Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
Контроль выхода на заданную позицию при синхронном нарезании резьбы метчиком
Смотри "Пример операции" для получения информации по контролю выхода на
заданную позицию другого цикла сверления отверстий (включая асинхронное нарезание
метчиком).
Значения настройки параметров контроля выхода на заданную позицию
синхронного нарезания метчиком и движения оси нарезания
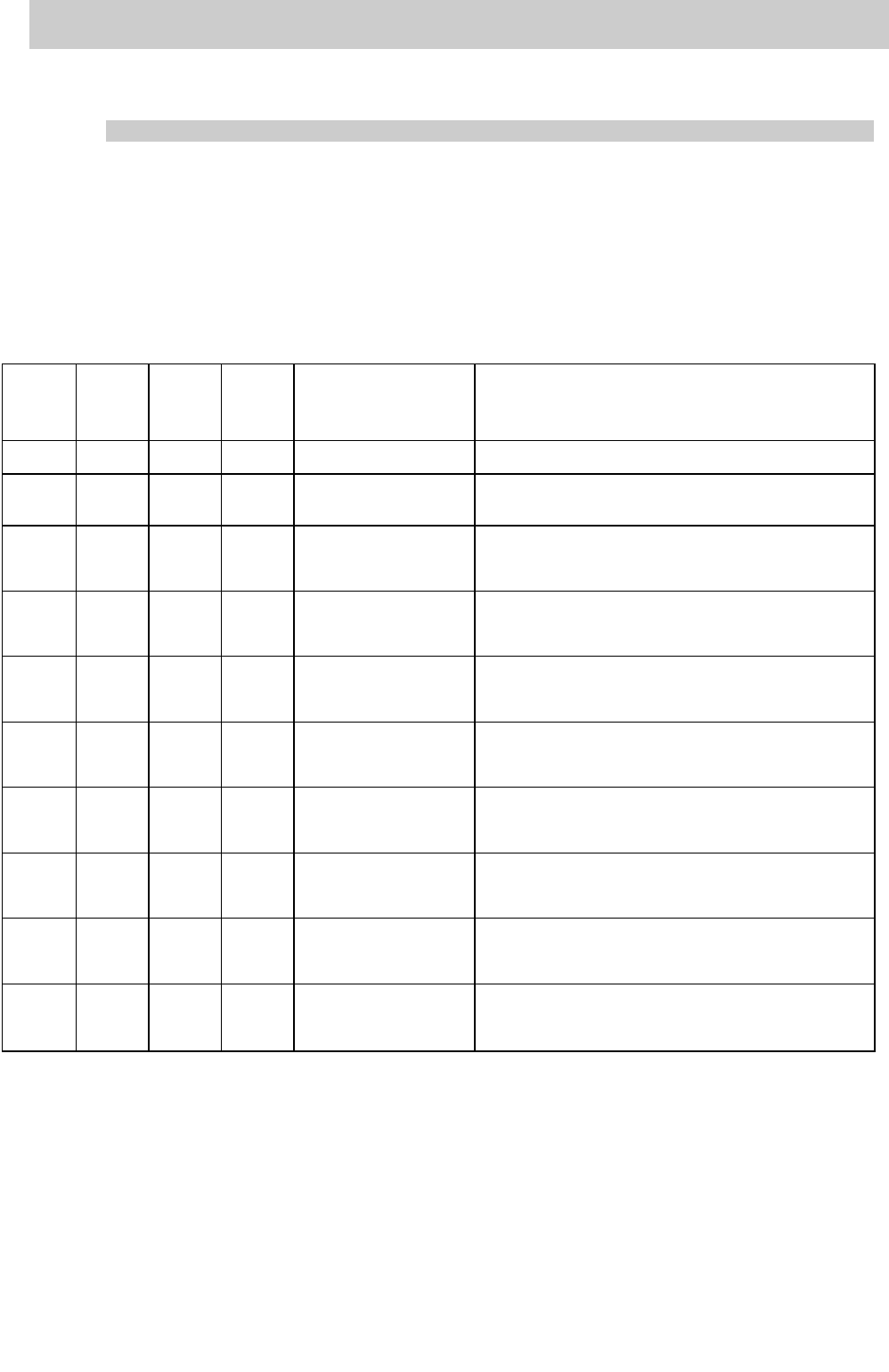
(1) Настройки контроля выхода на заданную позицию синхронного нарезания метчиком
Улучшение
синхронного
нарезания
метчиком
Контроль
выхода на зад.
позицию
основания
отверстия
Контроль
выхода на
зад.
позицию
точки R
I точка → R
точка
контроль
выхода на
зад. позицию
"P" задание
команды G84/G88
Контроль выхода на заданную позицию при
синхронном нарезании метчиком
'0' — — — —
Выполнение контроля выхода на зад. позицию в точке I →
R точка/R точка/ основание отверстия.
'1'
Нет задания "P"
Пример: G84 F1 . Z-5.
S1000 R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию.
'1' Действ. Действ Действ
"P" задание
пример: G84 F1 . Z-5.
S1000 PO
R
-
5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию.
'1' Действ
Недейств. Действ
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию.
'1' Недейств. Действ Действ
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию.
'1' Недейств. Недейств. Действ
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию.
'1' Действ Действ Недейств.
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию.
'1' Действ Недейств. Недейств.
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию.
'1' Недейств. Действ Недейств.
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию.
'1' Недейств. Недейств. Недейств.
"P" задание
Пример: G84 F1 . Z-5.
S1000 PO
R
-
5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию.
(Примечание 1) Точки I относятся к исходным точкам.
(Примечание 2) "Улучшение синхронного нарезания метчиком" в указанной выше таблице
соответствует #1223 aux07/bit3 Улучшение контроля выхода на заданную позицию
синхронного нарезания метчиком, "Контроль выхода на заданную позицию основания
отверстия " соответствует #1223 aux07/ bit4 Контроль выхода на заданную позицию
основания отверстия при нарезании метчиком, и " Контроль выхода на заданную позицию
точки R " соответствует #1223 aux07/bit5 Контроль выхода на заданную позицию точки R при
синхронном нарезании метчиком 2.
312
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
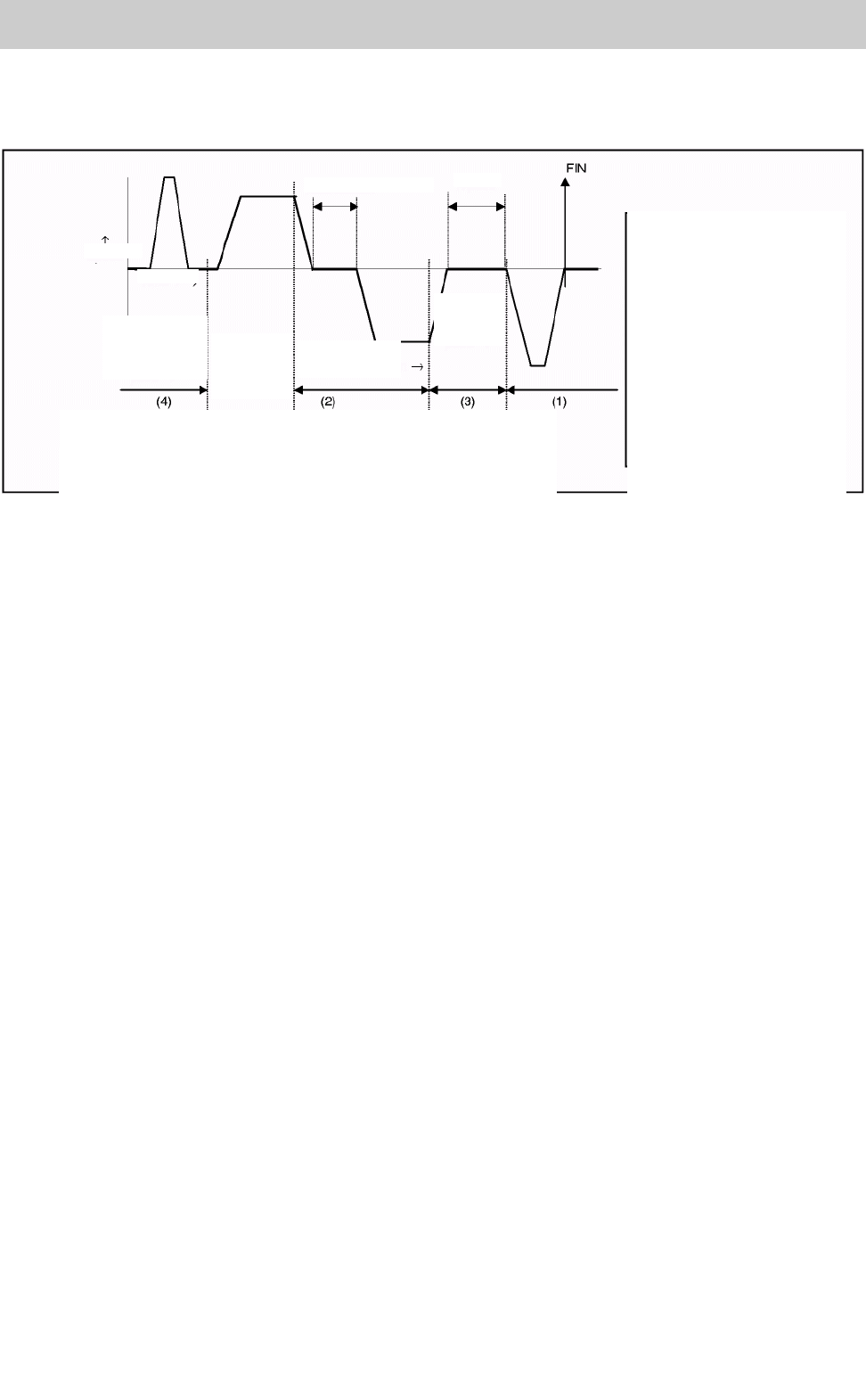
(2) Диапазон выхода на заданную позицию и движение оси нарезания метчиком для
контроля выхода на заданную позицию синхронного нарезания метчиком
313
R точка
Основание отверстия
(1) Секция, в которой выполняется
контроль выхода на зад.
позицию посредством
значенияSV024.
(2) Секция, в которой контроль
выхода на зад. позицию
выполняется при помощи
значения Taplnp.
(3) Секция, в которой контроль
выхода на зад. позицию
выполняется при помощи
значения G1 inps.
(4) Секция, в которой контроль
выхода на зад. позицию
выполняется при помощи
значения G0inps.
Скорость
Время T
Начало
подачи G0
к точке the
R →
Завершения
выхода на зад.
позицию подачи
G0 от точки R →
G1
Начало
замедления
при врезке
→→
G1 начало
замедления при
возврате
R точка : Контроль выхода на зад. позицию посредством значения G1 inps .
I точка : Контроль выхода на зад. позицию посредством значения G0inps.
Основание
отверстия : Контроль выхода на зад. позицию посредством значения Tapinps.
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
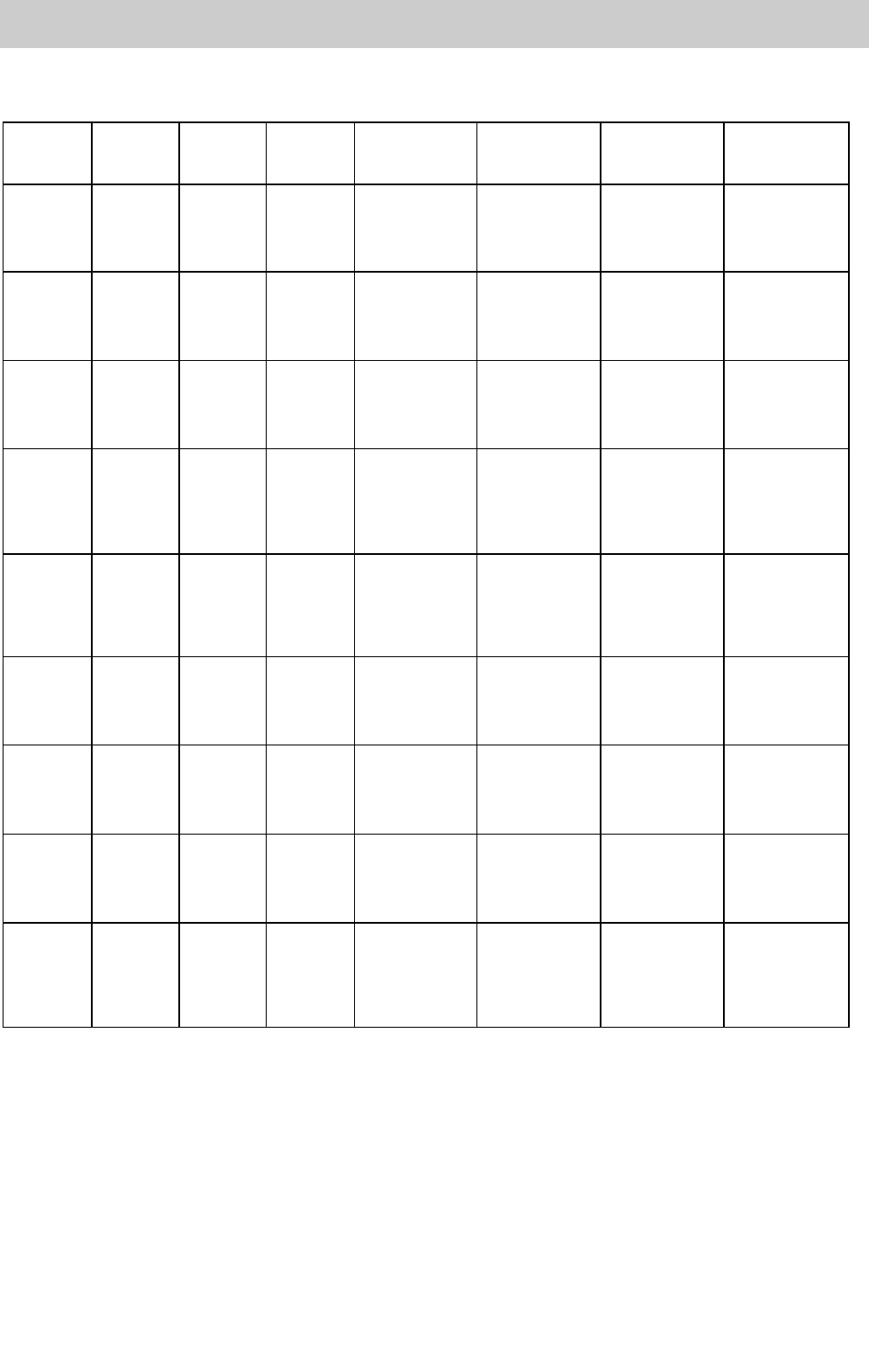
(3) Соотношение значений настройки параметров и движения оси нарезания метчиком для
контроля выхода на заданную позицию синхронного нарезания метчиком
Улучшение
синхронного
нарезания
метчиком
Контроль выхода
на зад. позицию
основания
отверстия
Контроль
выхода на зад.
позицию точки
R
I точка → R
точка контроль
выхода на зад.
позицию
Время
ожидания
основания
отверстия
Операция у
основания
отверстия
Операция в
точке R
Операция в
точке I → R
точке
'0'
--- --- ---
Время, заданное
при помощи "P".
Время обработки
составляет
несколько 10мс,
если нет "P".
Операция,
заданная при
помощи настройки
параметров inpos
(#1193) и aux 07
(#1223): bit 1.
Операция,
заданная при
помощи настройки
параметров inpos
(#1193) и aux 07
(#1223): bit 1
Операция,
заданная при
помощи настройки
параметров inpos
(#1193)и aux 07
(#1223): bit 1.
'1'
Не
выполняется
Не
выполняется
Выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время в
левой колонке.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G0inps.
'1'
Не
выполняется
Выполняется Выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время в
левой колонке.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G1inps.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G0inps.
'1' Выполняется
Не
выполняется
Выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время
выдержки в левой
колонке после
выполнения
контроля выхода на
заданную позицию.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G0inps.
'1' Выполняется Выполняется Выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Время обработки
составляет несколь-
ко 10мс, если оба
значения равны 0.
Подождать, пока не
истечет время
выдержки в левой
колонке после
выполнения
контроля выхода на
заданную позицию.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G1inps.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G0inps.
'1'
Не
выполняется
Не
выполняется
Не
выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время в
левой колонке.
'1'
Не
выполняется
Выполняется
Не
выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время в
левой колонке.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G1inps.
'1' Выполняется
Не
выполняется
Не
выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Выдержка времени
не выполняется,
если оба значения 0.
Подождать, пока не
истечет время
выдержки в левой
колонке после
выполнения
контроля выхода на
заданную позицию
'1' Выполняется Выполняется
Не
выполняется
Действует значение
большее, чем "P" и
TapDwl (#1313).
Время обработки
составляет несколь-
ко 10мс, если оба
значения равны 0.
Подождать, пока не
истечет время
выдержки в левой
колонке после
выполнения
контроля выхода на
заданную позицию.
Подождать
завершения
контроля выхода
на заданную
позицию при
помощи G1inps.
(Примечание 1) Точки I относятся к исходным точкам.
(Примечание 2) "Улучшение синхронного нарезания метчиком" в указанной выше таблице
соответствует #1223 aux07/bit3 Улучшение контроля выхода на заданную позицию
синхронного нарезания метчиком, "Контроль выхода на заданную позицию основания
отверстия " соответствует #1223 aux07/ bit4 Контроль выхода на заданную позицию основания
отверстия при нарезании метчиком, и " Контроль выхода на заданную позицию точки R "
соответствует #1223 aux07/bit5 Контроль выхода на заданную позицию точки R при
синхронном нарезании метчиком 2.
Примечания: Время обработки равно несколько 10мс, если контроль выхода на заданную
позицию не выполняется у основания отверстия.
Время обработки находится в диапазоне от 0 до 14.2мс, если контроль выхода
на заданную позицию не выполняется в точке R.
Время обработки равно времени переключения усиления шпинделя, если
контроль выхода на заданную позицию не выполняется в точке I → R.
314
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
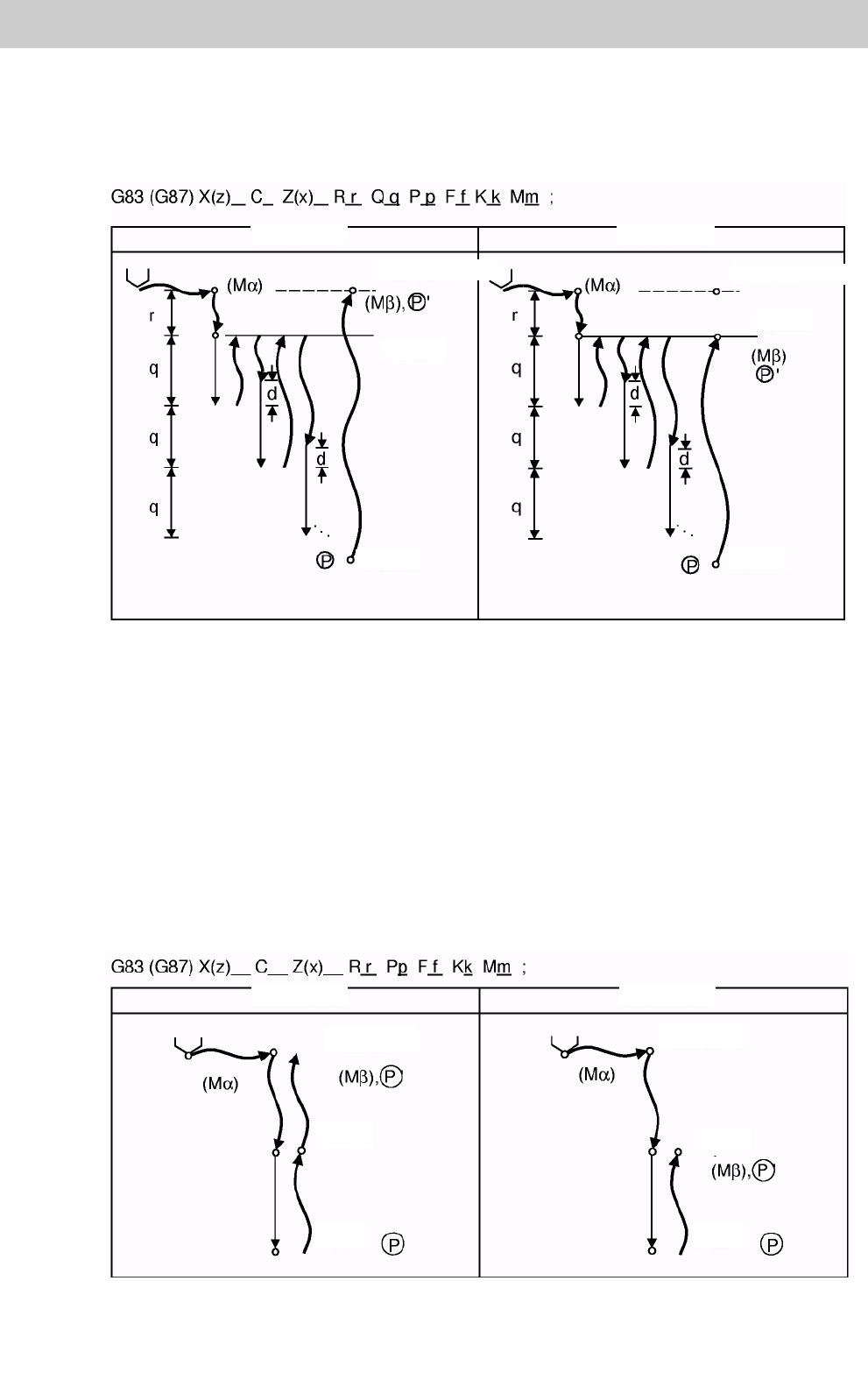
13.5.1 Цикл глубокого лицевого сверления 1; G83 (цикл глубокого продольного
сверления 1; G87)
Если присутствует команда Q (глубокое сверление)
(1) Уровень возврата "d" задается при помощи параметра настройки (#8013 G83 возврат).
Возврат резца производится на скорости быстрого хода.
(2) (Mα) : Код M (Mm) выводится, если присутствует команда кода М фиксации оси C (Mm).
(3) (Mβ) : Код М снятия фиксации оси С (код М фиксации оси С + 1 = Mm + 1) выводится,
если присутствует команда кода М фиксации оси C (Mm).
(4) (Р) : Выдержка времени выполняется на протяжении, эквивалентном времени,
заданному при помощи P.
(5) (Р)' : После вывода кода М снятия фиксации оси С (Mm+2) выдержка времени
выполнятся на протяжении, эквивалентном времени, заданному при помощи параметра
(#1184 clmp_ D).
Если команда Q отсутствует (сверление)
Смотри "Если присутствует команда Q (глубокое сверление)" для получения подробной
информации по Mα, Mβ, (Р) и (P)'.
315
Режим G98 Режим G99
Исходная точка
Исходная точка
R
точка
R
точка
Z точка
Zточка
G98 режим G99 режим
Исходная точка
Исходная точка
R точка
R точка
Z точка
Z точка
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
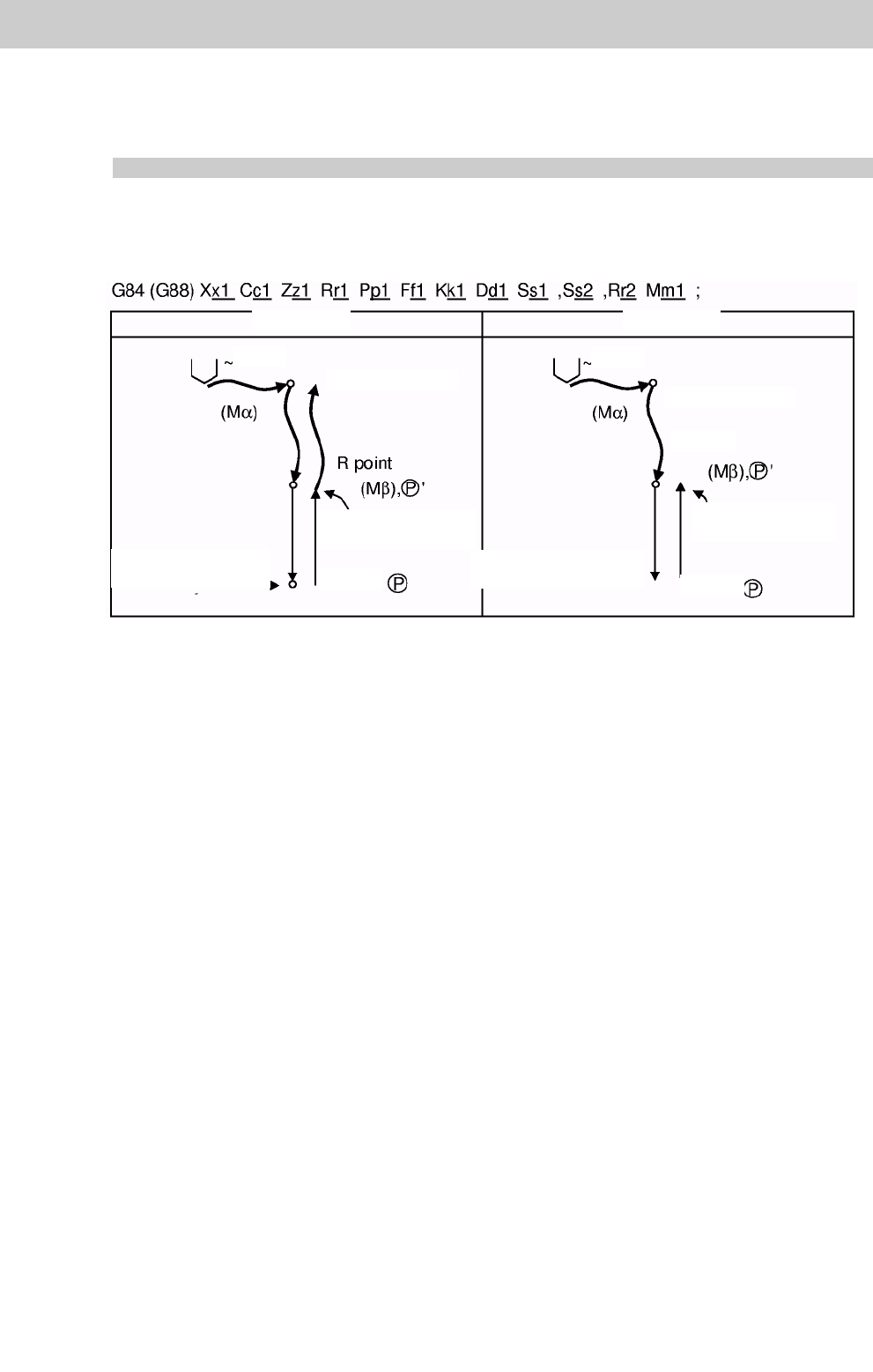
13.5.2 Цикл лицевого нарезания метчиком; G84 (Цикл продольного нарезания метчиком;
G88)/ цикл лицевого обратного нарезания; G84.1 (цикл продольного обратного
нарезания; G88.1)
Подробное описание
Объяснение G84 (G88) дается ниже. При помощи цикла обратного нарезания G84.1
(G88.1), направление вращения метчика меняется на обратное.
(1) Смотри раздел 13.5.1 "Если присутствует команда Q (глубокое сверление)" для получения
подробной информации по Mα, Mβ, (Р) и (P)'.
(2) При выполнении G84 (G88) функция ручной коррекции будет отменена, а для коррекции
автоматически будет задано значение 100%..
(3) Холостой ход действителен, если параметр управления "G00 DRY RUN" включен, а
также действителен для команды позиционирования. Если нажата кнопка блокировки
подачи во время выполнения G84 (G88), происходит остановка блока после завершения
возврата.
(4) Во время поблочного выполнения ось не остановится в точке поворота цикла
нарезания метчиком.
(5) Во время моды G84 (G88) выводится сигнал NC "Резка метчиком".
(6) Во время моды синхронного нарезания метчиком G84 (G88) коды M3, M4, S и т.д. не
будут выводиться.
(7) Резец останавливается в исходной точке, после чего выводится сигнал прямого
вращения резца.
(8) Вращение резца изменяется на обратное у основания отверстия, после чего
производится нарезание метчиком.
(9) Перед выводом сигнала обратного (M04) или прямого вращения (M03) резца, должно
производиться редактирование подпрограммы фиксированного цикла, если
необходимо задание команды остановка резца (M05).
316
G98 режим G99 режим
Резе
ц
Резе
ц
Исходная точка
Исходная точка
R
точка
Прямое
в
р
а
щ
ение
р
ез
ц
а
Прямое вращение
р
езца
Обратное
в
р
а
щ
ение
р
ез
ц
а→
Обратное вращение
р
езца→
Z точка
Z точка
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
Выбор синхронного / асинхронного нарезания метчиком
(1) Выбор при помощи программной команды
Команда цикла нарезания метчиком ",R0/1"
G84 (G88) Xx1_ Cc1 Zz1. Rr1. Pp1 Ff1. Kk1. Dd1 Ss1 ,Ss2 ,Rr2 Mm1 ; При r2 =
1, активируется режим синхронного нарезания метчиком, а при r2 = 0, активируется
режим асинхронного нарезания метчиком.
(2) Выбор при помощи параметров
[Параметры базовой спецификации]
#
Элементы Подробное описание
Диапазон
командных
значений (ед-ца)
1229
Set01 bit4
0: Распознает циклы нарезания метчиком
G88 и G84 как циклы нарезания метчиком
с резьбонарезным патроном.
1 : Распознает циклы нарезания метчиком
G88 и G84 как циклы нарезания метчиком
без резьбонарезного патрона.
0/1
Команда нарезания метчиком будет циклом синхронного нарезания метчиком, если
активирован данный параметр.
(3) Выбор при помощи функции M
[Параметры базовой спецификации]
#
Элементы Подробное описание
Диапазон
командных
значений (ед-ца)
1272
(PR)
Ext08 bit1 Цикл синхронного нарезания метчиком
функции M действителен
0: недейств.
1 : действ.
Синхронное нарезание метчиком не может быть выбрано при помощи функции М,
если данный параметр отключен.
[Параметры базовой спецификации]
#
Элемен
ты
Подробное описание
Диапазон
командных
значений (ед-ца)
1513
stapM Выбор кода M для выбора синхронного
нарезания метчиком
0 - 99999999
Режим синхронного нарезания метчиком выбирается при помощи кода функции М,
заданного при помощи данного параметра. Функция М может быть задана в одном
блоке перед командой нарезания метчиком.
(Примечание) Нельзя использовать M00, 01, 02, 30, 98 или 99.
(Пример)
M29 ; (M команда синхронного нарезания метчиком)
G84 Z50. R20. F2. ; или G84 Z50. R20. F2. M29 ;
Синхронное и асинхронное нарезание метчиком будет соответствовать указанной ниже
комбинации.
Комбинация
Программная команда (,R0/1)
0 0 0 0 1 1
1
1
Нет команды
#1229(bit4)
0 0 1 1 0 0
1 1
0 0 1
1
Код функции M (M**)
Синхронный/
асинхронный выбор
A A A A S S S S A S S S
x : Не задает A : асинхронное нарезание
O : Задает S : синхронное нарезание
317
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
Отмена выбора синхронного нарезания метчиком
Отмена выбора синхронного нарезания метчиком производится при задании отмены, G80
(отмена фиксированного цикла сверления отверстий), G кода группы 01 или другого
фиксированного цикла G кода.
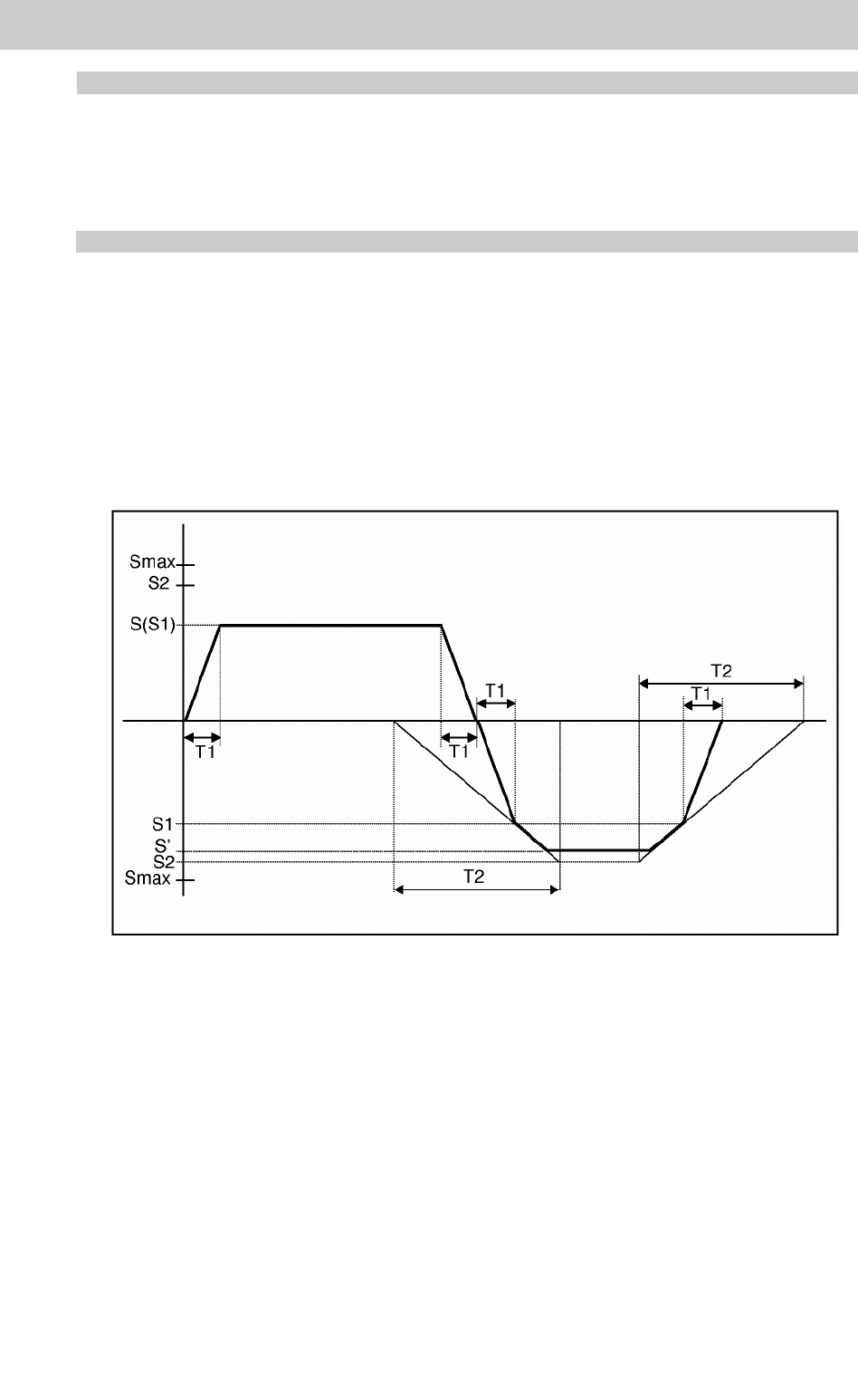
Шаблон ускорения/замедления шпинделя при синхронном нарезании резьбы
Данная функция позволяет приблизить шаблон ускорения/замедления шпинделя к
шаблону ускорения/замедления контура скорости посредством деления шаблона
ускорения/замедления шпинделя и оси сверления на три стадии во время синхронного
нарезания метчиком.
Для шаблона ускорения/замедления может задаваться до трех стадий для каждой
передачи.
При возврате от основания отверстия возможен быстрый возврат в зависимости от
скорости вращения шпинделя во время возврата. Скорость вращения шпинделя во время
возврата рассматривается как модовая информация.
(1) Если скорость вращения метчика < скорости вращения шпинделя во время возврата ≤
скорости вращения шпинделя переключения синхронного нарезания метчиком 2
S : Заданная скорость вращения шпинделя
S' : Скорость вращения шпинделя при возврате
S1: Скорость вращения метчика (параметры базовой спецификации шпинделя
#3013 - #3016)
S2 : Скорость вращения шпинделя переключения синхронного нарезания
метчиком 2 (параметры базовой спецификации шпинделя #3037 - #3040)
Smax : Максимальная скорость вращения (параметры базовой спецификации
шпинделя #3005 - #3008)
T1 : Постоянная времени нарезания метчиком (параметры базовой
спецификации шпинделя #3017 - #3020)
T2 : Постоянная времени переключения синхронного нарезания метчиком 2
(параметры базовой спецификации шпинделя #3041 - #3044)
318
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
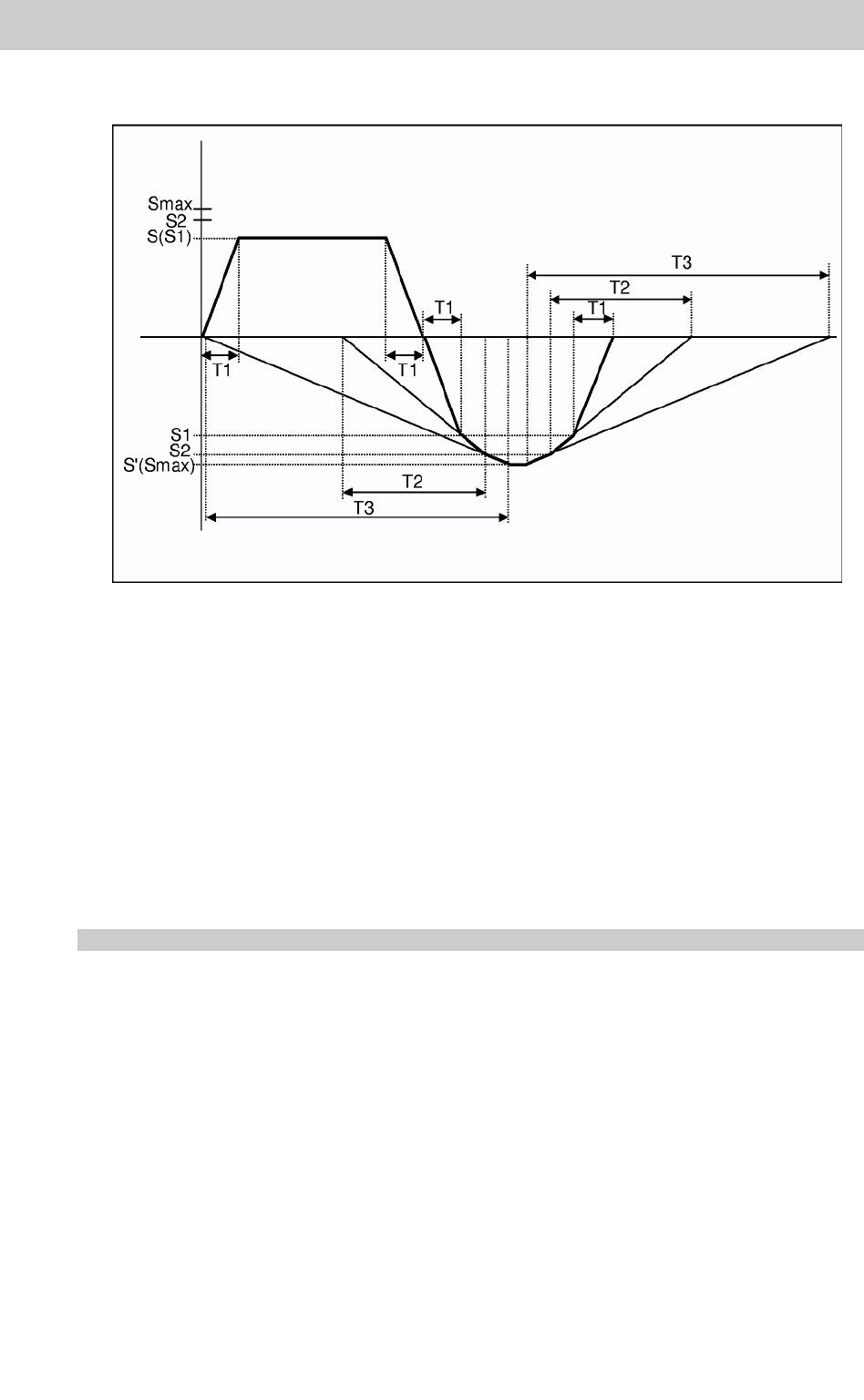
(2) Если скорость вращения шпинделя переключения синхронного нарезания метчиком 2 <
скорости вращения шпинделя во время возврата
S : Заданная скорость вращения шпинделя
S’ : Скорость вращения шпинделя при возврате
S1 : Скорость вращения метчика (параметры базовой спецификации шпинделя
#3013 - #3016)
S2 : Скорость вращения шпинделя переключения синхронного нарезания
метчиком 2 (параметры базовой спецификации шпинделя #3037 - #3040)
Smax : Максимальная скорость вращения (параметры базовой спецификации
шпинделя #3005 - #3008)
T1 : Постоянная времени нарезания метчиком (параметры базовой
спецификации шпинделя #3017 - #3020)
T2 : Постоянная времени переключения синхронного нарезания метчиком 2
(параметры базовой спецификации шпинделя #3041 - #3044)
T3 : Постоянная времени переключения синхронного нарезания метчиком 3
(параметры базовой спецификации шпинделя #3045 - #3048)
Меры предосторожности при задании № шпинделя резца (Dd1)
(1) Диапазон командных значений равен "1 для количества шпинделей". Выводится
программная ошибка (P35), если задано значение, выходящее за пределы данного
диапазона.
(2) Если действителен режим управления несколькими шпинделями II, шпиндель
выбирается посредством устройства PLC, поэтому нельзя задавать Dd1. При
задании выводится программная ошибка (P32).
(3) При пропуске Dd1 будет выбран шпиндель, заданный при помощи команды выбора
шпинделя.
319
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
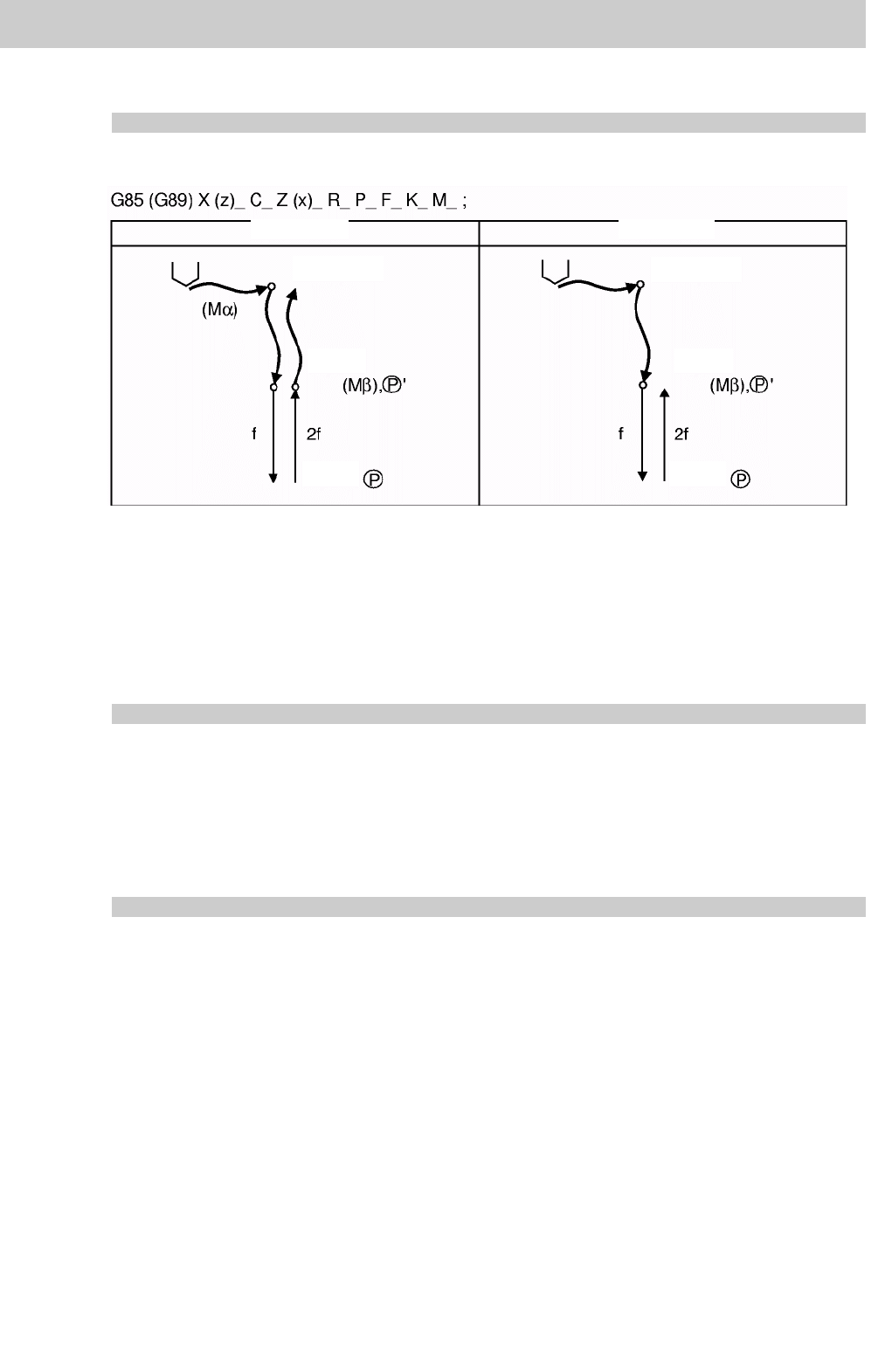
13.5.3 Цикл лицевой расточки; G85 (цикл продольной расточки; G89)
Подробное описание
(1) Смотри раздел 13.5.1 "Если присутствует команда Q (глубокое сверление)" для
получения подробной информации по Mα, Mβ, (Р) и (P)'.
(2) Резец возвращается в точку R на скорости подачи резки, вдвое большей заданной
командной скорости подачи. Однако она не превышает максимальное значение
скорости подачи резки.
13.5.4 Цикл глубокого сверления 2; G83.2
Функция и назначение
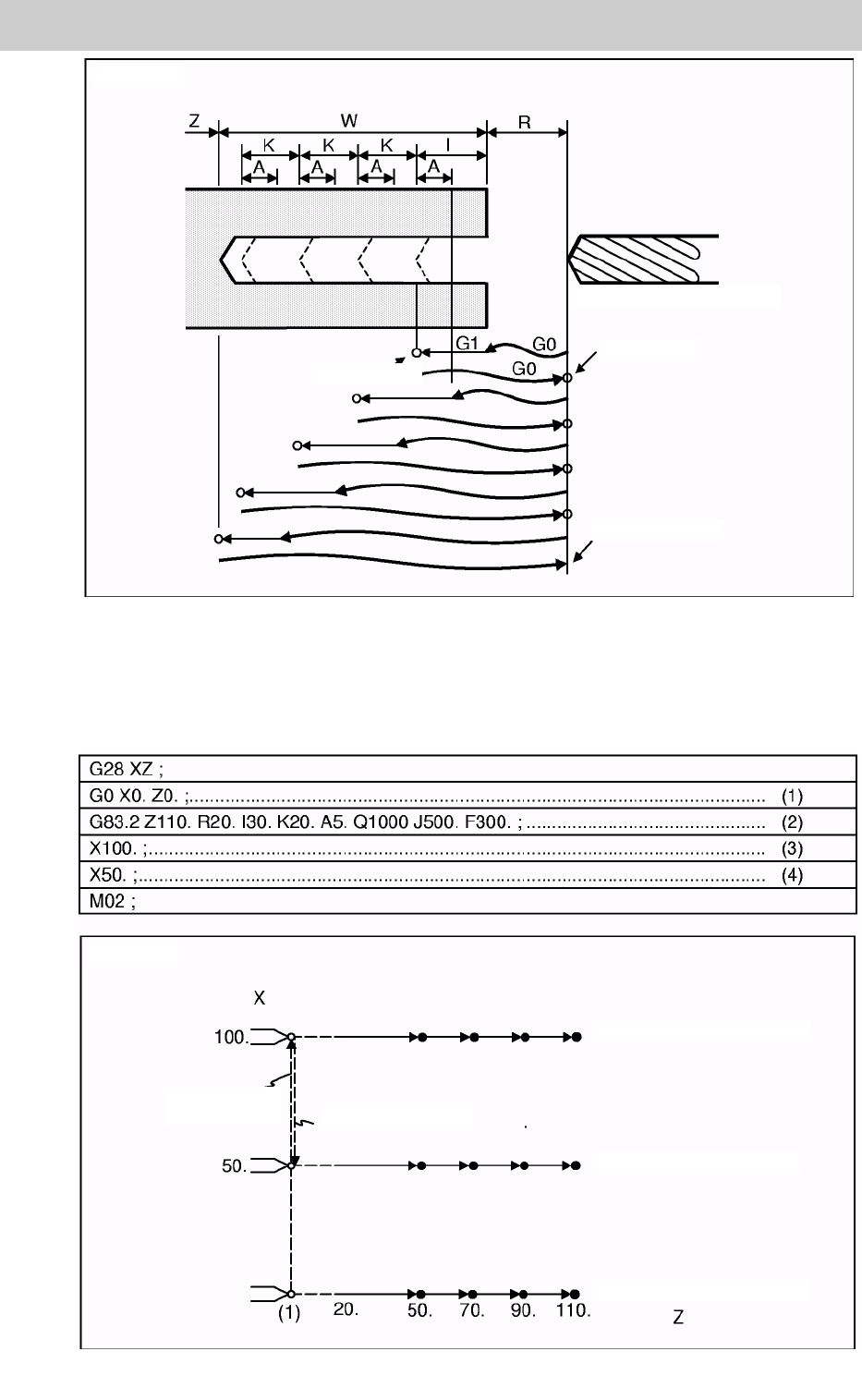
Цикл глубокого сверления 2 служит для сверления глубоких отверстий в направлении оси X
или Z посредством задания координаты X или Z конечной точки, а также уровня резки с
подачей резки.
Формат команды
G83.2 W/Z/U/X_ R_ l_ K_ A_ Q_ J_ F_ ;
W/Z/U/X Инкрементное значение от начальной точки сверления отверстий/координат
основания отверстия (со знаком)
R Инкрементное значение (знак игнорируется) от текущей позиции до
начальной точки сверления отверстий, всегда инкрементное значение радиуса.
I Уровень резки первого прохода резки (знак игнорируется), всегда инкрементное
значение радиуса.
K Уровень резки второго и последующего проходов резки (знак игнорируется),
всегда радиальное инкрементное значение.
A Безопасное расстояние остановки сверления для второго и последующих
проходов резки (знак игнорируется), всегда радиальное инкрементное значение.
Q Выдержка времени в точке резки (знак игнорируется, десятичная точка не
действует)
J Выдержка времени в точке возврата (знак игнорируется, десятичная точка
не действует)
F Скорость подачи резки
320
G98 режим G99 режим
Исходная точка
Исходная точка
R точка
R точка
Z точка
Z точка
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
Пример программы (если используется цикл глубокого сверления 2 в качестве
модовой команды)
321
Операция
(для направления оси Z
Выдержка J
Выдержка Q
Нет выдержкиJ
Операция
(3) Сверление отверстий
Движение до
X
100.
Движение до X50
(4) Сверление отверстий
(2) Сверление отверстий