Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
Форма резки
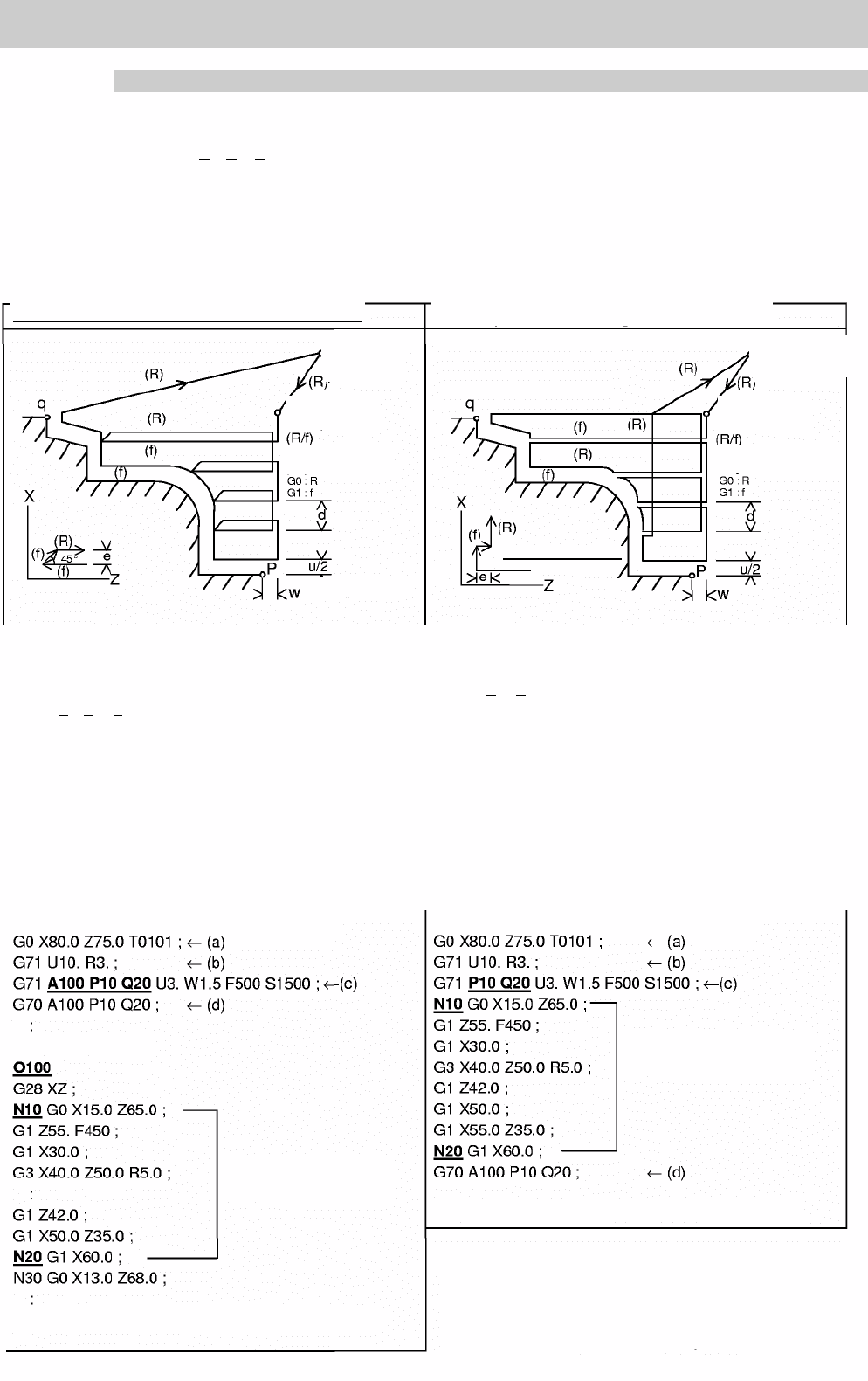
(1) Начальный блок законченной формы и конечный блок законченной формы
G71 Aa РР Qq
Начальный блок и конечный блок программы законченной формы задаются при
помощи указанной выше команды.
Всего может быть максимум 50 блоков законченной формы, включая блоки,
вставленные при помощи команды снятия угловых фасок, угловой команды Rи
команды вершины R. Выдается программная ошибка (P202), если количество блоков
превышает допустимое количество.
<При создании программы конечной формы в
программе обработки, отличной от
выполняемой на данный момент >
G71 Aa Pp. Qg,
a: № программы конечной формы.
p: № начальной последовательности
законченной формы.
(С начала программы конечной
формы при пропуске)
q: № конечной последовательности
законченной формы.
(Для завершения программы конечной
формы либо M99 при пропуске)
<При создании программы конечной формы в на
данный момент выполняемой программе >
G71 Pр Qq
p: № начальной последовательности
законченной формы.
q: № конечной последовательности законченной
формы
272
<При включенной обработке
у
гл
у
блений>
<При выключенной обработке
у
гл
у
блений>
Командная
точка цикла
Командная
точка цикла
Точка начала
г
ру
бой
р
езки
Точка начала
грубой резки
Программа конечной
ф
о
р
мы
Программа конечной
формы
Основание отверстия
Предел окончания
Выполняемая на данный момент программа Выполняемая на данный момент программа
Программа законченной
формы
Программа формы
Программа
законченной формы
Очередность выполнения программы (a) (b) (c) (d)
* Команда G70 Цикл окончания обработки
Происходит окончательная обработка заготовки
согласно программе чистовой обработки, после
чего ось возвращается в положение команды G70.
Очередность выполнения программы (a) (b) (c) (d)

13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
(2) Обработка открытой секции и обработка средней секции
Обработка в цикле грубой резки включает такие варианты, когда один конец заготовки
остается открытым, а также такие, в которых обработка начинается со средней секции
заготовки.
Обработка открытой секции .......Возможно при обработке углублений ВКЛ и ВЫКЛ
Обработка средней секции.........Возможно только при обработке углублений ВКЛ
(Весь цикл грубой резки рассматривается как одно
углубление)
273
<Обработка открытой секции>
A (G71 командная точка цикла)
С (конечный блок законченной формы)
Точка начала грубой резки
В (начальный блок законченной формы)
<Обработка средней секции>
A (G71 командная точка цикла
С (конечный блок законченной формы)
Точка начала грубой резки =
В (начальный блок законченной формы)
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
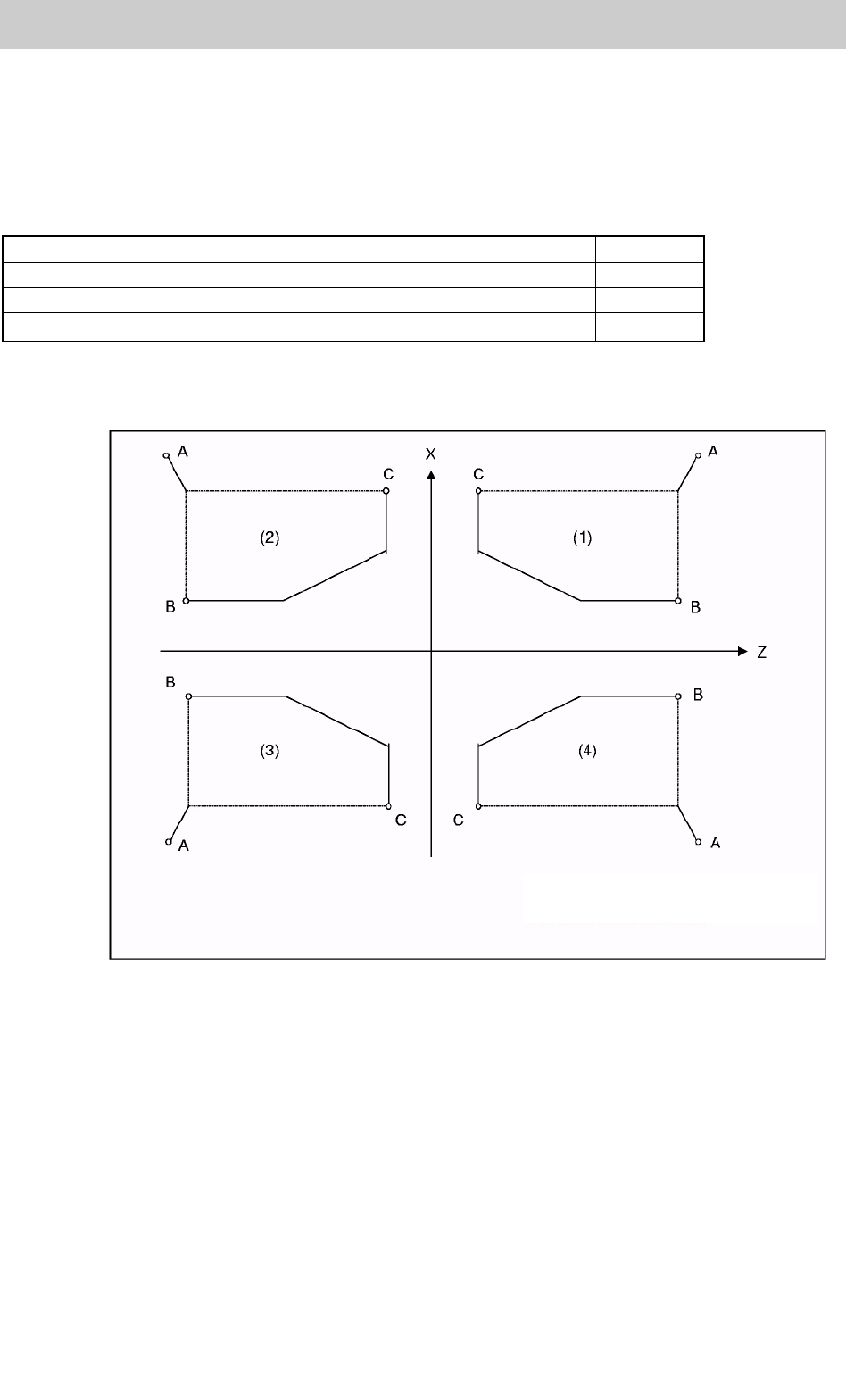
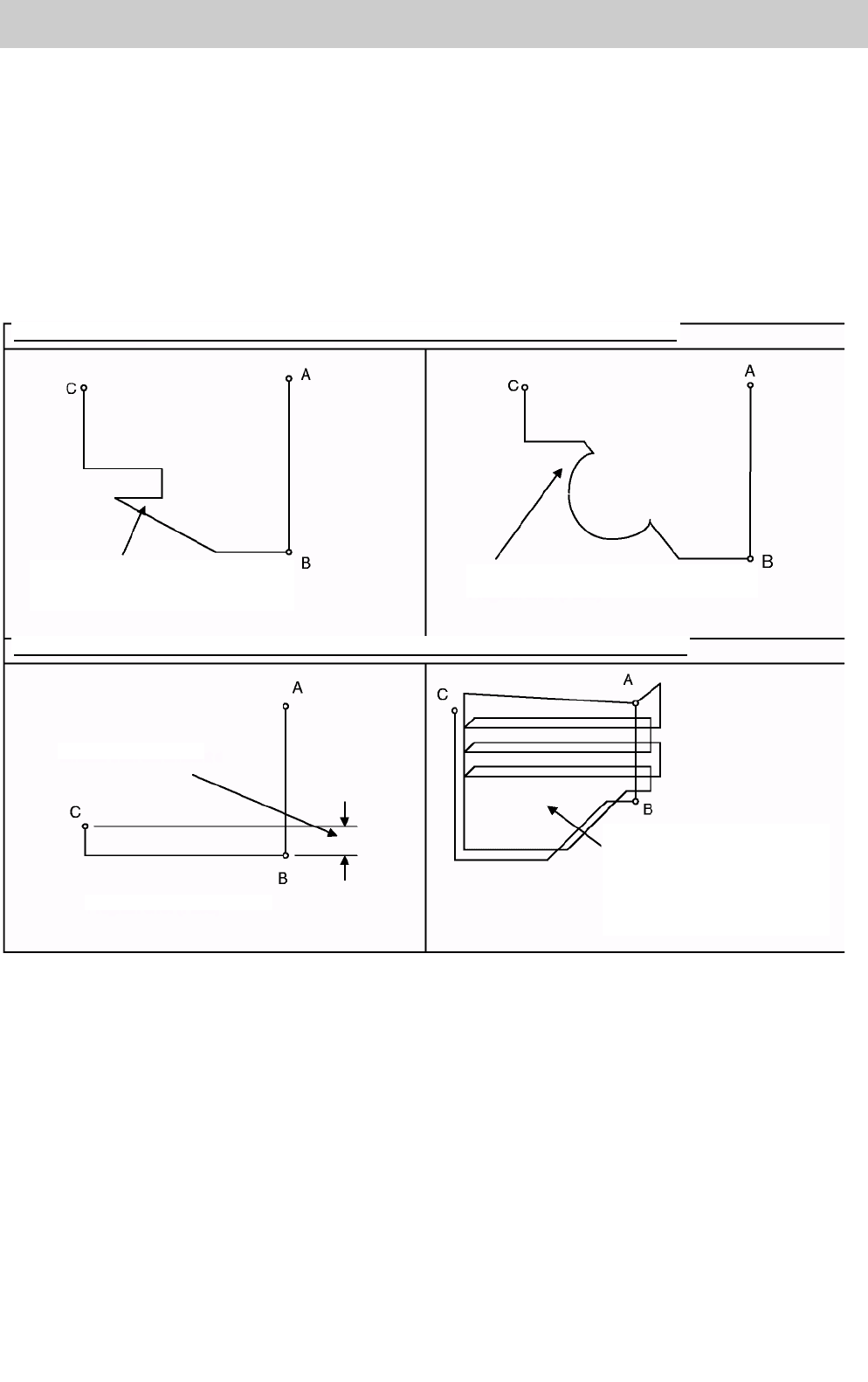
(3) Направление грубой резки
<Направление грубой резки при выключенной обработке углублений>
Выбрать одно из следующих.
• Автоматическое определение в соответствии с конечной формой (ext09/bit2=0)
Направление грубой резки определяется следующим способом в соответствии с
конечной формой. Программой законченной формы является A → В → С.
С (конечный блок законченной формы) ось X > В (начальный блок законченной формы) ось Z
(1)или(2)
С (конечный блок законченной формы) ось X < В (начальный блок законченной формы) ось Z
(2) или (4)
С (конечный блок законченной формы) ось Z > В (начальный блок законченной формы) ось Z
(2) или (3)
С (конечный блок законченной формы) ось Z < В (начальный блок законченной формы) ось Z
(1)или(4)
* Выводится программная ошибка (P203), если С (конечный блок законченной формы)
ось X = В (начальный блок законченной формы) ось X, либо С (конечный блок
законченной формы) ось Z = В (начальный блок законченной формы) ось Z.
• Задать при помощи программы (ext09/bit2=1)
Направление предела окончания соответствует знаку предельного значения
окончания, заданного в программе.
274
A (G71 командная точка цикла)
В (начальный блок законченной формы)
С (конечный блок законченной формы)
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
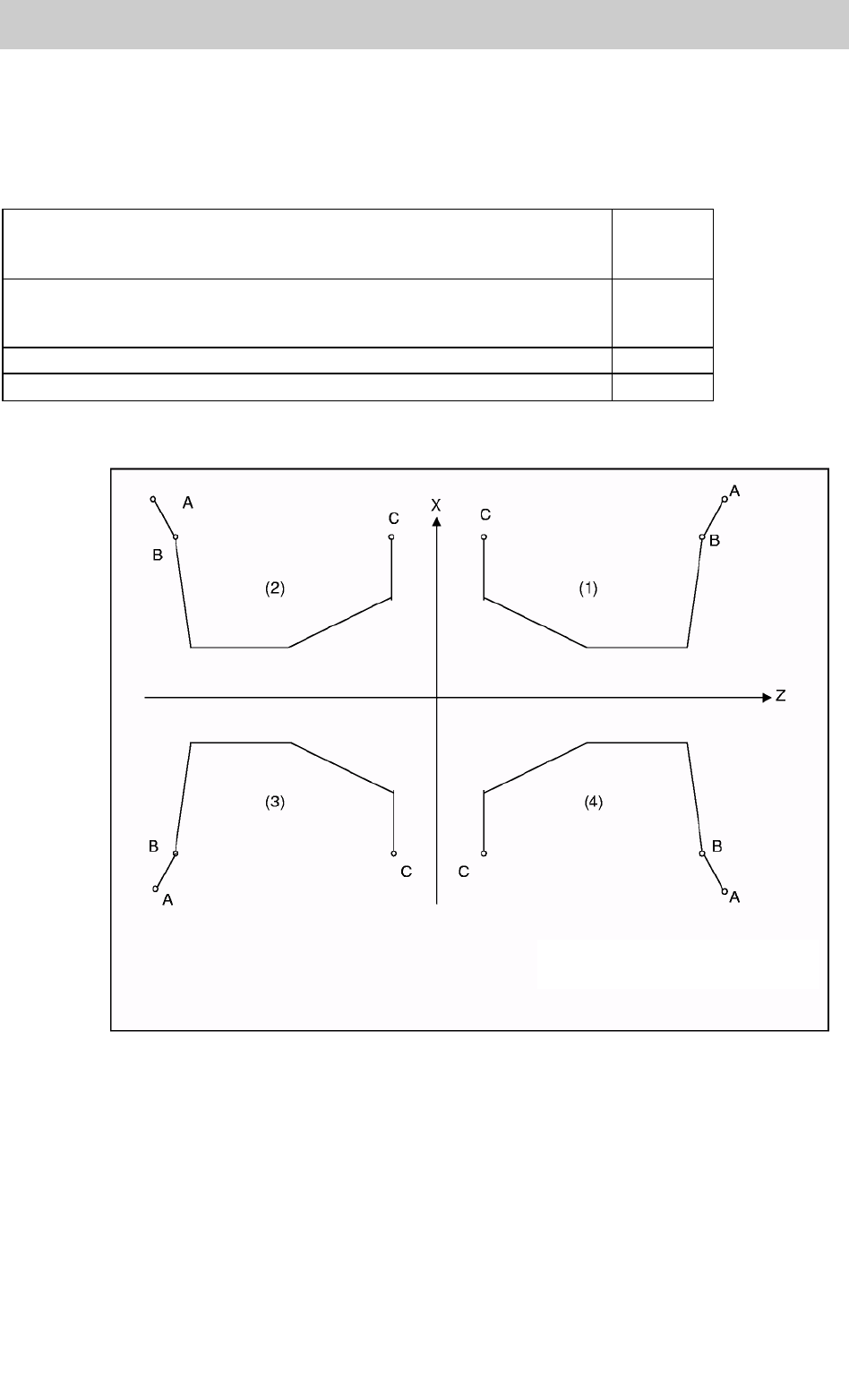
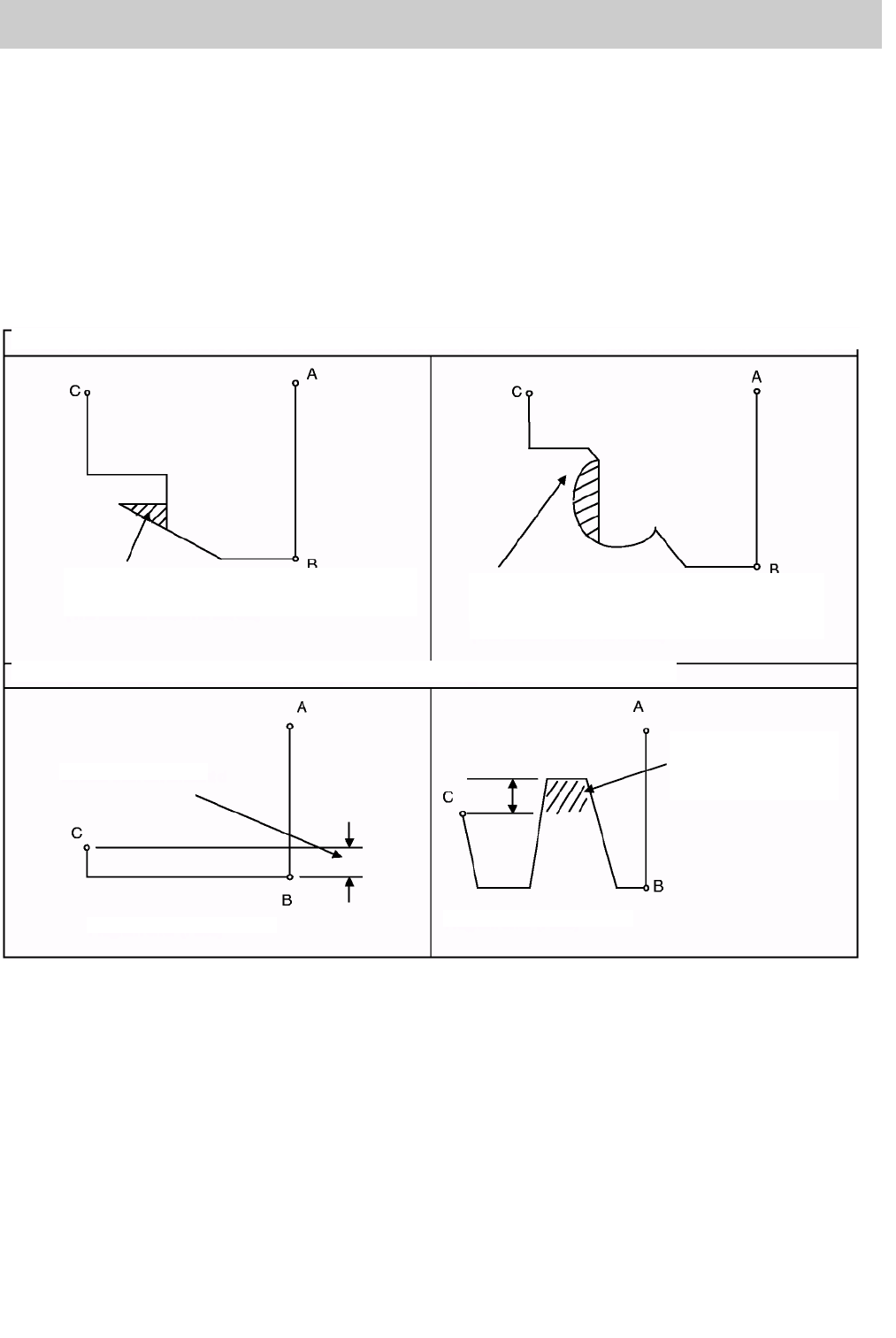
< Направление грубой резки при включенной обработке углублений>
Выбрать одно из следующих.
• Автоматическое определение в соответствии с конечной формой (ext09/bit2=0)
Направление грубой резки определяется следующим способом в соответствии с
конечной формой. Программой законченной формы является A -> В -> С.
A (G71 командная точка цикла) ось X > В (начальный блок законченной
формы) ось X, и В (начальный блок законченной формы) ось X ≤ С
(конечный блок законченной формы) ось X
(1) или (2)
A (G71 командная точка цикла) ось X < В (начальный блок законченной
формы) ось X, и В (начальный блок законченной формы) ось X ≥ С
(конечный блок законченной формы) ось X
(3) или (4)
С (конечный блок законченной формы) ось Z > В (начальный блок законченной формы) ось Z
(2) или (3)
С (конечный блок законченной формы) ось Z < В (начальный блок законченной формы) ось Z
(1) или (4)
* Выдается программная ошибка (P203), если С (конечный блок законченной формы)
ось Z = В (начальный блок законченной формы) ось Z.
* При задании точки В оси X у основания метод будет соответствовать
"< Направление грубой резки при выключенной обработке углублений >".
• Задать при помощи программы (ext09/bit2=1)
Направление предела окончания соответствует знаку предельного значения
окончания, заданного в программе.
275
A (G71 командная точка цикла)
В (начальный блок законченной формы)
С (конечный блок законченной формы)
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
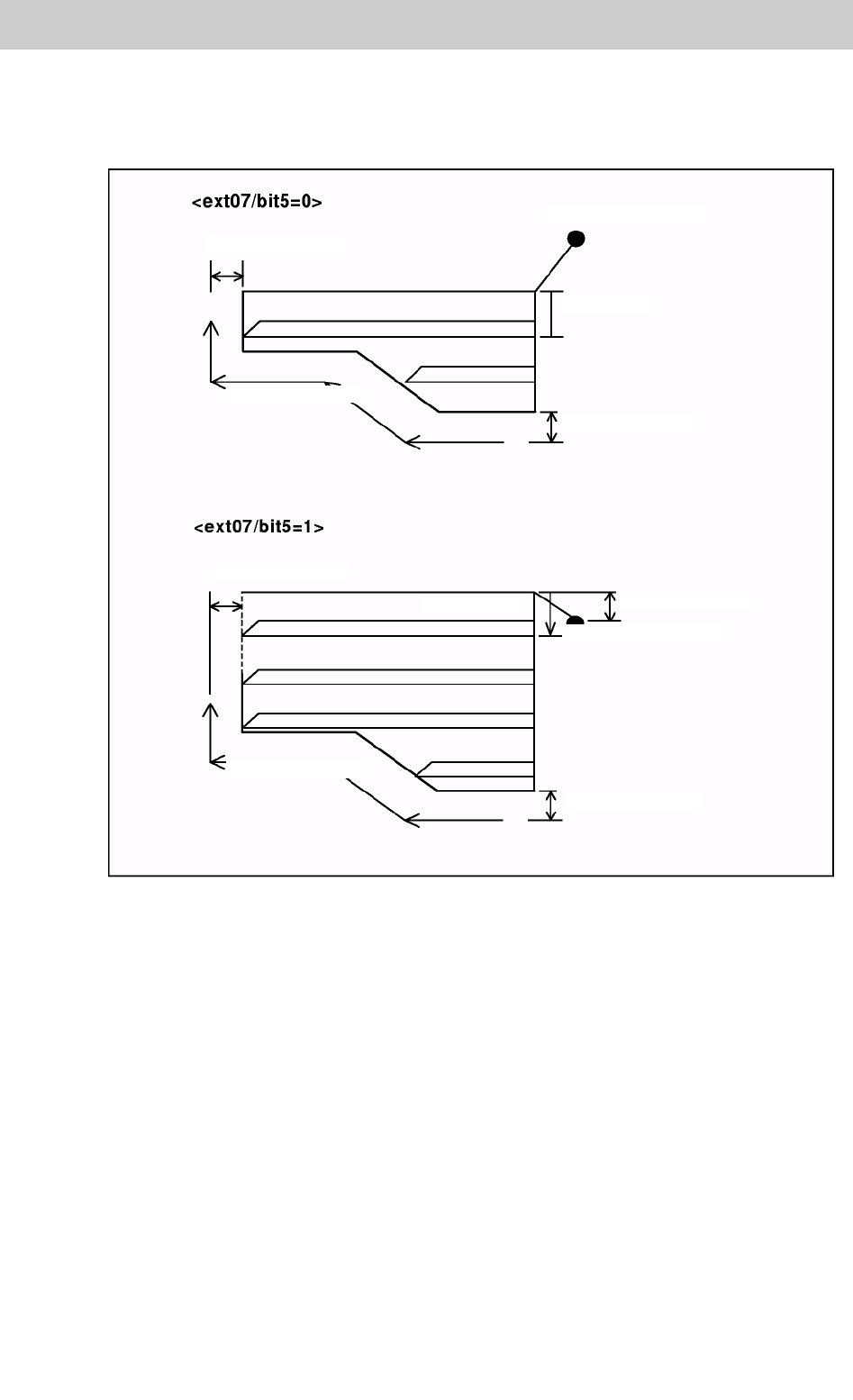
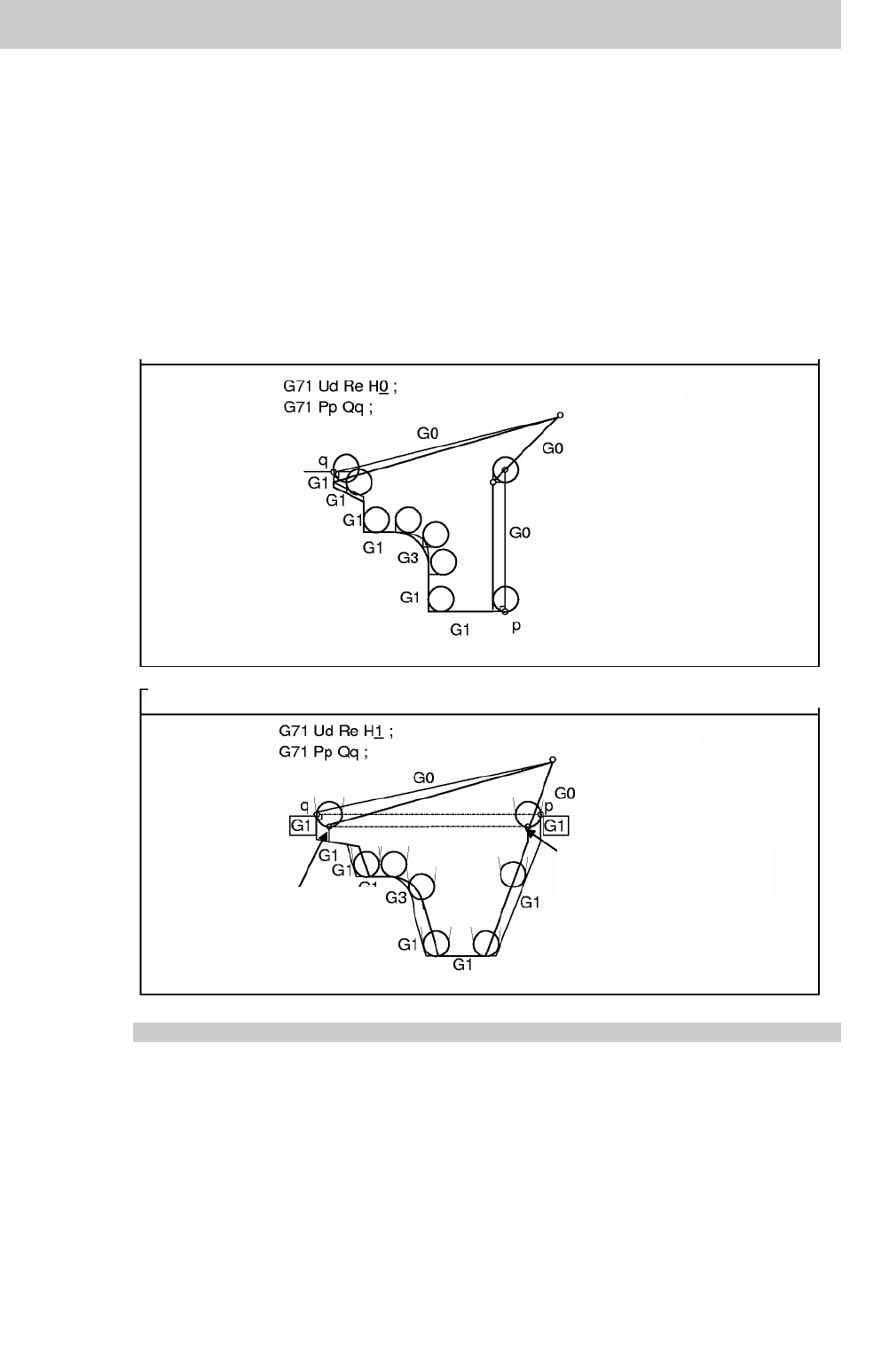
(4) Законченная форма
Выбор начальной позиции резки (ext07/bit5)
Начальная позиция резки определяется на основании конечной позиции программы
законченной формы, однако она может быть изменена на начальную точку цикла.
276
Начальная точка цикла
Предел завершения
Первая резка
Законченная форма
Предел завершения
Предел завершения
Предел завершения
Первая резка
Начальная точка цикла
Законченная форма
Предел завершения
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
<Конечная форма в направлении оси Z при выключенной обработке углублений>
Предел завершения направления оси Z должен всегда изменяться только
односторонне (только увеличение, или только уменьшение).
Выводится программная ошибка (P203), если задана некорректная форма.
< Конечная форма в направлении оси Х при выключенной обработке углублений >
Как правило, изменение предела завершения направления оси Х должно происходить
в одностороннем порядке (увеличение или уменьшение).
В секциях, которые изменяются не односторонне, цикл грубой резки в углублениях
выполняться не будет, однако предел завершения будет отслеживаться в
установленном порядке. Поэтому если глубина углублений оси Х будет не менее
глубины резки, нагрузка резки будет увеличиваться в участках углублений. Следует
обратить внимание на правильность программирования.
277
<Пример неверного направления оси Z при выключенной обработке
у
гл
у
блений>
Направление оси Z изменяется на
обратное Программная ошибка(P203)
Направление оси Z изменяется на обратное
в центре оси Программная ошибка (P203)
< Пример неверного направления оси Х при выключенной обработке
у
гл
у
блений >
Менее уровня резки d
Углубление существует при
выключенной обработке
углублений. (Ошибка не
возникает, однако секция будет
подвержена грубой резке за один
заход резки.)
Программная ошибка (P203)
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
< Конечная форма в направлении оси Z при включенной обработке углублений>
Конечная форма в направлении оси Z будет всегда изменяться в одну сторону (только
увеличение или только уменьшение).
Секции, которые не изменяются в одностороннем порядке, будет иметь защитное покрытие.
<Конечная форма в направлении оси Z при включенной обработке углублений>
Как правило, конечная форма в направлении оси Х должна изменяться в одну
сторону (увеличение или уменьшение). Направление должно изменяться на
обратное только в углублении.
Следует убедиться в том, что блоки конечной формы не выходят за пределы С
(конечный блок законченной формы) позиции оси X во время обработки углублений.
Выводится программная ошибка (P203), если внутренние блоки выходят за пределы С
(конечный блок законченной формы) позиции оси X.
278
<Пример секции, где направление оси Z не изменяется односторонне при включенной обработке углублений>
Направление оси Z меняется на обратное, так что
создается конечная форма с защитой в затемненной
секции. (Затемненная секция не подвергается резке)
Направление оси Z меняется на обратное в центре
дуги, так что создается конечная форма с защитой в
затемненной секции.
(Затемненная секция не подвергается резке)
<Пример неверного направления оси X при включенной обработке
у
гл
у
блений>
Блок завершения
обработки больше, чем
законченный блок
конечной точки
Менее уровня резки d
Программная ошибка (P203)
Программная ошибка (P203)
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
(5) Законченная форма во время коррекции вершины R
Выбор коррекции вершины R (ext07/bit6)
<ext07/bit6=0>
Если команда G71 присутствует в режиме коррекции вершины R, командная точка
цикла G71 будет находиться в позиции, где произошла временная отмена коррекции
вершины R. Конечная форма будет создана при применении коррекции вершины R.
(Примечание) Для обработки средней секции при включенной обработке
углублений, следует задать программу таким образом, чтобы положение
оси Х начального блока законченной формы и положение оси Х конечного
блока законченной формы совпадали после применения коррекции
вершины R.
Меры предосторожности при обработке средней секции
Средняя секция будет обработана, если положение оси Х начального блока
законченной формы и положение оси Х конечного блока законченной формы
совпали после применения коррекции вершины R. Следует задать программу так,
чтобы блоки, вошедшие в указанный выше квадрат, производили перемещение
только оси X (расстояние больше диаметра вершины R).
<ext07/bit6=1 >
Форма, для которой коррекция вершины R в программе конечной формы не
выполнялась, будет формой грубой резки.
279
<Пример вершины резца № 3
(
обработка
у
гл
у
блений ВЫКЛ
)
... Обработка открытой секции>
Командная точка цикла
Точка начала грубой резки
<Пример вершины резца № 8
(
обработка
у
гл
у
блений
)
... Обработка средней секции>
Командная точка цикла
Начальный блок законченной
формы после коррекции
вершины R
Конечный блок законченной
формы после коррекции
вершины R
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
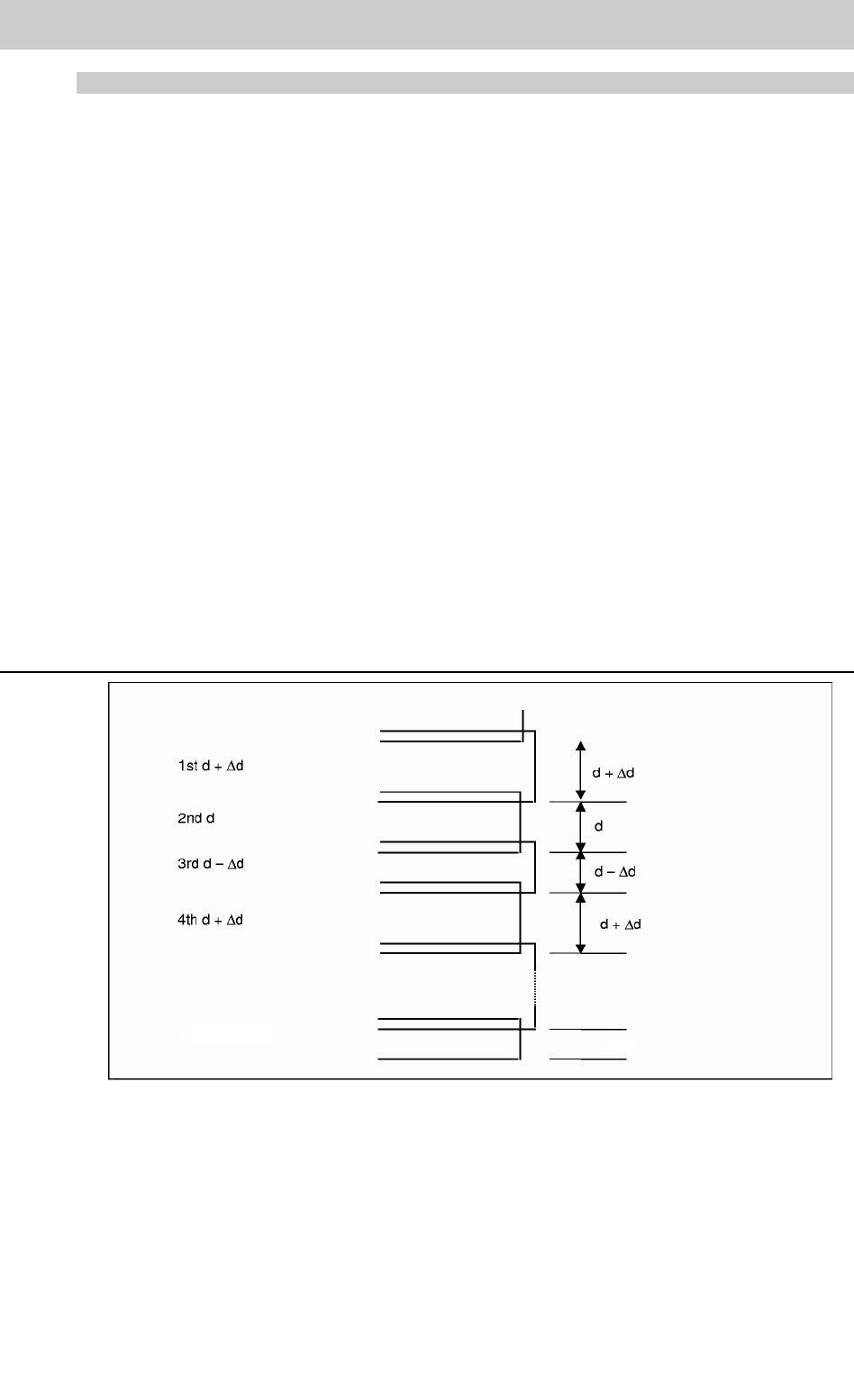
Уровень резки
(1) Уровень резки задается при помощи Ud. Тем не менее, возможно изменение уровня
резки с каждым проходом резки при помощи настройки уровня изменения резки (∆d)
при использовании параметра.
Задание уровня резки (ext07/bit7)
<ext07/bit7=0>
Если уровень одной резки, заданный в программе, превышает глубину резки
конечной формы (d < ∆d), выводится программная ошибка (P204).
<ext07/bit7=1>
Программная ошибка не выводится, даже если уровень, заданный для одной резки,
превышает глубину резки конечной формы, при этом команда будет выполняться
как для одной резки. Следует учитывать, что уровень одной резки должен
задаваться в диапазоне от 0 до 99.999мм. Если задана значение, выходящее за
пределы данного диапазона, выводится программная ошибка.
(2) Конечное значение резки является уровнем резки, однако если это будет значение,
меньшее заданного в параметрах значения, резка производиться не будет, вместо
этого произойдет выполнение завершающей грубой резки.
Параметр Уровень резки (d) [Параметр обработки] "#8051 G71 THICK"
0 - 99.999мм
уровень изменения резки (Ad) [Параметр обработки] "#8017 G71 DELTA-D"
0 - 99.999мм
Мин. уровень резки для конечной резки [Параметр обработки] "#8016 G71 MINIMUM"
0 - 99.999мм
280
Крайнее поле
Поле
13. Вспомогательные программные функции
13.3 Смешанные фиксированные циклы
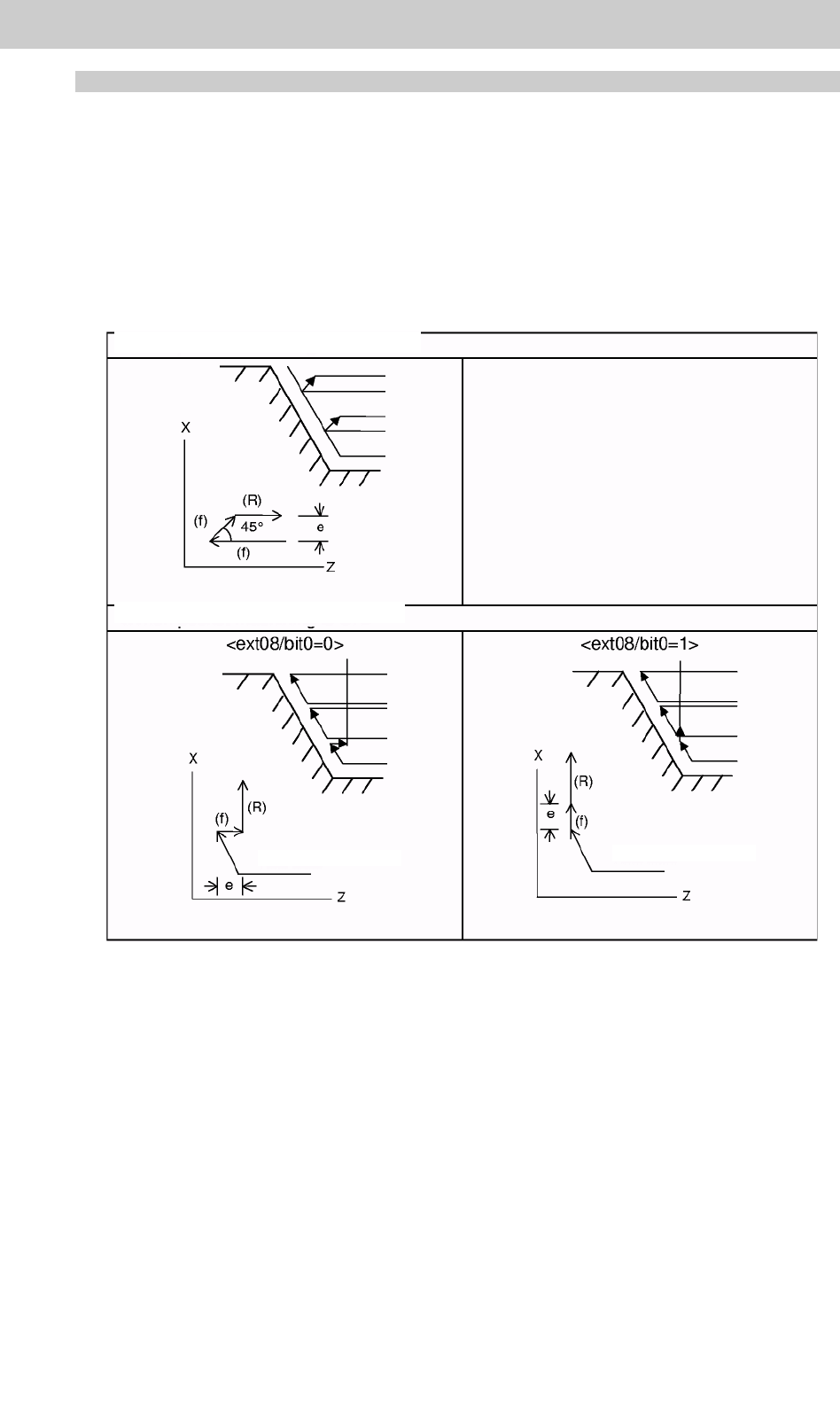
Метод резки и уровень отвода
(1) Метод резки различается в зависимости от того, включена или выключена обработка
углублений.
Обработка углублений ВЫКЛ Отвод в направлении 45° согласно заготовке
Обработка углублений ВКЛ.. Отслеживание формы
(2) Уровень отвода задается при помощи Re, однако уровень отвода может быть
также задан посредством задания уровня в параметрах.
Обработка углублений ВЫКЛ Отвод в направлении 45° согласно заготовке
Уровень отвода параметра (e) [Параметр обработки] "#8052 G71 PULL UP" 0 - 99.999мм
(Примечание) ext08/bit0 также используется для выбора автоматического определения
обработки углублений. (Смотри пояснение для "Hh" в Формате команды.)
281
<Если обработка
у
гл
у
блений ВЫКЛ>
<Если обработка
у
гл
у
блений ВКЛ>
Основание отверстия
Основание отверстия