Іванілов О.С. Економіка підприємства
Подождите немного. Документ загружается.


461
За вирішення питання про розміри партії необхідно виходити з
економічно оптимального розміру. Робота великими партіями дозво-
ляє реалізувати принципи партіонності, що забезпечує:
а) можливість застосування більш продуктивного процесу, що
знижує витрати на виготовлення виробів;
б) зменшення підготовчо-заключного часу, що припадає на одини-
цю продукції;
в) скорочення втрат часу робітників-складальників на освоєння
прийомів роботи (пристосування до роботи);
г) спрощення календарного планування виробництва.
Ці фактори сприяють заростанню продуктивності праці робітників
і зниженню собівартості продукції.
Однак в одиничному і серійному виробництвах, де за кожним ро-
бочим місцем закріплюється виконання декількох операцій і де пере-
важає послідовний вид руху предметів праці, зі зростанням розміру
партії підвищується ступінь порушення принципу безперервності,
оскільки збільшується час пролежування кожної складальної одиниці,
тобто зростає тривалість виробничого циклу виготовлення партії ви-
робів, кількість складальних одиниць, що перебувають у наробці і на
збереженні (незавершене виробництво). Крім того, зростає потреба в
площах для збереження виробів і матеріальних цінностей, одночасно
необхідних для виробництва.
Ці і протилежні фактори, пов’язані з реалізацією одного принципу
(партіонності) і порушенням іншого (безперервності), потребують ви-
значення такого розміру партії, за якого сполучення економії від реалі-
зації першого принципу і втрат від порушення іншого, були б най-
більш раціональними з економічної точки зору. Такий розмір партії
прийнято називати економічно-оптимальним.
Визначення оптимального розміру партії виробів є одним з найва-
жливіших календарно-планових нормативів за організації серійного
виробництва, тому що всі інші календарно-планові нормативи встано-
влюються на партію предметів праці.
Формул для розрахунку оптимального розміру партій виробів, за-
снованих на зіставленні економії і втрат, запропоновано різними авто-
рами багато. Однак через велику трудомісткість розрахунків ці форму-
ли не одержали широкого застосування. На промислових підприєм-
ствах звичайно використовують спрощений метод розрахунку, вихо-
дячи з прийнятного коефіцієнта втрат робочого часу на переналаго-
дження і поточний ремонт робочих місць (α
ппр
). Як правило, величину
цього коефіцієнта приймають у межах від 0,02 для крупносерійного і
до 0,1 — для дрібносерійного й одиничного виробництв (або від 2 до
10 %). Задаючись для визначених виробничих умов величиною даного
462
коефіцієнта α
ппр
, можна визначити кількість виробів у партії за фор-
мулою
()()
−=
∑∑
i
ni
ttN
прппрп
min
αα100 ,
де t
n
— підготовчо-заключний час за операціями технологічного про-
цесу.
Отриманий результат розглядається як мінімальна величина партії
виробів. За максимальну величину можна прийняти місячну програму
випуску виробів (складальних одиниць). Таким чином, у результаті
проведених розрахунків встановлюємо межі нормального розміру пар-
тії виробів:
maxнmin
NNN ≤≤ .
Граничні розміри партії виробів коригуються, виходячи з мініма-
льного розміру. Коригування починається зі встановлення зручного
для планування ритму (В
р
) — періоду чергування партій виробів. Як-
що в місяці 20 робочих днів, то зручними для планування ритмами бу-
дуть 20, 10, 5, 4, 2 і 1; якщо в місяці 21 день, то такими ритмами будуть
21, 7, 3 і 1; якщо 22 дні, то 22, 11, 2 і 1.
Період чергування партій виробів розраховують за формулою
maxminрр
ДВ NN×= ,
де Др — кількість робочих днів у місяці.
Якщо з розрахунку виходить дробове число, то з ряду зручних для
планування ритмів вибирають найближче ціле число, тобто прийняте
значення періоду чергування.
Далі відповідно до прийнятого періоду чергування коректуємо
розмір партії виробів за формулою
рmaxн
ДВр NN ×= .
Нормальний розмір партії виробів має бути кратним місячній про-
грамі випуску (запуску) виробів.
Число партій на місяць визначається за формулою
нmax
NNX = .
Тривалість операційного циклу партії виробів за кожною операці-
єю розраховується за формулою
(
)
60Т
ноц nii
tNt +×= .

463
Тривалість операційного циклу партії виробів за складальними
одиницями визначається за формулою
∑
=
=
К
1
іоцcko
i
tt ,
де К — кількість операцій, що входять у складальну одиницю.
Необхідне число робочих місць для складання виробів розрахову-
ється за формулою
роцp
ВC
∑
= t .
Якщо розрахункове значення кількості робочих місць є дробовою
величиною, то необхідно його скоригувати в бік збільшення або змен-
шення, з обліком того, що кожне робоче місце може бути переванта-
жено не більше ніж на 5 %.
Необхідна кількість робітників визначається за формулою
снзмпрсп
ККСЧ ××= ,
де К
сн
— коефіцієнт, що враховує облікову чисельність (звичайно при-
ймається рівним 1,1).
Побудова циклового графіка складання виробу без обліку заванта-
ження робочих місць ведеться на основі віялової схеми складання і
тривалості циклів складання кожної і-тої операції і кожної складальної
одиниці. Як правило, такий графік будується в порядку, зворотному до
ходу технологічного процесу, починаючи з останньої операції, з облі-
ком того, до якої операції поставляються складальні одиниці. Трива-
лість циклу цього графіка буде мінімальною. Однак умови виробницт-
ва й обмежені ресурси вимагають виконання визначених робіт
послідовно, на тому самому робочому місці, стенді. Все це призводить
до змін у цикловому графіку і, як правило, до зсуву запуску на більш
ранні терміни, а як наслідок — до збільшення тривалості циклу.
Для досягнення рівномірності завантаження робочих місць і робіт-
ників-складальників необхідно закріпити операції за робочими місця-
ми. З цією метою на кожне робоче місце набирається обсяг робіт, три-
валість операційного циклу яких не має перевищувати пропускної
здатності робочих місць протягом прийнятого періоду чергування.
Побудова стандарт-плану складання виробу (циклового графі-
ка з урахуванням завантаження робочих місць). Графік будується
без обліку завантаження робочих місць і даних про закріплення опера-
цій за робочими місцями. При цьому періоди виконання циклів окре-
мих операцій графіка повинні проектуватися на відповідні робочі міс-
ця на цикловому графіку складання виробу без обліку завантаження
робочих місць. У цьому випадку зберігається тривалість виробничого

464
циклу на графіку, побудованому без обліку завантаження робочих
місць. Однак не завжди вдається це здійснити. Зрушення робіт на
більш ранній період часу спричинить збільшення тривалості виробни-
чого циклу і появу пролежування складальних одиниць. На цьому ж
графіку необхідно привести виробництво другої, третьої і наступних
партій виробів доти, поки не заповниться цілком один період чергу-
вання партій виробів. Заповнений період чергування і представляє со-
бою стандарт-план, тому що саме тут показані стандартні, повторюва-
ні терміни проведення окремих операцій складання кожним робітни-
ком-складальником.
Далі відбувається побудова уточненого циклового графіка скла-
дання виробу і визначення фактичної тривалості виробничого циклу,
що звичайно небагато більша мінімальної, оскільки виконання деяких
операцій зрушено на більш ранні терміни.
Уточнений графік складання виробів будується на основі вже по-
будованих стандарт-планів складання виробу без обліку і з урахуван-
ням завантаження робочих місць, часу зсуву запуску відповідних скла-
дальних одиниць, і по цьому графіку визначається фактична тривалі-
сть виробничого циклу складання партії виробів.
19.6. Т
ИПИ ВИРОБНИЦТВА, ЇХНІ ТЕХНІКО-ЕКОНОМІЧНІ ОСОБЛИВОСТІ
Організація виробничих процесів, вибір найбільш раціональних ме-
тодів підготовки, планування і контролю за виробництвом машинобуді-
вного підприємства багато в чому визначаються типом виробництва.
Під типом виробництва розуміють сукупність ознак, що визнача-
ють організаційно-технічну характеристику виробничого процесу,
здійснюваного на одному або багатьох робочих місцях у масштабі ді-
лянки, цеху, підприємства. Тип виробництва багато в чому визначає
форми спеціалізації і методи організації виробничих процесів.
В основу класифікації типів виробництва покладено такі фактори:
широта номенклатури, обсяг випуску, ступінь сталості номенклатури,
характер завантаження робочих місць і їх спеціалізація.
Номенклатура продукції являє собою кількість найменувань виро-
бів, закріплених за виробничою системою, і характеризує її спеціаліза-
цію. Чим ширша номенклатура, тим менш спеціалізованою є система,
і, навпаки, чим вона вужча, тим вищий ступінь спеціалізації. Широка
номенклатура продукції, що випускається, зумовлює велике розмаїття
технологічних процесів і операцій, устаткування, інструментів, осна-
щення і професій робітників.
Обсяг випуску виробів — це кількість виробів визначеного виду,
що виготовляються виробничою системою протягом визначеного часу.
Обсяг випуску і трудомісткість кожного виробу впливають на характер
спеціалізації цієї системи.
465
Ступінь сталості номенклатури — це повторюваність виготовлення
виробу даного виду в послідовні періоди часу. Якщо в один плановий
період часу виріб даного виду виготовляється, а в інші — не випуска-
ється, то ступінь сталості відсутній. Регулярне повторення випуску ви-
робів даного виду є однією з передумов забезпечення ритмічності ви-
робництва. У свою чергу, регулярність залежить від обсягу випуску
виробів, оскільки великий обсяг випуску може бути рівномірно розпо-
ділений на послідовні планові періоди.
Характер завантаження робочих місць означає закріплення за ними
певних операцій технологічного процесу. Якщо за робочим місцем за-
кріплено мінімальну кількість операцій, то це вузька спеціалізація, а за
закріпленням великої кількості операцій — широка спеціалізація.
Залежно від зазначених факторів розрізняють три типи виробничих
процесів, або три типи виробництва: одиничне, серійне і масове.
Основними показниками для визначення типу виробництва можуть
бути коефіцієнти спеціалізації робочих місць (К
сп
), серійності (К
с
) і
масовості (К
м
).
Коефіцієнт спеціалізації робочих місць визначається з виразу
прдсп
СТК = ,
де К
сп
— кількість деталеоперацій за технологічним процесом, викону-
вана в підрозділі (на ділянці, в цеху);
С
пр
— кількість робочих місць (одиниць устаткування) в підрозділі.
Коефіцієнт серійності можна визначити так:
штс
К tr= ,
де r — такт випуску виробів, хв/шт.;
t
шт
— середній штучний час по операціях технологічного процесу, хв.
NFr
еф
= ;
m
t
t
m
i
і
∑
=
=
1
шт
шт
,
де F
еф
— ефективний фонд часу роботи устаткування за розглянутий
проміжок часу, хв;
N — обсяг випуску продукції за розглянутий період, шт.;
t
шт
— штучний час на і-тій операції технологічного процесу, хв;
m — кількість операцій.
Коефіцієнт масовості:
rm
t
m
i
і
×
=
∑
=1
шт
м
К .

466
Кожному типу виробництва відповідають: величина зазначених ко-
ефіцієнтів, вид устаткування, що використовується, технологія і форма
організації виробництва, види руху предметів праці, виробнича струк-
тура підприємства (цеху, ділянки) і інші особливості.
Одиничне виробництво характеризується широкою номенклатурою
виробів і випуском малих обсягів однакових виробів, повторне вигото-
влення яких, як правило, не передбачається. Це унеможливлює постій-
не закріплення операцій за окремими робочими місцями, коефіцієнт
спеціалізації К
сп
> 40 деталеоперацій на одне робоче місце. Спеціаліза-
цію таких робочих місць зумовлено тільки характеристикою і розмі-
рами виробів, що оброблюються. За цього типу виробництва застосо-
вують універсальне устаткування й, в основному, послідовний вид
руху партій деталей за операціями технологічного процесу. Заводи
мають складну виробничу структуру, а цехи спеціалізовані за техноло-
гічним принципом.
Серійне виробництво спеціалізується на виготовленні обмеженої
номенклатури виробів порівняно невеликими обсягами і повторюва-
ними через визначений час партіями (серіями). Залежно від кількості
операцій, що закріплюються за кожним робочим місцем, регулярності
повторення партій виробів і їх розміру розрізняють три підтипи (види)
серійного виробництва: дрібно-, середньо- і багатосерійне.
Дрібносерійне виробництво тяжіє до одиничного: вироби випуска-
ються малими серіями широкої номенклатури, повторюваність виробів
у програмі заводу або відсутня, або нерегулярна, а розміри серій хит-
ливі; підприємство увесь час освоює нові вироби і припиняє випуск
раніше освоєних. За робочими місцями закріплено широку номенкла-
туру операцій, К
сп
= 20 – 40 операцій (К
с
> 20; К
м
< 1). Устаткування,
види рухів, форми спеціалізації і виробнича структура — ті самі, що й
за одиничного типу виробництва.
Для середньосерійного виробництва характерний випуск виро-
бів досить великими серіями обмеженої номенклатури; серії повто-
рюються з відомою регулярністю за періодом запуску і кількістю
виробів у партії; річна номенклатура ширша за номенклатуру випу-
ску в кожному місяці. За робочими місцями закріплено більш вузь-
ку номенклатуру операцій, К
сп
= 10 – 20 операцій (К
с
= 20; К
м
< 1).
Устаткування — універсальне і спеціальне, вид руху предметів
праці — паралельно-послідовний. Заводи мають розвинуту вироб-
ничу структуру, заготівельні цехи спеціалізуються за технологіч-
ним принципом, а в механоскладальних цехах створюються пред-
метно-замкнуті ділянки.
Багатосерійне виробництво тяжіє до масового. Вироби виготовля-
ються великими серіями обмеженої номенклатури, а основні або най-
важливіші випускаються постійно і беззупинно. Робочі місця мають
вужчу спеціалізацію, К
сп
= 2 – 10 операцій (К
с
= 10; К
м
< 1). Устатку-

467
вання переважно спеціальне, види рухів предметів праці — паралель-
но-послідовний і паралельний. Заводи мають просту виробничу струк-
туру, обробні і складальні цехи спеціалізовані за предметним принци-
пом, а заготівельні — за технологічним.
Масовий тип виробництва характеризується випуском вузької
номенклатури виробів протягом тривалого періоду часу і великим
обсягом, стабільною повторюваністю. За робочими місцями закріп-
лено вузьку номенклатуру операцій, К
сп
< 1 операції (К
с
< 2; К
м
> 1).
Усі вироби номенклатури заводу виготовляються одночасно і пара-
лельно. Кількість найменувань виробів у річній і місячній програмах
збігається. Устаткування — спеціальне, вид руху предметів праці —
паралельний. Цехи і ділянки спеціалізовано переважно за предмет-
ним принципом. Заводи мають просту і чітко визначену виробничу
структуру.
Виходячи з типу виробництва, встановлюється тип підприємства і
його підрозділів. На кожному підприємстві можуть існувати різні типи
виробництва. Тому тип підприємства або його підрозділу визначається
за переважаючим на ньому типом кінцевого виробництва.
Тип виробництва впливає на особливості його організації, управ-
ління й оперативно-виробничого планування, а також на техніко-
економічні показники.
Якщо розглядати всю сукупність типів виробництва як єдине ціле,
починаючи з одиничного і закінчуючи масовим, то в міру просування
до масового виробництва можна відзначити:
— безперервне розширення сфери застосування високопродуктив-
них технологічних процесів, що супроводжуються механізацією й ав-
томатизацією виробництва;
— збільшення частки спеціального устаткування і спеціального
технологічного оснащення в загальній кількості знарядь праці;
— загальне підвищення технічної кваліфікації робітників, а також
впровадження передових методів і прийомів праці.
На основі цих прогресивних змін за переходу від одиничного виро-
бництва до серійного і далі до масового забезпечується значна еконо-
мія суспільної праці і як наслідок — підвищення продуктивності праці,
поліпшення використання основних фондів підприємства, скорочення
витрат матеріалів на один виріб, а також зниження собівартості проду-
кції, зростання прибутку і рентабельності виробництва.
Однак слід зазначити, що використання групових методів об-
роблення деталей, засобів автоматизації і електронізації виробни-
чих процесів дає можливість застосовувати організаційні форми
масового виробництва в серійному і навіть в одиничному типі ви-
робництва і домогтися високих техніко-економічних показників.
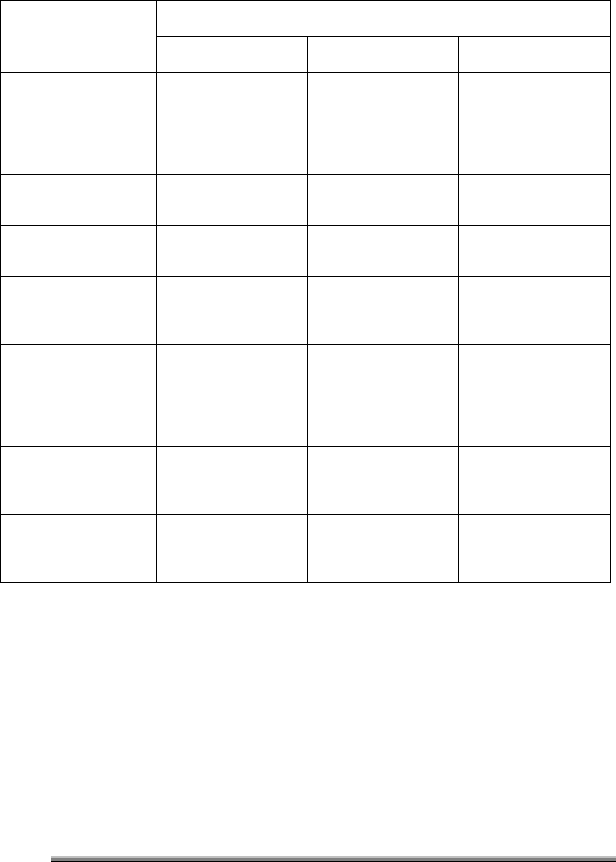
У табл. 19.1 наведено порівняльну характеристику різних типів
виробництва.
468
Таблиця 19.1
ПОРІВНЯЛЬНА ХАРАКТЕРИСТИКА ТИПІВ ВИРОБНИЦТВА
Тип виробництва
Ознака
одиничний серійний масовий
Номенклат
ур
а й
обсяг випуску
Необмежена но-
менклатура дета-
лей, що виготов-
ляються на
замовлення
Широка номенк-
лат
ур
а деталей,
що виготовляють-
ся партіями
Обмежена номен-
клат
ур
а деталей,
що виготовляють-
ся у великому об-
сязі
Повторюваність
випуску
Відсутня
Періодично по-
вторюється
Постійно повто-
рюється
Застосовуване
устаткування
Універсальне
Універсальне, час-
тково спеціальне
В основному спе-
ціальне
Закріплення опе-
рацій за верстата-
ми
Відсутнє
Закріплюється об-
межена кількість
деталеоперацій
Закріплюються
одна-дві операції
Розташування
устаткування
За групами одно-
рідних верстатів
За г
ру
пами для
оброблення конс-
труктивно і техно-
логічно однорід-
них деталей
За ходом техноло-
гічного п
р
оцес
у
оброблення дета-
лей
Передача предме-
тів праці з операції
на операцію
Послідовна Паралельно-
послідовна
Паралельна
Фо
р
ма о
р
ганізації
виробничого про-
цесу
Технологічна Предметна, групо-
ва, гнучка предме-
тна
Прямолінійна
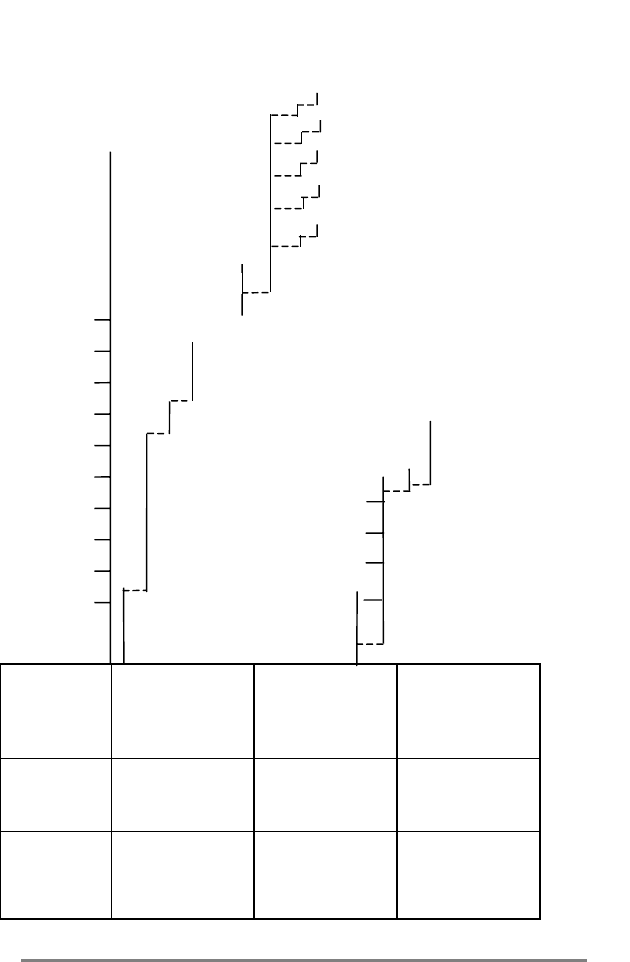
19.7. ВИДИ РУХУ ДЕТАЛЕЙ
У виробничому процесі розрізняють три види руху деталей: послі-
довний, паралельний і паралельно-послідовний.
Вони вивчаються для вибору оптимального циклу партії деталей,
виходячи з конкретних умов даного цеху і ділянки.
Послідовний вид руху характеризується тим, що обробляються
деталі партіями, при чому наступна операція відбувається після закін-
чення попередньої над останньою деталлю в партії. Знаючи технологі-
чний час, що витрачається на кожній операції на одну деталь t
шт
, кіль-
кість деталей у партії n, знаходять цикл однієї операції, рівний t
шт
×
n.

469
Потім, підсумовуючи його за всіма m операціями, знаходять тривалість
при послідовному виді руху:
()
∑
×=
m
nt
1
штпос
Т .
Для прикладу, наведеного на рис. 19.4,
Т
пос
= 5 × (3 + 10 + 2 + 4) = 95 хв.
Недоліком послідовного виду руху деталей є збільшення тривалос-
ті циклу.
Паралельний вид руху характеризується тим, що партія деталей
обробляється одночасно на всіх операціях, а передача деталей з однієї
операції на іншу відбувається після її закінчення поштучно або неве-
ликими транспортними партіями.
На графіку видів руху деталей (див. рис. 19.4) видно, що друга опе-
рація відбувається через 3 хв. Вона протікає нормально і закінчується
через t
шт1
+ nt
шт2
= 3 + 5 × 10 = 53 хв. Третя операція відбувається після
оброблення першої деталі за двома попередніми операціями, тобто че-
рез 3 + 10 хв. Кожну наступну деталь робітник одержує через 10 хв, а
сам витрачає 2 хв, тобто в нього є простій тривалістю 10 – 2 = 8 хв. За-
гальна величина простоїв буде в (n – 1) разів більше, оскільки після
одержання останньої деталі простої виключаються.
На четвертій операції робота може бути почата після одержання
першої деталі через 3 + 10 + 2 = 15 хв. Кожну наступну деталь робіт-
ник одержує через 10 хв, тобто через інтервал часу, рівний тривалості
найтривалішої або головної операції t
гол
.
У загальному випадку тривалість циклу при паралельному русі
(Т
пар
) дорівнює сумі двох складових частин:
а) часу одержання першої деталі на останній операції, тобто
()
ост
1
шт
tt
m
−
∑
,
де t
ост
— час на оброблення деталі на останній операції,
б) тривалості обробки партії деталей на останній операції, яка дорі-
внює
остгол
1)( tnt +− ,
звідси
() () ( )
11)(Т
гол
m
1
штостголост
1
штпар
−×+=+−×+−=
∑∑
ntttnttt
m
.
Для прикладу, наведеного на рис. 19.4
Т
пар
= 19 + 10 × (5 – 1) = 59 (хв)
470
15
10 20 30 40 50 60 70 80 90 100
3
13 23 33 43 53
№ опе-
рації
Час на
опера-
цію
Різниця
між двома
суміжними
операціями
1
2
3
4
Усього
3
10
2
4
19
—
—
—
—
1
2
3
4
Усього
3
10
2
4
19
—
—
—
—
1
2
3
4
Всього
3
10
2
4
19
—
—
8
—
8
13 23 33 4 53
95
75
65
3 15
55
59
55
67
45
47
15
Послідовний вид рух
у
n = 5
Масштабний час в хвилинах
Паралельний вид рух
у
Паралельно-послідовний вид рух
у
()
∑
×=
m
nt
1
штпос
Т
,
()
1Т
гол
1
штпар
−×+=
∑
ntt
m
,
()
1∆Т
1
пос
1
штПП
−×
++=
∑∑
nttt
mm
Рис. 19.4. Графік руху деталей
470