Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.


13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
Поблочная остановка
Операция останавливается на каждом блоке от (1) до (12).
Прочее
(1) Если опущены команды X/U и P либо если значения "x" и "i" равны нулю, операция
будет действительна только для оси Z. Следует учитывать, что если присутствует
команда Rd и отсутствует знак, выход резца будет производиться с нижней позиции резки.
(2) Ситуация, когда отсутствует команда X/U или Z/W, рассматривается как задание
команды настройки параметра (G74 Re). Даже если задано G74 Pi Qk Rd ;, Rd
распознается как Re, при этом происходит задание уровня возврата.
(3) Направление выхода не изменяется, если знак – сопровождает команду Rd, либо если
знак отсутствует.
(4) Программная ошибка (P204) выводится в следующих случаях.
(a) Если "i" равно нулю либо команда P не была задана, даже если была задана
команда X/U
(b) Если уровень смещения резца" i" превышает уровень движения "x"
(c) Если уровень выхода "d" превышает уровень смещения "i"
(d) Если уровень возврата "e" превышает уровень резки "k"
(e) Если уровень врезки "k" превышает глубину отверстия "w".
292
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
13.3.6 Цикл продольной срезки; G75
Функция и назначение
Фиксированный цикл G75 автоматически входит в углубление в продольном
направлении заготовки посредством задания координат конечной точки углубления,
уровня резки, уровня сдвига резца и выхода резца с нижней позиции резки. При этом
используются следующие команды программы обработки.
Формат команды
G75 Re ;
C75 X/(U)x Z/(w)z Pi Qk Rd Ff ;
Re Уровень возврата (нет команд X/U, P) (модовое значение)
X/Ux Координаты Х точки В (абсолютное/инкрементное значение)
Z/Wz Координаты Z точки В (абсолютное/инкрементное значение)
Pi Уровень сдвига резца (задание радиуса, инкрементное значение, знак не требуется)
Qk Уровень резки (задание радиуса, инкрементное значение, знак не требуется)
Rd Выход с нижней позиции резки Если знак отсутствует, выход даже с нижней
позиции первой резки. Если присутствует знак
-, резец выходит из второй резки, не выходя из
первой резки.
Ff Скорость подачи
293
S (Начальная точка)
• Операция (9), ка
к
и операция
(12) непосредственно перед
конечным циклом выполняются
с остаточным уровнем.
u/2 • Операции (2), (4), (6), (8),
(10), (11) и (12) выполняются со
скоростью быстрого хода.

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
Поблочная остановка
Операция останавливается на каждом блоке от (1) до (12).
Прочее
(1) Если опущены команды Z/W и Q либо если значения "z" и "k" " равны нулю, операция
будет действительна только для оси X (продольная резка). Следует учитывать, что если
присутствует команда Rd и отсутствует знак, выход резца будет производиться с нижней
позиции резки.
(2) Ситуация, когда отсутствуют команды X/U и Z/W, рассматривается как задание
команды настройки параметра (G75 Re). Даже если задано G75 Pi Qk Rd ; Rd
распознается как Re, при этом происходит задание уровня возврата.
(3) Направление выхода не изменяется, если знак – сопровождает команду Rd, либо если
знак отсутствует.
(4) Программная ошибка (P204) выводится в следующих случаях.
(a) Если "k" равно нулю либо команда Q не была задана, даже если была задана
команда Z/W
(b) Если уровень смещения резца "k" превышает уровень движения "z"
(c) Если уровень выхода "d" превышает уровень смещения "k"
(d) Если уровень возврата "e" превышает уровень резки "i"
(e) Если уровень врезки "i" превышает глубину отверстия "u/2".
294

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
13.3.7 Цикл нарезания совмещенной резьбы; G76
Функция и назначение
Фиксированный цикл G76 позволяет производить обработку заготовки под необходимым
углом посредством задания начальной и конечной точек нарезания резьбы, при этом
производится автоматическая резка, так что поперечное сечение резки (момент резки) на
проход резки остается неизменным.
Резьба различного продольного направления может нарезаться с учетом командного
значения для координаты конечной точки резьбы и конического элемента высоты.
Формат команды
G76 Pmra Rd ;
G75 X/U Z/W Ri Pk Q∆d Fλ,;
m Количество проходов резки для завершения: 00 ~ 99 (модовое значение)
r Уровень снятия фасок: 00 ~ 99 (модовое значение)
Диапазон снятия фасок на основании шага резьбы "λ" задается при помощи
двухзначного целого числа без десятичной запятой от 0.0 λ, до 9.9 λ,.
a Угол вершины резца (угол резьбы): 00 ~ 99 (модовое значение)
Угол от 0° до 99° задается в единицах 1°.
"m", "r" и "a" задаются подряд в адресе P.
(Пример) При m=5, r=1.5 и a=0° P равно 051500, начальные и конечные нули при
этом не могут быть опущены,
d Предельное значение завершения (модовое значение)
X/U Координата конечной точки оси X резьбы
Координата X конечной точки резьбы задается при помощи абсолютного или
инкрементного значения
Z/W Координата конечной точки оси Z резьбы
Координата Z конечной точки резьбы задается при помощи абсолютного или
инкрементного значения.
i Конический элемент высоты (значение радиуса) для прямой резьбы при "i"
равном нулю
k Высота резьбы
Задается при помощи положительного радиального значения.
∆d Уровень резки
Уровень резки для первого прохода резки задается при помощи положительного
радиального значения
λ, Шаг резьбы
(Примечание 1) Две указанные выше команды G76 не могут находиться в одном блоке.
Значения, заданные при помощи P, Q и R, автоматически идентифицируются
в зависимости от наличия или отсутствия осевых адресов X/U и Z/W.
(Примечание 2) Настройки параметров могут быть использованы для указанных выше
модовых значений "r", однако значения данных параметров (#8014 уровень
закругления) перезаписываются при помощи программных команд.
(Примечание 3) Заданный уровень закругления действует даже для фиксированных
циклов нарезания резьбы.
(Примечание 4) Программная ошибка (P204) выдается в следующих случаях.
(a) Если "a" находится вне диапазона
(b) Если команды X и Z не были заданы либо если координаты конечной и
начальной точек совпадают для любой из команд X или Z.
(c) Если резьба превышает движение оси Х в нижней позиции резьбы
(Примечания 5) Меры предосторожности для команды нарезания резьбы (G33) и цикла
нарезания резьбы (G78) должны соблюдаться.
295
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
1 конфигурация цикла
Резец перемещается на скорости быстрого хода для операций (1), (2), (5) и (6) в цикле и на
скорости подачи резки согласно заданному значению F для операций (3) и (4).
296
Если Ri является отрицательным
Если Ri является положительным
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
Пример программы
G76 P011560R0.2;
G76 U-28.0 W-46.0 R9.0 P6.0 Q3.5 F4.0 ;
297
∆d
д
ля 1-го прохода резки
2-й проход
р
езки
проход резки
Предел завершения "d"
(результаты резки для "m" количество
п
р
оходов
)
Ось X
Резец передвигается со
скоростью быстрого хода через
секцию, отмеченную сплошной
линией, и со скоростью подачи
резки, заданной при помощи F,
через секции нарезания резьбы

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
Операция прерывания
(1) Если нажата клавиша блокировки подачи при выполнении G76, автоматическая
операция прекратится после выполнения блока без нарезания резьбы, если
нарезание резьбы активировано. (Сигнальная лампа временной остановки
автоматической операции загорается незамедлительно в режиме блокировки
подачи и гаснет после остановки автоматической операции.)
Если блокировка подачи активирована при не активном нарезании резьбы, либо если
она активирована в промежутке между выполнением команды нарезания резьбы и
движением оси, сигнальная лампа временной остановки автоматической операции
будет включена, после чего произойдет временная остановка автоматической
операции.
(2) Резец останавливается после выполнения операций (1), (4) и (5), если режим
переведен в другой режим автоматической операции при выполнении команды G76,
если режим автоматической операции переведен в режим ручной операции, либо
если выполняется режим поблочной операции.
(3) Действительный/недействительный статус холостого хода при выполнении G76 не
изменяется во время нарезания резьбы.
298

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
13.3.8 Меры предосторожности для смешанных фиксированных циклов; G70 ~ G76
Меры предосторожности
(1) Следует задать все необходимые параметры в командном блоке смешанного
фиксированного цикла.
(2) При условии, что программа конечной формы была введена в память, команды
смешанного фиксированного цикла I могут выполняться в памяти, операционном
режиме MDI или ленты.
(3) При выполнении команды G70 ~ G73 следует убедиться в том, что номер
последовательности программы конечной формы, останавливаемый при помощи P и
Q, не дублирован в данной программе.
(4) Программа конечной формы, заданная при помощи P и Q в блоках G71 ~ G73, должна
быть задана таким образом, чтобы максимальное количество блоков не превышало 200
для всех команд снятия угловых фасок, закругления углов и других команд, включая
автоматически вставляемые блоки согласно коррекции вершины резца R. При
превышении данного значения выдается программная ошибка (P202).
Если начальной позицией резки является начальная позиция цикла (#1271 ext07/bit5
=1), программа конечной формы должна иметь максимум 199 блоков. (Если начальная
точка цикла находится на другой стороне конечной позиции программы конечной
формы.)
(5) Программа конечной формы, задаваемая при помощи блоков G71 ~ G73, должна
быть программой с односторонним изменением (только увеличение или
уменьшение) для осей X и Z.
(6) Блоки без движения в программе конечной формы игнорируются.
(7) Команды N, F, S, M и T в программе конечной формы игнорируются.
(8) Если одна из далее перечисленных команд присутствует в программе конечной формы,
выводится программная ошибка (P201).
(a) Команды, связанные с возвратом к исходной точке (G27, G28, G29, G30)
(b) Нарезание резьбы (G33)
(c) Фиксированные циклы
(d) Функции пропуска (G31, G37)
(9) Если команды вызова подпрограммы или макровызова присутствуют в программе
конечной формы, данные команды будут также выполнены.
(10) За исключением циклов нарезания резьбы, операция останавливается в конечной
(начальной) точке каждого блока в поблочном режиме.
299
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
(11) Следует помнить, что в зависимости от того, задан номер программы или
последовательности, следующий блок после выполнения команды G71, G72 или G73
будет отличаться.
(12) Следующий блок, применяемый после выполнения команды G70, будет
следующим блоком командного блока.
(13) Ручное прерывание может быть применено во время выполнения команды смешанного
фиксированного цикла (G70 ~ G76). Однако после выполнения прерывания резец
первоначально должен быть возвращен в положение, в котором было применено
прерывание, после чего необходимо произвести повторный пуск смешанного
фиксированного цикла.
Если повторный пуск будет произведен без возврата резца, все последующие
движения будут отклоняться на значение, эквивалентное уровню ручного прерывания.
(14) Команды смешанного фиксированного цикла являются немодовыми командами,
поэтому они должны задаваться каждый раз при необходимости.
(15) Выдается программная ошибка (P203) для команд G71 и G72, даже если по причине
коррекции вершины резца R отсутствует дальнейшее движение оси Z во втором блоке
или ось Z переместилась в противоположном направлении.
(16) Выдается программная ошибка (P204), если программа конечной формы задана в той же
программе, что и G70 - G73, а P и Q не заданы.
Следует учитывать, что если A, P и Q не заданы в G71 - G73, это будет рассматриваться
как первый блок для смешанного фиксированного цикла I, после чего будет выдана
ошибка.
300
(b) Если задан номер
программы
(a) Если задан номер
после
д
овательности
Следующий блок будет блоком,
заданный при помощи Q.
Следующий блок будет блоком команды
ц
икла.
Программа
конечной формы
Операция переходит к блок
у
N200
после заве
р
шения цикла.
Операция переходит к блок
у
N600
после завершения цикла.__________
Операция переходит к блок
у
N1100 после выполнения команды G70.
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
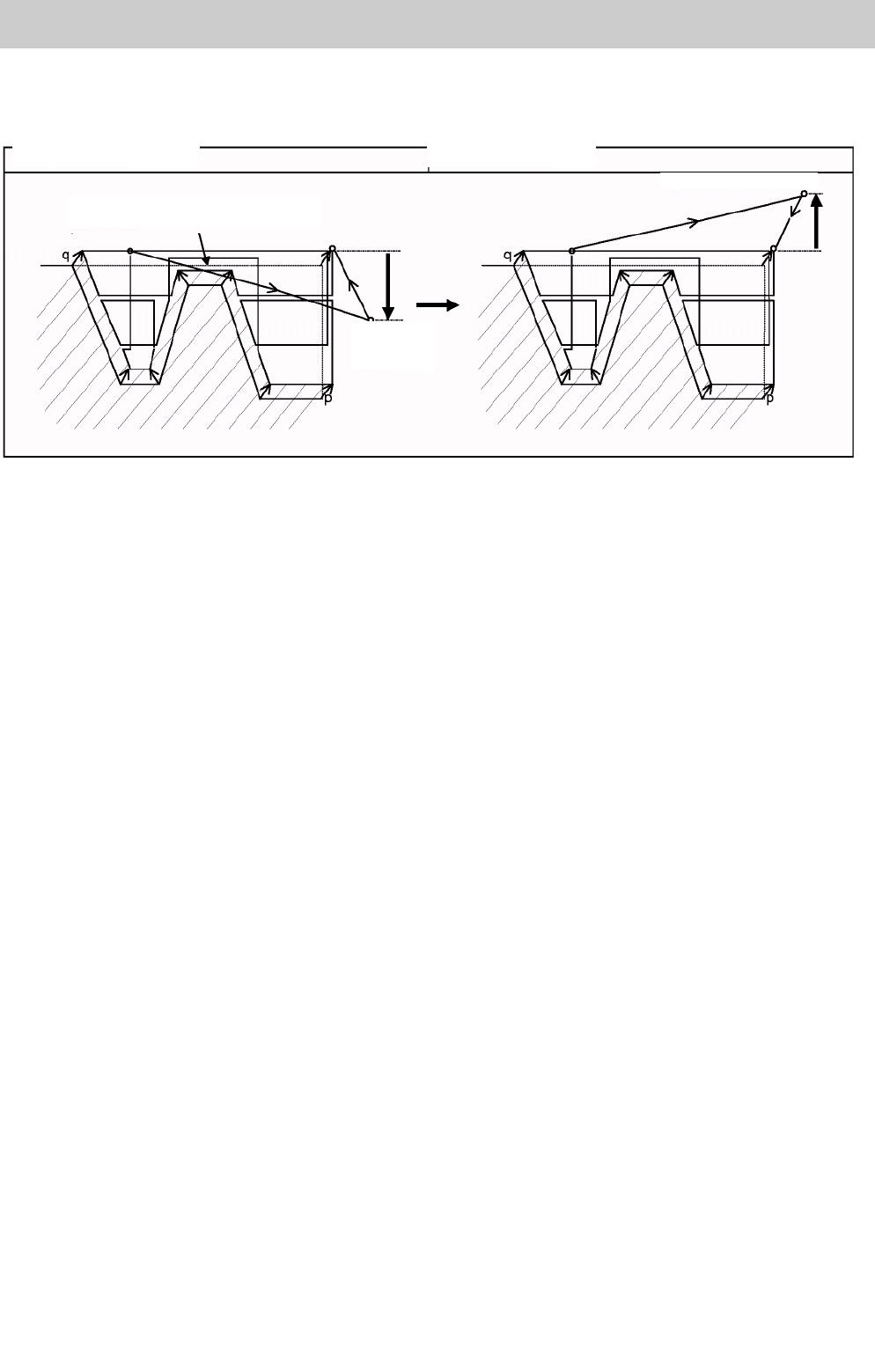
(17) Задать начальную точку цикла в конечном блоке смешанного фиксированного цикла I,
чтобы произошел отход резца от лицевой стороны резки заготовки. Это необходимо для
того, чтобы предотвратить столкновение резца с выпуклыми участками заготовки.
(18) Опцией является обработка углублений. Если опция не имеется в наличии, H1 будет
работать как H0, даже если она задана.
301
Неправильный приме
р
Правильный приме
р
Командная точка цикла
Столкновение в конечном блоке от
начала цикла
Командная
точка цикла