Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
Меры предосторожности при использовании фиксированного цикла
(1) Перед тем, как будет задан фиксированный цикл, шпиндель должен вращаться в
определенном направлении при помощи команды M (M3 или M4).
(2) Если данные основной оси, дополнительной оси или R присутствуют в режиме
фиксированного цикла, будет выполняться операция сверления отверстий. Если
данные отсутствуют, сверление отверстий производиться не будет.
Следует учитывать, что даже при наличии данных оси Х, если задана команда
выдержки времени (G04), сверление отверстий производиться не будет.
(3) Задать данные сверления отверстий (Q, P, I, J, K) в блоке, в котором производится
выполнение сверления отверстий.
(Блок, содержащий данные основной оси, дополнительной оси или R.)
(4) Фиксированный цикл может быть отменен при помощи команд G00 - G03 или G33 за
исключением команды G80. Если данные команды заданы в одном блоке с
фиксированным циклом, происходит следующее.
(Где 00 - 03 и 33 равны m, а код фиксированного цикла равен n)
Следует учитывать, что для команд G02 и G03, R будет распознаваться как радиус дуги.
(5) Если функция M задана в одном блоке с командой фиксированного цикла, выводятся
коды M и MF во время исходного позиционирования. Переход к следующей операции
будет производиться при помощи сигнала FIN (сигнал окончания).
Если задано количество повторений, указанные выше команды управления будут
выполняться только для первого раза.
(6) Если задана другая ось управления (за исключением оси вращения, дополнительной
оси) в одном блоке с осью управления фиксированного цикла, фиксированный цикл
будет выполняться, после того как первой произойдет перемещение другой оси
управления.
(7) Если количество повторений L не задано, будет задано значение L1. Если задано
значение L0 в одном блоке с командой G кода фиксированного цикла, произойдет
запись данных обработки отверстий, однако обработка отверстий производиться не
будет.
(Пример) G83.1 X __ Y___Z __ R __ Q __ P___F __ LO___;
Выполнение Только запись кода с адресом
(8) При выполнении фиксированного цикла только модовые команды, заданные в
программе фиксированного цикла, будут действительными в подпрограмме
фиксированного цикла. Мода программы, отвечающая за вызов фиксированного
цикла, остается без изменений.
(9) Другие подпрограммы не могут быть вызваны из подпрограммы фиксированного цикла.
(10) Десятичные точки в команде движения будут игнорироваться во время подпрограммы
фиксированного цикла.
(11) Если количество повторений L равно 2 и более в режиме инкрементного значения,
каждый раз будет также производиться приращение позиционирования.
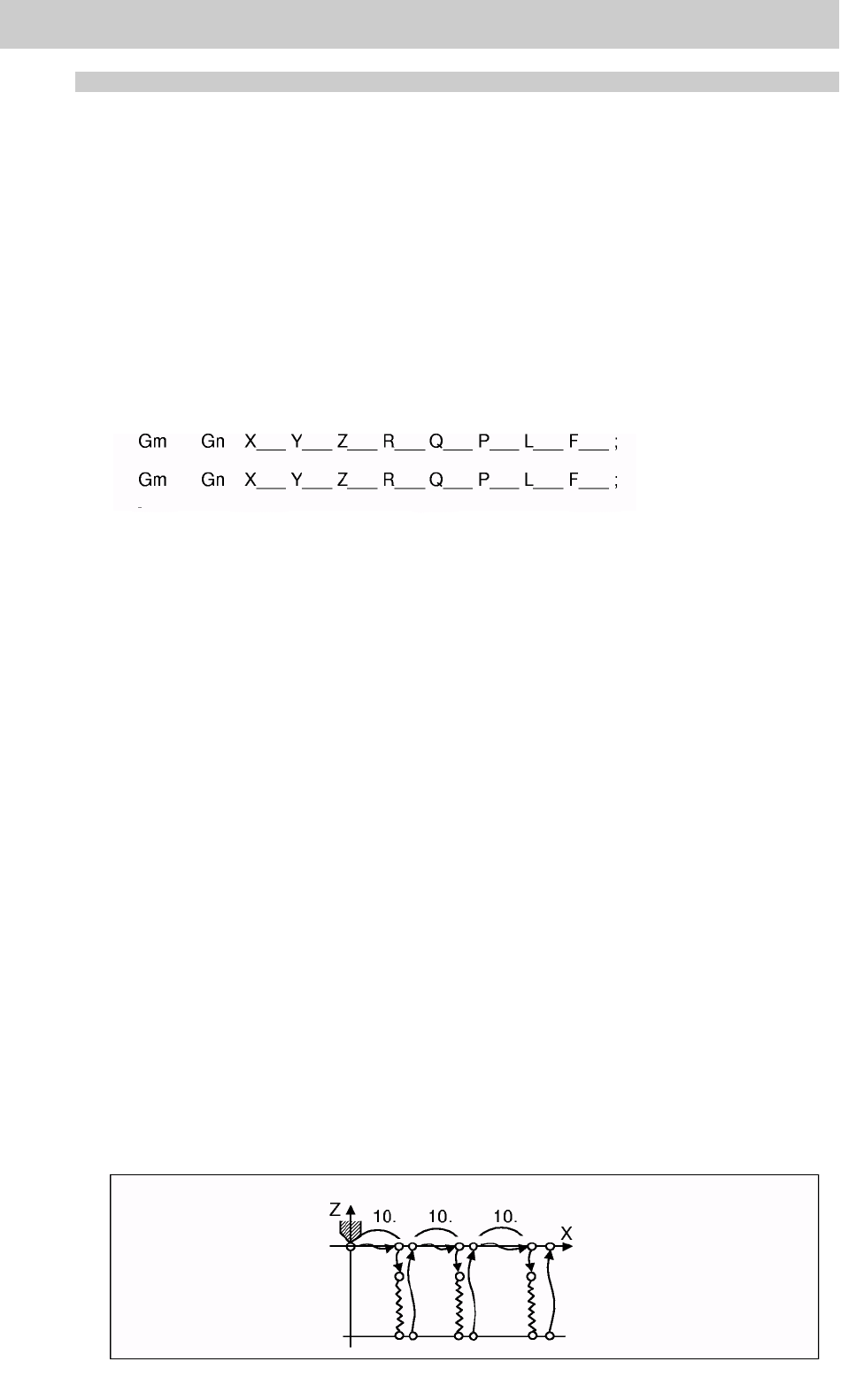
(Пример) G91 G81 X10. Z-50. R-20. F100. L3 ;
342
пропус
к
Выполнение Пропуск Запис
ь
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
(12) Если значение скорости вращения шпинделя во время возврата менее скорости
вращения шпинделя, значение скорости вращения шпинделя будет действовать даже
во время возврата.
(13) Если одно из наклонений 2-ой и 3-ей ступени ускорения/замедления согласно
скорости вращения шпинделя и постоянных времени, заданных в параметрах, будет
круче наклонения предыдущей ступени, действительным будет наклонение
предыдущей ступени.
(14) Если значения, заданные в параметре базовой спецификации шпинделя "stap1 -4"
(скорость вращения метчика) и "taps21-24" (скорость вращения шпинделя
переключения синхронного нарезания метчиком 2), превышают максимальную
скорость вращения, скорость вращения шпинделя будет зафиксирована на
максимальной скорости вращения.
(15) Если скорость вращения шпинделя при возврате равна 0, значение ручной коррекции
возврата метчика будет недействительным.
(16) В блоке, в котором направление движение любой из осей изменяется на обратное,
как показано ниже, нагрузка сервосистемы значительно увеличивается, поэтому
нельзя задавать диапазон выхода на заданную позицию в программе обработки.
G0 X100., 110.0;
X-200. ;
(17) Если диапазон выхода на заданную позицию, заданный при помощи
программируемой команды выхода на заданную позицию, увеличивается, время
позиционирования и линейной интерполяции может быть уменьшено. Однако при
этом также произойдет увеличение позиционной погрешности предыдущего блока
перед выполнением следующего блока, так что может возникнуть помехи при
выполнении непосредственной обработки.
(18) Диапазон выхода на заданную позицию и позиционная погрешность сравниваются в
заданное время, так что позиционная погрешность в точке, рассматриваемой как
заданная позиция, будет меньше, чем заданный диапазон выхода на заданную позицию.
(19) Если диапазон выхода на заданную позицию, заданный при помощи программируемой
команды выхода на заданную позицию, будет небольшим, сначала может быть
выполнен контроль заданного замедления или контроль выхода на заданную позицию в
соответствии с установленными параметрами.
(20) Синхронное и асинхронное нарезание метчиком выбирается при помощи функции M.
[Параметры базовой спецификации]
#
Элементы
Подробное описание
Диапазон командных значений
1513
stapM M код для выбора синхронного нарезания
метчиком
0 to 99999999
Режим синхронного нарезания метчиком выбирается при помощи кода
внесистемной функции, задаваемой при помощи данного параметра.
Функция M может задаваться в одном блоке перед командой нарезания метчиком.
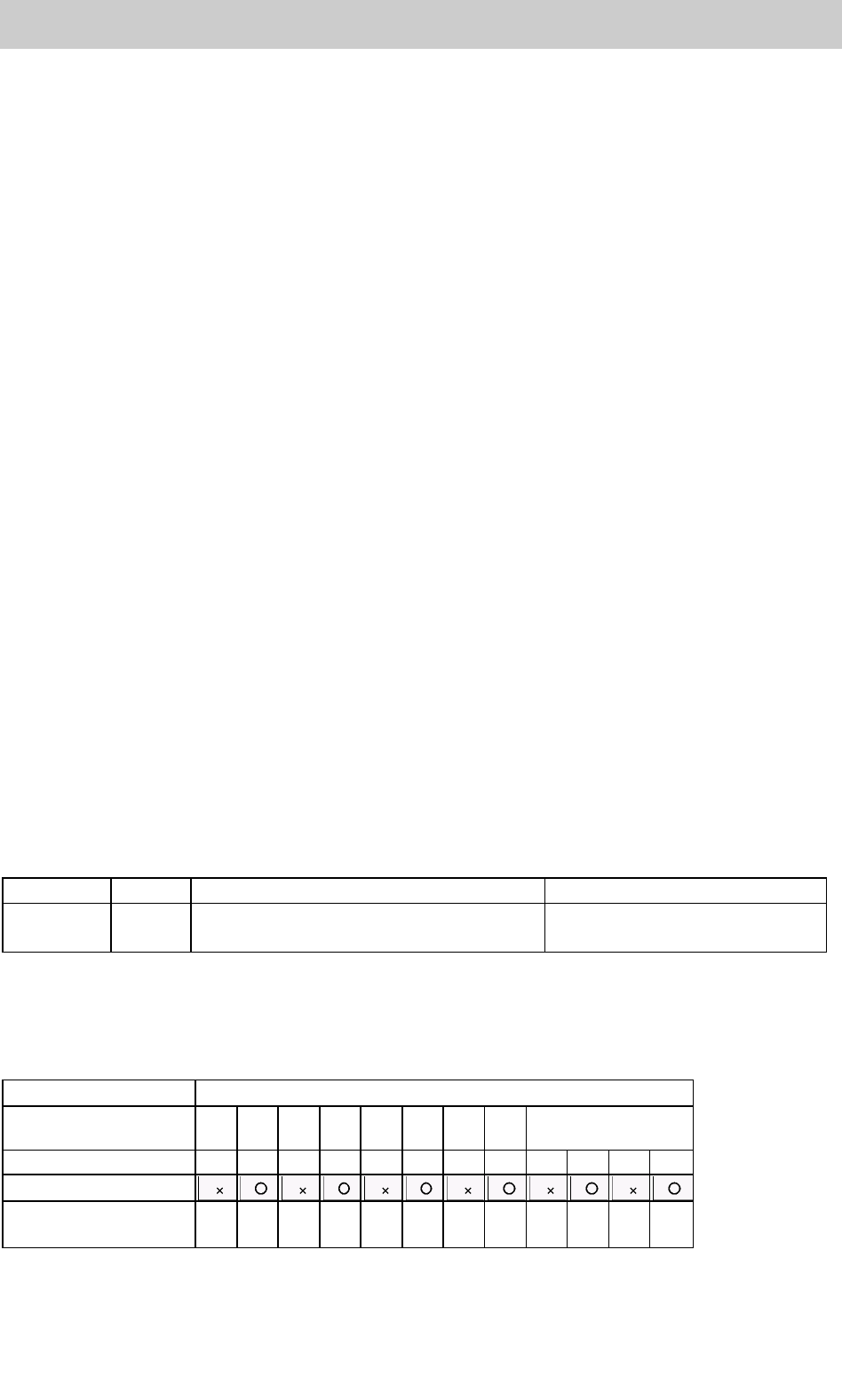
Синхронное и асинхронное нарезание метчиком будут соответствовать указанной ниже
комбинации.
Комбинация
Программная команда
(G84/G84.2))
0 0 0 0 1 1
1 1
Нет команды
#1229 (bit4) 0 0 1 1 0 0
1
1
0 0 1
1
Код функции M (M**)
Синхронный/
асинхронный выбор
A A A A S S S S A S S S
0: G84 x : не задает A : асинхронное нарезание
1: G84.2 O: задает S : синхронное нарезание
(Примечание 1) Нельзя использовать M00, 01, 02, 30, 98 или 99.
(Примечание 2) В зависимости от модели выбор при помощи функции M может быть
невозможен.
343
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
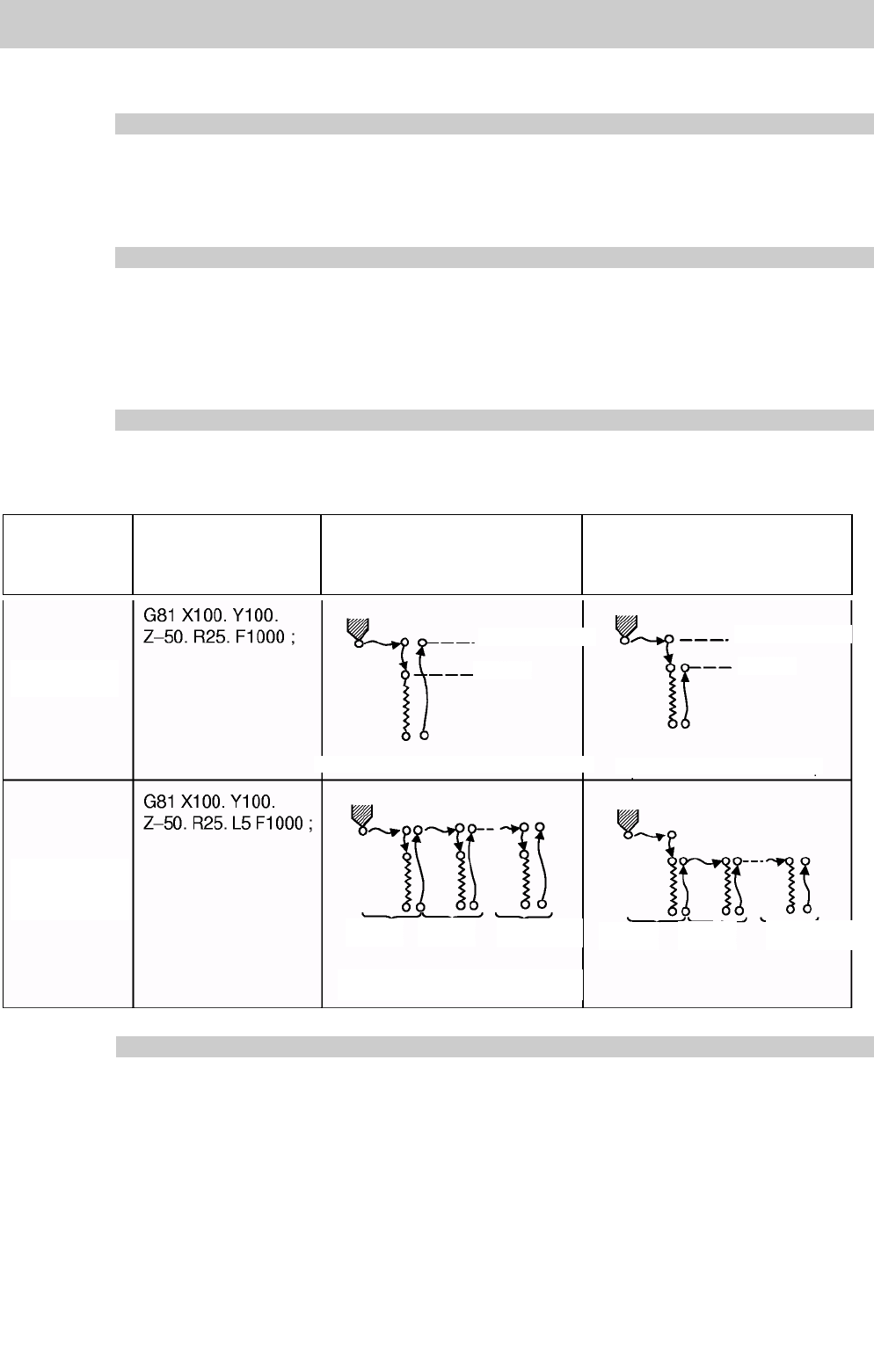
13.6.1 Возврат к исходной точке и уровню точки R; G98, G99
Функция и назначение
Возможен выбор между точкой R и исходным уровнем для уровня возврата в конечной
последовательности фиксированного цикла.
Формат команды
G98 ; Возврат к исходному уровню
G99 ; Возврат к уровню точки R
Подробное описание
Соотношение режима G98/G99 и заданного количества повторений приведена ниже.
Количество
раз
сверления
отве
р
стий
Пример программы
G98
При включении питания, отмене
при помощи M02, M30, и кнопки
сб
р
оса
G99
Пример программы
(Пример 1)
G82 Zz
1
Rr
1
Pp
1
Ff
1
L0 ;........ Только запись обработки отверстий (Нет выполнения)
Xx
1
Yy
1
;.......................... Выполнение операции сверления в режиме G82
Количество повторений фиксированного цикла задается при помощи L. Если задано L1
либо если L не задано, фиксированный цикл будет выполняться один раз. Диапазон
командных значений составляет 1 - 9999.
Если задано L0, происходит только запись данных обработки отверстий.
G8∆ XX
1
Yy
1
Zz
1
Rr
1
Pp
1
Qq
1
Ff
1
Ll
1
;
344
Исходная точка
Исходная точка
R точка
Только одно
выполнение
R точка
Выполняется возврат к исходному уровню
Выполняется возврат к точкеR
Второе и
последующее
выполнение
Второй
р
аз
Последний
р
аз
Первый
р
аз
Второй
р
аз
Последний
р
аз
Первый
р
аз
Выполняется возврат к исходному
ур
овню
д
ля всех повто
р
ений
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
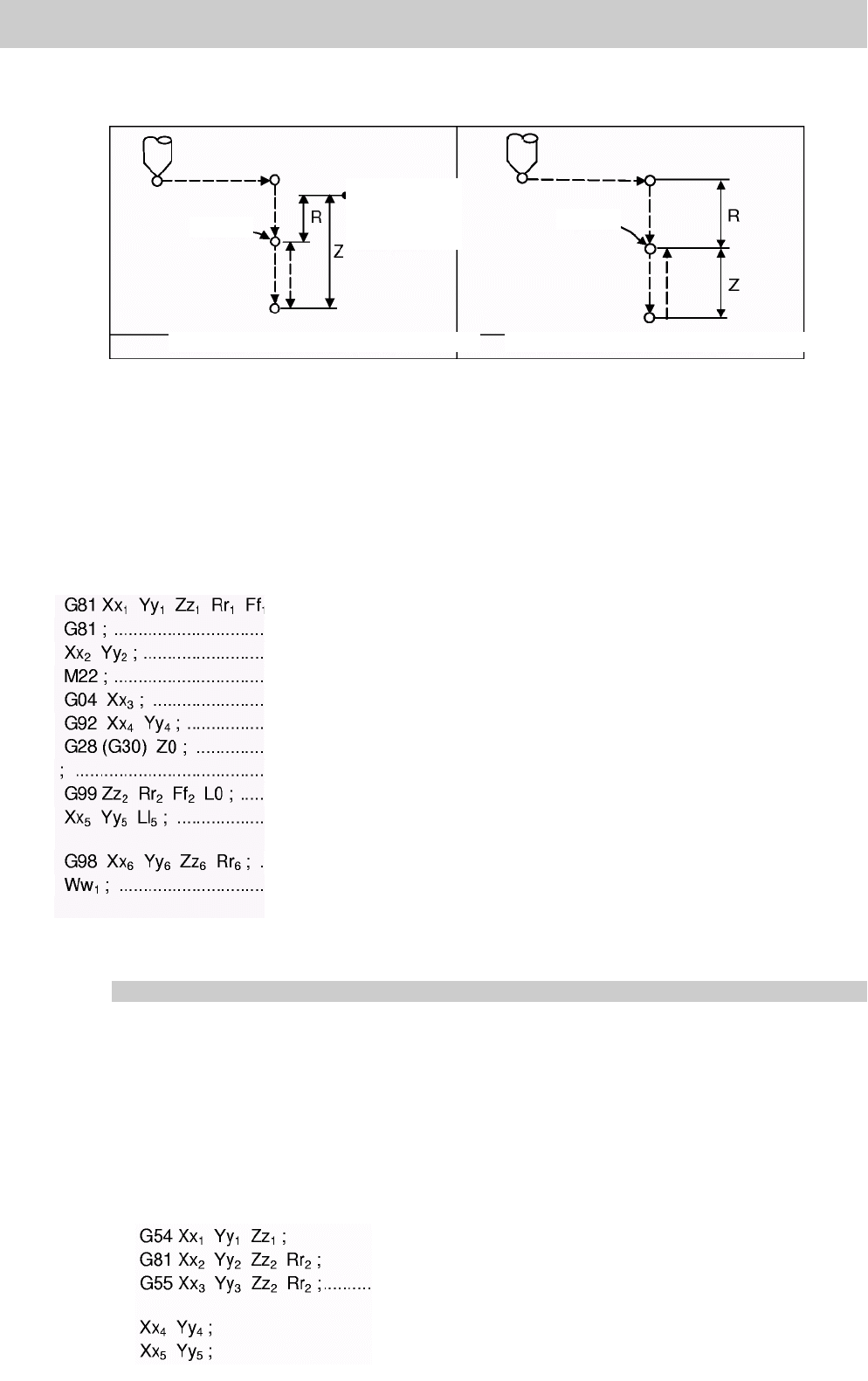
Принцип используемых данных отличается в зависимости от режима абсолютного
значения (G90) и режима инкрементного значения (G91), как показано ниже.
Задать командное значение с символом для X, Y и Z. R указывает значение координаты от
нулевой точки в режиме абсолютного значения, поэтому символ всегда должен
добавляться. Однако в инкрементном значении символ игнорируется и рассматривается
такой же символ, как для Z. Следует учитывать, что символы для G87 рассматриваются в
обратном значении.
Данные обработки отверстий фиксируются, как показано ниже в фиксированном цикле.
Данные обработки отверстий отменяются, если достигнуты команда G80 или команды G
(G00, G01, G02, G03, G2.1, G3.1, G33) в группе 01.
(Пример 2)
N001
5
N002
Только выбор последовательности фиксированного цикла
N003 Изменение точки позиционирования и выполнение фиксированного цикла
N004
Выполнение только M22
N005
Выполнение только выдержки времени
N006
Выполнение только настройки системы координат
N007
Выполнение только возврата в исходную точку (нулевую точку)
N008
Операция отсутствует
N009
Выполнение только записи данных обработки отверстий
N010
Изменение точки позиционирования и выполнение 15 раз
фиксированного цикла возврата в точку R
N011 Изменение точки позиционирования и выполнение фиксированного цикла
N012
Выполнени
е
оси Wв соответствии с модом группы 01 перед N001, затем
выполнение фиксированного цикла
13.6.2 Настройка координат заготовки в режиме фиксированного цикла
Функция и назначение
Перемещение заданной оси происходит вместе с системой координат заготовки, заданной
для данной оси.
Ось Z действительна после позиционирования точки R, после позиционирования или
после начала движения оси Z.
(Примечание) Если координаты заготовки изменены для адреса Z и R, следует произвести
перепрограммирование, даже если значения не изменились.
(Пример)
Задать повторно, даже если Z и R идентичны
предыдущим значениям.
345
Нулевая точка
абсолютного
значения оси Z
R
точка
R
точка
Режим абсолютного значения (G90) Режим инкрементного значения (G91)
13. Вспомогательные программные функции
13.7 Подпрограммное управление
13.7 Подпрограммное управление; M98, M99, M198
13.7.1 Вызов подпрограмм при помощи команд M98 и M99
Функция и назначение
Фиксированные последовательности или часто используемые параметры могут быть
сохранены в памяти как подпрограммы, вызов которых при необходимости производится из
основной программы. M98 предназначена для вызова подпрограммы, а M99 предназначена
для возврата операции из подпрограммы в главную программу. Кроме того, можно
производить вызов других подпрограмм из отдельных подпрограмм, глубина вложений
может при этом составлять до 8 уровней.
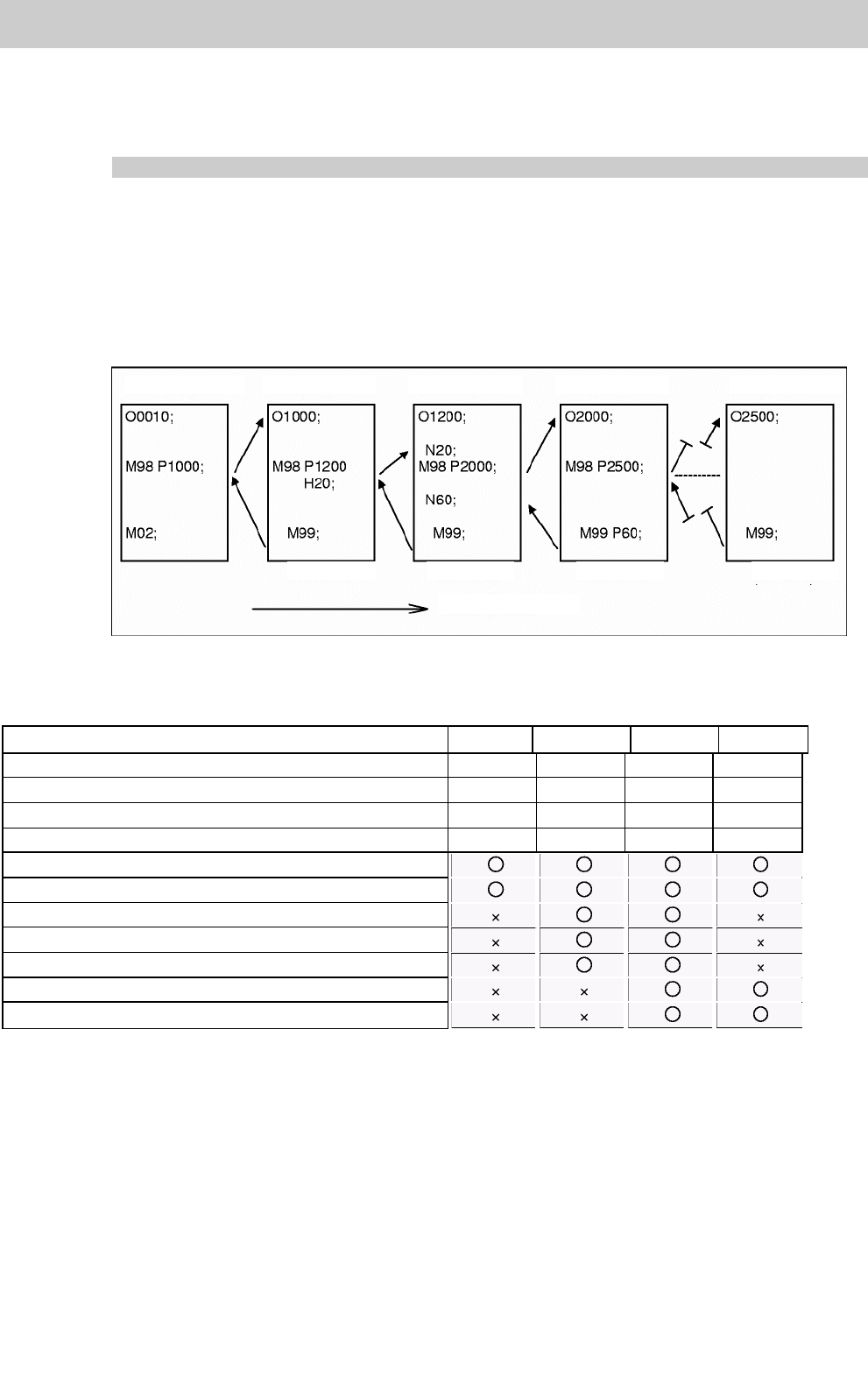
В следующей таблице приведены функции, которые могут выполняться посредством
добавления и комбинирования функций хранения на ленте и редактирования, функций
управления подпрограммами и функций фиксированных циклов.
Пример 1 Пример 2 Пример3 Пример 4
1 . Хранение на ленте и редактирование Да Да Да Да
2. Подпрограммное управление Нет Да Да Нет
3. Фиксированные циклы Нет Нет Да Да
Функция
1 . Операция памяти
2. Редактирование ленты (основная память)
3. Вызов подпрограммы
4. Задание переменной подпрограммы (Примечание 2)
5. Вызов уровня вложений подпрограммы (Примечание 3)
6. Фиксированные циклы
7. Редактирование подпрограммы для фиксированного цикла
(Примечание 1) "O" обозначает функцию, которая может быть использована, а "х" –
функцию, которая не может быть использована.
(Примечание 2) Переменные не могут переноситься вместе с командой M98, однако
переменные команды могут использоваться в подпрограммах при условии,
что доступна опция переменной команды.
(Примечание 3) Максимальное количество из 8 уровней образуют глубину вложений.
346
Осн. программа Подпрограмма Подпрограмма Подпрограмма Подпрограмма
(Уровень 1) (Уровень 2) (Уровень 3) (Уровень 4)
Глубина вложений
13. Вспомогательные программные функции
13.7 Подпрограммное управление
Формат команды
Вызов подпрограммы
M98 P_ H_ L_;
M98 Команда вызова подпрограммы
M99 Команда возврата из подпрограммы
P_ Номер вызываемой подпрограммы (та же программа, если опущено)
P может быть опущено только во время операции памяти и MDI.
(Макс. 8 знаков)
H_ Номер последовательности вызываемой подпрограммы (головной блок, если опущено)
(Макс 5 знаков)
L_ Количество повторений подпрограммы
(Если опущено, берется L1, и не выполняется при L0.)
(От 1 до 9999 раз согласно 4-значному значению.)
Например, M98 P1 L3 ; эквивалентно следующему:
M98 P1 ;
M98 P1 ;
M98 P1 ;
Возврат в основную программу из подпрограммы
M98 P_ L_ ;
P Номер последовательности возврата (возврат к блоку, следующему за
вызываемым блоком, если опущено).
_
L Количество раз после изменения количества изменений
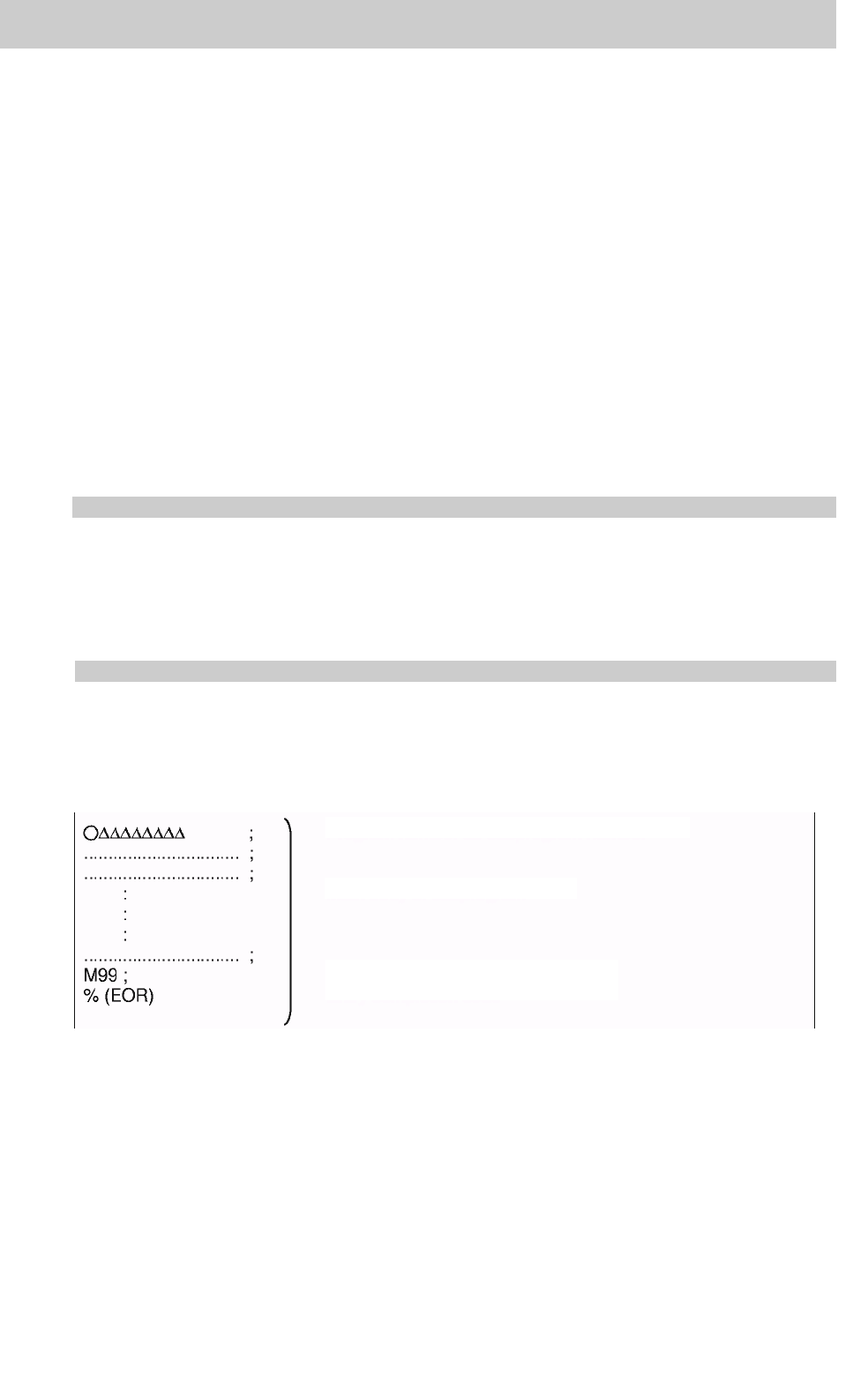
Создание и активация подпрограмм
Подпрограммы имеют такой же формат, как и программы обработки для стандартных
операций памяти за исключением команды завершения подпрограммы M99 (P_ L_ ) ;,
которая вводится как отдельный блок в последнем блоке.
(1) Ввод указанной выше программы производится посредством операций редактирования
в меню настройки и индикации. Для получения более подробной информации смотри
раздел программного редактирования в инструкции по эксплуатации.
(2) Только номера подпрограмм в диапазоне от 1 до 99999999, заданные при помощи
опциональных параметров, могут быть использованы. Если номера программы
отсутствует на ленте, они вводятся как номера настройки для "программного ввода."
(3) До 8 уровней вложений может быть использовано для вызова программ из
подпрограмм, при превышении данного количества выводится программная ошибка
(P230).
(4) Не существует различий между основными программами и подпрограммами, так как они
вводятся в последовательности, в которой они считываются. Это значит, что для
основных программ и подпрограмм не должны задаваться идентичные номера. (Если
они совпадают, выводится ошибка ввода "E11".)
347
Номер программы как номер подпрограммы
Основное тело подпрограммы
Команда возврата подпрограммы
Код завершения ввода
13. Вспомогательные программные функции
13.7 Подпрограммное управление
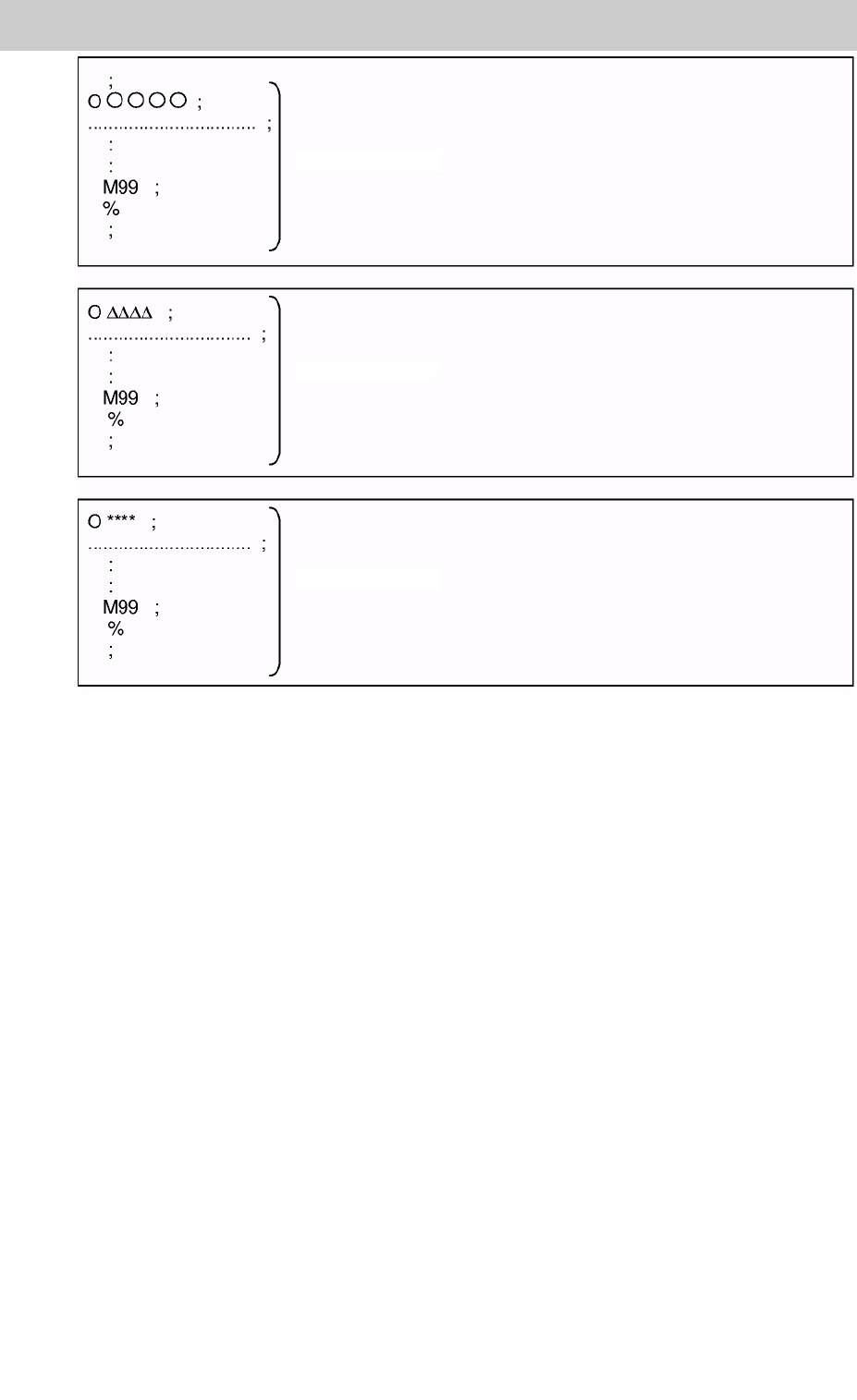
348
Подпрограмма A
Подпрограмма B
Подпрограмма C

13. Вспомогательные программные функции
13.7 Подпрограммное управление
Выполнение подпрограммы
Вызов подпрограммы
M98 Pp
1
Hh
1
LI
1
;
M98
Команда вызова подпрограммы
M99 Команда возврата из подпрограммы
Pp1 Макс. 8 знаков
Hh1 Макс. 5 знаков
LI1 От 1 до 9999 раз согласно 4-значному значению.
Например, M98 P1 L3 ; эквивалентно следующему:
M98 P1 ;
M98 P1 ;
M98 P1 ; ___________________________________
(Примечание 1) Основные программы могут быть активированы во время операции памяти,
ленты или MD, но подпрограммы должны активироваться только в памяти.
(Примечание 2) Помимо команды M98 вложение подпрограммы относится к следующим
командам:
• G65 : Макровызов
• G66 : Модовый вызов
• G66.1 : Модовый вызов
• Вызов G кода
• Вызов внесистемной функции
• MDI прерывание
• Автоматическое измерение длины резца
• Макропрерывание
• Многоуровневая функция пропуска
(Примечание 3) Вложение подпрограммы не относится к следующим функциям, которые могут
быть вызваны даже за пределами 8-го уровня вложения.
• Фиксированные циклы
• Шаблонные циклы
349
13. Вспомогательные программные функции
13.7 Подпрограммное управление
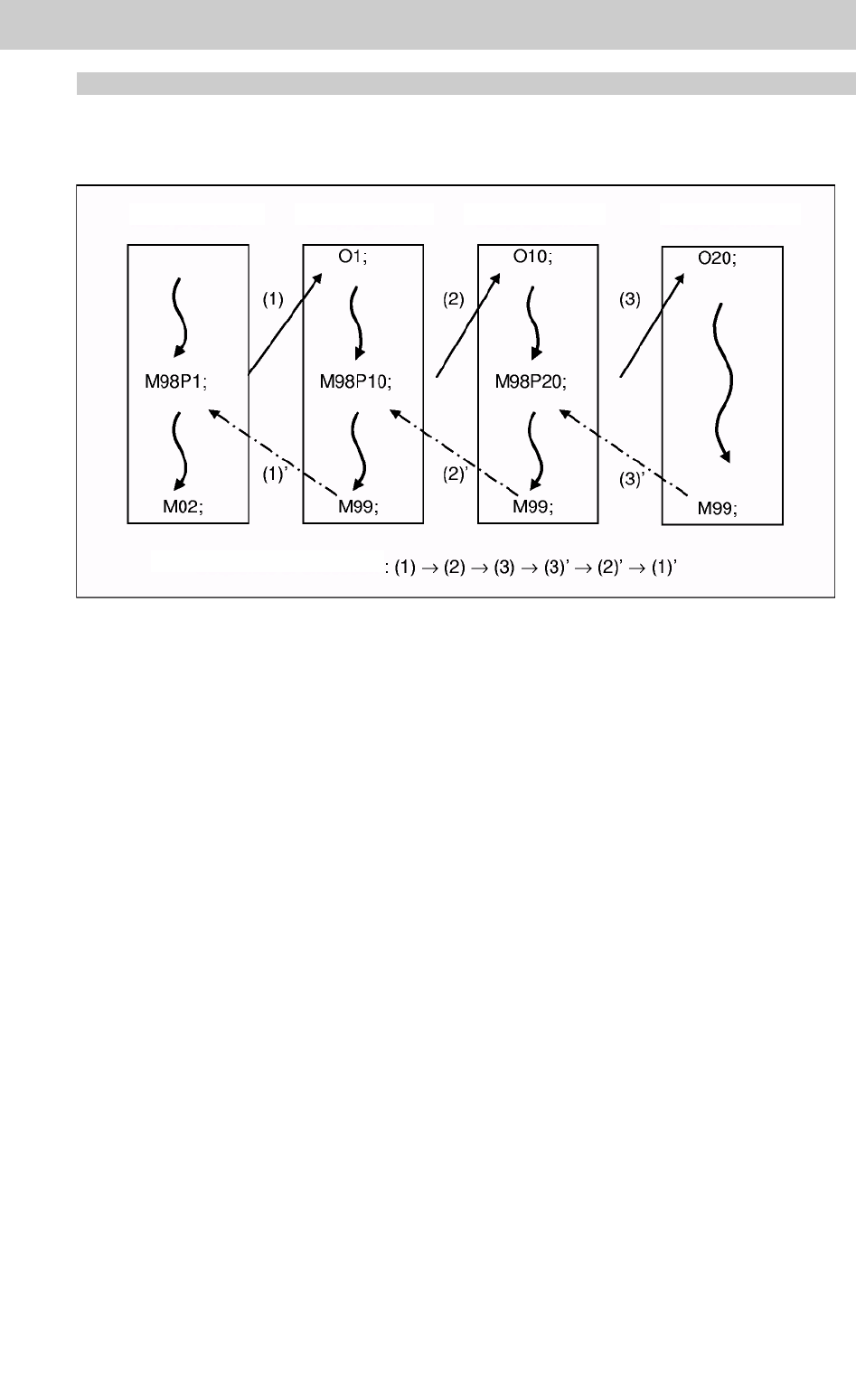
Пример программы 1
Если присутствуют вызовы 3 подпрограмм (известные как 3 уровня вложения)
(1) Для вложения команды M98 и M99 должны всегда быть распарены по принципу 1:1 (1)'
для (1), (2)' для (2), и т.д.
(2) Модовая информация может быть переписана в соответствии с последовательностью
выполнения без различения основных программ и подпрограмм. Это значит, что
после вызова подпрограммы следует обратить внимание на статус модовых данных
при программировании.
350
Осн. программа Подпрограмма 1 Подпрограмма 2 Подпрограмма
3
Очередность выполнения
13. Вспомогательные программные функции
13.7 Подпрограммное управление
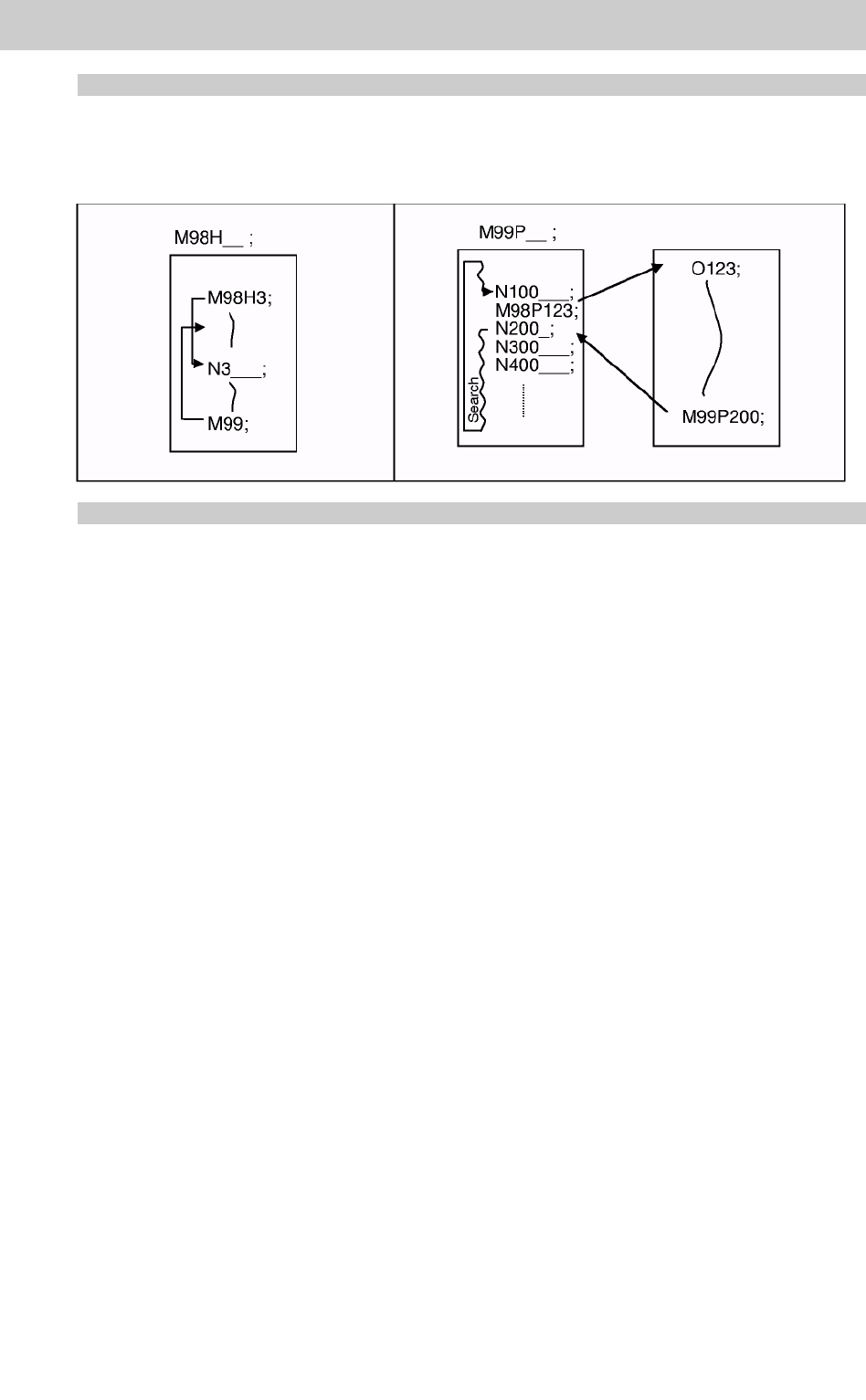
Пример программы 2
Команды M98 H_ ; M99 P_ ; задают номера последовательности в программе с командой
вызова.
Прочие опасности
(1) Выводится программная ошибка (P232), если не обнаружена заданная команда P
(номер программы).
(2) Поблочная остановка не выполняется для блока M98 P_ ; M99 ;. Если используется
любой адрес за исключением O, N, P, L или H, поблочная остановка может выполняться.
(При X100. M98 P100 ;, выполняются отрезки операции по O100 после X100.)
(3) Если команда M99 задана в основной программе, операция возвращается к началу. (То
же самое для MDI.)
(4) Возможно ветвление от операции ленты и BTR к подпрограмме при помощи M98 P_,
однако номер последовательности конечной точки возврата не может быть задан при
помощи M99 P_ ;. (P_ игнорируется).
(5) Следует учитывать, что операция поиска занимает некоторое время, если номер
последовательности задан при помощи M99 P_;.
351