Satas D., Tracton A.A. (ed.). Coatings Technology Handbook
Подождите немного. Документ загружается.

51
2
ZAVISZA
In practice, however, the maximum nitrogen level that can be achieved is 13.8%.
This corresponds to a degree of substitution of 2.9. At this level nitrocellulose does not
possess properties that are useful for coatings use. Film forming properties are better at
degrees of substitution between 1.8 and 2.3.
1.2 Degree
of
Polymerization
The degree of polymerization of nitrocellulose is the number
of
anhydroglucose units that
are linked together to form one molecule. The more units are linked, the higher the viscosity
of the nitrocellulose in solution at a given concentration. Commercial nitrocellulose is
categorized into grade by the viscosity
of
a
12.2% solids solution at 25°C in terms of
centipoise or the time it takes, in seconds, for a metal ball of
a
specified size to fall a
measured distance through the solution. The solvent system used is usually
55
parts by
weight toluene, 25 parts denatured ethanol, and 20 parts ethyl acetate.
1.3 Types and Grades
Nitrocellulose is divided into types according to the nitrogen content of the product, which
reflects higher or lower degrees of substitution. The lowest commercially useful nitrogen
content is
1 1
%
(10.0-
1
1.2%). This corresponds to
a
degree
of
substitution
of
1.8-2.1.
This type is further classified into viscosity grades ranging from 30-35 cp' to
40-60
seconds. These grades are useful in lacquers for paper and foil, low odor lacquers, sealers,
fillers, printing inks, and plastics. At this level of nitrogen, nitrocellulose is more tolerant
of alcohol than higher nitrogen types.
A second type has an average nitrogen content of
1
1.5%
(1
1.3-
1
1.7%). Viscosity
grades of
0.5
and
5-6
seconds
are
available for use in lacquers for coating cellophane,
paper, and textiles.
The next type contains an average of 12% nitrogen (1 1.8-12.2%) and is available
in
a
large number
of
viscosity grades, from 18-25 cp to 2000 seconds. This type is more
tolerant of aromatic hydrocarbon solvents, such
as
toluene, and less tolerant of aliphatic
hydrocarbons. This grade is compatible with many resins and has many uses. It is used
in coatings for wood, metal, paper, textiles, and foil; for lacquer emulsions for wood and
metal; and for architectural finishes, adhesives, cements, and inks. Higher nitrogen levels
(>
13%) find use in the manufacture of gun propellants and explosives.
Solubility and viscosity in solution and compatibility of nitrocellulose with
a
variety
of modifiers. such
as
plasticizers, resins, and pigments, determine its usefulness in prepar-
ing lacquers and coatings. The chapter appendix is
a
table of the typical properties of
nitrocellulose containing 12% nitrogen, the type most commonly used for lacquers and
coatings.
2.0
SOLUBILITY
2.1 Solvents and Diluents
The generally used method of formulating nitrocellulose coating systems features volatile
solvents that dissolve the nitrocellulose and its modifiers
to
form
a
homogeneous system
(with the exception of pigments and fillers).
'
The viscosity
of
very low molecular weight nttrocellulose
IS
measured and described
in
centlpoisc. The falling
ball method
IS
used
for
times
of
a quarter-second and hlgher. Thls results In
a
change
of
units used to describe
the vlscoslty grades.
NITROCELLULOSE
51
3
The resulting formulation can then be applied to the substrate by one of a number
of methods such
as
brushing, spraying, or curtain coating. The solvent evaporates
to
leave
a
solid film on the substrate.
True solvents are liquids that will dissolve nitrocellulose completely. For 12% nitro-
gen nitrocellulose, these are ketones, esters, amides, and nitroparaffins. Some solvents,
such
as
ethyl or isopropyl alcohol, will not dissolve nitrocellulose
on
their own. They
may be added to true solvents without precipitating the nitrocellulose. These are termed
“cosolvents.” Aliphatic and aromatic hydrocarbons are nonsolvents. Termed “diluents.”
they may be added
to
nitrocellulose solutions in limited amounts without precipitation,
to
lower cost and improve solubility
of
resin modifiers. Aromatics may usually be added to
a
greater extent than aliphatics. At the lower nitrogen level of 11%, more hydrocarbon
can be added to the nitrocellulose solution without precipitation.
Dilution ratio is the ratio of the volume
of
diluent that can be added to
a
given
volume of nitrocellulose solution in a true solvent before separation of the nitrocellulose
takes place. For example, starting with
8
g of nitrocellulose in
100
m of solvent, butyl
acetate, the dilution ratio for toluene is
2.75
compared with 1.5 for
MV&P
naphtha (an
aliphatic hydrocarbon mixture). Different solvent-diluent combinations will have different
dilution ratios and must be measured separately. When ethanol,
a
cosolvent, is combined
with
a
true solvent, the dilution ratio for
a
given diluent is higher than with the true solvent
alone. Raising the temperature will usually lower the dilution ratio for a diluent-solvent
mixture.
2.2
Viscosity Effects
The viscosity of
a
polymer solution will normally increase with the solvating power of
the solvent at
a
given concentration, because this allows the polymer
to
stretch out further
and to become entangled with other polymer molecules more easily. A poorer solvent
forces the polymer
to
become more compact and to occupy a smaller volume, resulting
in
a
lower solution viscosity.
Toluene is
a
poorer solvent for nitrocellulose than esters
or
ketones. Up to
a
point,
however, it may be added to solutions of nitrocellulose in true solvents, such as esters on
ketones, without precipitating the nitrocellulose. The effect is that the viscosity of the
resulting solution is lower for solutions containing toluene than without it at the same
solids level. This technique allows a formulator to maximize the solids level for
a
given
application viscosity. The most common diluents used in this way are toluene and xylene.
Solutions prepared of nitrocellulose exhibit
a
viscosity drop on standing. A solution
of half-second grade at
20
wt% solids in an ethanol-toluene-ethyl acetate solvent blend
exhibits, for example,
a
viscosity of
3.8
seconds by
a
falling ball method
1
hour after
addition of the solvent but
3.5
seconds after 24 hours. This viscosity loss will stop after
a
finite time.
2.3
Blushing
Formulating lacquers that contain too great a percentage of rapidly evaporating solvents
may result in
a
white chalky appearance upon drying. The cause
of
this is cooling
of
the
film surface below the atmospheric dew point by the evaporating solvent, condensing
water onto the film. If sufficient moisture is condensed, the nitrocellulose can precipitate.
This blushing problem is worsened during humid weather.
51
4
ZAVlSZA
The remedy for blushing is to add a slowly evaporating solvent to the solvent blend.
This has the effect of retarding the evaporation rate and lowering the cooling effect.
Examples
of
such solvents are diisobutyl ketone, methyl amyl acetate, amyl acetate, methyl
amyl ketone, and 2-butoxyethanol.
Blushing or haze formation can also occur when a poor solvent, which has a slow
evaporation rate is used with a fast. good solvent. The good solvent will evaporate first,
causing precipitation of the nitrocellulose by the poor solvent. Too much high boiling
hydrocarbon diluent will do this.
2.4 Solution Preparation
The type
of
mixing apparatus is usually the preparer’s choice.
A
vertical tank with propeller
or disc agitators works well. Laboratory samples are easily dissolved by tumbling or rolling
jars containing the nitrocellulose and solvent. If a solvent blend is to be used, it is best
to disperse or wet the nitrocellulose with the cosolvent or diluent first, then add the active
solvent portion. This procedure will reduce the time required to effect solution. Solvent
blends containing higher ratios of diluent to active solvent will take longer to dissolve the
nitrocellulose than those with lower diluent ratios.
3.0
FILM
PROPERTIES
Film properties of nitrocellulose are affected by the solvents used. the casting technique,
the drying conditions, as well as other parameters. Different types
of
modifier are also
used to alter nitrocellulose dry film properties. Nitrocellulose is only one ingredient in
lacquers and coatings. The following description of modifiers is intended
to
give a flavor
of
how nitrocellulose systems may be modified.
3.1
Plasticizers
Plasticizers are nonvolatile materials added
to
control flexibility and elongation
of
a film.
Plasticizers should be nonvolatile, colorless, odorless, and tasteless. They should be non-
toxic and should provide a maximum flexibility with nlinimum loss in film strength and
toughness. They should not destabilize the film chemically.
Plasticizers fall into two types: solvent and nonsolvent. Solvent-type plasticizers are
those that exhibit complete miscibility with nitrocellulose
in
all proportions. Examples
are dibutyl phthalate and diisononyl phthalate.
Nonsolvent-type plasticizers neither dissolve nor cause formation
of
colloidal nitro-
cellulose at room temperature. However, they are compatible with nitrocellulose in solution
and in the dry film. Examples of nonsolvent-type plasticizers are castor oil and polymeric
or polyester-type plasticizers. The polymeric plasticizers improve flexibility and have very
low volatility, are nonmigrating and nonspewing, and do
not
leave the film at elevated
temperatures.
3.2 Resins
Resins are used in nitrocellulose coating compositions to improve the degree of film build
by increasing the solids content at
a
given viscosity (i.e., spray viscosity). Depth. gloss,
and adhesion can also be promoted by added resin.
NITROCELLULOSE
51
5
Natural resins, such
as
shellac, dammar, elemi, and mastic, were some
of
the first
resins used to modify nitrocellulose. Most
of
these resins are not film formers in themselves
and do not improve tensile strength, flexibility, or elasticity. The use of natural resins is
limited.
Some synthetic resins now available are designed to have specific properties that
make them generally more adaptable for use in lacquers than natural resins. Alkyd resins
are widely used. They are prepared by reacting a polyhydric alcohol, such
as
pentaerythri-
tol, with a polybasic acid, such as phthalic acid. Alkyd resins modified with drying oils
or unsaturated fatty acids are good film formers. Addition of nitrocellulose to these resins
accelerates the drying time and often eliminates the need for baking.
Phenol-formaldehyde resins have excellent resistance to alcohols, acids, and alkalies.
When used with nitrocellulose, however, there may be compatibility problems and poorer
color stability. Other useful resins are acrylic resins, vinyl resins such
as
polyvinyl butyral
and polyvinyl acetate, certain polyamides, epoxies, and low molecular weight polyesters.
Pigments are added for producing opaque, colored finishes. Because nitrocellulose
tends to be degraded in sunlight, some pigments extend the service life
of
films exposed
to
sunlight. Certain pigments should be avoided because they show alkaline reactions,
which cause nitrocellulose degradation.
3.3
Cross-Linkable Coating Systems
Soluble nitrocellulose contains residual hydroxyl groups that may be utilized to prepare
coatings that are cross-linked to other vehicle materials through these hydroxyls. Some
groups that react with these hydroxyls are methylolamino and alkylated methylolamino
groups, isocyanates, and epoxides.
Catalyzed
nitrocellulose-alkyd-aminoplast
systems
are
systems that will cure by acid
catalysis. The nitrocellulose and the alkyd provide the hydroxyl groups. The aminoplast
can be an alkylated urea- or melamine-formaldehyde resin. These systems are catalyzed
to
cross-link with a strong acid, such as p-toluenesulfonic acid or phenyl acid phosphate.
The coatings produced are tough and solvent resistant and find application
on
kitchen
cabinets. Once catalyzed, the system must be used promptly because the solution will gel
with time.
Nitrocellulose-urethane systems are prepared from the reaction of a polyisocyanate
with nitrocellulose. The coatings may be toughened by the addition
of
a polyol such as
a polyester, acrylic. vinyl, or alkyd polyol. Each of these polyols will give different proper-
ties. Conventional urethane catalysts, such
as
zinc octoate, may be used to speed up the
cross-linking.
Epoxy-containing resins may be used; but since the available hydroxyls in nitrocellu-
lose are less reactive than the usual polyols in epoxy systems, they are not used extensively
for coatings systems.
3.4
Safety Considerations
Some basic safety precautions must be observed because nitrocellulose is a very flammable
material. It is sold wetted with some material such
as
ethanol or isopropanol, which lowers
its flammability. It should never be allowed to dry, because then it is extremely flammable.
No spark-producing sources, flames, or heat or static electricity sources should come
into proximity
of
nitrocellulose. Nitrocellulose containers should be kept tightly closed.
Smoking must be prohibited when handling nitrocellulose or its solvents, diluents.
or
51
6
ZAVlSZA
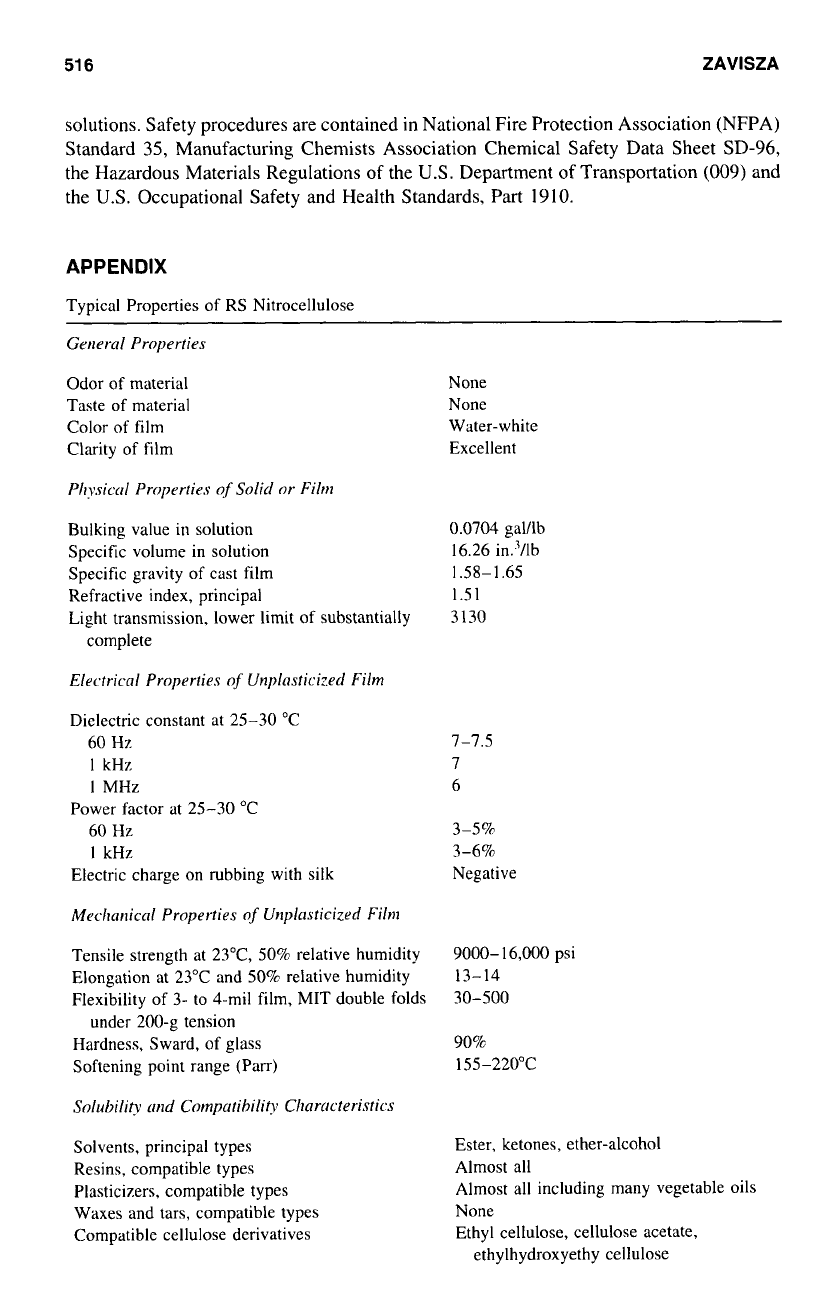
solutions. Safety procedures are contained
in
National Fire Protection Association (NFPA)
Standard
35,
Manufacturing Chemists Association Chemical Safety Data Sheet SD-96,
the Hazardous Materials Regulations of the
U.S.
Department
of
Transportation (009) and
the
U.S.
Occupational Safety and Health Standards, Part 1910.
APPENDIX
Typical Properties
of
RS Nitrocellulose
~~
Generol
Properties
Odor of material
Taste of material
Color of film
Clarity of film
Physicul Properties
of
Solid
or
Film
Bulking value
in
solution
Specific volume in solution
Specific gravity of cast film
Refractive index, principal
Light transmission, lower limit of substantially
complete
Electrical Properties
of
Unplasticized Film
Dielectric constant at 25-30
"C
60 Hz
I
kHz
1
MHz
Power factor at 25-30
"C
60
Hz
I
kHz
Electric charge on rubbing with silk
Mechcrnical Properties
of
Urlplasficized Film
Tensile strength at 23"C,
50%
relative humidity
Elongation at 23°C and
50%
relative humidity
Flexibility of
3-
to 4-mil film, MIT double folds
under 200-g tension
Hardness, Sward, of glass
Softening point range (Parr)
Solubility
trrzd
Compcrtihility Cllnrcrcterisfics
Solvents, principal types
Resins, compatible types
Plasticizers, compatible types
Waxes and tars, compatible types
Compatible cellulose derivatives
None
None
Water-white
Excellent
0.0704
gal/lb
16.26 in.'/lb
1
.58-
1.65
1.51
3130
7-7.5
7
6
3-5%
3-6%
Negative
9000-
16,000 psi
13-14
30-500
90%
155-220°C
Ester, ketones, ether-alcohol
Almost
all
Almost
all
including many vegetable oils
None
Ethyl cellulose, cellulose acetate,
ethylhydroxyethy cellulose
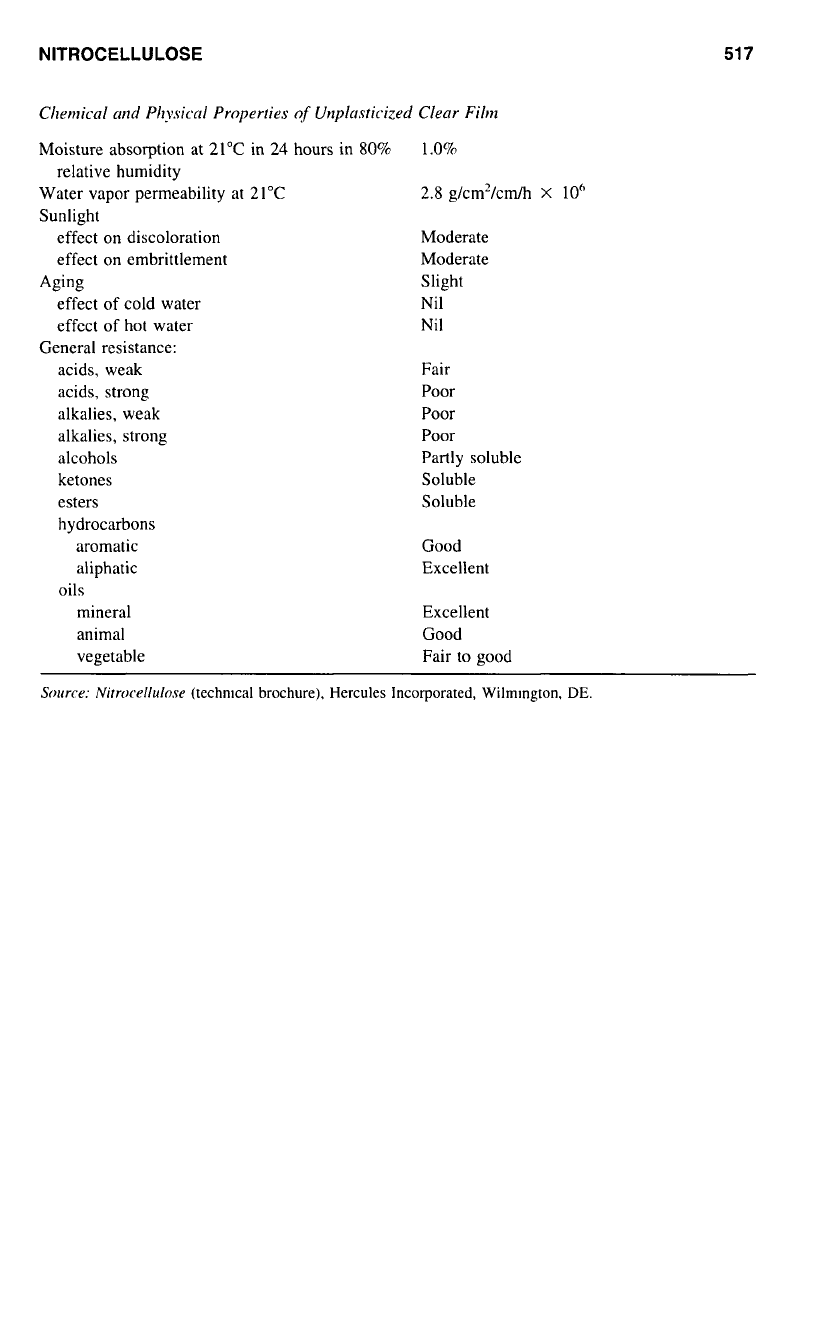
NITROCELLULOSE
51
7
Chen~ical
and
Phyicrrl Properties
of
Unplasticized Clear Film
Moisture absorption
at
21°C
in
24
hours in
80%
1.0%
relative humidity
Water vapor permeability at
21°C
2.8
g/cm'/cm/h
X
10"
Sunlight
effect on discoloration Moderate
effect on embrittlement
Aging
effect of cold water
effect of hot water
acids, weak
acids, strong
alkalies,
weak
alkalies, strong
alcohols
ketones
esters
hydrocarbons
aromatic
aliphatic
mineral
General resistance:
oils
Moderate
Slight
Nil
Nil
Fair
Poor
Poor
Poor
Partly soluble
Soluble
Soluble
Good
Excellent
Excellent
animal Good
vegetable Fair to good
Sowcet
Nilroce//u/ose
(technlcal brochure), Hercules Incorporated, Wilmlngton,
DE
This Page Intentionally Left Blank
60
Soybean, Blood, and Casein Glues
Alan
Lambuth
Boise
Cnscrrde,
Boise,
Idrlro
1.0
SOYBEAN
GLUES”*
1
.l
Preparation
Of
all
the available agricultural “seed meals,” only soybean meal has ever developed
any significant use
as
a
raw material for wood glues. The principal reason is that its protein
content, the active constituent for adhesives, is the highest available among commercial
seeds and legumes. The protein assay of oil-free soybean meal ranges from about 35
to
55% on
a
dry basis and averages
44-50%
in commercially blended soybean meals and
flours. The remaining dry meal content consists of about 30% carbohydrates, 3% fiber,
and
6%
ash.
In addition to protein, soybeans contain
a
very high percentage
of
triglyceride
oil,
which
is
useful in many ways.
As
a
result
of
this unusually high content of both edible
protein and unsaturated
oil,
soybeans have been
a
very important agricultural crop to
mankind for about
5000
years. In view of this long history as
a
foodstuff, the use
of
soybeans in adhesives for wood is
a
very recent development, dating only from about
1920.
In practice, the oil
is
removed from coarse-ground soybean meal by high pressure
extrusion or solvent extraction. The two products are then sold separately into their respec-
tive markets. The extracted soybeans,
as
meal or flour, are widely used for human nutrition
around the world. For these food applications, soybean meal is deliberately heated or
“toasted” during processing
at
temperatures above 160°F
to
enhance the digestibility
of
its proteins and carbohydrates. When soybean meal is intended for adhesives uses, the
processing temperature is carefully maintained below 160”F, to preserve the alkaline solu-
bility of its protein content. To further prepare
it
for adhesive applications, oil-free soybean
meal is ground to an extremely fine flour, mostly through
a
325-mesh screen. At this
fineness, measurements for process control must be made by
a
standard test of fine powders
51 9
520
LAMBUTH
for specific surface, calibrated in square centimeters per gram. The normal range
of
specific
surface
for
“adhesive grade” soybean flour is 3000-6000 cm’lg.
1.2
Wood
Glues
To become an adhesive for wood or paper, soybean flour must first be wetted with plain
water and then reacted with
a
strong alkali such
as
sodium hydroxide or trisodium phos-
phate. (The alkali should not be present during initial wetting, or permanent lumps of dry
flour will form.) The chemical action of the alkali
on
wetted soybean flour particles is to
unfold or “disperse” their complex protein structure, making
all
functional sites available
for reaction with wood functional groups. The carbohydrate content
of
soybean flour
becomes similarly dispersed. While this alkaline dispersion step is essential for converting
soybean proteins into useful adhesives, it
also
starts
a
slow process by which the same
proteins gradually lose viscosity and adhesive efficiency through hydrolytic destruction.
As
a
result, soybean glues have
a
definite working life, usually 6-8 hours at inside tempera-
tures. Fortunately, the acids in wood neutralize most of the dispersing alkali shortly after
glue application,
so
the dry adhesive bonds of soybean glues to wood surfaces are preserved
indefinitely.
As
the strong alkali
in
soybean glue reacts with wood,
it
causes
a
distinctive brown
discoloration called alkali stain. This prominent glue line discoloration has limited the use
of
soybean adhesives in fine furniture and paper products, for example.
As
a
result, soybean
adhesives have found their widest application in structural and paint-grade wood products
such
as
plywood, millwork, flush doors, and prefabricated assemblies. It is possible to
prepare nonstaining soybean glues for wood and paper by using much milder alkaline
dispersing agents such
as
calcium or ammonium hydroxide. However, the
full
adhesive
potential of soybean protein is not developed by these moderate alkaline treatments. The
resulting glues yield significantly lower bond strengths, adequate for paper and chipboard
but not really satisfactory for structural wood joints.
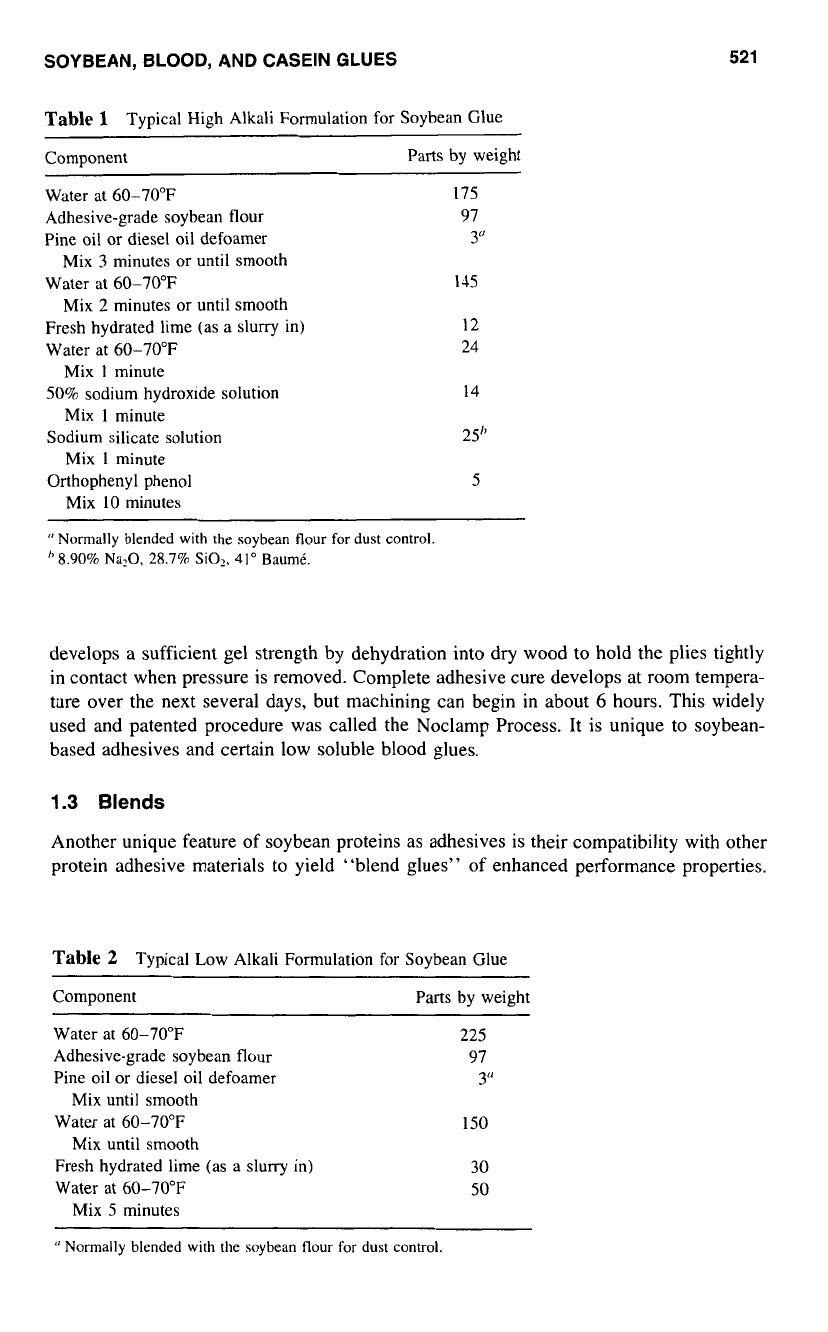
Typical high and low alkali adhesive formulations are given in Tables
1
and 2. The
high alkali glue mix was used successfully from about 1930 to
1960
to bond interior-
grade soft-wood structural plywood.
The addition
of
hydrated lime and sodium silicate in the high alkali formulation
accomplishes two purposes: it helps maintain
a
level glue viscosity for
a
longer working
life, and it improves the water resistance
of
the cured adhesive bond by forming water-
soluble proteinates. Orthophenyl phenol imparts long-term mold and bacteria resistance
to soybean adhesive bonds when glued wood products are intended for use in highly humid
locations. It is currently approved by the
U.S.
government for this purpose.
Since the alkaline pH of calcium hydroxide is
so
moderate, lime and soybean flour
can
also
be blended into
a
single dry package, requiring only the addition
of
water (in
two steps) to prepare the adhesive. This formulation
has
been used extensively
as
a briquet-
ting binder for charcoal and other powdered materials and for paper laminating to wood.
One of the big advantages of soybean glues over many synthetic resin adhesives is
their capability to be cured either hot or cold. Hot curing is accomplished in
a
conventional
steam or oil-heat press at temperatures between 230 and about 270°F. For plywood,
a
pressure
of
175 psi is generally employed. Curing time is about
1.5
minutes per quarter
inch of panel thickness, the higher press temperatures being used for the thicker panels.
On dry wood, the cold curing of soybean glues is accomplished in an unheated press at
about 150-175 psi
in
15 minutes. During this clamping cycle, the soybean glue film
SOYBEAN, BLOOD, AND CASEIN GLUES
521
Table
1
Typical High Alkali Formulation for Soybean Glue
Component Parts by weight
Water at 60-70°F 175
Adhesive-grade soybean
flour
97
Pine oil or diesel oil defoamer
3
Water at 60-70°F 145
Fresh hydrated lime
(as
a
slurry
in) 12
Water at 60-70°F 24
50% sodium hydroxide solution
14
Sodium silicate solution 25”
Orthophenyl phenol 5
Mix
3
minutes or until smooth
Mix 2 minutes or until smooth
Mix
1
minute
Mix
1
minute
Mix
1
minute
Mix
IO
minutes
~ ~~~
“
Normally blended with
the
soybean
flour
for
dust
control
”
8.90%
NazO.
28.7% SiO?, 41”
Baume.
develops a sufficient gel strength by dehydration into dry wood to hold the plies tightly
in contact when pressure is removed. Complete adhesive cure develops at room tempera-
ture over the next several days, but machining can begin in about
6
hours. This widely
used and patented procedure was called the Noclamp Process. It is unique to soybean-
based adhesives and certain low soluble blood glues.
1.3
Blends
Another unique feature of soybean proteins as adhesives is their compatibility with other
protein adhesive materials to yield “blend glues”
of
enhanced performance properties.
Table
2
Typical
Low
Alkali Formulation for Soybean Glue
Component Parts by weight
Water at 60-70°F
Adhesive-grade soybean flour
Pine oil
or
diesel oil defoamer
Water at 60-70°F
Mix until smooth
Mix until smooth
Fresh hydrated lime
(as
a
slurry
in)
Water
at
60-70°F
Mix 5 minutes
225
97
3“
150
30
50
l‘
Normally blended with the soybean
flour
for
dust control.