Современные проблемы машиностроения
Подождите немного. Документ загружается.


V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
41
линомиальных решений любой степени . Квадратурные формулы, введенные в компьютер,
обеспечивают большую скорость практических расчетов, что важно при решении задач мно-
гоцелевой оптимизации. Полученные результаты могут использоваться в задачах параметри-
ческой идентификации и обратных задачах, например, уточнения физико-механических па-
раметров, определяющих коэффициенты математических моделей на основе прочностного
эксперимента.
ВИБРОДИАГНОСТИКА ПРОЦЕССА ДВУСТОРОННЕГО ШЛИФОВАНИЯ
ТОРЦОВ НЕЗАКРЕПЛЕННЫХ ДЕТАЛЕЙ – ТЕЛ ВРАЩЕНИЯ
Л.Г. Вайнер, к.т.н., доц., В.А.
*
Ривкин, н.с
Тихоокеанский государственный университет,
680035, г. Хабаровск, ул. Тихоокеанская, 136, тел.(4212)-224-383
*
Экспериментальный научно-исследовательский институт металлорежущих станков,
117926, г. Москва, 5-й Донской пр., 21б
E-mail: lgvainer@mail.ru
При установке незакрепленных деталей – тел вращения в приспособлении, допус-
кающем свободу их поворота относительно собственной оси, характер их вращения в про-
цессе обработки определяется взаимодействием деталей с шлифовальн ыми кругами и зави-
сит от таких технологических параметров как углы установки кругов в горизонтальной и
вертикальной плоскостях, снимаемый припуск, скорость подачи, характеристики шлифо-
вального круга и др. Такой вариант базирования используется, в частности, при обработке
цилиндрических роликов, установленных во втулках загрузочного диска-сепаратора.
В работе [1] показана доминирующая роль характера вращения обрабатываемых дета-
лей в обеспечении точности обработки, установлены виды характеристик вращения обраба-
тываемых деталей (под характеристикой вращения будем понимать график зависимости час-
тоты вращения ролика f
Р
от его текущей координаты в зоне шлифования L) и оптимальная
форма кривой f
Р
(L), при к оторой обеспечивается минимизация погрешности расположения
торцов по параметру о тклонения от перпендикулярности торцовой поверхности относитель-
но оси детали, измеряемого на практике через биение торца.
Для регистрации вращения деталей использовались индуктивный и волоконно-
оптический датчики оборотов. В условиях производства применение этих датчиков имеет
существенные ограничения, п оскольку требуется специальная механическая обработка за-
грузочного диска и базировочной втулки для установки датчика на станке, контрольные ро-
лики необходимо шлифовать только в одном специально подгот овленном гнезде, исключа-
ется воз можность диагностики процесса обработк и роликов в других неподготовленных
втулках, после шлифования контрольного ролика требуется о становка процесса и обратный
ход загрузочного диска.
В работе была исследована и подтверждена возможность использования вибраций од-
ного из узлов станка для косвенной регистрации поведения вращающегося ролика. При раз-
работке нового метода диагностики было выдвинуто предположение, что при вращении ро-
лика из-за его н еуравновешенности возбуждаются колебания динамической системы диска
на одной из его собственных частот в звуковом диапазоне, что подтверждалось периодиче-
ским появлением при обработке ролика характерного звука высокой частоты.
Следует отметить, что методы виброакустичеcкой диагностики процесса резания по-
лучили достаточно широкое применение в отечественной и мировой практике [2].
Для определения информативной емкости и диагностических возможностей вибраци-
онного сигнала экспериментальн ый станок-стенд на баз е двустороннего торцешлифовально-
го станка 3342АД был дополнительно оснащен комплектом виброизмерительной аппарату-
V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
42
ры, включающим датчик колебаний, усилитель, октавный фильтр. Для возможности непо-
средственного визуального наблюдения был выбран способ представления полезной графи-
ческой информации от датчик а колебаний на экране электронно-лучевого осциллографа с
возможностью запоминания реализации. Была также предусмотрена регистрация вибраци-
онного сигнала на светолучевом осци ллографе для сопоставления с записываемыми парал-
лельно другими характеристиками процесса – оборотов ролика, нормальной силы и мощно-
сти.
В качестве места установки датчика был выбран корпус рычага - неподвижный узел,
механически непосредственно связанный с ди ском-сепаратором, что исключило необходи-
мость возвратного движения вращающегося диска-сепаратора после прохождения контроль-
ным роликом зоны шлифования.
При приложении к диску импульсного возмущения посредством удара в радиальном
направлении в спектре вибраций, регистрируемых датчиком, можно выделить характерную
высокочастотную гармонику: для станка 3342АД значение этой частоты ~7 кГц, для станка
3343АД ~ 6 кГц.
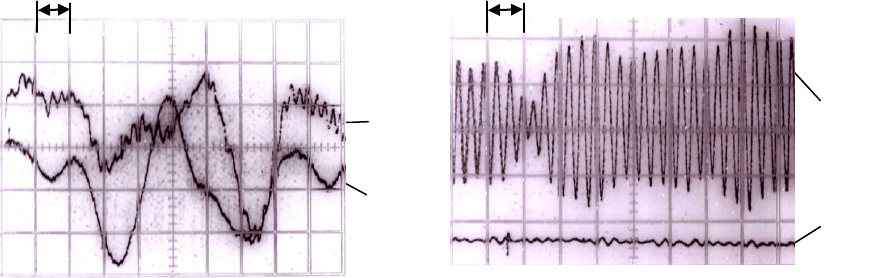
Эта же частотная гармоника п рисутствует в спектре колебаний диска при шлифова-
нии, причем амплитуда колебаний на указанной частоте в случае, когда шлифование сопро-
вождается вращением ролика (Рис. 1а, кривая 1), в 5-8 раз выше, чем при шлифовании без
вращения ролика (Рис. 1а, кривая 2). При использовании окт авного фильтра, настроенного на
пропускание полосы частот от 4 до 10 кГц, уровни сигналов (кривые 1 и 2 на рис. 1б) разли-
чаются еще больше (отношение амплитуд – 10-15). Это явление было использовано для ди-
агностики вращения ролика в процессе обработки.
Рис. 1. Совмещенные осциллограммы колебаний диска в процессе шлифования ролика
при наличии (1) и отсутствии (2) его вращения без использования (а)
и с использованием (б) октавного фильтра
В ходе специально проведенного тестового эксперимента было доказано, что причи-
ной возрастания уровня колебаний динамической системы диска на одной из его собстве н-
ных частот (6 и 7 кГц) является динамическая неуравновешенность вращающегося ролика.
Шлифование роликов, имеющих искусственно созданный радиальный дисбаланс, сопровож-
далось значительным возрастанием уровня вибросигнала (в 8-10 раз).
Высокочастотные колебания диска, вызванные вращением ролика в процессе шлифо-
вания, зарегистрированные на экране осциллографа, будем называть виброхарактеристикой
вращения (ВХВ) ролика. Полезный сигнал отсчитывается от уровня колебаний при холостом
ходе диска.
б
а
1
2
0,5 мс
1
2
0,5 мс
V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
43
Для анализа информативной емкости ВХВ роли ка последняя регистрировалась парал-
лельно с такими характеристиками процесса ДТШ как частота вращения ролика, нормальная
сила резания и мощность, затрачиваемая на шлифование.
В результате проведенных исследований были установлены следующие основные ди-
агностические возможности вибродиагностики процесса шлифования ролика.
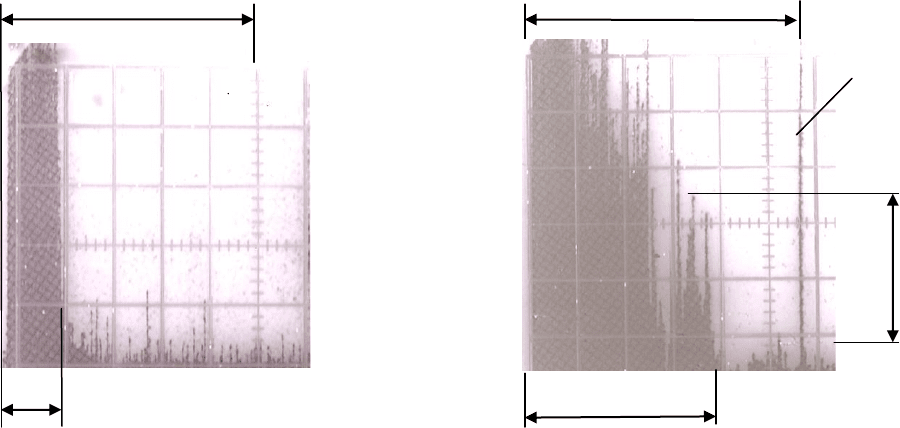
1. Как и характеристики вращения [1], ВХВ роли ка бывают трех видов. На рис. 2 в ка-
честве примеров приведены ВХВ первого (а) и третьего (б) ви дов (ВХВ второго вида с оста-
новкой ролика и возобновлением его вращения во второй половине зоны шлифования здесь
не показана); здесь и далее L
З
– общая длина траектории поступательного движения ролика в
зоне шлифования, К – отсечка конца зоны шлифования.
Рис. 2. Примеры ВХВ роликов первого (а) и третьего (б) видов
2. С опоставление длины участков возбуждения колебаний диска
VH
L
на осцилло-
граммах (рис. 2) с длиной участков, на которых происходит вращение ролика и воз никают
силы резания (т.е. происходит съем припуска) показало, что уч астки ВХВ соответствуют
участкам вращения ролика при съеме припуска и действии силы резания. Поэтому показа-
тель ВХВ
VH
L
однозначно соответствует протяженности зоны вращения ролика в процессе
съема припуска.
3. Другим важнейшим показателем ВХВ является уровень полезного сигн ала H на ос-
циллограмме, отсчитываемый от уровня холостого хода, который, как показали наблюдения,
является переменной величиной. Поскольку физической причиной возбуждения колебаний
диска является неуравновешенность вращающегося ролика, а возмущающая сила от не урав-
новешенности пропорциональна квадрату угловой скорости, можно предположить сущест-
вование квадратичной зависимости межд у уровнем вибросигнала H (в делениях шкалы экра-
на осциллографа) и частотой вращения ролика f
Р
(об/с). Проведенный анали з показал, что
связь между этими параметрами может быть представлена зависимостью
H = a
1
f
Р
+ a
2
f
Р
2
,
где для з аданн ых условий a
1
=0,5810
-3
, a
2
=0,36810
-4
– коэффициенты регрессии, н ай-
денные по методу наименьших квадратов.
Приведенная выше з ависимость дает возможность использовать уровень вибросигна-
ла H в качестве показателя, характеризующего частоту вращения ролика.
а
б
L
З
L
VH∑
L
З
L
VH∑
H
К

V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
44
4. ВХВ позволяет выявить аномалии в характере вращения роликов, связанные с от-
клонением действительной формы зоны шлифования от требуемой. Такие аномалии могут
возникнуть, в частности, при наличии местных поверхностных дефектов на торцах шлифо-
вальных кругов (см. ниже). Это подтвердилось при искусственной имитации п одобных де-
фектов. Соответствующая ВХВ, имеющая явно выраженные провалы в п ервой половине зо-
ны шлифования, приведена на рис. 3.
5. ВХВ позволяет фиксировать момент начала съема припуска, что является одним из
главных критериев правильности настройки положения шлифовальных кругов.
Настройка углового положения при работанных шлифовальных кругов должна обес-
печивать начало процесса съема припуска в момент входа ролика в зону шлифовани я, т .е. в
момент его касания кромок кругов, что достигается выполнением следующего условия: ве-
личина снимаемого припуска должна быть не меньше перепада профилей рабочих п оверхно-
стей кругов. Если это условие не выполняется, и съем припуска начинается не н а наружном
радиусе круга, то на меньших радиусах, соответствующих началу съема, образуются локаль-
ные зоны интенсивного износа, в резуль тате чего прои сходит местная дестабилизация фор-
мы рабочих поверхностей. На рис. 4 приведена ВХВ при позднем начале съема припуска из-
за неправильной настройки зоны шлифования (А – момент входа ролика в зону шлифования,
Б – начальный момент съема припуска).
6. Предложенный способ позволяет диагностировать протекание п роцесса обработки
деталей в любой штатной базировочной втулке загрузочного диска, выявить влияние геомет-
рических погрешностей базовых поверхностей втулок (исходных и изн ошенных) на поведе-
ние детали и точность обработки и, т аким образом, аттестовать каждую втулку при неизмен-
ных технологических режимах и положении шлифовальных кругов.
7. Установлена связь двух показателей ВХВ с точностью обработки по параметру
торцового биения (подробное рассмотрение данного воп роса выходит за рамки данной ста-
тьи). Первый показатель – относительная суммарная протяженность участков возбуждения
колебаний диска
/
VHo VH З
L L L
, характеризующий длину участков на которых ролик вра-
щается со съемом припуска, другой – относительная высота пика ВХВ после центра зоны
Рис. 4. ВХВ при позднем начале съема
припуска из-за неправильной на-
стройки зоны шлифования
Рис. 3. ВХВ с аномалиями в первой половине
зоны шлифования из-за наличия местных де-
фектов на рабочих поверхностях кругов
L
З
L
З
А
Б

V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
45
шлифования H
P0
, характеризующий максимальный уровень частоты вращения на этом уча-
стке.
Таким образом, ВХВ позволяет диагностировать текущее состояние процесса и прогно-
зировать ожидаемую точность обработки на различных этапах шлифования партии деталей.
Литература
1. Вайнер Л. Г., Шахновский С. С. Повышение точн ости шлифования торцов ролика //
Станки и инструмент. – 1985. – № 5. – С. 31-32.
2. Козочкин М. П. Виброакустическая диагностика технологи ческих процессов. – М.:
ИКФ «Каталог», 2005. – 196 с.
ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
ПРИ СБОРКЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ С АНАЭРОБНЫМИ МАТЕРИАЛАМИ
И.И. Воячек, д.т.н., профессор, Д.В. Кочетков, ассистент
Пензенский государственный университет,
440026, г. Пенза, ул. Красная, 40,
тел. (8412)-368-260
E-mail: voyachek@list.ru
Надежность изделий машиностроения и приборостроения во многом определяется ка-
чеством резьбовых соединений (РС). Основной функциональной характеристикой крепѐж-
ных резьбовых соединений является их несущая способность при действии статических и
переменных нагрузок. В настоящее время разработаны эффективные технологические мето-
ды обеспечения эксплуатационных свойств резьбовых соедин ений, среди которых наиболее
перспективным является управление контактным взаимодействием сопрягаемых деталей за
счѐт введения в зону контакта анаэробных материалов (АМ).
АМ выпускают как зарубежные (Loctite, Chester Molecular, Permabond, Holdtite), так и
отечественные фирмы (ФГУП «НИИполимеров»). АМ представляют собой полимерные со-
ставы, способные длит ельное время находится в жидком состоянии и сравнительно быстро
полимеризоваться в пустотах зоны контакта при отсутствии кислорода воздуха.
Совокупность физико-механических свойств, а также результаты практ ического п ри-
менения АМ, п озволяют сделать вывод о том, что анаэробные материалы ве сьма перспек-
тивны для повышения качества РС, что подтверждается результатами уже проведѐнных ис-
следований, например [1, 2 ,3]. В частности АМ при сборке РС позволяют повысить статиче-
скую прочность при действии различных нагрузок, длительную и кратковременную (мало-
цикловую) усталостную прочность, герметичность, способность сопротивлять ся самоотвин-
чиванию.
Одной из основных задач на всех этапах проектирования РС при сборке с АМ являет-
ся рассмотрение вопросов связанных с рациональным обеспечением качества соединений.
С целью экономии АМ необходимо вывести зависимости по определению оптимального
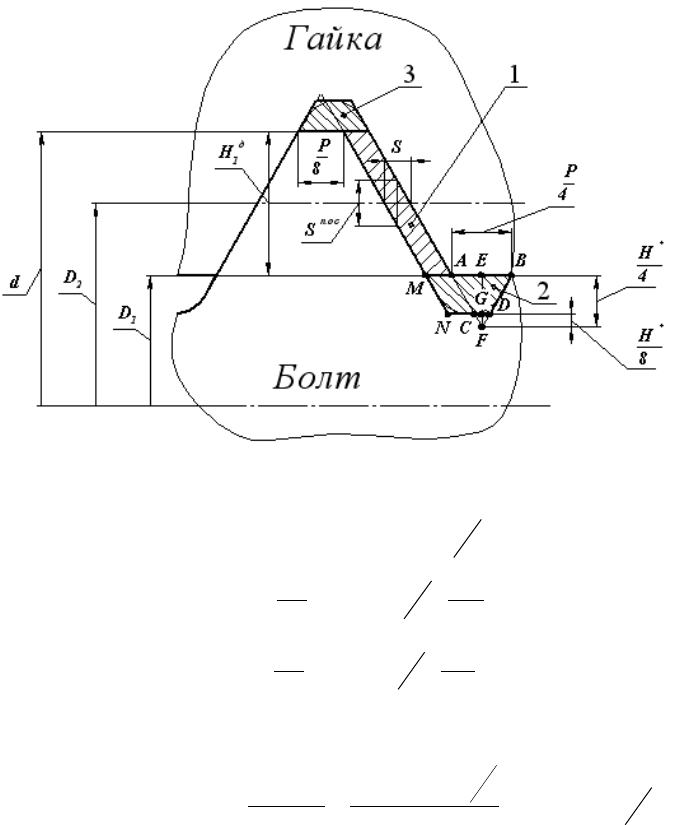
объема АМ необходимого для полного заполнения пустот зоны резьбового контакта. На первом
этапе определяется объем АМ необходимый для заполнения пустот на одном шаге резьбы. Для
этого рассматривается зона резьбового контакта на длине одного шага (рис. 1).
При нахождении объема пустот на одном шаге можно выделить 3 зоны:
1 – зона рабочей высоты витка резьбы;
2 – зона впадины витка болта;
3 – зона впадины витка гайки.
V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
46
Рис. 1. Схема зоны резьбового контакта на длине одного шага
Площади этих зон можно определить по формулам:
2
tg
111
посдд
SНSHА
, (1)
8
2
tg
16
3
*
2
H
S
Р
А
пос
, (2)
16
2
tg
32
3
*
3
H
S
Р
А
пос
. (3)
Суммарная площадь пустот зоны резьбового контакта на длине одного шага с учетом
(1), (2) и (3) определяется по зависимости:
2
tg
16
2
tg3
512
15
1
*
*
321
посд
пос
SH
SН
РН
АААА
. (4)
Объем АМ необходимый для заполнения пустот зоны резьбового контакта на одном
шаге резьбы и на n витках определяется по формуле:
2
DАV
АМ
Р
. (5)
knDАV
АМ
Рn 2
, (6)
где
0,2...5,1k
– коэф фициент, учитывающий отклонения геометрии витков резьбового кон-
такта и неравномерность нанесения АМ.
Ниже методом конечных элементов (МКЭ) рассмотрена задача п о определению числа
витков, на которые необходимо наносить АМ с целью более экономичного его применения.
При расчете реализовывалась схема нагр ужения РС показанная на рис. 2, а также учи-
тывалось трение между витками резьбы болта и гайки. Рассматривались варианты, к огда АМ
находится в пустотах зоны контакта ограниченного числа витков (не на всей длине свинчи-
вания).
На рис. 3 показаны результаты расчета по распределению нагрузки F по виткам резьбы
полученные МКЭ при следующих исходных данных: резьбовое соединение – М10 – 6H/6g;
мм10 Dd
;
мм647,8
11
Dd
;
мм188,9
22
Dd
; размер гайки под ключ –
мм17
0
D
;
мм25,1Р
; угол профиля резьбы –
0
60
; материал болта – сталь 45Х (
МПа1006,2
5
1
Е
,
32,0
1
) и гайки – сталь 35Х (
МПа1014,2
5
2
Е
,
29,0
2
); анаэробный материал марки
НМ162 (
МПа1062,2
3
АМ
Е
). К РС прикладывалась внешняя нагрузка
кН10F
.

V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
47
Рис. 2. Схема нагружения резьбового соединения
Анализ графиков (рис. 3) показывает, что при заполнении АМ пустот зоны резьбового
контакта болта и гайки (кривые 7, 6 и 5) при
6
АМ
n
;
5
АМ
n
и
4
АМ
n
, нагрузка, прихо-
дящаяся на первый виток, уменьшается на 32% по сравнению с РС без АМ (кривая 1). Чуть
хуже результат (уменьшение на 29%), когда заполнены первые два витка (кривая 3).
Рис. 3. Распределение нагрузки по виткам резьбы при среднем зазоре
посадки
мм167,0
пос
ср
S
:
1 – без АМ; 2 –
1
АМ
n
(АМ заполняет пустоты на первом витке); 3 –
2
АМ
n
;
4 –
3
АМ
n
; 5 –
4
АМ
n
; 6 –
5
АМ
n
; 7 –
6
АМ
n
(вся длина свинчивания)
Таким образом, с целью рационального использования АМ, можно ограничивать за-
полнение пустот зоны контакта РС на первых трех витках (на половине длины свинчивания).
При этом практически в 2 раза уменьшается момент, необходимый при отвинчивании соеди-
нения.
В любом случае, если РС при эксплуатации разбирается, то выбор марки АМ с опре-
деленными прочностными характеристиками и число витков болта и гайки, межд у которыми
помещается АМ, следует осуществлять из условия среза стержня болта при отвинчивании.
В частности, предлагается осуществлять выбор АМ и длины свинчив ания, на которую
следует наносить АМ, чтобы обеспечить разборку РС по формуле:

V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
48
сдсдк
АМАМ
сд
АМ
dW
d
АМ
3
3
2
2,0
2
, (7)
где
АМ
М
– момент, необходимый для среза промежуточного материала при отвинчивании;
АМ
сд
– удельная сдвиговая прочность анаэробного материала;
АМ
А
– площадь среза проме-
жуточного м атериала;
2
d
– средний диаметр резьбы болта;
3
3
2,0 dW
к
– момент сопроти в-
ления сечения стержня болта кручению;
3
d
– внутренний диаметр резьбы болта по дну впа-
дины;
сд
– предел прочности материала болта на сдвиг.
Площадь среза АМ определяется по формуле:
ndРА
АМ
2
625,1
, (8)
где
P
– шаг резьбы;
n
– число витков резьбы, находящихся в контакте с промежуточным
слоем АМ.
Следует отметить, что разборку РС с АМ можно провести с предварительным нагре-
вом резьбового участка выше критической температуры, при которой АМ разрушается.
Таким образом, результаты проведенных исследований показали, что с целью повы-
шения эффективности п рименения АМ при сборке Р С необходимо выбирать рациональные
технологические параметры по разработанным методикам.
Литература
1. Воячек И.И., Кочетков Д.В. Повышение функциональных характеристик резьбовых
соединений при сборке с анаэробными материалами // Сборка в машиностроении, приборо-
строении. – М.: 2009. – №6. – С. 37-40.
2. Воячек И.И. Сборка резьбовых соединений с применением анаэробных материалов
// Сборка в машиностроении, приборостроении. – М.: 2003. – №10. – С. 24-26.
3. Воячек И.И., Кочетков Д.В. Влияние анаэробных материалов н а распределение на-
грузки в резьбовом соеди нении // Сборка в машиностроении, приборостроении. – М.: 2010. –
№6. – С. 34-40.
4. Биргер И.А., Иосилевич Г.Б. Резьбовые и фланцевые соединения . – М.: Машино-
строение, 1990. – 368 с.: ил.
УПРАВЛЕНИЕ ИЗНОСОСТОЙКОСТЬЮ ДЕТАЛЕЙ НА ОСНОВЕ ВЫБОРА
АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ И ПОКРЫТИЙ
В.В. Данилов, к.т.н., доц., А.Н. Литвинов, к.т.н., проф.
Пензенский государственный университет,
440026, г. Пенза, ул. Красная, 40 тел.: (841-2) 56-35-39
Е-mail: lma-79@mail.ru
Эксплуатационные свойства из делий машиностроения, в том числе износостойкость
деталей, в большой мере определяются контактным взаимодействием поверх ностей трения.
Одним из важнейших факторов, во многом определяющим износостойкость деталей, являет-
ся температурный режим в зоне конт акта пар трения. Вследствие дискретности контакта
процесс возникновения и установления температуры в области фактических пятен контакта
носит характер температурных вспышек.
Температурные вспышки могут достигать высоких значений температур, сопостави-
мых с температурами плавления контактирующих тел. Время существования температурных
вспышек зависит от относительной скорости скольжения контактирующих тел и составляет
10
-3
…10
-8
с. Так как фактически площадь контакта на несколько порядков меньше номи-
нальной, то даже при малых нагрузках контактное давление на дискретных уч астках контак-
V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
49
та может достигать значений твердости одного из материалов контактирующих тел. Сущест-
венной особенностью является то, что координаты, размеры и время появления температур-
ных вспышек носят случайный характер, что существенно затрудняет их экспериментальную
оценку. Для определения температуры вспышк и до настоящего времени в основном исполь-
зуются расчетные методы, основанные на простейших моделях контактирующи х тел и не
учитывающих гетерогенность трибосопряжений.
Одним из способов снижения величины температуры вспышки в зоне контакта явля-
ется нанесение на поверхности контактирующих тел материала с улучшенными теплофизи-
ческими и антифрикционными свойствами. Например, покрытие этих поверхностей слоем
меди, у которой коэффициент теплопроводности в несколько раз выше, чем у стали. Это ис-
пользуется, в частности, для зубчатых колес и других пар скольжения. Слой меди может на-
носиться гальваническим, химическим или механическим способом, а также в процессе реа-
лизации эффекта избирательного переноса [1].
Температура вспышки является интегральным показателем, поэтому актуальной явл я-
ется задача о теоретическом расчете ее величины в зоне кон такта пар трения скольжения, на
контактирующих поверхностях кото рых имеются покрытия. Решение этой задачи позволяет
анализировать влияние основных параметров конструкции и характеристик материалов на
температуру вспышки и на этой основе на стадии конструкторской разработки подбирать
необходимые материалы или покрытия и выбирать оптимальные режимы работы для ко н-
тактирующих элементов конструкции. При этом в зоне контакта трибосопряжение следует
рассматривать как гетерогенную систему.
В [2] предложена теоретическая модель, адекватно описывающая тепловые процессы в
зоне контакта трибосопряжений и разработан алгоритм расчета температуры вспышки в зоне
контакта тел, имеющих покрытия.
Применим эту модель и алгоритм для практического расчета величины температуры
вспышки на трущихся поверхностях подшипника скольжения промышленных швейных ма-
шин. Рассмотрены различные варианты покрытий:
поверх ность без покрытия (сталь ШХ-15);
гальваническое хромирование;
защитная медная пленка, формирующаяся на трущихся поверхностях в результате
реализации эффекта избирательного переноса.
Наибольший интерес представляет формирование медной сервовитной пленки на
трущихся поверхностях подшипника скольжения за счет реализации эффекта избирательно-
го переноса. Для создания металлоплакирующей смазочной композиции, обеспечивающей
реализацию избирательного переноса, предварительно были проведены модельные испыта-
ния смазочных композиций на основе базового масла И-ЛГ-А-15 и медьсодержащей присад-
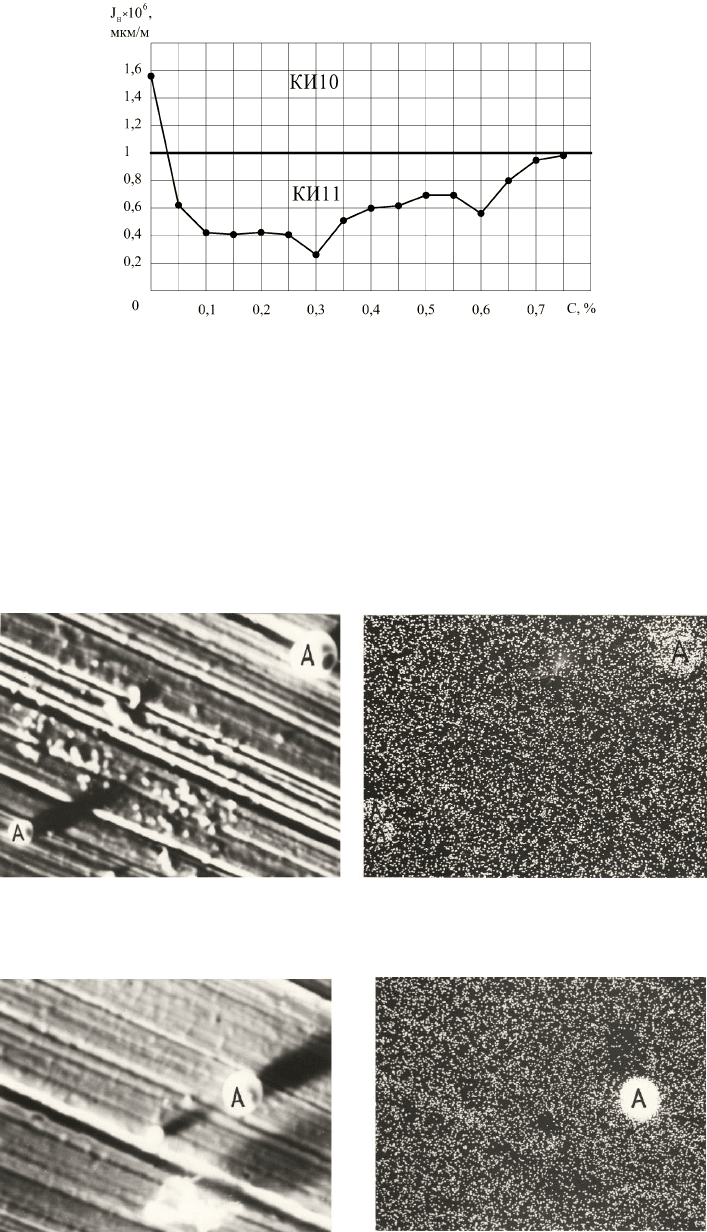
ки МКФ-18У на машин е трения С МТ-1 по схеме "колодка-ролик". На рис. 1 представлена
экспериментально полученная зависимость и нтенсивности изн ашивания
H
J
образца от про-
центного содержания С присадки МКФ-18У в масле И-ЛГ-А-15.
Результаты исследований показывают, что даже незначительное введение присадки в
масло позволяет увеличить класс износостойкости КИ трибосопряжения с 10 до 11. В качестве
эффективной начальной концентрации присадки МКФ-18У в масле И-ЛГ-А-15 принята кон-
центрация
%3,0
0
С
по массе, что было подтверждено в процессе дальнейших испытаний.
Образование на поверхностях трения защитной медной пленки при использовании
смазочной композиции подтверждено методом электронной микроскопии. Поверхность об-
разцов просматривалась во вторичных электронах (SET) на сканирующем микроскопе
JSM35C SCANNING MICROSCOPE фирмы JEOL (Япония) при увеличении 1500. Анализ на
присутствие меди в поверхностн ом слое образцов проводился в рентгеновском излучении (x-
RayCu), что соответствует длине волны CuKx-излучения. Присутствие меди определяется
V Международная научно-техническая конференция
«Современные проблемы машиностроения»
______________________________________________________________
50
наличием светящихся точек различной плотности, расположенных на поверхности иссле-
дуемых образцов.
Рис. 1. Зависимость интенсивности изнашивания
от процентного содержания присадки МКФ-18У в масле И-ЛГ-А-15
Результаты экспериментальных исследований представлены на рис. 2 – 5.
Проведенные исследования показывают наличие пленки при использовании смазоч-
ной композиции с присадкой МКФ-18У. Повышенная плотность светящихся точек (рис. 2,б
и 3,б) в виде звездной пыли и места, обогащенные медью (зона "А"), указывают на повы-
шенную концентрацию меди на поверхности трения. Выявлено, что ми нимальное время, не-
обходимое для образования устойчивой сервовитной медной пленки (покрытия) на стальной
поверхности п ри и спользовании к омп озиции И-ЛГ-А-15+0,3% МКФ-18У составляет 20 ча-
сов эксплуатации.
а) б)
а) во вторичных электронах (SET); б) в рентгеновском излучении (x-RayCu)
Рис. 2. Поверхность колодки при смазке И-ЛГ-А-15 (0,3% МКФ-18У)
а) б)
а) во вторичных электронах (SET); б) в рентгеновском излучении (x-RayCu)
Рис. 3. Поверхность ролика при смазке И-ЛГ-А-15 (0,3% МКФ-18У)