Smith G.T. Cutting Tool Technology: Industrial Handbook
Подождите немного. Документ загружается.

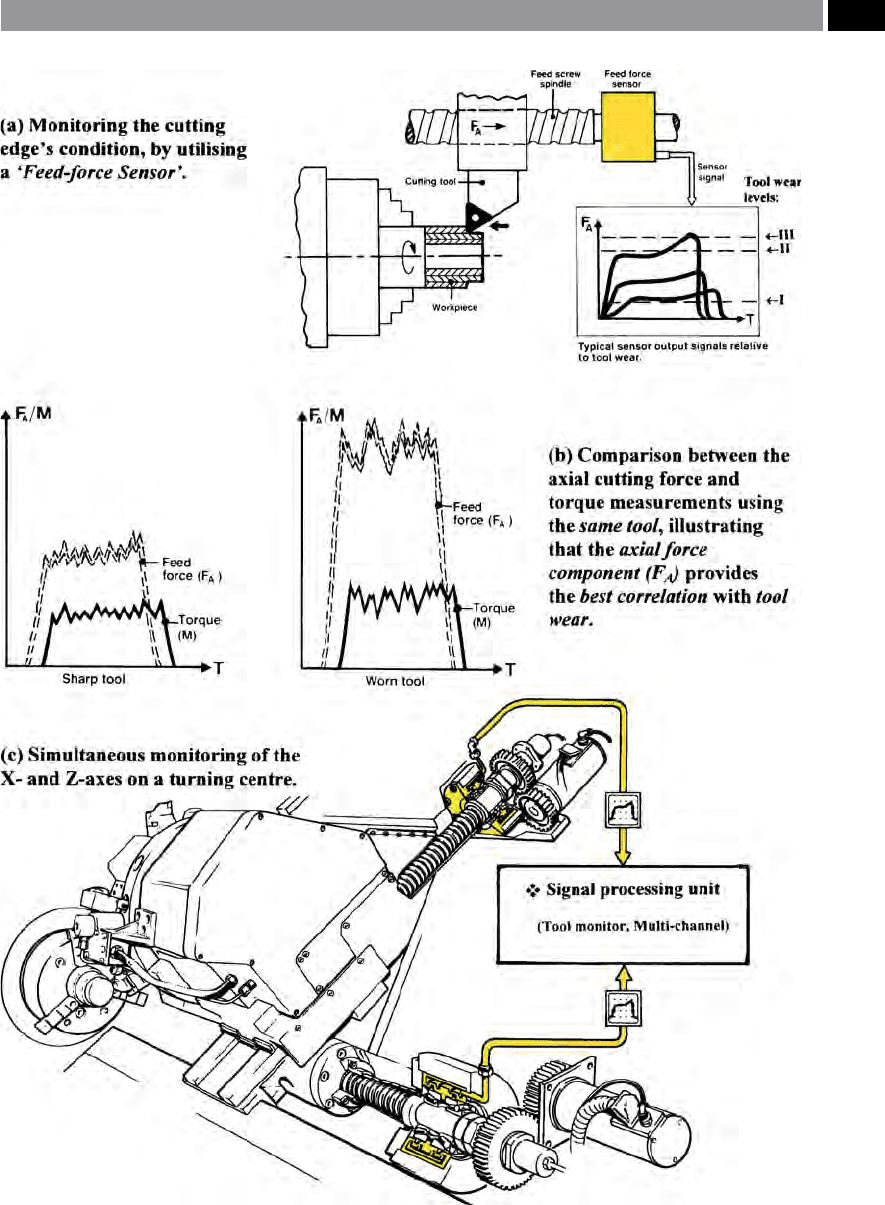
Figure 258. Tool-condition monitoring on a turning centre. [Courtesy of Sandvik Coromant].
Machining and Monitoring Strategies 533

to the signal-processing device. Once the signal is re-
ceived, the processing device can immediately initiate
action by the machine’s CNC controller, if the tool is
either: worn, broken, or not in-cut. is situation is
all very well, but when should tool monitoring take
place and, what action should result? In Fig. 258a (i.e.
the inset diagram), the graphical depiction shows how
continuous monitoring of the axial force can be used
to triggered several alarm-states:
•
Level I – can be utilised to monitor whether a tool is
in-cut, or not-in-cut, as the situation arises, mean-
ing that either the tool, or component, or indeed
both, are missing,
•
Level II – can be used to detect tool wear, with the
alarm signal being used to initiate a tool change (i.e.
to a ‘sister tool’) on completion of the operation,
•
Level III – can be utilised for tool breakage, with
the signal being used to immediately stop the ‘feed-
ing-function’ of the machine tool, when breakage is
detected,
•
Tool crashes – a further level can also be employed
for crash protection, which acts in a similar man-
ner to ‘Level III’ ,
but this alarm immediately stops
all motions and in so doing, protects the machine
tool
76
.
In Fig. 258c, the schematic diagram illustrates typi-
cal monitoring positions on a two-axis turning centre,
showing potential sites to place the sensors, such as on
the ball-screw nuts of the recirculating ballscrew as-
semblies, for both the X- and Z-axes. Not shown here,
but normally also tted is a current sensor. us, these
signals are continuously monitored by either a single-
or multi-channel control unit, as will be the control
signals from the machine tool’s CNC controller. Any
alarm signals triggered, being passed back through a
closed-loop to the machine’s control unit for appropri-
ate action to be taken, or indeed if any. e function of
a typical commercially-available multi-channel signal
processing unit, might be to:
•
Sense – then process tool-cutting information from
signals at the various sensors and sites for the mul-
tiple channels of the unit,
76 ‘Tool breakage detection times’ , it is possible to vary the reac-
tion time, which is usually between: 0.1 to 1 second, but for
any form of tool breakage a shorter reaction time is desirable,
typically ranging from: 1 to 10 milliseconds.
•
Learn – by automatically memorising the signal
values obtained from the sharp cutting tools, whilst
in this ‘
learn-mode’
77
,
•
Stores data – for a signicant number of cutting
operations per channel in its memory for each cut-
ting operation, as well as automatically setting the
appropriate levels for each alarm signal from its
memory,
•
Reacts – by sending alarms to the machine’s control
unit, informing it if the tool is either: worn; broken;
or not-in-cut,
•
Coordinates – automatically, machining and moni-
toring on commands from the machine’s control
unit,
•
Adapts – to the particular machine and its cutting
environment: once installed and programmed to
suit the machine tool, with the setup parameters
being modied to adapt to any further machining
requirements,
•
Communicates – between the operator and the
machine via the control panel, informing the oper-
ating personnel about cutting tool conditions and
providing an interface for control of all functions.
In Fig. 258c, this line-diagram depicts a typical turn-
ing centre application of tool condition monitoring.
e machine is controlled on two axes, with sensors
on the feed-drive bearings of both the X- and Z-axes.
A representative nominal force for these sensors is 40
kN, but this rating will depend upon the end-user’s re-
quirements. e sensors can be designed for tapered,
or angular contact bearings, or for a combined axial
and radial bearing application – suiting the particular
machine tool. When tool monitoring is needed for a
four-axis turning centre, two tool monitoring units are
usually needed, since each turret (i.e. to and bottom)
can be operated both independently. e key elements
in any tool condition monitoring situation are the
sensor’s position and its design. For universal instal-
lation on a variety of machine tool congurations, the
positioning of the sensing devices is usually on the re-
circulating ballscrew nut assembly.
77 ‘System-learning’ , in the past this was somewhat a basic of
functional performance, but with the advent of ‘articial neural
networks’ , they have an ‘AI-ability’* to ‘mimic’ human involve-
ment and react to their environment – once ‘trained’. More
will be said on this ‘AI-topic’ in the nal section of this book.
* ‘AI’ is a term that is normally utilised when some form of ‘arti-
cial Intelligence’ is employed in the decision-making process.
534 Chapter 9

Much more could be said concerning the informa-
tion on their: operational setup; range; and adaptabil-
ity; for these tool condition monitoring systems. In
the interests of brevity, the reader should look to the
manufacturers of such equipment, or the references
and available literature for more specic in-depth in-
formation.
9.11.2 Adaptive Control and Machine
Tool Optimisation
Adaptive Control
Adaptive control systems have been utilised since their
introduction in the 1960’s, where their operational
performance and reliability was somewhat dubious,
because of the type of sensors utilised, the speed of
signal-data processing and their installation on the
machine tool. Many of these early systems attempted
to undertake many functions simultaneously and were
oen termed; ‘adaptive control optimisation’ (ACO),
but due to the problems mentioned above, they were
somewhat unreliable and as such, fell out of favour.
Later, a more pragmatic approach to adaptive control
constraint (ACC) was introduced called: ‘torque-con-
trolled machining’ (TCM), which oered a simpler
termed: ‘feed-only system’ – with a typical system be-
ing depicted in Fig. 259a. us, the operation of a TCM
system, involves unique sensory circuitry and compu-
tation methods that measure the net cutting torque,
then compares this value obtained, to that of the preset
torque limits – these previously being established for
the cutting tool and workpiece combination utilised.
e appropriate control actions, namely, a feedrate
reduction is then automatically taken, whilst keeping
within the maximum torque and power limits of the
spindle motor. If a condition arises where the feedrate
falls below a preset limit, a new tool (i.e. sister tool) is
called-up to complete the machining operation. is
feedback-loop in which continuous monitoring by the
sensors and updating the machine control unit – using
adaptive control, produces optimal cutting conditions
for the tool and workpiece combination.
Adaptive control via TCM (Fig. 259a), basically op-
erates in the following manner. Prior to its activation
and if for example, a variation of stock was present for
roughing operation with a large face-mill. e unpre-
dictability of the height of this stock if a TCM system
was not activated, might otherwise over-load the cut-
ting edges, possibly causing damage to the: cutter as-
sembly; workpiece; or even the machine tool. Once
the TCM has been correctly activated and preset to a
torque limit, then if the D
OC
is large, the control sys-
tem senses a torque increase and simultaneously the
feedrate over-ride is initiated. is over-riding of the
programmed feedrate decreases the feed for this large
D
OC
, it will then increase as the D
OC
lessens, or rapidly
move over an ‘air-cut’ , thus producing optimal cutting
tool protection and eciency as the chip-load is more
uniform, regardless of the variable D
OC
’s. Even if there
is no discernible dierence in the relative height of the
D
OC
taken, but the bulk hardness of the part may vary
by up to 300% in some cases, machining with the TCM
activated will protect the tooling. So to mention the
some benets to be gained from TCM, they include:
extended tool life; optimised feedrates – without the
risk of tool damage; higher throughput of machined
parts; tool breakage minimised; quicker setup times;
and reduced operator intervention. Obviously very
small diameter tooling, may not respond to the torque
demands so readily, but for most machining opera-
tions and tool/workpiece combinations the system has
distinct benets to the overall machining production
process.
To summarise the principal benets of utilising
some form of adaptive control system, they are:
•
Main spindle motor is protected from overload,
•
Damage to the cutter and to the expensive value-
added workpiece are protected,
•
Optimal stock removal rates are possible, under
steady-state machining conditions,
•
Using a constant: cutting power; cutting force; and
feed force; optimises tool life,
•
If unpredictable air-gaps occur – whilst cutting, the
fastest tool travel is utilised,
•
Where workpiece hardness signicantly varies, tool
edges are protected by adjustments of the chip-
l
oads,
•
Where an operator’s experience, or the program’s
eciency may dier for varying cutting operations,
the adaptive control system eliminates this ‘techni-
c
al gap’ ,
•
ere is no over-shooting of the permitted cutting
power during re-entry into the workpiece material
whilst machining the part under regular condi-
tions.
Costs vary the for ‘post-installation’ of adaptive con-
trol systems to CNC machine tools, but at today’s
p
rices they range from: $ 9,000 to $ 15,000 (US). How-
ever, once installed they last the life of the machine
Machining and Monitoring Strategies 535
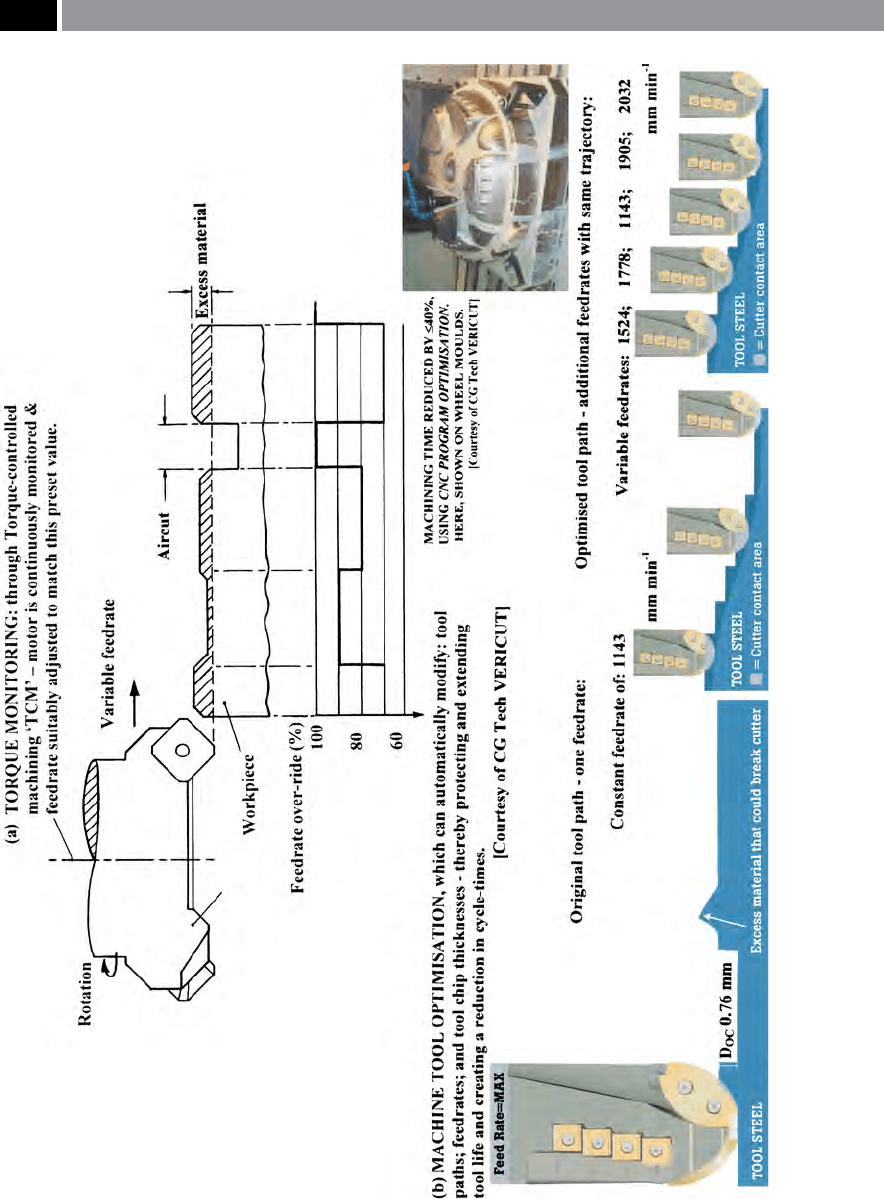
Figure 259. Either use: adaptive control or CNC program optimisation – for variable tool path trajectories.
536 Chapter 9
tool, giving a superb pay-back on the original invest-
ment, when one considers the major benets listed
above.
Machine Tool Optimisation
If a company has signicant numbers of CNC machine
tools in their manufacturing facility, then it may not
be feasible to introduce an ‘adaptive control’ system
across all of these machines – despite the positive
merits described above, simply on nancial grounds
a
lone. Under such circumstances, perhaps a ‘soware-
approach’ by simulating the cutting operations to the
problem of machining optimisation, may be the way
forward? Some companies oer CNC programming
optimisation packages that are based upon literally
thousands of ‘man-hours’ of development and rene-
ment (i.e. Fig. 259b, shows a very sophisticated version
of such a tool verication and simulation system).
ese simulation systems are oen part of a larger: op-
timisation; verication and analysis product that can
be ‘tailored’ to suit a machining company’s product
range and manufacturing output. ese ‘knowledge-
based’ systems of the machining process, via previous
simulation, know the exact: D
OC
; width of cut; and
angle of cut (i.e. for cutter orientation, when prol-
ing); for the machining process under consideration.
Further, the system also knows how much material
is to be removed by each cutting edge, as such, the
system also has information on the tooling available
from the magazine, therefore it selects correct tool and
assigns to it the optimum feedrate. Moreover, once
this information has been established for the new tool,
it outputs the tool path – which was identical to say,
that of the original tool, but now having signicantly
improved feedrates, although the system does not alter
its trajectory.
While setting up the system, it is usual for such
soware (Fig. 259b) to prompt the user for cutter set-
tings as the part simulation occurs, by in essence, add-
ing the user’s intelligence to that of the cutter’s opera-
tion. With these systems it is usual to have all cutter
settings stored in an optimisation library, thus the user
only has to dene the setting once. While, the more
sophisticated systems nd the maximum volume re-
moval rate and chip thickness for each tool, then it
employs them to determine the optimisation settings
for that tool.
In optimised roughing-out, the objective here is ob-
viously to remove as much stock material as possible
in the fastest time. Conversely, for nish-machining,
chip-loads may vary considerably, as the tool proles
through the workpiece material that was le behind
during previous roughing cuts over the contours
– to near-net shape. By optimising the tool’s path, the
soware adjusts the feedrates to maintain a constant
chip-load
78
(Fig. 259b). is cutter optimisation will
improve the tool life and give an enhanced machined
surface nish to the component. is fact is especially
c
ritical when ‘tip-cutting’ , with either a ball-nosed end
mill (Fig. 247b), or contouring over a surface with a
small step-over, such as when semi-nishing, or n-
ishing a steel mould cavity (Fig. 249b).
Summarising the advantages of utilising a simu-
lated optimisation cutter-path soware package, such
as the one in Fig. 259b which only illustrates some ba-
sic and simple tool paths. us, cutter-path optimisa-
tion oers the user the ability to:
•
Machine more eciently – cutting more parts in
the same amount of time, by signicantly reducing
the machined component’s cycle-time,
•
Reducing part cost thereby saving money – increas-
ing productivity by reducing the time it takes to cut
parts, will become a signicant saving per annum,
•
Improving part quality – by minimising the con-
stant cutting pressure, thus reducing cutter deec-
tion, with nished corners, edges and blend areas,
needing less subsequent hand-nishing,
•
Cutter life improved – because of optimised cut-
ting conditions are used, which prolongs tool life.
Moreover, with shorter in-cut time, this results in
less tool wear, also having the benet of reducing
down-time to change inserts, or tooling,
•
Reduction in machine tool wear – as a more con-
stant cutting pressure between the machine tool
and the workpiece reduces variable forces on the
axis motors, giving smoother machine operation,
•
Utilises time available more eectively – allowing
machinists to operate several CNC machine tools,
or setup the following job, etc., as they do not have
to be constantly ready to reduce/increase the ma-
chine’s feedrate over-ride.
By investing in suitable simulation and optimisation
soware of the tool’s path, enables a company that is
currently involved in a considerable amount of ma-
78 ‘Constant chip-loads’ , are normally recommended by cutting
tool manufacturers, as they reduce the eect of ‘chip-thinning’
somewhat.
Machining and Monitoring Strategies 537

chining activities to become very cost-eective and
ecient when compared to their direct competition,
both nationally and internationally. One could cer-
tainly ask the question, under these circumstances
just mentioned: ‘Can a company aord not to be using
such soware, if their main competition – both here and
abroad have it available now?’
9.11.3 Artificial Intelligence:
AI and Neural Network
Integration
Introduction
Over the past decade and a half, some signicant ad-
vances in machining materials have occurred, while
complementary progress has also been made in the
machine tool’s CNC controllers, coupled to their faster
micro-processor speed and additional technological
renements. Many of these machine tools are inte-
grated into fully-automated systems machining lines
– for volume part production purposes, or into ex-
ible manufacturing cells/systems (FMC/S) – allowing
scope for mixing batch sizes and perhaps employing
a ‘Group Technology’ (GT) approach (i.e. see Footnote
24, Chapter 6). So that the full potential of these ma-
chine tools can be exploited, it is exceedingly impor-
tant that production processes are both monitored and
controlled in an ‘intelligent manner’.
Previously, when little cutting data and minimal
tooling-related behaviour had been established for a
new production run, it was necessary to instigate some
form of tool measurement procedure. So, aer operat-
ing a cutting tool for an extended time-period in-cut,
so that the tool’s wear pattern (Fig. 174) had begun to
reach the end of its productive life (Fig. 176), it was
necessary to exchange it for a new tool. is arbitrary
tool-changing strategy was at the discretion of the op-
erator, therefore it relied upon their past machining
experience to decide when it was advisable to instigate
the necessary down-time – for this tooling-related ac-
tivity. An alternative approach, was to employ some
form of condition monitoring procedure, by utilising
o-line direct measurements to ascertain the amount
of wear that had occurred so far. is assessment ac-
tivity entails a certain degree of operator competence
in a variety of disciplines, because the cutting tool’s
inspection required microscopical analysis by metro-
logical/metallographical techniques to determine the
current status of the tool’s cutting edge(s). is tool-
ing investigation necessitated that the tool be at rest
and out-of-cut, so that its life could be correctly estab-
lished, which can be a costly and time-consuming pro-
cess, diminishing the cost-eectiveness of the overall
production process.
One machining strategy that can be used to over-
come most production deciencies, is to have some
form of on-line, indirect system, which has the ad-
vantages of being benecial in terms of: improved
running costs; enhanced component quality; and e-
ciency in production performance. In order to achieve
such benecial tooling-related and part production
enhancements, it is necessary to utilise some form of
‘on-line tool condition monitoring’. So that this tool
monitoring objective can be successful, a number of
hard- and so-ware activities must be undertaken,
then integrated into a usable ‘workshop-hardened’
instrumental package. In the early-to-mid 1990’s a
novel approach to this problem, but also included the
some distinct renements by: ‘on-line tool condition
monitoring – using neural networks’ was developed by
Littlefair et al. (1995). is fundamental and applied
research work was fully-supported by a range of in-
dustrial companies, it was later also installed at sev-
eral widely-diering manufacturing companies. In or-
der to comprehend the complexity of such an on-line
tooling related activities, the following case-study has
been included (Littlefair, et al., 1995), as it succinctly
describes the hard- and so-ware issues that had to be
overcome.
9.11.4 Tool Monitoring Techniques –
a ‘Case-Study’
e technique of tool wear monitoring can be classi-
ed in two distinct manners, these are by either:
•
Direct monitoring – produce accurate results, but
they are dicult to fully-implement in a shop-oor
environment,
•
Indirect monitoring – considers various parameters
which change as a result of increasing tool wear.
e latter tool monitoring strategy was utilised in a
single-point turning operation on a CNC turning cen-
tre, by incorporating: tool force; vibration; and acous-
tic emission; by being integrated into a neural network;
and this theme will now be mentioned. Each of these
monitoring systems will be briey described, plus the
neural network – appropriate for complete sensor-fu-
sion, will then be described.
538 Chapter 9

Tool – Force Monitoring
In single-point turning, if one ignores the orthogonal
cutting condition, then for oblique cutting three re-
actionary forces are experienced by the tool, termed:
tangential; axial; and radial force components (Fig.
19a). e tangential force is generated due to the
workpiece’s rotation, this being by far the greatest of
the three forces. An axial force component is the re-
sult of the applied feed force, while the radial force is
a function of, in the main, the inclination of the ap-
proach angle and to a lesser extent inuenced by that
of the tool nose radius – this radial component being
the smallest of the forces. Each of these component
forces in oblique cutting are inuenced by a range of
factors, such as: workpiece material and its condition;
D
OC
; tool cutting insert geometry; and cutting data
utilised – speed and feed. In this case, a special-pur-
pose holder for a platform-based dynamometer was
manufactured (Fig. 261a).
Tool – Vibration Monitoring
In machining processes, the onset and subsequent
development of vibration orginates from the overall
dynamic behaviour of the tool-workpiece-machine
system. e anticipated vibrational causes can be both
cyclic in nature – resulting from changes due to com-
pression and sliding of the workpiece material in the
shear zone, and, changes in the frictional conditions in
the contact zones – between the tool and workpiece.
So that vibrational inuences during continuous cut-
ting could be monitored, accelerometers tend to be
utilised. Normally, accelerometers are situated as close
to the cutting edge as possible, usually at a convenient
position on the toolholder. e vibration parameters
monitored are usually related to either the toolholder’s
natural frequency, or the frequency of chip segmenta-
tion. Moreover, it is also possible to eectively utilise
that of a dynamometer’s ‘force signal’ for indirect vi-
bration monitoring.
Tool – Acoustic Emission Monitoring
Acoustic emissions (AE) are those high-frequency
stress waves generated due to the spontaneous energy
release in materials undergoing: deformation; fracture;
phase transformations; etc. us, AE signatures can be
divided into two distinct types: continuous – contain-
ing low-amplitude and high-frequency signals (i.e. in
the range: 100 to 400 kHz); burst – containing higher
amplitude and lower frequency signals (i.e. in the
range: 100 to 150 kHz). By the application of Fourier
transforms coupled to that of statistical analysis-based
techniques, it is possible to utilise both of them for the
analysis of AE signals. e root-mean-square (rms)
value has been shown to produce an increasing trend
with increased amounts of tool ank wear, further,
the combination of both skew and kurtosis of the AE
signal will also indicate a correlation with ank wear
rates.
Tool – Sensor Fusion and Multi-sensor Integration
e application of multiple sensors can be eectively-
employed in a complex tool-wear monitoring system
for machining environments, to obtain harmonizing
information about the turning production process.
is multi-sensor monitoring acts to rearm the ‘con-
dence factor’ , when dealing with the prospective di-
agnostics from the single-point turning process. How-
ever, the exercise of utilising multiple sensors, entails
integration and fusion of the sensory information, to
extract the essential features from the data, by remov-
ing the ‘redundancy’ present in this data. In this re-
gard, the application of articial neural networks, can
provide the solution to the sensor-fusion and auto-
matic decision-making processes for this tool-condi-
tion monitoring system.
Artificial Neural Networks (ANN)
Articial neural networks (Fig. 260a), are composed of
many simple processing nodes which operate simulta-
neously. ese ANN’s mimic the functional behaviour
of biological neural network systems, allowing them
to be utilised to integrate and fuse information from
multiple-sensor sources. e functional behaviour
of the overall system is primarily determined by the
pattern of connectivity of the nodes (Fig. 260a). As a
system, ANN’s are capable of performing some high-
level functions, such as: adaptation; generalisation and
target-learning. ese capabilities are particularly rel-
evant for any form of tool-wear monitoring applica-
tions. e advantages of employing ANN’s to integrate
and fuse data, are their inherent capabilities to: adapt
to instructed environments; robustness to noise; fault
tolerance; simultaneous processing; and feasibility of
on-line realisation (i.e. via hardware implementation).
Possibly the most widely used ANN and the one
reported in this section, is that of the ‘multi-layer per-
ceptron’ type, which uses an ‘error-back-propagation
Machining and Monitoring Strategies 539
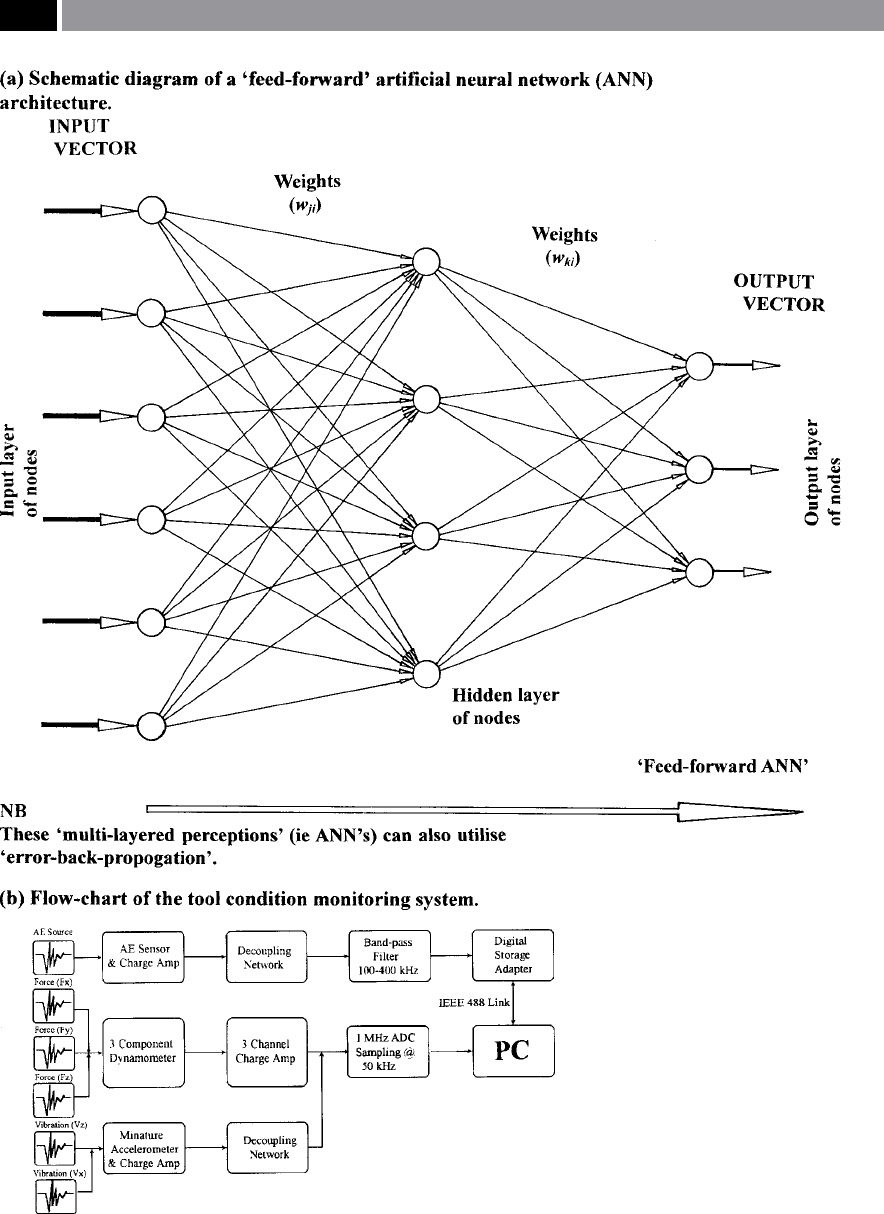
Figure 260. Neural network architecture and tool condition monitoring system. [Source: Littlefair, Javed & Smith, 1995].
540 Chapter 9

algorithm’ – in its ‘learning phase’ (Fig. 260a). Funda-
mentally, this network operates in the following man-
ner: the input layer neurons transmit signals via the
hidden layers to the ouput layer. At this juncture in
its operation, the desired and actual outputs are com-
pared to evaluate the system error – usually Euclidean
error. Hence, this error value is employed to adjust the
strengths of the connectivity amongst the network’s
neurons. e algorithm utilised to perform this un-
dertaking is normally known as ‘error-back-propaga-
tion’ ,
which is available in many forms. e hidden
layer’s nodes have their capabilities developed during
‘
training’ , this is achieved in such a manner, that the
extracted features are better suited for the ‘classica-
tion task’.
Tool – Condition Monitoring System
e ANN described above, was utilised on a two-
axis slant-bed turning centre (Fig. 261b), which was
equipped with sensors and associated equipment al-
lowing on-line data capture, during a comprehensive
run of machining trials. ree sensors were utilised
in this work for monitoring the cutting process, t-
ted onto a specially-manufactured platform, situ-
ated on the tool turret (Figs. 261a and c). e three
sensors were a: Kistler force dynamometer (model:
9275B) – which sensed/measured the cutting forces
in three perpendicular axes (i.e. X, Y and Z); AE
sensor – Physical Acoustics (type: WDI); vibrational
sensor – Vibrometer (type: CE501 M101) miniature
accelerometer. e force and acceleration signals were
amplied and then sampled at 50 kHz, while the AE
sampling was undertaken separately by a digital stor-
age adaptor at a sampling rate of 1 MHz. All of this
information was then stored on a ‘suitably- fast’ PC.
e schematic layout of the monitoring hardware is
illustrated in Fig. 260b.
Prior to utilising by the neural network, a pre-
processing procedure was operated to reduce what is
termed its ‘dimensionality’ of the signals. is action
was achieved by computing the ‘power spectral densi-
ties’ of the captured time-domain signals and equally
dividing the resulting spectrum into eight discrete fre-
quency bands. is number of bands has been shown
to be the optimum in terms of reducing dimensional-
ity, yet maintaining information integrity. e multi-
layered perceptron type of neural network was also
utilised to further process data and subsequently cor-
relate it with dierent cutting tool wear states. is
correlation was achieved by integrating and fusing the
data components in order to remove redundancy of sa-
lient information in the data. So, depending upon the
particular application, one channel of force was com-
bined with the acceleration and AE channels, in order
to create a 24-by-1 input vector for the neural network.
In a practical example of its use, for a plunge-grooving
operation, this system gave signicantly more detailed
information in the axial direction, whereas, in simple
longitudinal outside diameter turning, the tangential
force was found to be more useful and as such, appli-
cable.
e neural network architecture used in these
tool-condition monitoring machining trials, consist
of an: input layer (24 nodes); a single hidden layer (10
nodes); with and output layer (3 nodes). is particu-
lar ‘nodal-architecture’ was derived through arbitrary
experimentation, with ve and een nodes in the
hidden layer increasing the ‘convergence time’ with
no appreciable improvement in tool wear classication
performance. Finally, the output layer provided ve
tool wear categories
79
which depended on the particu-
lar machining application.
e tool-condition monitoring system – once de-
veloped at Southampton Solent University, was tted
onto a two-axis at-bed turning centre at the Atomic
Weapons Establishment (Aldermaston). e system
proved to operate successfully at both establishments,
which was congured to; capture cutting data; reduce
and process the sensor data; apply the ‘previously-con-
gured’ neural network, then correlate all of this in-
formation into dierent tool wear states – in a mean-
ingful manner.
B
y utilising these ‘AI – neural networks’ , they have
the potential to evolve into an: adaptive on-line fee-
drate control system, which could be integrated into
the tool-changing system for a CNC machine tool.
Moreover recently, similar sensors have been utilised
to monitor the machining process and data fusion/
analysis, through the application of neural networks
and/or fuzzy-logic-based techniques.
79 ‘Tool wear states’ , were achieved by the system output gener-
ated in the form of a [1 x 3] output vector, which is a binary
encryption of ve wear states – being dened as follows: 000
– minimal ank wear; 001 – minor ank wear; 010 – major
ank wear; 011 – minor tool damage (chipping); 111 – major
tool damage (chipping).
Machining and Monitoring Strategies 541

Figure 261. Tool condition monitoring using articial neural networks. [Source: Littlefair, Javed & Smith,
1995]
.
542 Chapter 9