позициони-
рования барабана. Вероятен "увод" конца заготовки при окончательном нало-
жении ее на сборочный барабан, что может привести к смещению в стыке.
На линии PL8 + 2TR-20/AMT-80 заготовки раскатываются в питателе, про-
изводится их отрез и измерение длины, а затем наложение мерной заготовки на
сборочный барабан. Такая система обеспечивает большую прецизионность
сборки, однако значительно увеличивает площадь, занимаемую питателем.
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
47
ОБРЕЗИНИВАНИЕ КОРДА И СБОРОЧНО-ЗАГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ
С учетом опыта, накопленного при освоении сборочного участка КАМ и ин-
формации о линиях фирмы «Пирелли»: PL8 + 2TR-20/AMT-80, планировалось
усовершенствование технологических процессов сборки и оборудования КАМ.
Предполагалось упростить процесс первой стадии сборки, осуществляя его
на одной линии, вместо раздельного изготовления каркасного браслета и карка-
са, увеличив при этом цикл на каждом модуле с 20 секунд до 30 секунд (при
расчетной производительности 120 шин/ч). Для обеспечения расчетного цикла
и прецизионности сборки необходимо оснастить модули автоматическими пи-
тателями с раскаткой, отмером и отрезом заготовок в питателе.
В существующей конструкции на линиях 1-й стадии КАМ со сборочным ба-
рабаном производится 24 манипуляции установки и съема на модулях (6 моду-
лей на линии сборки каркасного браслета и 6 модулей на линии сборки каркас),
что увеличивает время на вспомогательные технологические операции. Кроме
того, ротор передачи каркасного браслета со съемом браслета с барабана линии
его изготовления, одеванием браслета на барабан ротора, съемом браслета с ба-
рабана ротора и одеванием браслета на барабан линии сборки каркаса может
привносить неточности по центрированию браслета на сборочном барабане ли-
нии сборки каркаса.
Линия сборки
брекерно-протекторногб
браслета состоит из 8-ми модулей,
следовательно, производится
16
манипуляций по установке и съему сборочного
барабана. Рациональнее заменить эту линию, вместе с линией окончательной
сборки на станки-агрегаты 2-й стадии типа АСПР 2-330-300М1, оснастив их ав-
томатическими питателями и доведя производительность до 60 шин/ч (цикл
сборки - 60 сек).
Однако, как уже было сказано выше, в 1991 году финансирование програм-
мы КАМ прекратилось и работы были прерваны.
Список использованной литературы.
1.
Н.Г.
Бекин, Б.М. Петров // Оборудование для изготовления пневматических
шин//Химия,
1982, с. 84-90, 100-112, 120-133, 242-253.
2.
Б.Г.
Гаврилов,
Б.С.
Гришин // Роль конфекционных свойств шинных мате-
риалов в обеспечении стабильности заготовительно-сборочных процессов и
качества готовых шин // Вопросы практической технологии изготовления
шин, №3, 2002.
48
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
ВОПРОСЫ
ПРАКТИЧЕСКОЙ
ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ
ШИН
ВОПРОСЫ ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН
ВУЛКАНИЗАЦИОННЫЕ
ПРОЦЕССЫ И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ
Гордеев
В.К.,
Савельев
В.В.
СОДЕРЖАНИЕ
1. Введение.
2. Использование пара и генерированного инертного
газа или газообразного азота в качестве теплоно-
сителя, подаваемого в диафрагму.
3. Варианты снабжения шинного предприятия азотом
для технологических нужд.
4. Технологические факторы обогрева диафрагм вул-
канизационных прессов паро-азотным теплоноси-
телем.
4.1. Обогрев вулканизационных диафрагм при по-
даче паро-азотной смеси "в тупик";
4.2. Обогрев вулканизационных диафрагм при по-
стоянной циркуляции паро-азотной смеси.
5. Эксплуатационная ходимость диафрагм при приме-
нении паро-азотного теплоносителя.
6.
Заключение.
7. Список литературы.
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН • №1,2010
51
ВУЛКАНИЗАЦИОННЫЕ
ПРОЦЕССЫ И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ
1. Введение.
Шинное производство является достаточно крупным потребителем энергии.
Согласно опубликованным данным [1] на российских предприятиях расходует-
ся от 1,5 до 2,0 млн. тонн условного топлива энергоресурсов.
В условиях постоянного роста цен на энергию увеличивается, и без того вы-
сокая, энергетическая составляющая в структуре себестоимости изготовления
шин, что создает проблемы с их конкурентоспособностью. Наиболее энергоем-
ким участком производства шин являются цеха вулканизации, где расходуется
от 55% до 60% всей потребляемой в технологических процессах энергии с
крайне низким коэффициентом ее полезного использования - от 3% до 7%. По-
этому основные ресурсы энергосбережения шинного предприятия сосредото-
чены в цехах вулканизации.
Основными видами теплоносителей, используемых при вулканизации шин
со стороны диафрагмы
вулканизационного
пресса, являются пар, перегретая
вода и, применяемая в последние годы за рубежом, паро-азотная смесь.
К основным преимуществам перегретой воды, по сравнению с паром, отно-
сят возможность независимого варьирования ее давлением и температурой.
При переходе на паровые режимы вулканизации существенно сокращается
энергопотребление, в первую очередь, за счет исключения энергетических и
материальных затрат на приготовление и транспортировку перегретой воды.
Вместе с тем, при использовании паровых режимов за счет более высоких тем-
ператур и, в определенной степени, вследствие более низкого, по сравнению с
перегретой водой, прессующего давления, вулканизуемые шины становятся бо-
лее чувствительными к нарушениям и сбоям технологических процессов,
предшествующих вулканизации. Кроме этого, более высокое давление в режи-
мах вулканизации с перегретой водой способствует лучшей опрессовке покров-
ных резин, что бывает важным, например, для более четкого оформления деко-
ративных вставок и надписей на боковинах вулканизуемых шин премиум клас-
са. В ряде случаев более высокое давление способствует лучшему "рассредото-
чению" воздуха, остающегося в невулканизованной шине при недостаточно ка-
чественном выполнении сборочных операций [2].
52
ВОПРОСЫ
ПРАКТИЧЕСКОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ШИН •
№1,2010