Руководство по программированию Mazatrol Matrix
Подождите немного. Документ загружается.

Запись программы 3
3-87
выполнения функции M04
Bit 2 Остановка с задержкой на дне отверстия до
выполнения функции М03, после выполнения возврата [7].
Кроме того, остановка с задержкой устанавливается в разделе
RGH данных последовательности инструмента. Если выбран
режим CYCLE FIX (Стандартный цикл), то остановка с задержкой
устанавливается параметром D22.
Примечание 2. Когда в последовательности инструмента введен код М04, будет
выполнятся обратное
нарезание резьбы метчиком.
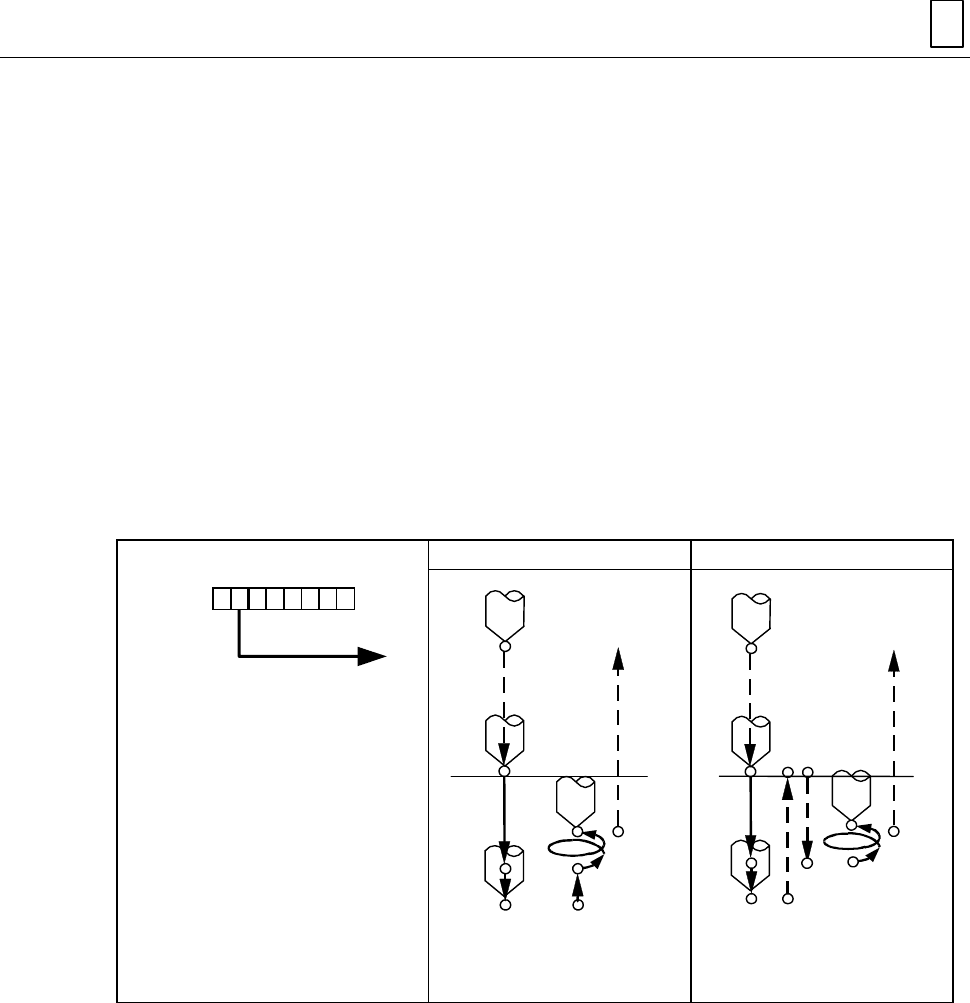
C. Планетарная обработка метчиком (PLANET CYCLE)
Цикл планетарной обработки метчиком позволяет выполнить три типа обработки
(обработка предварительного отверстия, снятие фаски и нарезание внутренней резьбы)
одним инструментом.
Траектория резания выбирается при помощи параметра D92.
- Введите 0 или 1 в бит 6.
0 1
bit 6
67
D82
45 2
=
3 01
Без перемещения для
удаления стружки перед
р
езьбона
р
езанием
С перемещением для
удаления стружки перед
резьбонарезанием
D735P0084

3 Запись программы
3-88
Без перемещения для удаления стружки
Обработка После обработки
Быстрая подача
Рабочая подача
[1] Движение к начальной точке
над центром
обрабатываемого отверстия
[2] Движение к опорной точке
[3] обработка (глубина отверстия
– ход зенковки)
[4] Обработка на низкой
скорости ко дну отверстия
для снятия фаски
[5] Отвод в направлении оси Z
[6] Подвод, заданный по команде
G03-винтовое фрезерование впо
оси Z
[7] G03-сверление
[8] Возврат к центру отверстия
Pi
Зазо
р
R
Pz
[1]
[3]
[2]
[4]
h
[5]
[6]
[7]
[8]
R
Pi
h
Pz
[9]
[9] Движение к опорной или
к начальной точке
Возврат к начальной точке
Возврат к
опорной точке
Быстрая подача
Рабочая подача
Зазо
р
D735P0082
Pi: Начальная точка
Pz: Координата Z обрабатываемой поверхности, устанавливаемая в
последовательности контура обработки
R: Безопасное расстояние над точкой Pz
h: Глубина отверстия, рассчитываемая данными в разделе HOLE-DEP в
последовательности инструмента
Примечание 1. Нарезание метчиком обращенной резьбы не может быть
выполнено.
Примечание 2. Скорость подачи снятия фаски на траектории инструмента [4]
рассчитывается следующим образом:
Скорость снятия фаски = скорость обработки предварительного
отверстия × коррекцию скорости подачи снятия фаски (параметр
D48)/100
Примечание 3. Величина возврата со дна отверстия на траектории инструмента
[5] рассчитывается следующим образом:
Величина возврата = Шаг обработки метчиком × Количество
витков резьбы (параметр D49)/10
Примечание 4. Диаметр инструмента в данных на инструмент изменяется для
коррекции диаметра обработки метчиком (точная настройка)
Примечание 5. Глубина участка, обрабатываемого метчиком
после фактической
обработки становится меньше, чем глубина резьбы, заданной в
программе.
Запись программы 3
3-89
С перемещением для удаления стружки
Обработка После обработки
Быстрая подача
Рабочая подача
[1] Движение к начальной точке над
центром
[2] Движение к опорной точке
[3] обработка (глубина отверстия – ход
зенковки)
[4] Обработка на низкой скорости ко дну
отверстия для снятия фаски
[5] Движение в опорную точку
для удаления стружки
[6] Движение в начальное
положение для нарезания
резьбы метчиком
[7] Подвод, заданный по команде
G03-винтовое фрезерование
впо оси Z
[8] G03-сверление
[9] Возврат к центру отверстия
Pi
R
Pz
[1]
[4]
[3]
[2]
[6]
h
[5]
[7]
[8]
[9]
Зазо
р
R
Pi
h
Pz
[
10
]
[
10
] Движение к опорной или
к начальной точке
Движение к начальной точке
Движение к
опорной точке
Быстрая
подача
Зазо
р
D735P0085
Pi: Начальная точка
Pz: Координата Z обрабатываемой поверхности, устанавливаемая в
последовательности контура обработки
R: Безопасное расстояние над точкой Pz
h: Глубина отверстия, рассчитываемая данными в разделе HOLE-DEP в
последовательности инструмента
Примечание 1. Нарезание метчиком обращенной резьбы не может быть
выполнено.
Примечание 2. Скорость подачи снятия фаски на траектории инструмента [4]
рассчитывается следующим образом:
Скорость снятия фаски = скорость обработки
предварительного
отверстия × коррекцию скорости подачи снятия фаски (параметр
D48)/100
Примечание 3. Расстояние от дна отверстия до начальной позиции нарезания
резьбы метчиком на траектории перемещения [6] вычисляется
следующим образом/
Расстояние от дна отверстия до начальной позиции нарезания
резьбы метчиком = Шаг нарезания × Число витков (параметр
D49)/10
Примечание 4. Диаметр инструмента в данных на инструмент изменяется
для
коррекции диаметра обработки метчиком (точная настройка)
Примечание 5. Глубина участка, обрабатываемого метчиком после фактической
обработки становится меньше, чем глубина резьбы, заданной в
программе.
3 Запись программы
3-90
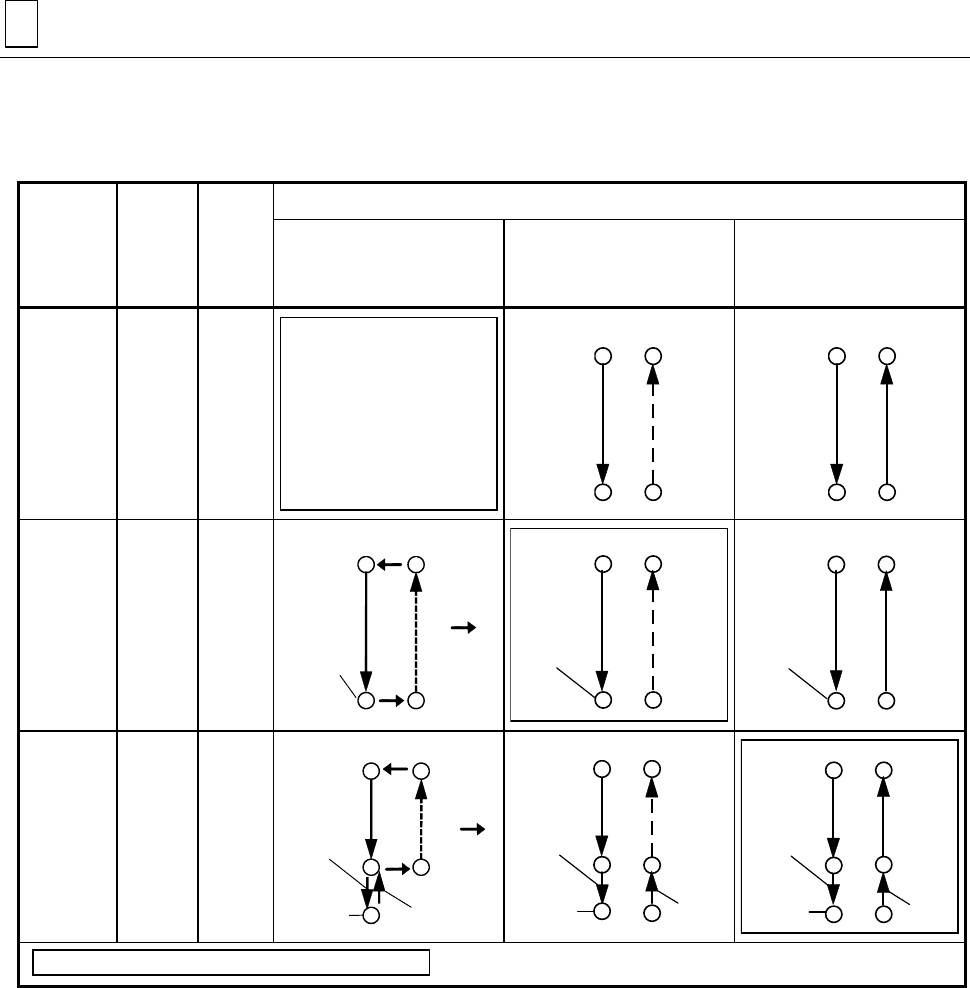
8. Расточный инструмент
Траектория расточного инструмента подразделяется на 9 типов согласно содержанию
программы (см. рис. ниже).
Таблица 3-2 Траектория движения расточного инструмента
Цикл
Отвод по
оси Z
Да/нет
Останов
ка с
задержк
ой
Да/нет
1 2 3
Шероховат
ость 0
Нет Нет
Шероховат
ость1
Нет Да
D25
M19
D24
Расстояни
е
отвода
D24
B
D24
Шероховат
ость
2 - 9
Да Да
D25
D28
M19
D24
D26
Расстояни
е
отвода
D28
D24
D26
D28
D24
D26
C
M3P131
Выделенные подчеркиванием коды указывают адреса параметров.
Ниже приведено описание параметров M19, D24, D25, D26 и D28.
M19: M-код остановки шпинделя в предварительно заданном
положении (ориентация шпинделя).
D24: Установка времени остановки с задержкой. Обработка выполняется при
превышении времени остановки с задержкой, что обеспечивает точность обработки
отверстия.
Запись программы 3
3-91
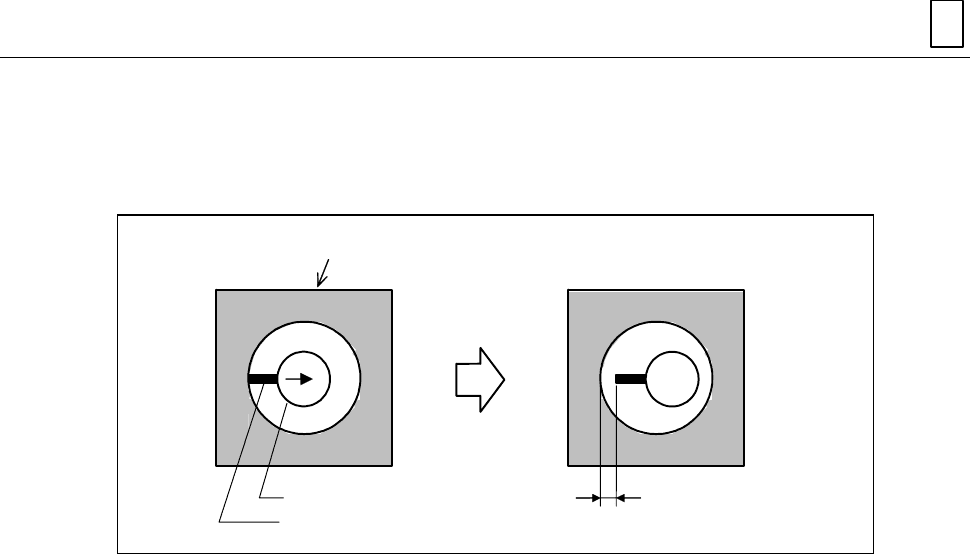
D25: Параметр установки отвода в плоскости X-Y.
Шпиндель устанавливается в нулевое положение на дне отверстия. Инструмент
перемещается в начальную или опорную точку на расстоянии от обрабатываемой
поверхности. Данная операция используется для чистовой обработки, так как это
позволяет избежать повреждения обрабатываемой поверхности во время возврата
инструмента.
M3P132
Обрабатаваемая заготовка
Инструмент
Положение ориентации
Расстояние отвода на плоскости XY
Рис. 3-14 Расстояние отвода инструмента в плоскости X-Y
D26: Параметр установки расстояния отвода по оси Z. Скорость подачи снижается до
70% от заданного значения, чем достигается повышение точности обработки.
D28: Параметр определения припуска на чистовую обработку на дне отверстия.
Скорость подачи снижается до 70% от заданного значения, чем достигается
повышение точности обработки.
Для упрощения описания три типа циклов представлены как: цикл
1 — шероховатость 0,
цикл 2 — шероховатость 1, цикл 3 — шероховатость 2–9. После описания циклов
приводится подраздел «Основные меры предосторожности при установке траектории
расточного инструмента».
A.
3 Запись программы
3-92
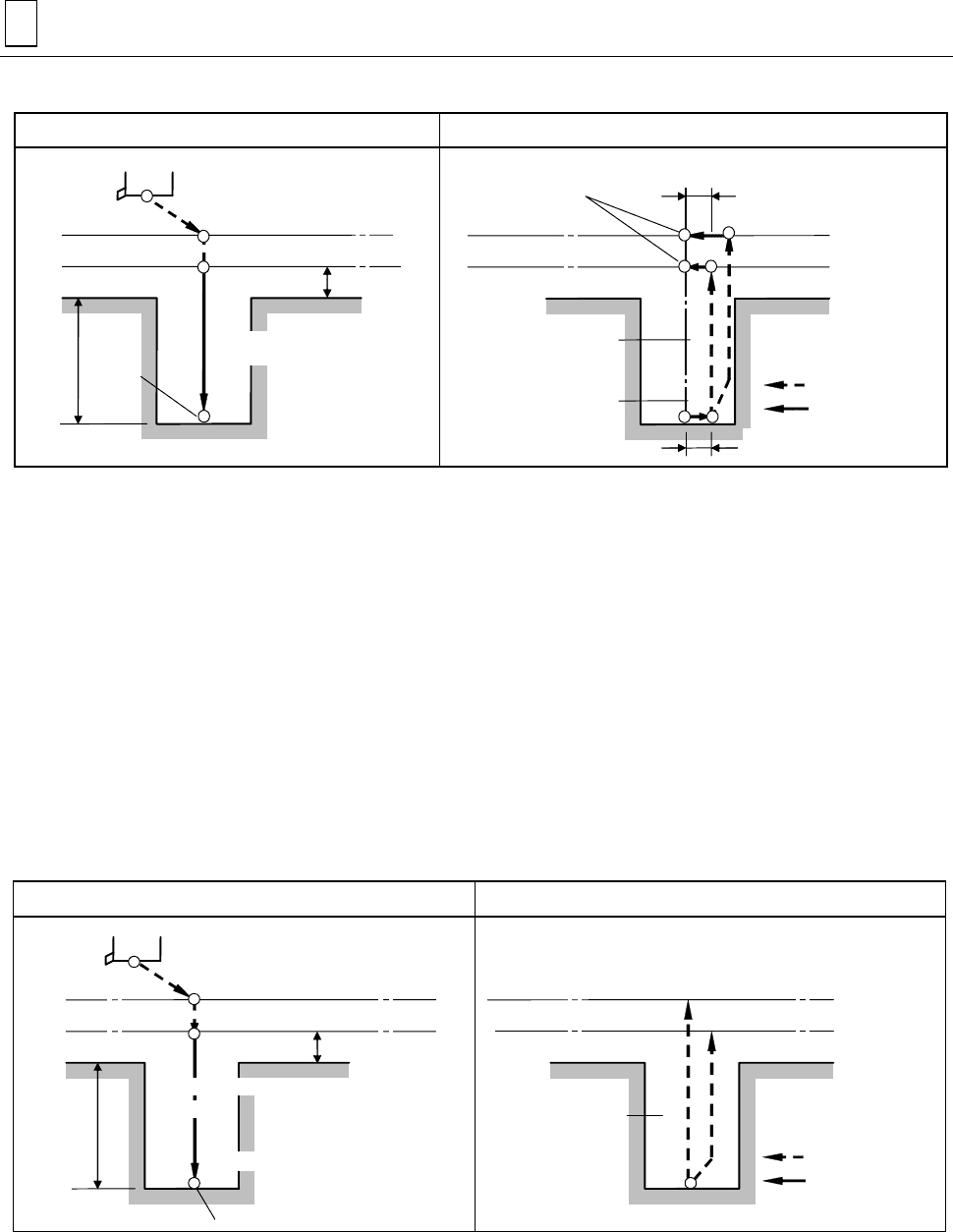
Цикл 1 с шероховатостью 0
Обработка После обработки
[1] Движение к начальной точке над
центром обрабатываемого
отверстия
[2] Движение к опорной
точке
[3] Обработка ко дну
отве
р
стия
Зазор
Pi
R
Pz
h
M19
Перемещение в точку
подвода и выполнение
кода М03 (вращение
шпинделя вправо)
[6]
D25
M03
Pi
R
Pz
Преремещение к
опорной или
начальной точке
[5]
Останов шпинделя, заданный
кодом М19 (Прекращение
позиционирования шпинделя)
и движение в положение,
заданное прраметром D25.
D25
[4]
M3P133
Быстрая подача
Рабочая подача
[5]
[6]
Выделенные подчеркиванием коды указывают адреса параметров.
Pi: Начальная точка
Pz: Аппликата поверхности обработки устанавливаемая в последовательности контура
обработки
R: Безопасное расстояние над точкой Pz
h: Глубина отверстия, рассчитываемая данными HOLE-DEP установленными в
последовательности инструмента и данными LENG COMP (Коррекция на инструмент)
в окне TOOL DATA (Данные на инструмент)
Примечание 1. Расстряние отвода на плоскости XY (параметр I14, бит 3 и бит 4)
Примечание 2. Когда в последовательности инструмента введен код
М04,
вращение шпинделя правостороннее.
B. Цикл 2 с шероховатостью 1
Обработка После обработки
[1] Движение к начальной точке над
центром обрабатываемого
отве
р
стия
[2] Движение к опорной точке
[3]
Зазор
Pi
R
Pz
h
D24
Об
р
аботка ко дн
у
отве
р
стия
[4] Остановка
Pi
R
Pz
Движение к
опорной или
начальной точке
M3P134
Быстрая подача
Рабочая подача
[5]
[5]
Выделенные подчеркиванием коды указывают адреса параметров.
Pi: Начальная точка
Pz: Аппликата поверхности обработки устанавливаемая в последовательности контура
обработки
R: Безопасное расстояние над точкой Pz
h: Глубина отверстия, рассчитываемая данными HOLE-DEP установленными в
последовательности инструмента и данными LENG COMP (Коррекция на

Запись программы 3
3-93
инструмент) в окне TOOL DATA (Данные на инструмент)
Примечание. Время остановки подачи на оси Z с задержкой на дне отверстия
устанавливается параметром D24.
3 Запись программы
3-94
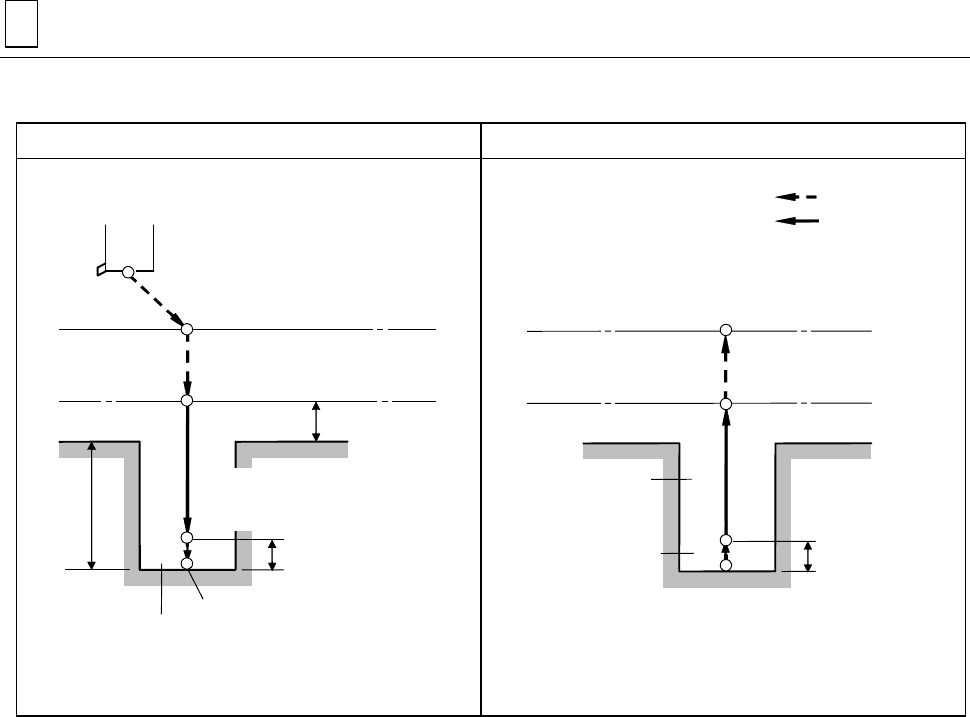
C. Цикл 3 с шероховатостью от 2 до 9
Обработка После обработки
[1] Движение к начальной точке
над центром обрабатываемого
отве
р
стия
Pi
[2] Движение к опорной точке
R
[3] Обработка сперемещнием в
положение заданное праметром
D28
Pz
h
Остановка, заданная
параметром
D24
D28
Зазор
[4]
Обработка дна
отве
р
стия
Pi
R
Pz
D26
[5]
[6]
Движение к
опо
р
ной точке
[7]
Движение к начальной
точке
M3P135
Быстрая подача
Раброчая подача
Движение в
положение,
заданное
параметром
D26
Выделенные подчеркиванием коды указывают адреса параметров.
Pi: Начальная точка
Pz: Аппликата поверхности обработки устанавливаемая в последовательности контура
обработки
R: Безопасное расстояние над точкой Pz
h: Глубина отверстия, рассчитываемая данными HOLE-DEP установленными в
последовательности инструмента и данными LENG COMP (Коррекция на
инструмент) в окне TOOL DATA (Данные на инструмент)
Примечание 1. Скорость подачи [4] и [5] равна 70% от заданного значения.
Примечание 2. Скорость подачи [6] устанавливается параметром D18.
Примечание 3. Время
остановки подачи на оси Z с задержкой на дне отверстия
устанавливается параметром D24.
Запись программы 3
3-95
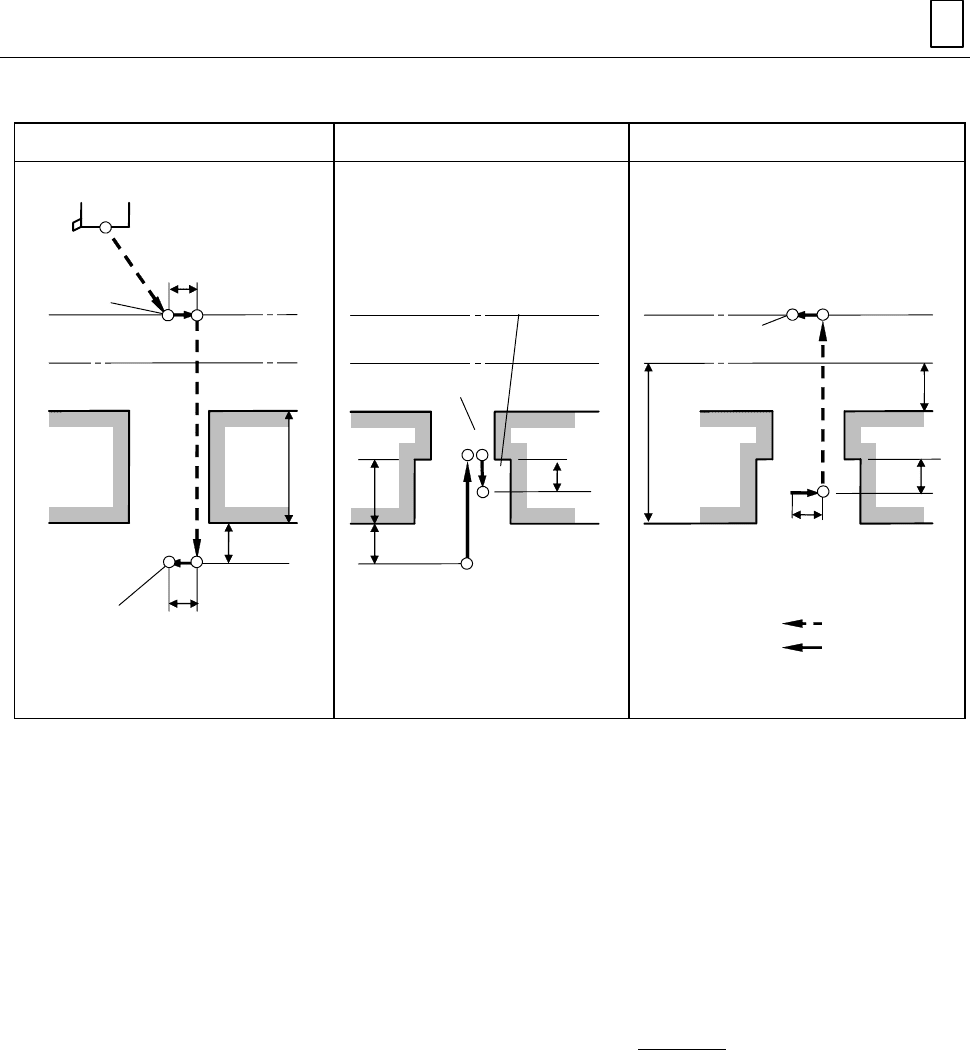
9. Инструмент обратной расточки
Перед обработкой Обработка После обработки
[1]
Pi
R
Pz
Зазор
ds
M03
hs
ds
M19
Движение ds
[4]
R
2
[3]
[2]
Движение к начальной
точке над центром
обрабатываемого
отверстия, затем
выполнение ко
д
а М19
Движение ds,
затем
выполнение
кода M03
D26
[7]
Зазор
[6]
Остановка
h
Движение в положение,
заданное параметром
D26, затем выполнение
кода M19
[5]
Обработка дна
отверстия
Движение ds, затем
выполнение кода M03
[
10
]
M03
Движение к
начальной точке
[9]
Pi
R
Pz
D26
hs
Зазо
р
Движение ds
M3P136
[8]
Быстрая подача
Рабочая подача
Выделенные подчеркиванием коды указывают адреса параметров.
Pi: Начальная точка
Pz: Координата Z обрабатываемой поверхности, устанавливаемая в
последовательности контура обработки
R, R
2
: Безопасный зазор на осиZ
h: Расстояние, равное сумме глубины отверстия (HOLE-DEP), установленного в
последовательности инструмента, и данных на инструмент LENG COMP
(Коррекция на инструмент) в окне TOOL DATA
hs: Глубина предварительного отверстия (PRE-DEP), устанавливаемая в
d
1
– d
2
ds: Расстояние отвода на плоскости XY
2
+ D33
d
1
....................... Диаметр отверстия (HOLE-φ),установленный в
последовательности инструмента
d
2
....................... Диаметр предварительного отверстия (PRE-DEP),
установленный в последовательности инструмента
D33 ................... Движение в плоскости XY, заданное параметром
Примечание 1. Направление движения по траекториям [2] и [7] определяется
параметром I14, бит 3 и бит 4, соответственно. Направленияе
движения по траекториям [4] и
[
10
] противоположенно
направлению движения по траектории [2].
Примечание 2. Время остановки подачи с задержкой на оси Z-устанавливается
параметром D40.
3 Запись программы
3-96
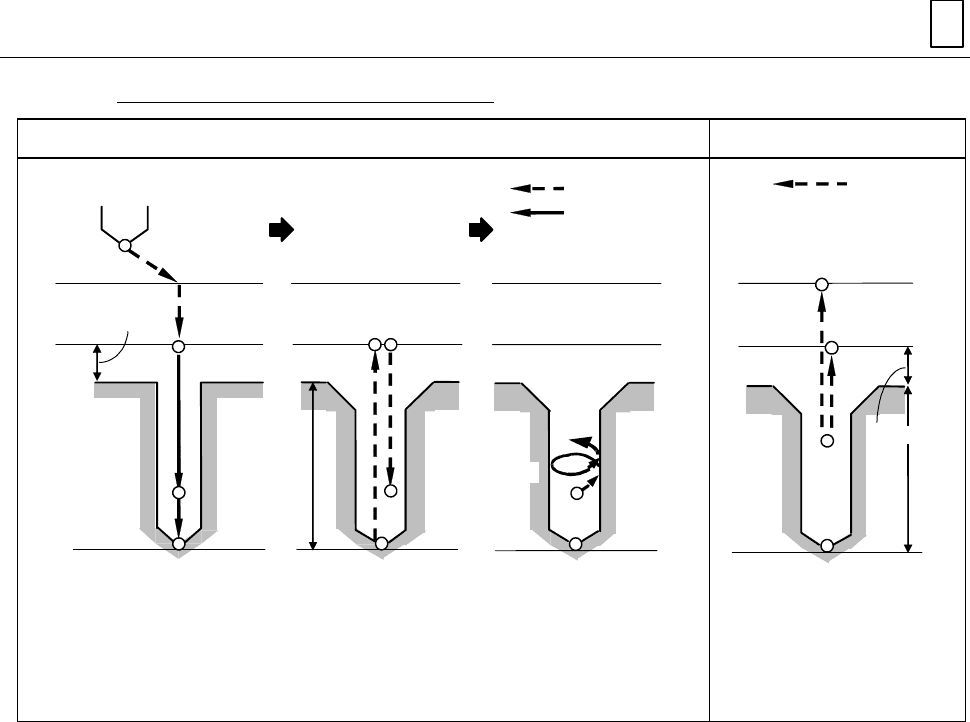
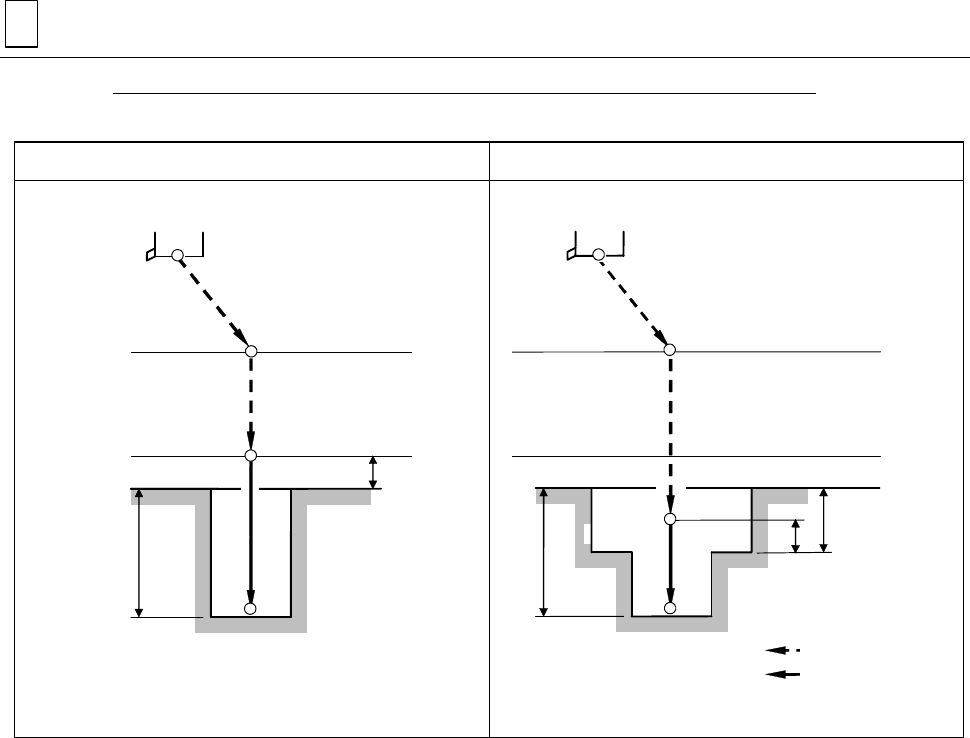
Основные меры предосторожности по траектории расточного инструмента
Расточка ступенчатого и гладкого отверстия отличается траекторией инструмента к
начальной точке обработки.
Растачивание бесступенчатого отверстия Растачивание ступенчатого отверстия
[1] Движение к начальной точке по
оси Z над центром
обрабатываемого отверстия
Зазор
Опорная
точка
Начальная
точка
h
[2] Движение к опорной
точке
[3] Обработка
О
Обработка
поверхности
Обработка
[1]
h
[2] Движение в позицию с
зазором и hs
Pi
R
Pz
hs
Зазор
M3P137
Быстрая подача
Рабочая подача
[3]
Pi: Начальная точка
Pz: Координата Z обрабатываемой поверхности, устанавливаемая в
последовательности контура обработки
R: Безопасный зазор на оси Z
h: Глубина отверстия, рассчитываемая данными HOLE-DEP установленными в
последовательности инструмента и данными LENG COMP (Коррекция на
инструмент) в окне TOOL DATA (Данные на инструмент)
hs: Глубина предварительного отверстия (PRE-DEP), устанавливаемая в
последовательности инструмента
Примечание. Точка начала резания перемещается от опорной точки на
расстояние hs (глубина предварительного отверстия).