Руководство по программированию токарного станка с системой ЧПУ MELDAS серии 60 Meldasmagic 64
Подождите немного. Документ загружается.

13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
Подробное описание
(1) Если команда безопасного интервала остановки сверла (адрес "A") не задана,
используется значение настройки параметра возврата #8013.
(2) Цикл глубокого сверления 2 является модовой командой, поэтому она остается
действительной, пока не будет задана команда в той же модовой группе либо команда
отмены (G80).
(3) Если отсутствует команда либо для уровня резки (адрес "I") для первого прохода
резки или уровня резки (адрес "K") для второго и последующих проходов (включая
нулевое командное значение), будет использоваться присутствующее командное
значение, а операция будет выполняться с I и K, равными командному значению.
Если отсутствуют обе команды, сверление отверстия выполняется до основания
отверстия.
(4) Если осевой адрес осей сверления отверстий задан несколько раз в блоке,
действительным будет адрес, заданный последним.
(5) Фиксированный цикл сверления отверстий 2 также отменяется при помощи любого G
кода в группе 01 за исключением G80. Если он задан в том же блоке, что и
фиксированный цикл, фиксированный цикл будет игнорирован.
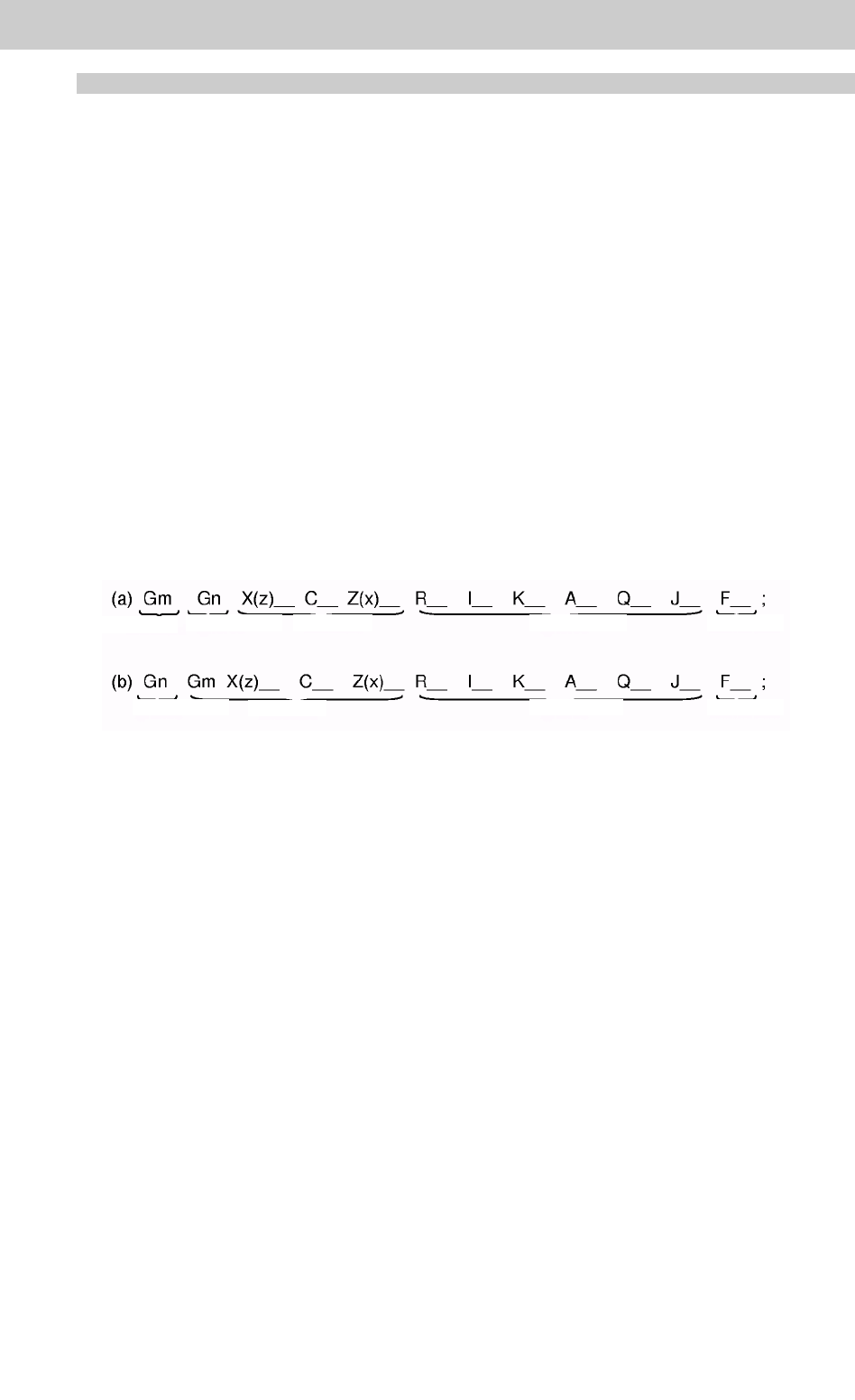
m = код группы 01, n = код фиксированного цикла сверления отверстий
(Примеры) G01 G83.2 Z50. R-10. 18. K10. A3. Q1000 J500 F100. ;
G83.2 G01 Z50. R-10. 18. K10. A3. Q1000 J500 F100. ;
В обоих случаях выполняется G01 Z50. F100.
(6) Если задана внесистемная команда в том же блоке, что и команда цикла глубокого
сверления 2, она выводится в одно и тоже время с исходным позиционированием.
(7) Если задана команда смещения по длине резца (T функция) в режиме цикла глубокого
сверления 2, выполнение будет соответствовать функции смещения по длине резца.
(8) Если данные базовой оси, дополнительной оси или R находятся в блоке в режиме цикла
глубокого сверления 2, сверление отверстия выполняется; если данные отсутствуют,
обработка отверстий не производится.
Даже если присутствуют данные оси X, обработка отверстий не производится, если
команда выдержки времени (G04) присутствует в блоке.
(9) Задать данные обработки отверстий (A, I, K, Q, J) в блоке (включая данные базовой
оси, дополнительной оси или R), в котором выполняется операция сверления
отверстий.
Даже если они заданы в блоке без операции сверления отверстий, модовые данные не
будут обновляться.
(10) Выдается программная ошибка (P33) для следующих команд.
(a) Если заданы ось сверления отверстий Х (командный адрес X или U) и ось
сверления отверстий Z (командный адрес Z или W).
(b) Если задана любая ось за исключением X или Z (любой командный адрес за
исключением X, U, Z и W).
322
Игнорировано Выполнено Игнорировано Сохранено
Выполнено
Игнорировано Игнорируется Сохранено
Выполнено

13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
(11) Если нажата кнопка блокировки подачи при выполнении цикла глубокого сверления 2,
блокировка подачи выполняется в этой точке, а после повторного пуска
автоматической операции выполняется остаток цикла.
(12) Если прерывание согласно ручной операции выполняется во время блокировки
подачи (ручное абсолютное переключение ВКЛ), операция в моде цикла глубокого
сверления 2 смещается от повторного пуска автоматической операции на уровень,
эквивалентный движению, вызванному прерыванием.
(13) При поблочной операции остановка блока происходит после завершения команды цикла
глубокого сверления 2.
13.5.5 Отмена фиксированного цикла сверления; G80
Подробное описание
Данная функция приводит к отмене фиксированного цикла сверления отверстий (G83,
G84, G85, G87, G88, G89). Производится отмена режима обработки отверстий и данных
обработки отверстий.
13.5.6 Меры предосторожности при использовании фиксированного цикла сверления
Меры предосторожности
(1) Если задан фиксированный цикл G84 или G88, резец должен вращаться в
предварительно определенном направлении при помощи предыдущих внесистемных
функций (M3, M4).
(2) Если присутствуют данные для основной оси, дополнительной оси или R в одном блоке в
режиме фиксированного цикла, сверление отверстий производится. Если данные
отсутствуют, сверление отверстий не производится.
Следует учитывать, что даже с данными оси Х, если данный блок является командой
выдержки времени (G04), сверление отверстий производиться не будет.
(3) Задать данные обработки отверстий (Q, P) в блоке, в котором выполняется сверление
отверстий (блок, содержащий данные для основной оси, дополнительной оси или R).
Модовые данные не обновляются в блоках без сверления отверстий, даже если
эти данные заданы.
(4) Модовое значение F может изменяться, если будет произведен сброс во время
выполнения G85 (G89).
323
13. Вспомогательные программные функции
13.5 Фиксированные циклы сверления отверстий
(5) Отмена фиксированного цикла сверления отверстий также производится при помощи G
кодов группы 01 за исключением G80. Если они заданы в том же блоке, что и
фиксированный цикл, фиксированный цикл будет игнорирован,
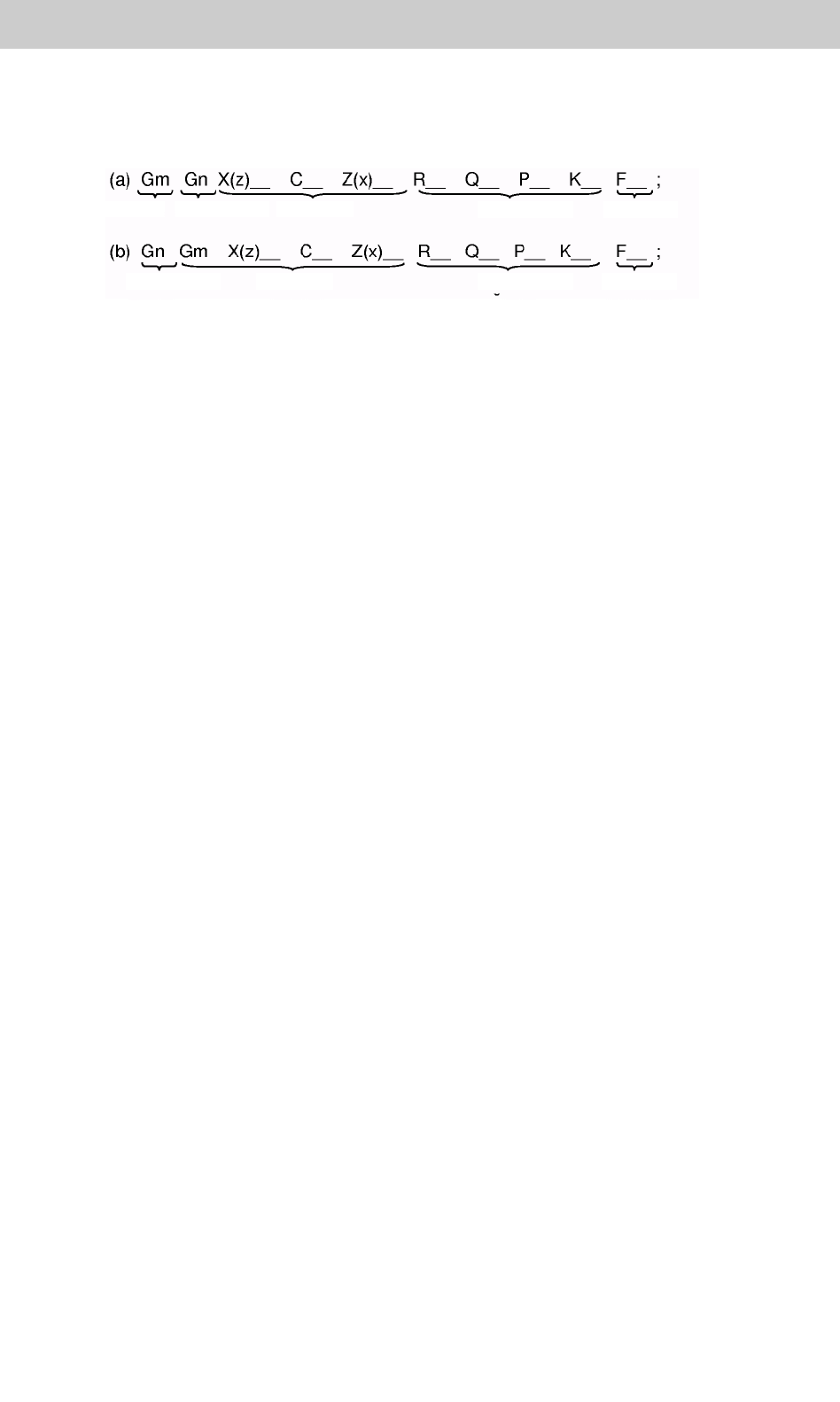
m = код группы 01 n = код фиксированного цикла сверления отверстий
(Примеры) G01 G83 X100. C30. Z50. R-10. Q10. P1 F100. ;
G83 G01 X100. C30. Z50. R-10. Q10. P1 F100. ;
В обоих случаях выполняется G01X100. C30. Z50. F100.
(6) Если внесистемные функции заданы в одном блоке с командами фиксированного
цикла, они выводятся одновременно с исходным позиционированием.
Следует учитывать, что если код М фиксации оси C, заданный в параметрах
(#1183clmp_M) задан в том же блоке, код M выводится после позиционирования
(операция 2).
После возврата оси в исходную точку (G98 режим: исходная точка/G99 режим: R точка)
после сверления отверстий выводится код M фиксации оси C (фиксация M + 1 ), после
чего происходит выдержка времени оси, заданного в параметрах (#1184 clmp_D).
Если задано количество вращений, коды М, отличные от кодов для фиксации оси С,
осуществляют указанное выше управление только для первого оборота.
Команды М фиксации/дефиксации оси С работают в модовом режиме, они
выводятся после каждого оборота, пока не будет задана команда отмены
фиксированного цикла.
(7) Если команды смещения по длине резца (T функции) заданы в фиксированном цикле
сверления отверстий, они выполняются в соответствии с функцией смещения по длине
резца.
(8) Выводится программная ошибка (P155), если фиксированный цикл сверления отверстий
задан во время коррекции вершины R.
(9) Для G кода списка 1, уровень возврата к исходной точке является фиксированным.
Уровень возврата не может быть изменен при помощи команды G98/G99. Следует
учитывать, что будет выполняться отдельная функция, если задана G98/G99.
(10) В блоке, в котором происходит изменение направления движения любой оси на
обратное, как показано внизу, нагрузка сервосистемы значительно увеличивается,
так что нельзя задавать диапазон выхода на заданную позицию в программе
обработки.
G0 X100., I10.0;
X-200. ;
324
Выполнено Игнорировано Выполнено
Игнорировано Сохранено
Игнорировано Выполнено Игнорировано Сохранено
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный форма MELDAS)
13.6 Фиксированный цикл сверления; G80-G89 (специальный формат MELDAS)
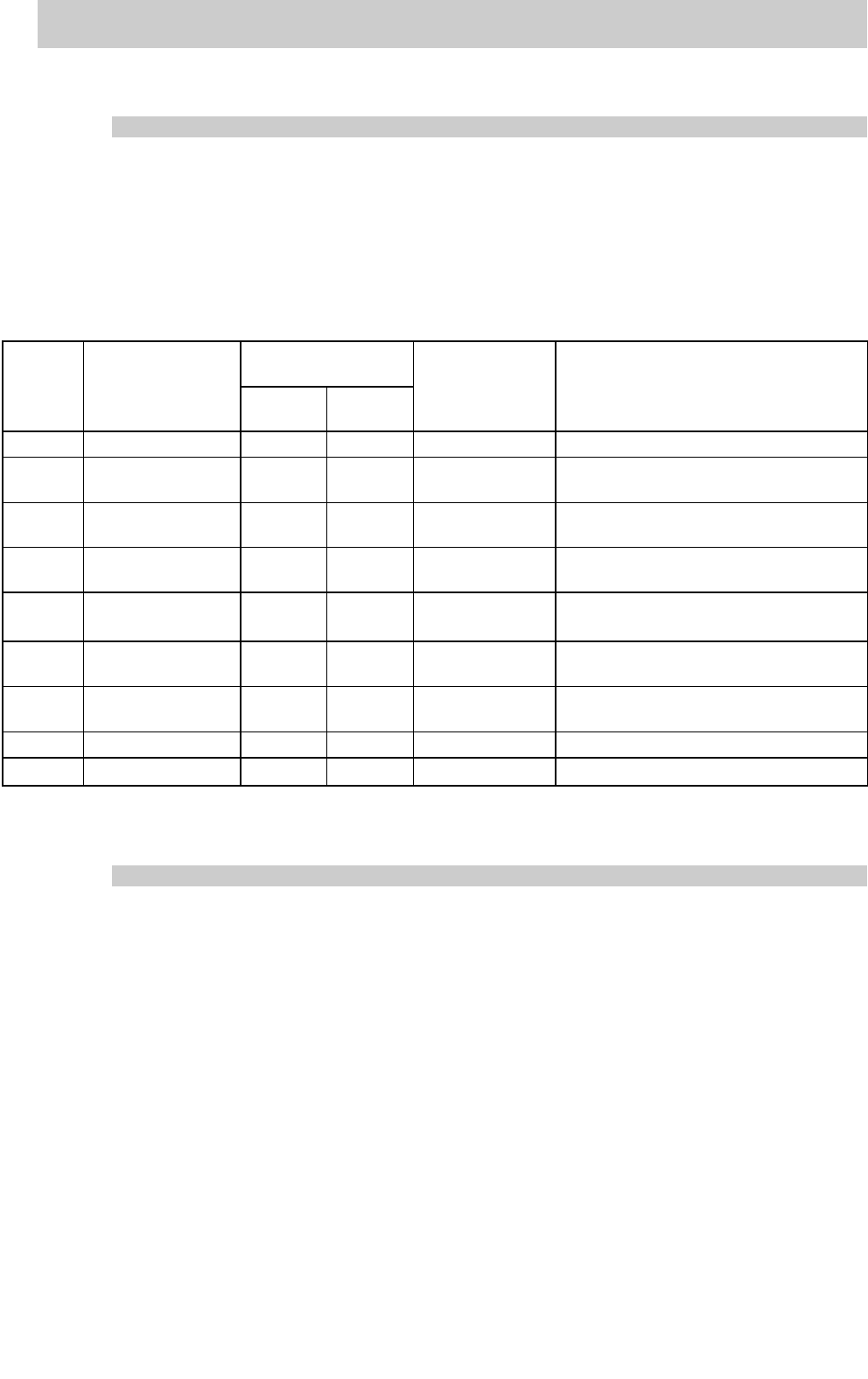
Функция и назначение
Данные фиксированные циклы используются для предварительно заданных
последовательностей операций обработки, таких как стандартное позиционирование,
сверление отверстий, расточка и нарезание метчиком, которые задаются в блоке. Различные
последовательности, возможные при использовании данных функций, перечислены в
следующей таблице.
Данная функция является действительной, если добавлен специальный формат MELDAS
(#1265 ext01/bit2 ВКЛ).
G код
Начало обработки
отверстий
Операция у
основания отверстия
Операция
возврата
Приложение
Выдержка
времени
Шпиндель
G80
— — — — Отмена
G81
Подача резки — — Быстрый ход
Сверление, цикл местного
сверления
G82
Подача резки Да — Быстрый ход
Сверление, цикл расточки
G83
Прерывистая
подача
Да — Быстрый ход
Цикл глубокого сверления
G83.1
Прерывистая
подача
Да
—
Быстрый ход
Цикл пошагового изменения
G84
Подача резки Да
Обратное
вращение
Подача резки Цикл нарезания метчиком
G84.2
Подача резки Да
Обратное
вращение
Подача резки
Цикл синхронного нарезания
метчиком
G85
Подача резки
— —
Подача резки
Цикл расточки
G89
Подача резки Да
—
Подача резки
Цикл расточки
Режим фиксированного цикла отменяется, если задана команда G80 или любая команда
G в (G00, G01, G02, G03). Различные данные также одновременно сбрасываются на ноль.
Формат команды
G8∆ X_ Y_ Z_ R_ Q_ P_ F_ L_ S_ , S_ ,l_ ,J_
G8∆ Режим обработки отверстий
X_ Y_ Z_ Данные позиционирования отверстия
R_ Q_ P_ F_ Данные обработки отверстий
L_ Количество повторов
S_ Скорость вращения шпинделя
,S_ Скорость вращения шпинделя при возврате
,l_ Диапазон выхода на заданную позицию оси позиционирования
,J_ Диапазон выхода на заданную позицию оси сверления
Как показано выше, формат подразделяется на режим обработки отверстий, данные
позиционирования отверстия, данные обработки отверстий, количество повторений,
скорость вращения шпинделя, скорость вращения шпинделя при возврате, диапазон
выхода на заданную позицию оси позиционирования и диапазон выхода на заданную
позицию оси сверления.
325
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
Подробное описание
(1) Режим обработки отверстий связан с такими режимами фиксированных циклов, как
сверление, расточка, нарезание метчиком. Данные позиционирования отверстия
являются данными, используемыми для позиционирования осей X и Y.
Данные обработки отверстий являются данными обработки, фактически
используемыми для обработки. Данные позиционирования отверстия и
количество повторений являются немодовыми данными, данные обработки
отверстий и скорость вращения шпинделя при возврате являются модовыми
данными.
(2) Если M00 или M01 заданы в том же блоке, что фиксированный цикл или в режиме
фиксированного цикла, фиксированный цикл будет игнорирован. Вместо этого M00 и
M01 будут выводиться после позиционирования.
Фиксированный цикл будет выполняться, если заданы X, Y, Z или R .
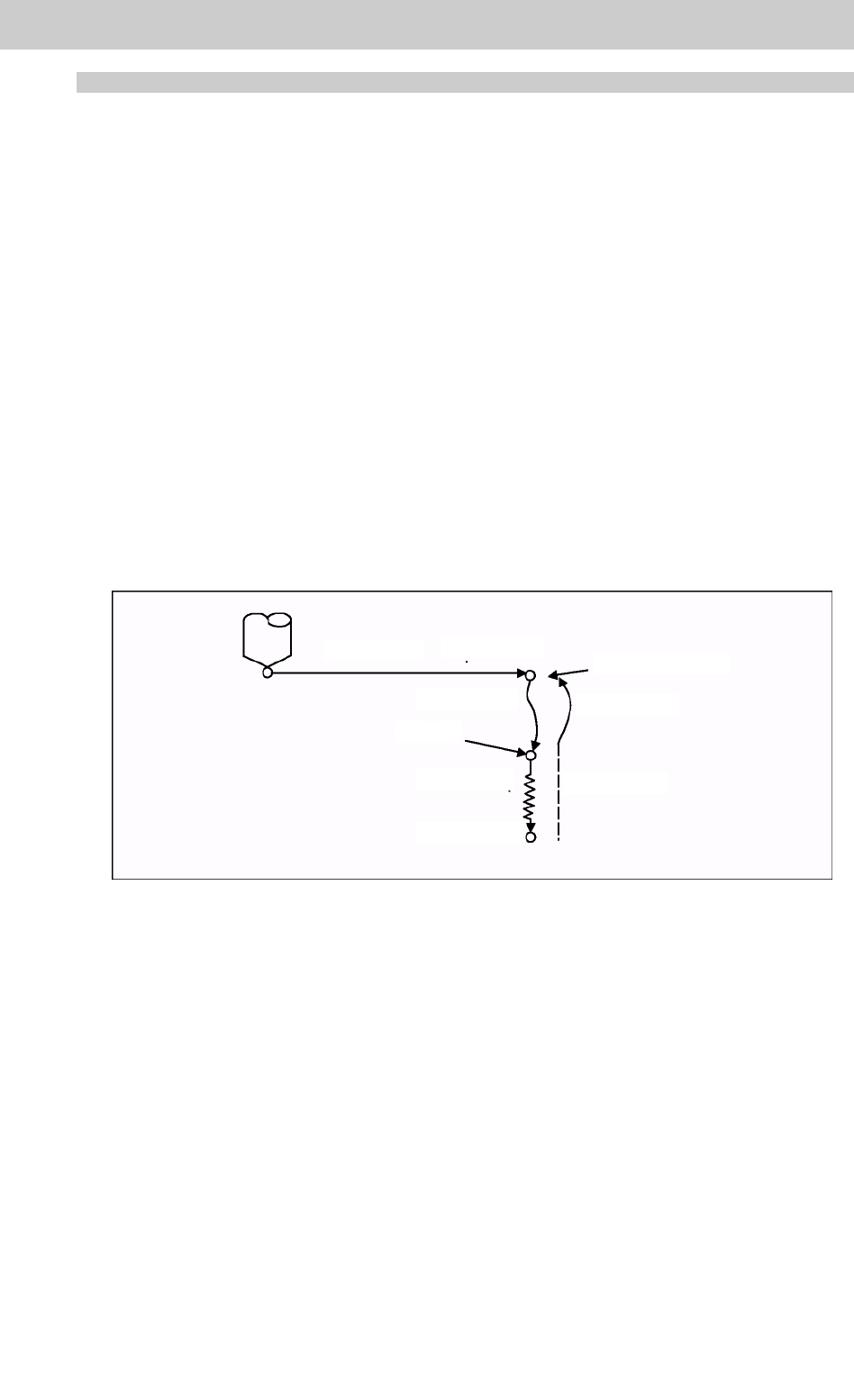
(3) Существует 7 фактических операций, которые по очереди описаны ниже.
Операция 1 : Указывает позиционирование осей X и Y и выполняет позиционирование
при помощи G00.
Операция 2 : Является операцией, выполняемой после завершения позиционирования
(в исходной точке), и если задана G87, подается команда M19 из блока
управления на станок. Если данная команда M выполнена и получен
сигнал завершения (FIN) от блока управления, начинается выполнение
следующей операции. Если переключатель остановки поблочного
выполнения включен, блок будет остановлен после позиционирования.
Операция 3 : Резец позиционируется в точке R при быстром ходе.
Операция 4 : Выполняется обработка отверстий при подаче резки.
Операция 5 : Данная операция выполняется в позиции основания отверстия и
отличается в зависимости от режима фиксированного цикла. Возможные
действия включают остановку шпинделя (M05) обратное вращения
шпинделя (M04), прямое вращение шпинделя (M03), выдержка времени и
смещение резца.
Операция 6 : Отход к точке R возможен либо при подаче резки, либо при быстром ходе в
зависимости от режима фиксированного цикла.
Операция 7 : Резец возвращается к исходной точке на скорости быстрого хода.
Требуется ли выполнение фиксированного цикла в операции 6 или 7, может быть
выбрано при помощи следующих G команд.
G98...........Возврат к исходному уровню
G99...........Возврат к уровню точки R
Эти команды являются модовыми командами, так что, например, если задается G98,
режим G98 будет активирован, пока не будет задан G99. Исходным статусом в режиме
готовности устройства NC является режим G98. Данные обработки отверстий будут
игнорироваться, если X, Y, Z или R не заданы. Данная функция, как правило,
используется для специальных фиксированных циклов.
326
Операция 2
Операция 1
Исходная точка
Операция 3
Операция 7
R
точка
Операция 4
Операция 6
Операция 5
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
(4) Адреса фиксированного цикла и их значения
Адрес
Значение
G
Выбор последовательности фиксированного цикла сверления (G80 - G89)
X
Задание позиции сверления (абсолютное или инкрементное значение)
Y
Задание позиции сверления (абсолютное или инкрементное значение)
Z
Задание позиции основания отверстия (абсолютное или инкрементное значение)
P
Задание выдержки времени в позиции у основания отверстия (десятичные точки
игнорируются)
Q
Задание уровня резки для каждого прохода резки при помощи G83, либо задание
уровня сдвига в G87 (инкрементное значение)
R
Задание позиции точки R (абсолютное или инкрементное значение)
F
Задание скорости подачи резки
L
Задание количества повторений. 0 - 9999
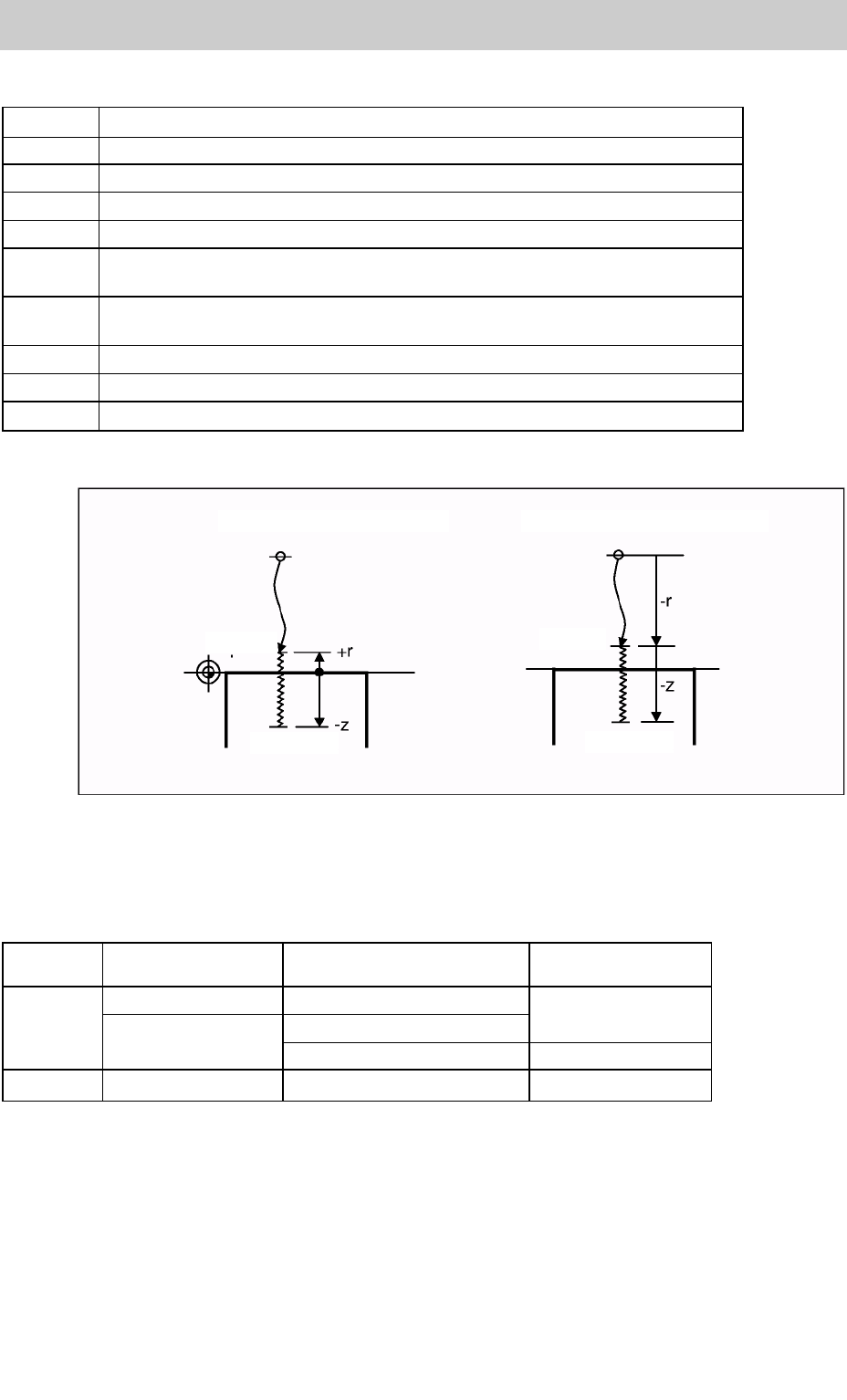
(5) Различие между командой абсолютного значения и командой инкрементного значения
(6) Скорость подачи для цикла нарезания метчиком и возврата нарезания метчиком
Скорость подачи для цикла нарезания метчиком и возврата нарезания метчиком
указана ниже.
(a) Выбор скорости подачи цикла асинхронного нарезания метчиком
G94/G95
Параметр управления
F1 –значное значение
Значение команды F
Задание подачи
ВЫКЛ
Задание F
Не F0 - F8
Поминутная подача
G94
ВКЛ
F0 - F8 (без десятичной точки)
F1 –значная подача
G95 —
Задание F Подача на оборот
- не имеет значения для настройки
327
для абсолютного значения
д
ля инкрементного значения
R
точка
.
R
точка
Заготовка
Заготовка
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
(b) Скорость вращения шпинделя при возврате цикла синхронного нарезания
метчиком
Адрес
Значение
адреса
Диапазон команд-
ных значений
(единица)
Примечание
,
s
0
- 99999
(об/мин)
Скорость
вращения
шпинделя
при
возврате
Данные рассматриваются как модовые
значения. Если значение не превышает
скорость вращения шпинделя, значение
скорости вращения шпинделя будет
действительным даже при возврате. Если
скорость вращения шпинделя не равна 0
при возврате, значение коррекции возврата
метчика будет недействительным.
Плоскость позиционирования и ось сверления отверстий
Фиксированный цикл имеет основные элементы управления для плоскости
позиционирования и оси сверления отверстий. Плоскость позиционирования задается при
помощи команды выбора плоскости G17, G18 и G19, а осью сверления отверстий является
ось, перпендикулярная (X, Y, Z или параллельная ось) по отношению к указанной выше
плоскости.
Выбор плоскости Плоскость
позиционирования
Ось сверления
отверстий
G17(X-Y)
x
p
-v
p
Zp
G18(Z-X)
Zp-Xp
Yp
G19(Y-Z)
Yp-Zp
Xp
Xp, Yp и Zp обозначают основные оси X, Y и Z либо ось, параллельную основной оси.
Для позиционирования может быть задана случайная ось, но не ось сверления отверстий.
Ось сверления отверстий определяется при помощи адреса оси сверления отверстий,
заданного в одном блоке с G81 - G89. Основной осью будет ось сверления отверстий, если
задание отсутствует.
(Пример 1) Если выбрана G17 (плоскость XY), а ось, параллельная оси Z, задана как ось W.
G81 ... Z _ ; Ось Z используется как ось сверления отверстий.
G81 ... W_ ; Ось W используется как ось сверления отверстий.
G81 ... ; (Не Z или W) Ось Z используется как ось сверления отверстий.
(Примечание 1) Ось сверления отверстий может быть зафиксирована за осью Z при
помощи параметра #1080 Dril_Z.
(Примечание 2) Переключение между осями сверления отверстий при статусе отмены
фиксированного цикла.
(Примечание 3) Выводится программная ошибка, если ось сверления отверстий не
существует.
В последующих пояснениях для движения в каждом режиме фиксированного цикла
плоскость XY используется как плоскость позиционирования, а ось Z - как ось сверления
отверстий.
Следует учитывать, что все командные значения являются инкрементными значениями,
плоскостью позиционирования будет плоскость XY, а осью сверления отверстий будет ось Z.
328
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
Программируемая команда диапазона выхода на заданную координату в
фиксированном цикле
Команда задает диапазон выхода на заданную позицию для фиксированного цикла из
программы обработки. Заданный диапазон выхода на заданную позицию действителен
только для фиксированных циклов G81 (сверление, местное сверление), G82 (сверление,
расточка), G83 (цикл глубокого сверления), G84 (цикл нарезания метчиком), G85 (расточка),
G89 (расточка), G83.1 (цикл пошагового приращения) и G84.2 (цикл синхронного нарезания
метчиком). Адрес ", I" задается в соответствии с осью позиционирования, а адрес ",J"
задается в соответствии с осью сверления отверстий.
Адрес Значение адреса
Диапазон командных
значений (единица)
Примечания
,l
Диапазон выхода на зад.
позицию (уровень
пози
ц
ионной ошибки
)
,J
Диапазон выхода на зад.
позицию для оси сверления
отверстий в фиксированном
цикле (уровень позиционной
ошибки
)
1 - 999.999 (мм)
Единица 1µм
Если задано значение,
выходящее за пределы
диапазоны командных
значений, выводится
программная ошибка.
Программная ошибка (P35)
Контроль выхода на зад. позицию в фиксированном цикле
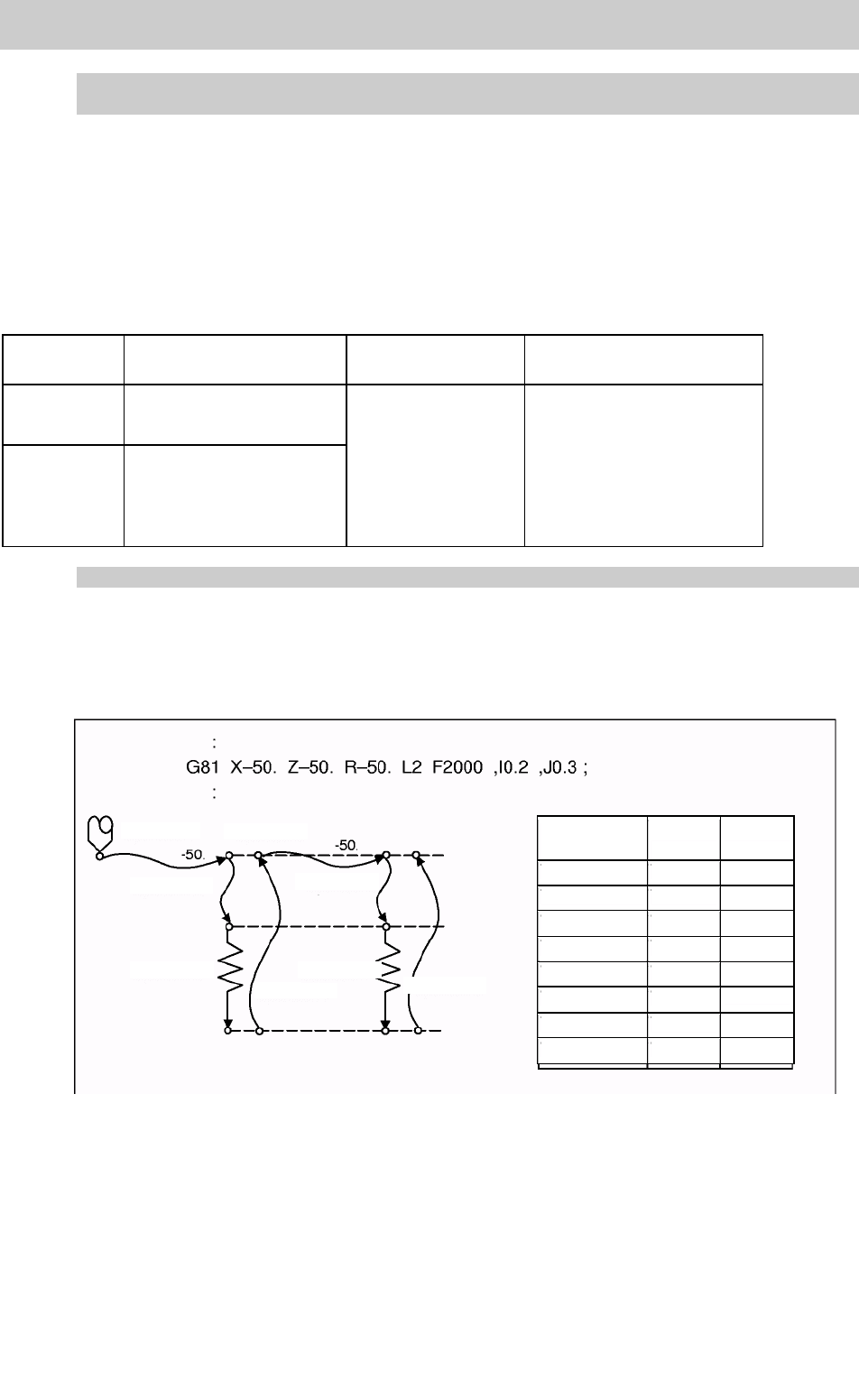
Если для количества повторений L задано два и более раз в фиксированном цикле,
заданный диапазон выхода на заданную позицию будет действителен в блоке
повторений (операция 5 по операцию 8).
Операция, если задано количество повторов L
В следующей программе обработки заданный диапазон выхода на заданную позицию
действует для следующего блока рисунка.
В блоке (B) диапазон выхода на заданную координату (,l), заданный для
позиционирования в предыдущем блоке (A), является недействительным (операция 5).
Однако при возврате от основания отверстия диапазон выхода на заданную координату
(,J), заданный в предыдущем блоке (A), является действительным (операция 8).
329
Схема
операций
,I ,J
Операция 1 Действ. -
Операция 2 -
Недейств.
Операция 3 -
Недейств.
Операция 4 - Действ.
Операция 5 Действ. -
Операция 6 -
Недейств.
Операция 7 -
Недейств.
Операция 8 - Действ.
Операция 1
Операция 5
Операция 6
Операция 2
Операция 3
Операция 7
Операция 8
Операция 4
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
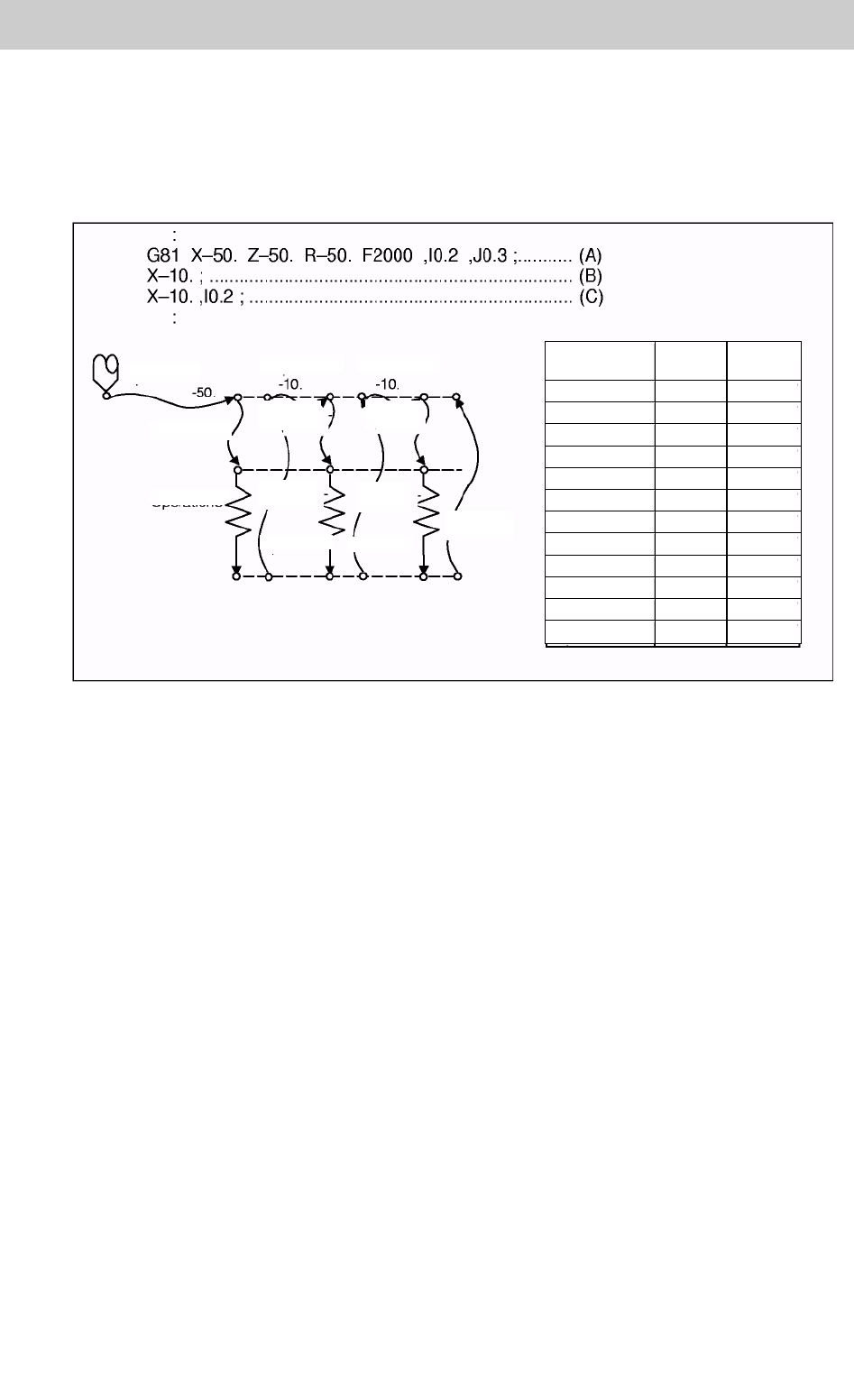
В следующей программе обработки заданный диапазон выхода на заданную позицию
действует для следующего блока рисунка.
В блоке (B) диапазон выхода на заданную координату (,l), заданный для
позиционирования в предыдущем блоке (A), является недействительным (операция 5).
Однако при возврате от основания отверстия диапазон выхода на заданную координату
(,J), заданный в предыдущем блоке (A), является действительным (операция 8).
Для подтверждения действительности диапазона выхода на заданную позицию для
позиционирования следует повторно задать, как показано в блоке (C) (Операция 9).
Операция в моде фиксированного цикла
330
Схема
операций
,I ,J
Операция 1 Действ. —
Операция 2 —
Недейств
Операция 3 -
Недейств
Операция 4 - Действ
Операция 5
Недейств
-
Операция 6 —
Недейств
Операция 7 —
Недейств
Операция 8 - Действ
Операция 9 Действ -
Операция 10 —
Недейств
Операция 11 —
Недейств
Операция 12 - Действ
Операция 5 Операция 9
Операция 1
Опера-
ц
ия 6
опера-
ц
ия 10
Операция 2
Опера-
ц
ия 7
Опера-
ц
ия 11
Операция 3
Опера-
ц
ия 12
Операция 4
Operations
13. Вспомогательные программные функции
13.6 Фиксированный цикл сверления (специальный формат MELDAS)
Значения настройки параметров контроля выхода на заданную позицию
синхронного нарезания метчиком и движения оси нарезания
(1) Настройки контроля выхода на заданную позицию синхронного нарезания метчиком
Улучшение
синхронного
нарезания
метчиком
Контроль
выхода на
зад. позицию
основания
отверстия
Контроль
выхода на
зад.
позицию
точки R
I точка → R
точка
контроль
выхода на
зад.
позицию
"P" задание
команды G84/G74
Контроль выхода на заданную позицию при
синхронном нарезании метчиком
'0' — — — —
Выполнение контроля выхода на зад. позицию в точке I →
R точка/R точка/ основание отверстия.
'1'
Нет задания "P"
Пример: G84 F1 . Z-5.
S1000 R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию
'1' Действ Действ Действ
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания
метчиком. R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию
'1' Действ Недейств Действ
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию
'1' Недейств Действ Действ
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию
'1' Недейств Недейств Действ
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Выполнять контроль выхода на зад. позицию
'1' Действ Действ Недейств
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию
'1' Действ Недейств Недейств
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Выполнять контроль выхода на зад. позицию
посредством диапазоны выхода на зад. позицию для нарезания метчиком.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию
'1' Недейств Действ Недейств
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию
'1' Недейств Недейств Недейств
"P" задание
пример: G84 F1 . Z-5.
S1000 PO R-5.
Основание отверстия: Не выполнять контроль выхода на зад. позицию.
R точка: Не выполнять контроль выхода на зад. позицию.
I точка → R точка: Не выполнять контроль выхода на зад. позицию
(Примечание 1) Точки I относятся к исходным точкам.
(Примечание 2) "Улучшение синхронного нарезания метчиком" в указанной выше таблице соответствует #1223 aux07/bit3
Улучшение контроля выхода на заданную позицию синхронного нарезания метчиком, "Контроль выхода на заданную
позицию основания отверстия " соответствует #1223 aux07/ bit4 Контроль выхода на заданную позицию основания
отверстия при нарезании метчиком, и " Контроль выхода на заданную позицию точки R " соответствует #1223 aux07/bit5
Контроль выхода на заданную позицию точки R при синхронном нарезании метчиком 2.
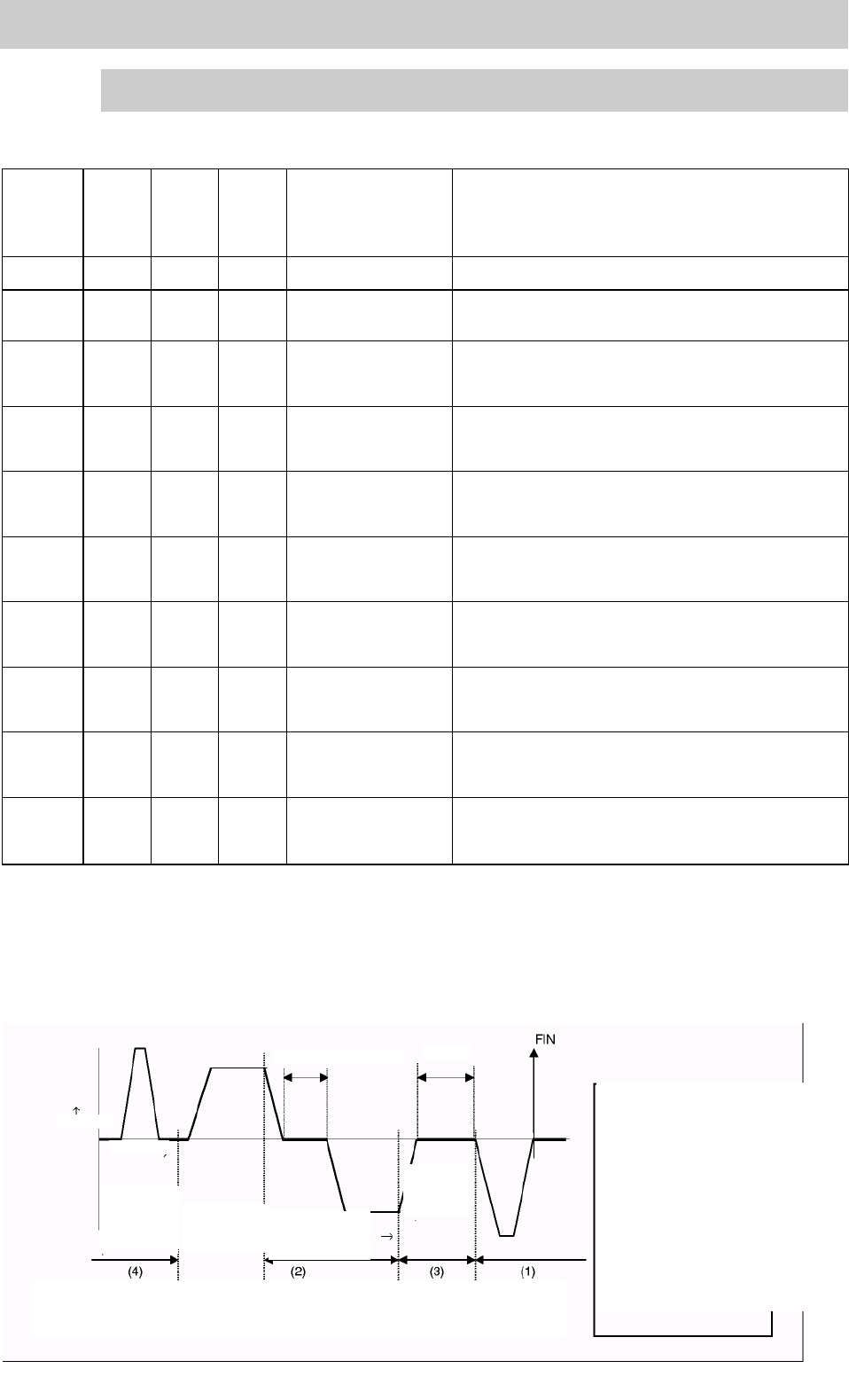
(2) Соотношение диапазона выхода на заданную позицию и движения оси метчика
для контроля выхода на заданную позицию синхронного нарезания метчиком
331
R точка
Основание отверстия
(1) Секция, в которой выполняется
контроль выхода на зад. позицию
посредством значенияSV024.
(2) Секция, в которой контроль выхода
на зад. позицию выполняется при
помощи значения Taplnp.
(3) Секция, в которой контроль выхода
на зад. позицию выполняется при
помощи значения G1 inps.
(4) Секция, в которой контроль выхода
на зад. позицию выполняется при
помощи значения G0inps.
Скорость
Время T
Начало
подачи
G0 к точке
the R
→
Завершения
выхода на
зад. позицию
подачи G0 от
точки R →
G1
Начало
замедления
п
р
и в
рез
к
е
→
G1 начало
замедления при
возврате
м
е
тчик
а
R точка : Контроль выхода на зад. позицию посредством значения G1 inps.
I точка : Контроль выхода на зад. позицию посредством значения G0inps.
Основание отверстия : Контроль выхода на зад. позицию посредством значения Tapinps.