Тимофеев В.Н. (ред.) Применение магнитогидродинамических устройств в металлургии
Подождите немного. Документ загружается.

274
Принцип действия ЭМК состоит в следующем: жидкий металл,
подаваемый из миксера через литейную оснастку в ЭМК, попадает в
пульсирующее электромагнитное поле, создаваемое индуктором 1. Под
действием электромагнитного поля в жидком металле наводятся вихревые
токи. Взаимодействие вихревых токов с пульсирующим магнитным полем
индуктора приводит к возникновению объемных сил, действующих в
направлении распространения
электромагнитной энергии и удерживающих
жидкий металл в индукторе от растекания. Жидкий металл, находящийся под
некоторым гидростатическим давлением, сжимается в радиальном
направлении и приобретает в поперечном сечении форму индуктора [11, 12,
13, 14].
Процесс литья в ЭМК сводится к формированию жидкой фазы 4 (рис.
1.6.3), имеющей в поперечном сечении форму слитка. Жидкометаллическая
масса удерживается от растекания электромагнитным
полем, интенсивность
которого регулируется экраном 2. Электромагнитный экран устанавливается
на регулирующих опорах 7 таким образом, что его можно перемещать в
вертикальном направлении с целью выбора условий процесса литья.
Формируемый магнитным полем столб жидкого металла опирается на
токопроводящее основание 5, представляющее собой металлическую
затравку, переходящую в процессе литья в кристаллизующийся слиток.
Для обеспечения устойчивого
процесса литья и получения слитка
заданной геометрии необходимо, чтобы распределение электромагнитных
сил по высоте жидкой зоны приближалось к линейному закону
распределения гидростатического давления [10]. Линейное распределение
обеспечивается применением короткого индуктора и экранирования поля
индуктора [17, 21, 22]. Экран представляет собой короткозамкнутое кольцо с
переменной толщиной стенки (угол
э
), изготавливаемый из
электропроводного материала [13]. Угол
э
определяется допустимым
уровнем интенсивности циркуляции металла в жидкой фазе слитка. Этот
угол может меняться в широких пределах в зависимости от материала экрана
[11, 12]. На практике значение угла определяется на основании оценки
структуры и качества поверхности слитка. Обеспечение устойчивого
формирования слитка на практике в уже действующих установках
осуществляется с помощью систем автоматического
управления процессом
литья [23, 24, 25, 26]. В большинстве случаев высокое качество поверхности
275
слитка достигается при минимальных значениях угла. Для повышения
однородности структуры слитка применяются экраны с большими
значениями угла. Экран ослабляет электромагнитное поле преимущественно
в верхней области жидкой зоны и жидкий металл под действием
гидростатического давления перемещается в сторону индуктора, увеличивая
крутизну мениска [10, 11, 12, 14, 19, 20].
Для охлаждения слитка используют один или несколько поясов
охлаждения,
расположенных на разных вертикальных уровнях (рис. 2.6.3).
Верхний пояс обеспечивает начальное образование корочки и полное
затвердевание слитка. Нижний пояс усиливает охлаждение слитка. Под
действием охлаждающей воды, поступающей на боковую поверхность
слитка, жидкометаллическая масса непрерывно затвердевает, превращаясь в
слиток 6, и отводится вниз. Подача охлаждающей жидкости на поверхность
слитка может осуществляться под острым углом
или под углом, близким к
прямому. В первом случае вода подается из коллектора расположенного над
индуктором (рис. 1.6.3 а) по направляющему конусу, который также может
выполнять функцию электромагнитного экрана. Более предпочтительной
является подача охлаждающей жидкости под углом, близким к прямому (рис.
1.6.3 б). Верхний пояс охлаждения образуется за счет воды, подаваемой из
коллектора через отверстия, расположенные непосредственно под
индуктором. В такой конструкции пояс охлаждения не изменяет своего
положения при отклонении размеров слитка и процесс литья на всех стадиях
протекает устойчиво, исключается образование поперечных волн на
поверхности слитка [8, 12, 13, 14]. В такой конструкции экран имеет
возможность перемещаться относительно индуктора. На практике
применяются конструкции ЭМК, в
которых индуктор одновременно служит
коллектором для подачи воды, охлаждающей слиток.
ЭМК применяются в алюминиевой промышленности, как в нашей
стране, так и за рубежом. Технология литья в ЭМК позволяет получать
алюминиевые слитки различной формы: круглые сплошные и полые слитки
различных размеров, а так же плоские слитки [7, 10, 20, 27, 28].
При литье слитков малого поперечного сечения
в ЭМК, размеры
слитка соизмеримы со струей металла подаваемого из раздаточного
устройства. Поэтому, ярко выраженной области мениска, как в случае
отливки крупных слитков, не наблюдается. В связи с этим отпадает
276
необходимость в таком элементе кристаллизатора как электромагнитный
экран. Жидкий металл над индуктором удерживается от растекания
элементами литейной оснастки.
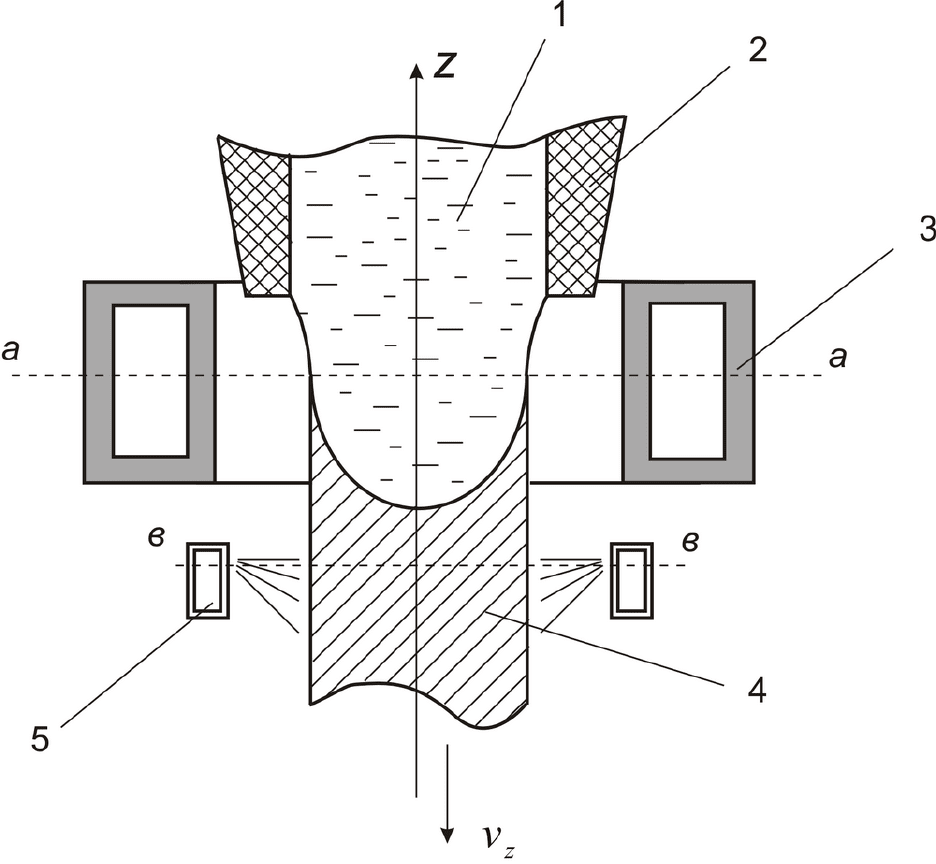
На основании вышесказанного предложена конструкция ЭМК для
литья слитков малого поперечного сечения. На рис. 1.6.4 представлен эскиз
электромагнитного кристаллизатора для литья прутков малого поперечного
сечения.
Рис. 1.6.4 – Эскиз электромагнитного кристаллизатора для литья слитков малого
поперечного сечения
Жидкий металл 1 посредством литейной оснастки 2 подается в
одновитковый индуктор ЭМК. Под действием электромагнитного поля,
создаваемого индуктором, в жидком металле наводятся вихревые токи,
277
которые взаимодействии с пульсирующим магнитным полем индуктора
приводит к возникновению объемных сил, действующих в направлении
распространения электромагнитной энергии, удерживающих жидкий металл
в индукторе от растекания. Формируемый магнитным полем столб жидкого
металла в начальный момент литья опирается на токопроводящее основание,
переходящее в процессе литья в кристаллизующийся слиток 4. Для
охлаждения слитка используют
кольцевой охладитель 5, состоящий из
одного или нескольких поясов охлаждения, расположенных на разных
вертикальных уровнях. Под действием охлаждающей воды, поступающей на
боковую поверхность слитка, жидкометаллическая масса непрерывно
затвердевает и отводится вниз.
Для питания ЭМК используются электрические схемы, содержащие
индуктивные и емкостные элементы, соединенные между собой
последовательно, параллельно и последовательно – параллельно. Выбор той
или иной схемы питания электромагнитного кристаллизатора определяется
совокупностью факторов, таких как тип источника питания,
электромагнитные параметры нагрузки, требованиями к обеспечению
технологического процесса, его особенностями и др.

278
1.6.3 Экспериментальная литейная установка с электромагнитным
кристаллизатором
Экспериментальная установка для получения прутковой заготовки из
алюминиевых сплавов на основе электромагнитного кристаллизатора,
представленная на рис. 1.6.5, состоит из следующих основных элементов:
1. Литейная машина тросового типа.
2. Индукционная тигельная печь для приготовления и выдержки
расплава.
3. Источник питания и блок согласования печи.
4. Электромагнитный кристаллизатор.
5. Источник питания и блок согласования электромагнитного
кристаллизатора.
Рис. 1.6.5 – Экспериментальная установка с электромагнитным кристаллизатором

279
При создании экспериментальной установки выбор был сделан в
пользу машины тросового типа как наиболее простой в изготовлении и при
этом обеспечивающей достаточную плавность хода для получения литья
хорошего качества.
Литейная машина представляет собой шахту, выполненную из трубы
диаметром 300 мм и высотой 1,75 м. Внутри трубы закреплены 4
направляющие, служащие для перемещения в
трубе литейного стола (рис.
1.6.6). Литейная машина и все ее узлы монтируются на общей раме.
Управление передвижением литейного стола осуществляется посредством
троса, который соединен с приводом.
Рис. 1.6.6 – Литейная машина
Привод состоит из двигателя постоянного тока УВ – 061 – М64У4
(номинальное напряжение 220 В, ток 25 А) и редуктора. Особенность
привода тросовых литейных машин – бесступенчатое электрическое
регулирование рабочих скоростей изменением числа оборотов
электродвигателя. Регулирование частоты вращения двигателя

280
осуществляется в пределах до 1100 об/мин, что с учетом конструкции
редуктора обеспечивает линейную скорость вытягивания слитков до 150
мм/сек.
Для приготовления и выдержки расплава в установке использована
индукционная тигельная печь (рис. 1.6.7). Тигель марки ТГА – 100 емкостью
5 литров выполнен из графито-шамотного композиционного материала.
Индуктор печи выполнен из медной трубки диаметром 0,012 м
, 13 витков
которой равномерно навито на тигельную емкость в один слой.
Рис. 1.6.7 – Индукционная тигельная печь
Привод для опрокидывания печи закреплен на общей раме сбоку от
печи и представляет собой систему, состоящую из электродвигателя
переменного тока и редуктора. Индуктор печи питается переменным током
повышенной частоты. В качестве источника питания использован
полупроводниковый преобразователь частоты УВГ2-25–44/66 (рис. 1.6.8).

281
Рис. 1.6.8 – Источник питания тигельной печи
Для согласования параметров индуктора тигельной печи с параметрами
источника питания использован блок, состоящий из понижающего
трансформатора и батареи конденсаторов для компенсации реактивной
мощности.
1.6.4 Электромагнитный кристаллизатор
Электромагнитный кристаллизатор (рис. 1.6.9), представляет собой
медный водоохлаждаемый одновитковый индуктор с внутренним диаметром
30 мм и высотой 20 мм. Из печи в электромагнитный кристаллизатор сплав
подается посредством литейной оснастки.
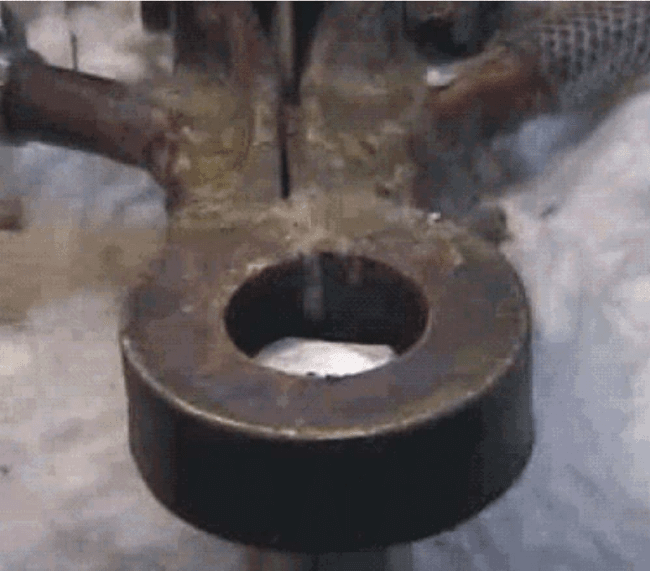
282
Рис. 1.6.9 – Индуктор электромагнитного кристаллизатора
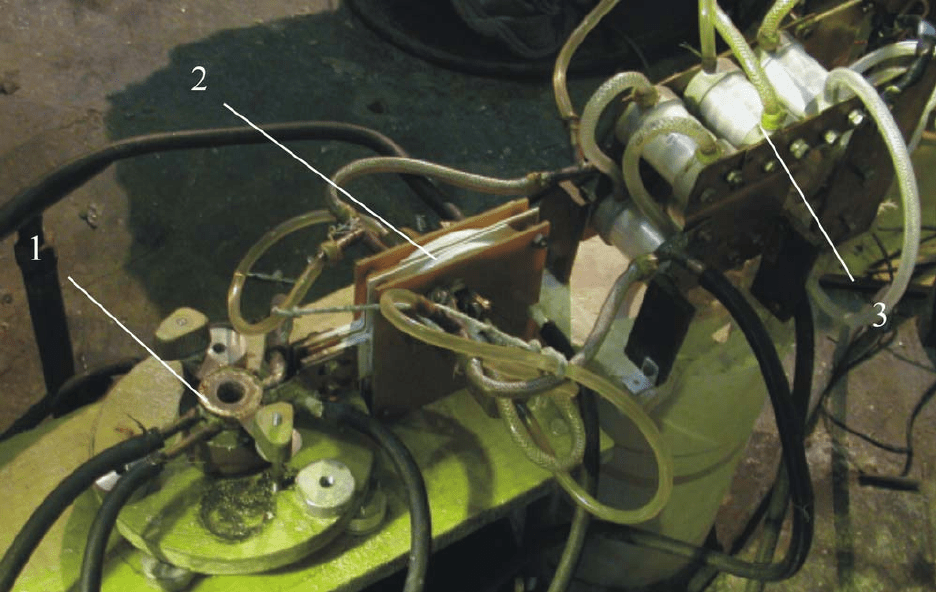
Для отработки технологии непрерывного литья в электромагнитный
кристаллизатор разработана электрическая схема питания кристаллизатора,
состоящая из высокочастотного транзисторного генератора ВГТ2-25/66 и
последовательно – параллельного силового контура (рис. 1.6.10) нагрузкой
которого является электромагнитный кристаллизатор. На рис. представлена
часть установки, содержащая электромагнитный кристаллизатор 1,
установленный над шахтой литейной машины, согласующего
трансформатора 2 и батарею конденсаторов 3.
Питание электромагнитного
кристаллизатора осуществляется током
повышенной частоты. В качестве источника питания используется
транзисторный генератор ВГТ2-25/66 номинальной мощностью 25 кВт (рис.
1.6.11). На вход генератора подается трехфазное синусоидальное напряжение
380 В частотой 50 Гц. На выходе генератора напряжение составляет 600 В.
Диапазон изменения частоты на выходе генератора составляет 50 – 100 кГц.
283
Рис. 1.6.10 – Схема питания электромагнитного кристаллизатора
Нагрузочная цепь рассматриваемого генератора может быть выполнена
в двух вариантах:
1.
Согласующий контур может быть последовательным, состоящим
из конденсаторной батареи и индуктора (или индуктора с трансформатором).
Такой вариант целесообразен при добротности индуктора
3Q , так как
напряжение на индукторе (первичной обмотке трансформатора) и
компенсирующей батарее конденсаторов в режиме, близком к резонансу
возрастет в Q раз по сравнению с напряжением, приложенным к
согласующему контуру.
2.
Контур может быть выполнен сочетанием последовательного и
параллельного контуров (последовательно-параллельный контур).
Последовательный контур должен состоять из конденсаторной батареи
суммарной емкостью 0,1 мкФ и плавно изменяющейся индуктивности
64 мкГн. В этом случае параллельный контур должен состоять из индуктора
и компенсирующей конденсаторной батареи.