Тимофеев В.Н. (ред.) Применение магнитогидродинамических устройств в металлургии
Подождите немного. Документ загружается.

264
1.5.9 Способ и устройство вращения металла в каналах
индукционной единицы с использованием пусковых катушек
Из теории однофазных асинхронных двигателей известно, что
пульсирующее магнитное поле можно разложить на два поля, имеющих
равные амплитуды и вращающиеся в противоположные стороны с
одинаковой скоростью. При неподвижном роторе эти поля создают
одинаковые по величине, но разные по знаку моменты
1
M и
2
M . Поэтому при
пуске результирующий момент двигателя, не имеющего специальных
пусковых приспособлений, равен нулю (
0
21
MMM ). Если ротор
приведен во вращение в ту или иную сторону, то один из моментов
1
M или
2
M будет преобладать. Если при этом
CT
MM , то ротор двигателя достигнет
определенной установившейся скорости вращения.
На этом принципе основан способ вращения жидкого металла в
каналах отъемной индукционной единицы. Способ обеспечивается
наложением магнитного поля рассеяния обмотки индуктора и
дополнительного магнитного поля и, в то же время, по сигналу,
пропорциональному установившейся скорости жидкого металла, отключают
дополнительное магнитное поле. Рассмотрим устройство, реализующее
данный способ. На рис. 1.5.16 показан разрез индукционной
единицы с
седлообразными дополнительными катушками, а на рис. 1.5.17 приведены
зависимости электромагнитного момента от скорости вращения металла.
265
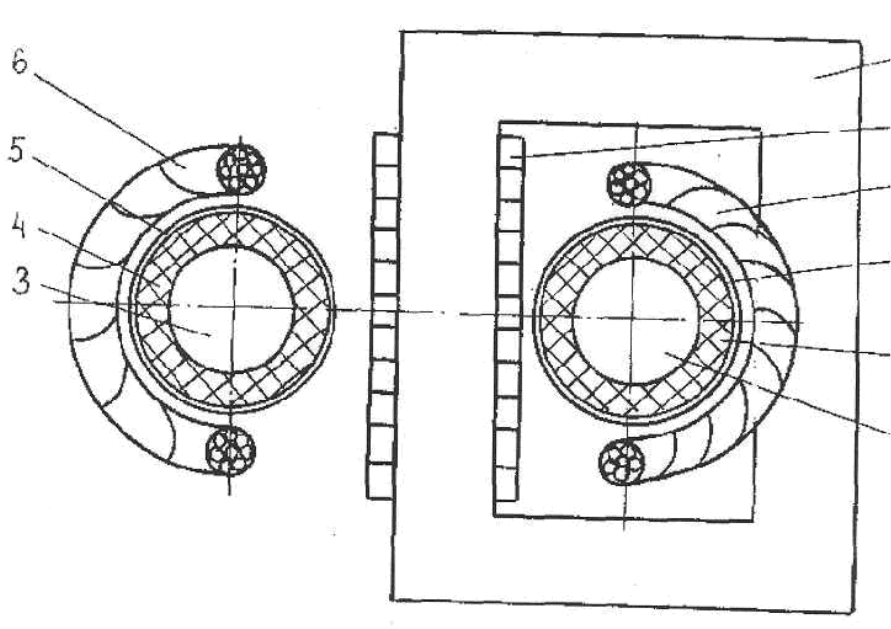
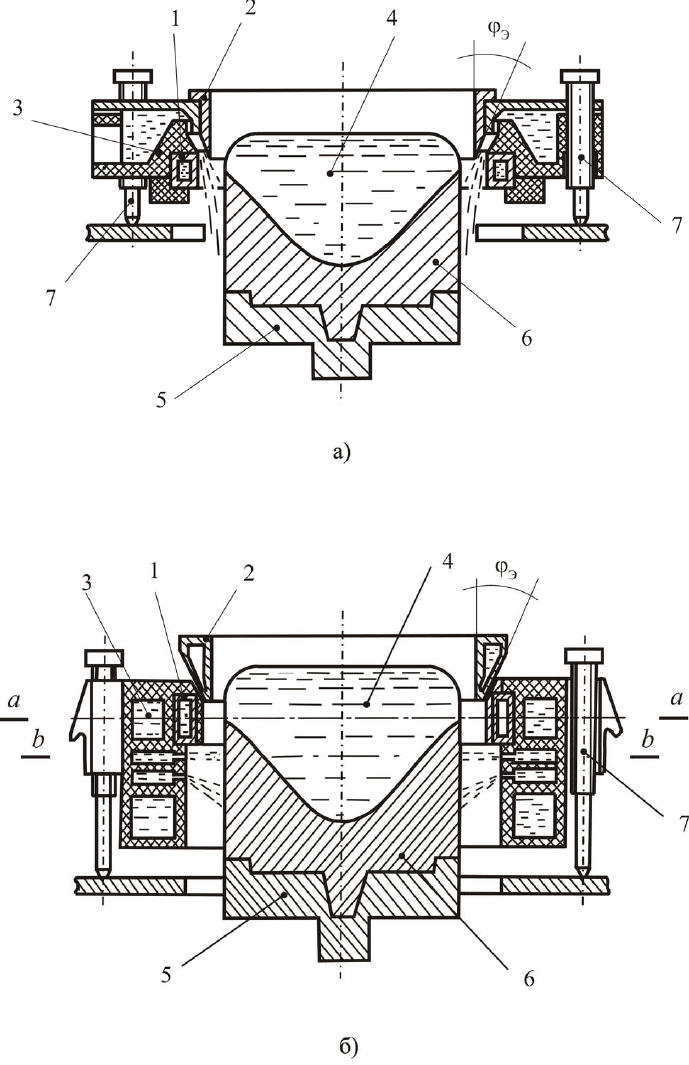
Рис. 1.5.16 – Способ вращения жидкого металла в каналах отъемной индукционной
единицы
Устройство работает следующим образом. При подключении обмотки
индуктора 2 к напряжению сети, металл в каналах 3 разогревается, но не
вращается, так как каналы находятся под воздействием только
пульсирующего магнитного поля рассеяния
Ф и пусковой момент равен
нулю. Подключение дополнительных катушек к внешнему источнику, фаза
которого сдвинута по отношению к фазе напряжения сети, появляется
вращающееся магнитное поле, и на жидкий металл в канале действует
пусковой момент
П
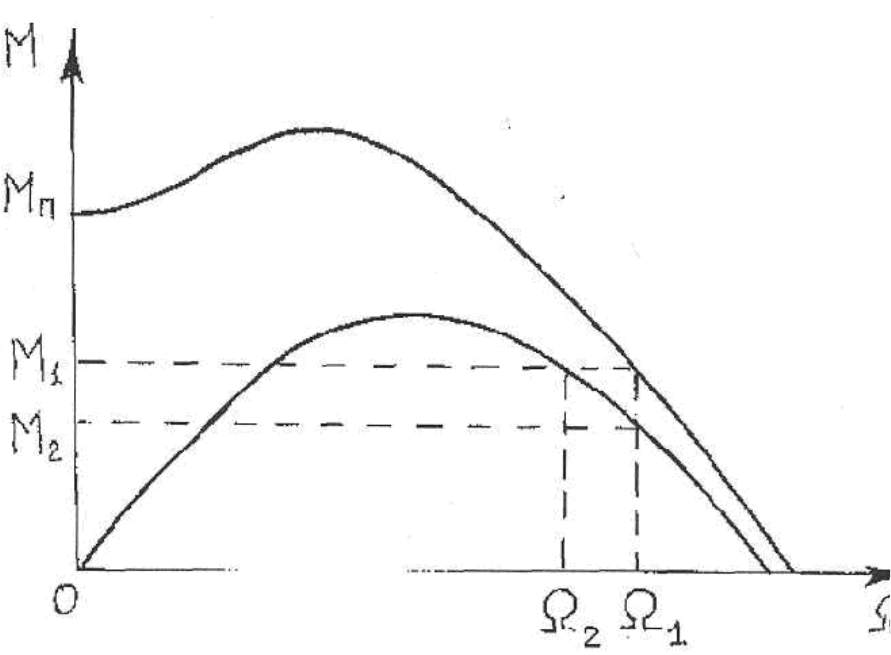
M . Металл начинает вращаться, увеличивая скорость. При
этом электромагнитный момент изменяется согласно кривой 1 (см. рис.
1.5.17). Допустим при скорости
2
процесс вращения устанавливается и
электромагнитный момент
1
M уравновешивает момент сопротивления
вращению
СТ
M .
266
Рис. 1.5.17 – Зависимости электромагнитного момента от скорости вращения
металла
По сигналу датчика, измеряющего скорость вращения, дополнительные
катушки отключаются от внешнего источника. При этом электромагнитный
вращающий момент резко изменяется от величины
1
M до величины
2
M . Так
как момент сопротивления
2
MM
СТ
, то скорость вращения начинает
уменьшаться. Электромагнитный момент при этом изменяется согласно
кривой 2. При скорости
2
электромагнитный момент становится равным
1
M и процесс вращения металла в каналах устанавливается.
Отключение дополнительных катушек позволяет уменьшить
потребление активной и реактивной мощности и повысить КПД
индукционной единицы приблизительно на 4% по сравнению с режимом,
когда дополнительная катушка находится постоянно в работе.
Таким образом, анализируя все вышесказанное можно сделать
следующие выводы:

267
1. Особенности плавки алюминия в индукционных плавильных печах
требуют особого подхода при проектировании и эксплуатации этих
устройств.
2. Электромагнитные вращатель расплава в канальной части позволяет:
- снизить или сократить зарастание каналов окислами алюминия;
- увеличить срок службы и уменьшить простои установки за счет
устранения механической чистки продольных каналов;
- интенсифицировать тепломассообмен между канальной
частью и
ванной печи;
- сократить время плавки и как следствие повысить
производительность печи;
- в установках рафинирования интенсифицировать процесс коагуляции
газо-окисных конгломератов.
3. Наличие больших магнитных полей рассеяния в индукционной
единице канальной печи позволяет предложить несколько устройств
электромагнитных вращателей, реализация которых не требует значительной
переделки отъемной индукционной единицы.
4. Наиболее
предпочтительной является конструкция
электромагнитного вращателя в виде дополнительной катушки, выполненной
в виде двух секций, распложенных на магнитопроводе, который позволяет
получить вращательное движение расплава во всей канальной части и
осуществить регулирование скорости вращения в широких пределах.
268
1.6 Формообразование и кристаллизация отливок и слитков
Алюминий и его сплавы занимают заметное место в современной
промышленности. Благодаря своим уникальным технико-
эксплуатационным характеристикам, алюминий нашел широкое
применение в машиностроении, электроэнергетике, транспорте и других
отраслях производства. Особое место в структуре производства занимает
проволока из алюминия и его сплавов.
Значительную долю проволочного рынка занимает проволока из
алюминия, которая находит применение в электротехнике в качестве
проводов. Заготовки для волочения этой проволоки обычно изготавливают
методами непрерывной разливки и последующей холодной прокатки
непрерывно литой заготовки.
Большая часть отечественных линий электропередач, в том числе и
наиболее разветвленных и протяженных линий среднего и низкого
напряжения
(коммунальные, осветительные и т.д.) выполнены из
неизолированных проводов. Это повышает риск их эксплуатации (велика
вероятность обрыва, климатические воздействия и т.д.). За рубежом при
производстве изолированных проводов активно нашли применение сплавы
серии 6ххх. Повышенная прочность этих сплавов позволила создать
трехжильные самонесущие провода, изолированные пластиком.
Развитие собственных мощностей на базе
новых производительных и
экономичных технологий литья, а также освоение выпуска проволоки из
новых серий сплавов является актуальнейшей задачей для отечественной
проволочной промышленности. Одним из таких направлений является
непрерывная разливка алюминиевых сплавов в заготовки малого
поперечного сечения с использованием электромагнитных кристаллизаторов,
что открывает возможность создания компактных высоко производительных
установок.
269
1.6.1 Способы и устройства для получения прутковой заготовки из
алюминиевых сплавов. Электромагнитные кристаллизаторы
Большое значение в технологическом процессе производства
проволоки имеют способы получения заготовки, ее начальные размеры,
ресурс пластичности металла или сплава. В зависимости от размера
поперечного сечения заготовки и ресурса пластичности металла применяют
ту или иную технологическую схему производства проволоки, необходимое
число волочений, отжигов и т.д.
Заготовкой для проволоки является в
основном пруток или
горячедеформированная катанка диаметром 9–25 мм.
Для получения заготовок под производство алюминиевой проволоки на
сегодняшний день существуют различные технологические схемы, выбор
которых зависит от пластичности обрабатываемого материала, серийности
производства, конфигурации изделия и других факторов [3, 4].
При изготовлении проволоки из высокопластичных материалов,
например чистого алюминия и низколегированных сплавов, используют
технологическую схему, включающую
совмещенное литье, прокатку
заготовки и ее последующее волочение.
Для получения алюминиевой проволоки из малопластичных «твердых»
сплавов, волочение которых представляет определенные трудности, литую
заготовку после горячей прокатки подвергают теплой прокатке, а затем
осуществляют ее волочение. Проволоку и прутки, горячая прокатка которых
для исключения появления трещин требует большого числа проходов,
изготавливают по
схеме горячее прессование – волочение или по схеме
горячее прессование – прокатка – волочение. При мелкосерийном
производстве, когда изготовление прокатных валков и их частая смена
нецелесообразны, горячее прессование используют и для получения
заготовки из высокопластичных сплавов [3].
Недостатком рассмотренных технологических схем, применяемых для
производства прутковой заготовки из «твердых» алюминиевых сплавов,
является низкая производительность и громоздкость
используемого
оборудования, что приводит к использованию больших производственных
площадей, занятых под технологический процесс и большое количество
квалифицированного обслуживающего персонала [5, 6].
270
В результате успешного развития процессов непрерывного литья
металлов, в частности благодаря освоению процесса непрерывного литья с
большими скоростями выхода слитка из кристаллизатора, близкими к
скоростям прокатки на входе в стан, стало возможным совмещение
непрерывного литья с непрерывной прокаткой в единый технологический
комплекс [7].
Такая технологическая схема применяется при изготовлении проволоки
и
прутков из алюминия и его низколегированных сплавов и реализуется с
помощью литейно-прокатных агрегатов (ЛПА), включающих в себя печь для
приготовления расплава, литейную машину и непрерывный прокатный стан.
Литейно-прокатные агрегаты получили широкое промышленное
применение на предприятиях цветной металлургии как в нашей стране, так и
за рубежом. Так, почти 100 % алюминиевой катанки
, производящейся в мире,
получают на ЛПА. Около 50% катанки из низколегированных сплавов
алюминия также производят на ЛПА [7].
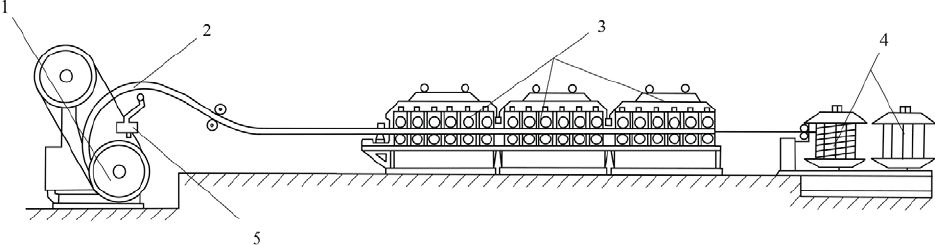
На рис. 1.6.1 представлена схема литейно-прокатного агрегата ЛПА-АК
для производства алюминиевой катанки диаметром до 25 мм.
Рис. 1.6.1 – Литейно – прокатный агрегат ЛПА-АК для производства алюминиевой
катанки
Наибольшее количество катанки выпускается диаметром 9 мм круглого
сечения. В технологическую линию агрегата входят: печной участок,
литейная машина 1, линия транспортировки литой заготовки 2 к прокатному
стану 3, моталки 4. Печной участок предназначен для подготовки металла к
литью и должен обеспечивать непрерывную подачу необходимого
количества металла к литейной машине посредством системы распределения
и дозирования расплава 5.
Достоинством такой схемы является высокая производительность
процесса и высокий уровень автоматизации. Однако, как уже отмечалось, она
271
рассчитана только на «мягкие» алюминиевые сплавы. Кроме того, при
переходе на высоколегированные алюминиевые сплавы необходимо
изменить калибровку валков прокатного стана, иначе пруток будет разрушен
в процессе последующей деформации. Одновременно с этим увеличивается
число переходов при волочении проволоки и требуется дополнительный
отжиг между проходами [5, 6, 8].
В связи с выше сказанным, актуальной является
задача разработки
компактного технологического оборудования для получения катанки
диаметром до 25 мм из алюминиевых сплавов высокой твердости. Это
позволит сократить: количество операций при ее последующем волочении,
количество площадей, занятых под технологический процесс и повышение
его производительности, что приведет к снижению себестоимости конечной
продукции. Одним из перспективных направлений в решении поставленной
задачи является
разработка установки для непрерывной разливки
алюминиевых сплавов в заготовки малого поперечного сечения с
использованием электромагнитного кристаллизатора (ЭМК). Работа в этом
направлении открывает возможность решения поставленной задачи.
Проведенный анализ технологических схем, использующихся при
производстве прутковой заготовки, а так же устройств, участвующих в
технологическом процессе, позволил предложить конструкцию литейно-
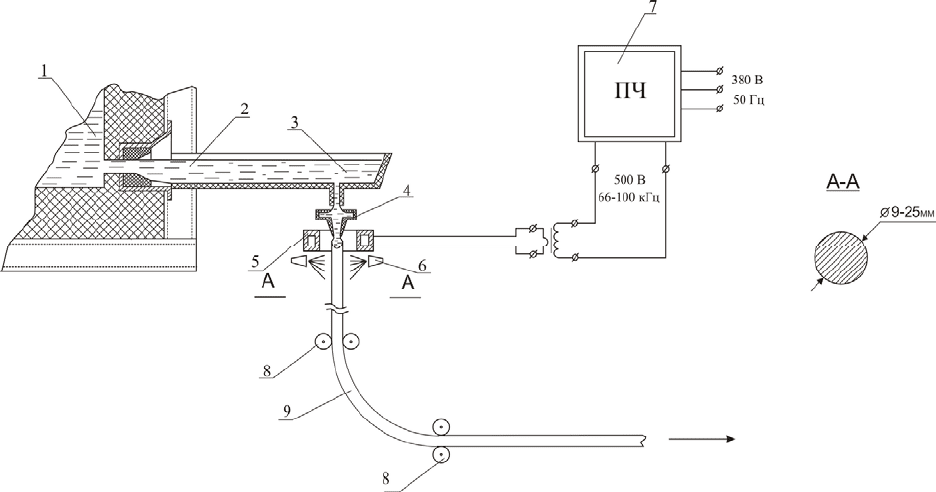
прокатного агрегата (рис. 1.6.2)
для получения слитков малого поперечного
сечения из алюминия и его сплавов, основным элементом которой является
ЭМК. В агрегат входит миксер 1, литейная оснастка 3 и 4, ЭМК 5, источник
питания повышенной частоты 7. В зависимости от организации производства
пруток из электромагнитного кристаллизатора может подаваться на
прокатный агрегат 10 или сматываться в бухты для последующей
дополнительной обработки. Жидкий
алюминий 2 из миксера через литейную
оснастку подается в ЭМК, где под действием магнитного поля повышенной
частоты формируется в слиток диаметром, определяемым энергетическими и
конструктивными параметрами электромагнитного кристаллизатора.
Питание кристаллизатора осуществляется от преобразователя частоты
посредством контура согласования. На выходе из кристаллизатора металл
охлаждается водой, подаваемой из охладителя 6 и в виде непрерывного
слитка 9 отводится с помощью тянущего механизма 8.
272
Разработка представленной установки, ее отдельных узлов и
определение технологических параметров процесса литья, требует
подробного исследования физических процессов, протекающих при литье
сплавов алюминия в ЭМК.
Рис. 1.6.2 – Литейно – прокатный агрегат с электромагнитным кристаллизатором
Определение энергетических параметров и конструкции
электромагнитного кристаллизатора будет определять успешное применение
установки на производстве.
1.6.2 Устройство электромагнитного кристаллизатора
Конструкция ЭМК, применяемого в металлургической
промышленности для литья слитков из алюминиевых сплавов диаметром 100
– 500 мм, представлена на рис. 1.6.3 [9, 10].
ЭМК состоит из трех основных элементов: индуктора 1,
электромагнитного экрана 2 и кольцевого охладителя 3 [11, 12, 13, 14, 15].
Для создания равномерного магнитного поля по периметру жидкой зоны и
уменьшения питающего напряжения в ЭМК применяются в основном
одновитковые индукторы и
экраны, изготовленные из медной прямоугольной
трубки или медной шины [7, 8, 10, 16, 17, 18, 19].
273
Основными параметрами ЭМК, определяющими характеристики
процесса литья и структуру получаемых слитков, являются: воздушный зазор
между индуктором, экраном и слитком; отношение высоты индуктора к его
диаметру и расположение пояса охлаждения относительно индуктора [10,
20].
Рис. 1.6.3 – Эскиз электромагнитного кристаллизатора