Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.


221
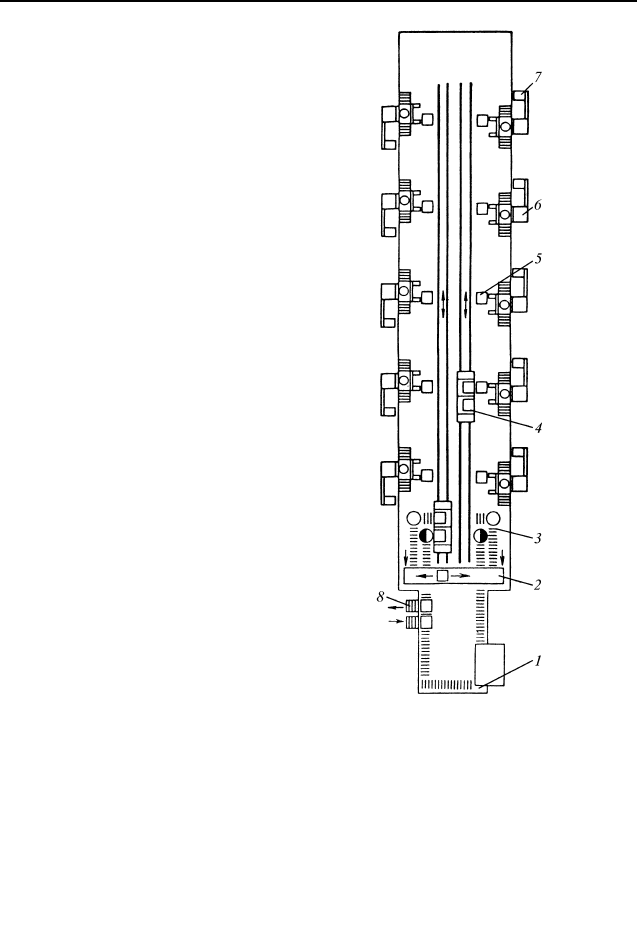
цепи 9 заготовки отправляются на нижнюю ветвь транспортера, откуда
механизмами 11 выгрузки заготовок подаются по подводящим лоткам 10
в станки 17. В случае переполнения подводящих лотков механизмы 11
выгрузки заготовок пропускают их и они циркулируют в транспортере-
распределителе.
Обработанные кольца по отводящим лоткам 4 поступают в отводя-
щий транспортер 16, который перемещает их к следующему участку об-
работки.
Циркулирующее движение деталей в транспортере-распределителе
позволяет намного упростить систему управления и распределения дета-
лей по станкам и создать условия независимой работы встроенных стан-
ков-автоматов.
Достоинством системы является относительная легкость наращива-
ния ее по секциям, что позволяет компоновать линии с различным чис-
лом станков.
6.4. ПРОБЛЕМЫ ПЕРЕНАЛАДКИ
Чем сложнее технологическое оборудование, тем труднее решаются
вопросы его перевода на производство иной продукции, даже идентич-
ной.
В автоматических системах это требует как минимум замены или
корректировки комплекта инструмента и всей технологической оснастки,
перепрограммирования рабочего цикла, а во многих случаях – переком-
поновки оборудования, изменения структурной схемы.
Особенностями большинства автоматических линий являются высо-
кая степень дифференциации и концентрации операций, многопозицион-
ная и многоинструментная обработка, наличие специального инструмен-
тального оснащения, специальных приспособлений и т.д., что в итоге
решает задачу получения максимальной производительности.
Но подобные линии переналаживать на производство любой другой
продукции попросту невозможно. Это приемлемо для производства изде-
лий, которые длительное время серьезным изменениям не подвергаются
(подшипники, метизы, профильные заготовки и т.п.) и при этом требуют-
ся в больших масштабах.
Поэтому непереналаживаемые линии со стабильным характером
выпускаемой продукции эксплуатируются до физического износа, их
долговечность определяется такими же факторами, как, например, для
универсальных автоматов (cм. разд. 4.2).
ПРОБЛЕМЫ ПЕРЕНАЛАДКИ

222
Длительное время проблема переналадки не возникала в автомо-
бильной и тракторной промышленности, сельскохозяйственном и быто-
вом машиностроении, где выпуск конкретных моделей машин или при-
боров был сопоставим со сроками физического старения и амортизации
технологического оборудования.
Что же касается маломасштабного производства с большой номенк-
латурой типоразмеров продукции и короткими периодами выпуска кон-
кретных образцов (приборостроение, электроника и т.п.), то в них авто-
матические линии мало применялись, уровень автоматизации не превы-
шал отдельных машин – автоматов и полуавтоматов.
Конец XX века дестабилизировал многолетние ситуации. Резкое ус-
корение научно-технического прогресса, обострение конкурентной борь-
бы на рынках сбыта обозначили возникновение остроконкурирующих
тенденций:
– чрезвычайно большое сокращение длительности выпуска конкрет-
ных образцов продукции вынуждает отказываться от традиционных ав-
томатических линий;
– непривлекательность монотонного и тяжелого ручного труда, а
следовательно, необходимость более высокой степени автоматизации
производства требует увеличения автоматических систем машин.
В настоящее время можно отметить несколько видов производств,
для которых проблема создания автоматических систем машин, способ-
ных выдавать различную продукцию, является насущной:
1) серийное производство, в том числе работающее по индивиду-
альным заказам, которые могут не повторяться, здесь частота перехода на
другую продукцию может быть весьма высокой; отсюда мобильность
(быстрота) выполнения переналадок становится важнейшей характери-
стикой системы;
2) массовое многономенклатурное производство (например, вы-
пуск одновременно нескольких моделей автомобиля, пылесоса, стираль-
ной машины и т.д.), когда по масштабам ни один из типоразмеров изде-
лий не может загрузить полностью автоматическую линию; необходима
либо многономенклатурная обработка (одновременно нескольких изде-
лий) с минимальными перенастройками, либо периодическая переналад-
ка с многократным возвращением;
3) массовое быстросменное производство, высокое по масштабам
выпуска конкретной продукции, но со сроками ее замены, существенно
более низкими, чем сроки физической амортизации технологического
оборудования (см. разд. 4.2).
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
223
Рассмотрим пути реше-
ния проблемы для данных
видов производств примени-
тельно к изготовлению реза-
нием крупногабаритных кор-
пусных деталей.
Для серийного производ-
ства, в том числе работаю-
щего по разовым заказам,
созданы н применяются ав-
томатические системы ма-
шин на основе станков с
микропроцессорным управле-
нием – так называемых обра-
батывающих центров (см.
разд. 1.4).
Хотя по структуре и
компоновке такие системы не
отличаются от автоматиче-
ских линий последовательно-
го или параллельного дейст-
вия, они получили особое на-
именование: гибкие произ-
водственные системы (ГПС).
Есть и другие варианты на-
званий, например гибкий тех-
нологический комплекс и т.д.
Типовая планировка ГПС
для обработки корпусных де-
талей приведена на рис. 6.22.
Система построена по прин-
ципу параллельного действия
и включает в себя однопози-
ционные станки с прямым
управлением от ЭВМ. Обра-
батываются корпусные детали
с серийным или даже индиви-
дуальным характером запуска.
Выполняемые операции: фре-
зерование плоскостей, рас-
ПРОБЛЕМЫ ПЕРЕНАЛАДКИ
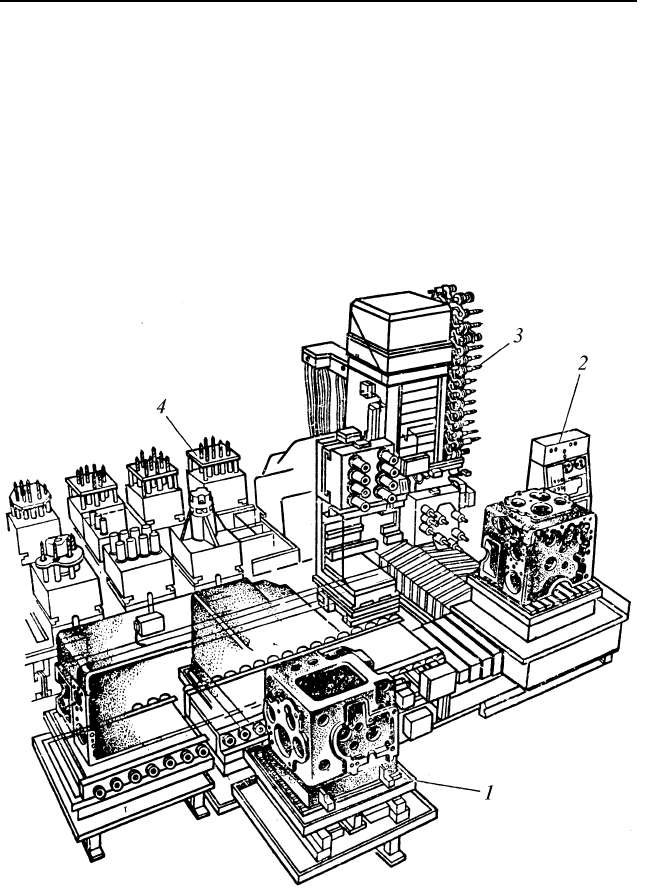
Рис. 6.22. Типовая планировка ГПС:
1 – автоматизированный склад;
2 – автоматизированный штабелер;
3 – позиция установки изделий на
приспособления-спутники и их съема после
обработки; 4 – транспортная тележка;
5 – вспомогательные позиции у станков;
6 – обрабатывающие центры; 7 – пульты
программного управления станками;
8 – позиция приема и выдачи изделий
на склад

224
точка, обточка, сверление, зенкерование, развертывание отверстий, сня-
тие фасок, нарезание резьбы и т.п.
Каждый станок имеет координатный стол, на котором закрепляются
приспособления-спутники (палеты) с обрабатываемыми деталями, шпин-
дельный узел, автоматический магазин инструментов, манипулятор для
автоматической замены инструмента в шпинделе на любой из инстру-
ментов, имеющихся в инструментальном магазине.
Таким образом, с одного установа приспособления-спутника на ко-
ординатном столе, с использованием горизонтальных двухкоординатных
перемещений стола и его поворота, а также вертикальной подачи шпин-
деля с инструментами может быть выполнена полная механическая обра-
ботка любой детали, кроме базовых поверхностей.
Транспортно-накопительная подсистема ГПС обеспечивает хране-
ние заготовок и обработанных деталей, распределение заготовок по па-
раллельно работающим станкам, возврат обработанных деталей на склад.
Партии изделий находятся в ячейках автоматизированного много-
ярусного и многосекционного склада, откуда по вызову рабочего-
оператора специальным автоматическим штабелером подаются на пози-
ции загрузки. Единственная ручная операция в системе – это установка
заготовок в палеты.
Далее палеты поступают на транспортные тележки, которые, пере-
мещаясь по рельсовым путям, передают их на промежуточные позиции у
станков, а при возврате захватывают обработанные детали. После съема
деталей их укладывают вручную в транспортную тару и штабелером воз-
вращают в соответствующую ячейку склада, откуда по мере необходимо-
сти выдают на последующие позиции обработки через станцию приема-
выдачи.
Управляющая подсистема ГПС имеет двухступенчатый характер.
Центральная управляющая ЭВМ непосредственно управляет: складом,
включая хранение информации о местонахождении конкретных партий
изделий в ячейках склада; транспортно-распределительной системой по
сигналам станков об окончании обработки деталей на позициях; парал-
лельно работающими станками путем засылки в пульты управления у
станков необходимых управляющих программ.
Кроме того, она осуществляет организационно-экономические
функции: распределение партий деталей по станкам, учет времени рабо-
ты и простоев станков; диагностику состояния станков, транспортных
устройств и т.д., учет заготовок и готовых деталей на складе по номенк-
латуре и количеству; расчет количества выпущенных деталей оперативно
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ

225
и нарастающим итогом, расчет и анализ себестоимости обработки и дру-
гих экономических показателей.
САУ у станков управляют циклом обработки соответствующих де-
талей, а также обменом спутников – с промежуточной позиции обработ-
ки на рабочую и обратно.
Переналадка на обработку другой продукции сводится к замене или
перестройке палет, частичной или полной замене комплектов инструмен-
та в инструментальных магазинах, что в данной ГПС выполняется также
вручную; замене управляющих программ в оперативной памяти (см.
разд. 1.6), что выполняется центральной ЭВМ автоматически.
ГПС находятся в состоянии поступательного развития главным об-
разом благодаря достижениям управляющей электроники и информаци-
онных технологий. Современные системы автоматизированной подго-
товки производства (САПР) позволяют объединять в едином информаци-
онном процессе без бумажных носителей информации конструирование
изделий, разработку маршрутной и операционной технологии их изго-
товления и программирования станков для этих целей.
Широко используется оптимальная дифференциация объема обра-
ботки на несколько станков, что позволяет сократить комплект инстру-
мента на каждом из них, избежать выполнения черновых и чистовых
операций в одной позиции. Стало возможным гибкое перепрограммиро-
вание при возникновении отказов станка в процессе обработки, когда
спутник передается на соседний незанятый станок, где и завершается
обработка.
Автоматизируются процессы замены комплекта инструмента при
переналадках путем применения специальных инструментальных кон-
вейеров или спутников. Экранное моделирование, имитация процесса
обработки позволяют устранить или сократить затраты времени на проб-
ные проходы инструмента при переналадках и т.д.
Все это не устраняет органического недостатка подобных систем:
при любом совершенстве САУ, при любой вместимости инструменталь-
ных магазинов станки остаются одноинструментными, совмещение рабо-
чих ходов отсутствует, в работе одновременно может находиться лишь
один инструмент. Поэтому производительность ГПС не может быть су-
щественно выше, чем у группы радиально-сверлильных или вертикально-
расточных станков (см. разд. 1.4).
Как и в неавтоматизированном производстве, человек вручную (или
со средствами механизации) ставит каждую заготовку в приспособление,
а после обработки снимает ее. Правда, для этого ему не приходится мно-
гократно перемещаться по площади участка.
ПРОБЛЕМЫ ПЕРЕНАЛАДКИ
226
В массовом многономенклатурном производстве периодические
переналадки в пределах долговременной номенклатуры возможны лишь
с частичной перекомпоновкой станков – заменой шпиндельных коробок
и приспособлений для закрепления изделий. Принципиально такие про-
цедуры при соответствующей конструктивной доработке станков с пози-
ций быстросменности узлов трудностей не представляют. Но где хранить
резервную оснастку? Каждая позиция линии из агрегатных станков (см.,
например, разд. 1.4) превращается в весьма сложный, громоздкий и доро-
гой автоматизированный технологический комплекс. Пример приведен
на рис. 6.23.
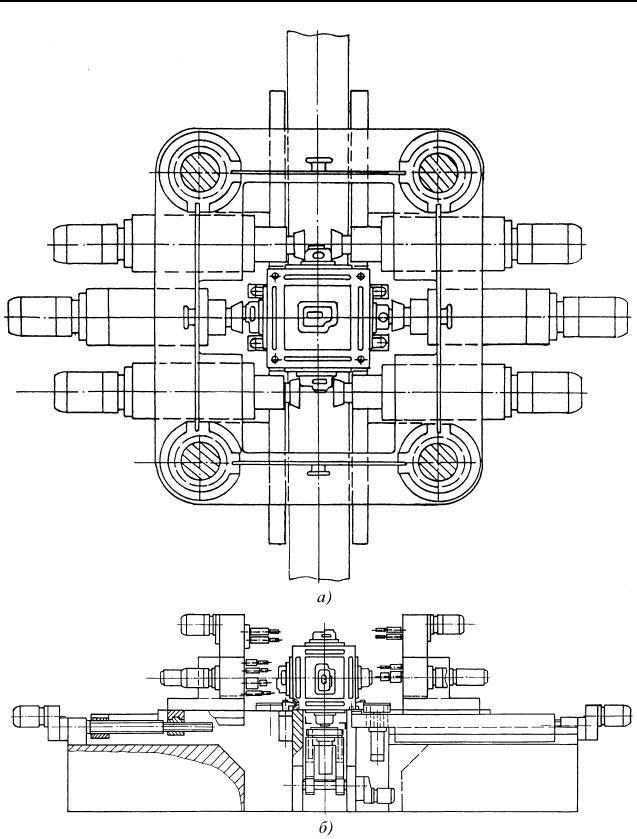
Рис. 6.23. Автоматизированный технологический комплекс
многономенклатурной автоматической линии
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ

227
Комплекс состоит из стола-спутника 1, пульта управления 2, агре-
гатного станка с инструментальным магазином 3 и сменной инструмен-
тальной головки 4. Такой автоматический комплекс позволяет по опреде-
ленной программе устанавливать заготовки в зону обработки, подавать
нужный магазин с режущим инструментом и выполнять различные тех-
нологические операции. Высокая производительность достигается высо-
кой стоимостью даже по сравнению с ГПС.
Одновременная обработка нескольких типоразмеров изделий дости-
гается также резервированием шпиндельных коробок, приспособлений и
т.д., но не "холодным" (резервные узлы не функционируют), а "горячим"
(ничего не снимается и не монтируется вновь). Здесь существует немало
конструктивно-компоновочных решений. На рис. 6.24 представлен один
из вариантов [24].
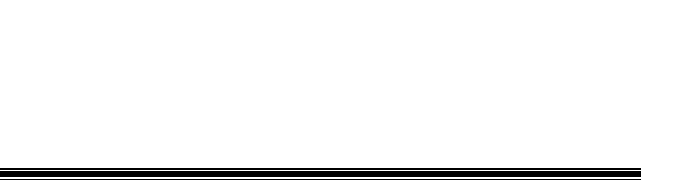
При компоновке по варианту рис. 6.24, а (вид сверху) приспособле-
ние-спутник представляет собой призму, обрабатываемые детали крепят-
ся на всех вертикальных плоскостях. При ходе вперед силовых головок
(возможен раздельный привод) происходит обработка (в данном случае
фрезерование) одних деталей по верхним поверхностям, других по боко-
вым.
При необходимости призма может кантоваться вокруг вертикальной
оси на 90°.
Расширение возможностей достигается двухъярусным расположе-
нием силовых головок (см. рис. 6.24, б, вид сбоку). Здесь несущая призма
имеет возможность подниматься по вертикали с двукратной обработкой
поверхностей в той же позиции. Как вариант может быть применено
двухъярусное расположение обрабатываемых изделий на призме.
Для массового быстросменяемого производства оборудование рабо-
тает без переналадок в течение срока выпуска данной модели продукции,
сохраняя при этом физическую пригодность. При переходе на новую
продукцию (изготовление новых специальных узлов) линия перестраива-
ется с сохранением общей структурной схемы, базовых и типовых узлов,
последовательности срабатывания (т.е. принципиальной циклограммы).
Демонтаж и повторный монтаж – сложный и длительный процесс.
Очень важно при проектировании линии применительно к первичной
номенклатуре выпускаемых изделий предусмотреть перспективные тре-
бования при перестройке линии по мощности, величине и точности пе-
ремещений, резервированию дополнительных площадей и т.д.
ПРОБЛЕМЫ ПЕРЕНАЛАДКИ
228
Рис. 6.24. Позиция многономенклатурной автоматической линии
с горячим резервированием:
а – вариант с одновременной обработкой деталей;
б – вариант с двухъярусной обработкой
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Глава 7
ПРОЕКТИРОВАНИЕ И ПОСТАВКА АВТОМАТИЗИРОВАННОГО
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
7.1. ПРИНЦИПЫ И МЕТОДЫ ОПТИМАЛЬНОГО ПРОЕКТИРОВАНИЯ
Любой проект есть мысленный образ, воплощаемый далее в целена-
правленный результат деятельности человека. При проектировании лю-
бых технических объектов первичным результатом такой деятельности
является комплект технической документации (конструкторской, техно-
логической, паспортной и т.д.) на любых видах носителей информации,
на завершающем этапе – объект в материальном воплощении.
Оптимальный проект – это проект, который обеспечивает создание
объекта, наилучшего из реально возможных. Применительно к машинам-
автоматам и их системам это означает создание оборудования, которое
гарантирует выпуск продукции заданного качества в требуемом количе-
стве с наилучшими экономическими показателями, востребованностью
на рынке, при соблюдении экологических норм и удовлетворении требо-
ваний технической эстетики.
Оптимальное проектирование – это такие организация, методы и
последовательность процесса проектирования, которые позволяют полу-
чить в итоге высокоэффективную и востребованную на рынке новую
технику.
Для этого необходимы:
– оптимальная последовательность этапов разработки и изготовле-
ния конструкций, их сборки и отработки;
– оптимальные методы действий и критерии принятия технических
решений на каждом из этапов.
Оптимальная последовательность этапов действий при создании
технических объектов:
1) создание предпосылок для проектирования путем предпроектных
действий: отработки технологии и конструкции отдельных компонентов;
анализа технической информации и опыта эксплуатации аналогичных
объектов, что может выполняться путем научно-исследовательских и
опытно-конструкторских работ (НИОКР);
2) формулировка целей проектирования, выбор основных характе-
ристик (требований и условий), которые должны быть обеспечены в про-
цессе эксплуатации (требования к качеству и количеству продукции, ус-
ловиям обслуживания и экологии и т.д.);

230
3) разработка технологии функционирования машины: методов и
маршрутов обработки, технологического базирования, дифференциации
и концентрации операций, технологических режимов, методов и средств
контроля и обеспечения качества продукции;
4) схемная проработка объекта, выбор принципиальной схемы,
структурно-компоновочного варианта с дальнейшей проработкой на
схемном уровне вопросов кинематики, пневмогидравлики, вакуумной и
газовой систем, автоматического управлении и т.д.;
5) конструктивная проработка объекта, включая все механизмы и
устройства, базовые узлы, общие виды;
6) оценка комплекса принятых технических решений сопоставлени-
ем требований к проекту и ожидаемых параметров работы объекта.
Если последовательность проектных действий в целом идентична,
то "технология" их реализации весьма субъективна и неповторима при-
менительно не только к различным творческим коллективам, но и к от-
дельным лицам.
Критерии и методы принятия технических решений при проектиро-
вании весьма разнообразны, они трудно поддаются систематизации и
структурированию, находятся в процессе постоянного развития и совер-
шенствования.
Можно назвать следующие источники принятия конкретных техни-
ческих решений при создании новой техники, как впрочем и во всех ос-
тальных аспектах инженерной деятельности:
– специальные расчеты;
– результаты предпроектной проработки, включая НИОКР, анализ
опыта применения аналогов;
– анализ научно-технической информации;
– индивидуальный опыт и интуицию.
Важнейшим источником принятия проектных решений при вузов-
ской подготовке (чтении лекций для будущих разработчиков) принято
считать инженерные расчеты (прочностные, кинематические, технологи-
ческие, экономические и т.д.). Именно их фундаментальные основы и
конкретные методы составляют значительную часть процесса инженер-
ного обучения. Сформировалась даже чисто математическая теория оп-
тимального проектирования с базированием на применении средств вы-
числительной техники и информационных технологий (пакеты приклад-
ных программ).
Эта теория оперирует такими категориями, как: целевая функция
проектного решения (качество, экономичность и т.д.); управляющие пе-
Глава 7. ПРОЕКТИРОВАНИЕ И ПОСТАВКА ОБОРУДОВАНИЯ