Rudnick L. Lubricant Additives: Chemistry and Applications (Присадки, добавки к смазкам)
Подождите немного. Документ загружается.

184 Lubricant Additives: Chemistry and Applications
Fine sized particles are not necessarily the best distribution for a particular lubricating applica-
tion (see Figure 6.9). Some consideration is required for the most bene cial particle size to match
up with the surface roughness and nature of the application. This consideration could run contrary
to what is the best particle size for dispersion stability. Therefore, some degree of compromise may
be necessary to achieve a balance of dispersion stability and lubrication performance.
FIGURE 6.7 Colloidal dispersion.
%CHANNEL %CHANNEL
20.0
18.0
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
0.0
18.0
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
0.0
0.100
1.000
10.00
100.0
1000
20.0
Size (µm)
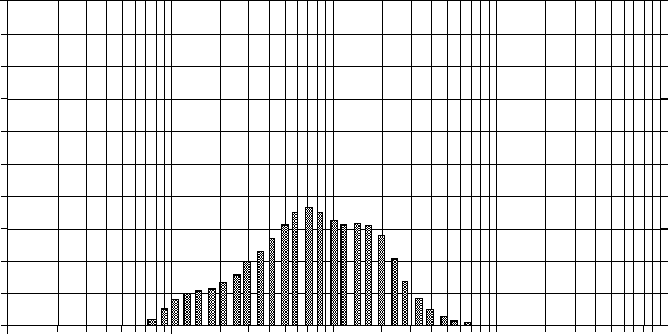
FIGURE 6.8 Particle size distribution of colloidal graphite suspension.
CRC_59645_Ch006.indd 184CRC_59645_Ch006.indd 184 10/31/2008 2:51:59 PM10/31/2008 2:51:59 PM
Solid Lubricants as Friction Modifi ers 185
Some type of substrate preparation for the load-bearing surface may be required to facilitate
the application of the solid lubricant. This is usually necessary for metal deformation processes
so that the lm thickness, lm uniformity, and durability of the applied lubricant on a billet will
be robust enough to lubricate. Typical treatments of the surface include phosphating, peening, and
shot blasting, which are especially useful for powder tumbling applications. With water-based
dispersions, heating the substrate to some elevated temperature is often necessary to activate the
bonding agents. Substrate heating serves a dual purpose: it facilitates the evaporation of the water
carrier, and it also initiates the physical/chemical bonding of the lm onto the substrate.
6.4 APPLICATIONS
Two major lubrication applications are considered here: metal wear protection lubrication and
lubrication for plastic deformation of metal. The former concerns applications such as constant
sliding or reciprocating motion, for example, gear, chain, or journal lubrication. The latter concerns
applications where metal is under plastic ow, such as metal-forming or metal-cutting applications.
6.4.1 WEAR PROTECTION AND GENERAL LUBRICATION
Wear protection and general lubrication applications are meant to include processes requiring hydro-
dynamic lubrication, elastohydrodynamic lubrication, and boundary lubrication. Examples of such
applications include chain lubrication, gear lubrication, and engine oil treatments. In essence, any
application where repetitive sliding or rolling contact occurs between two surfaces can be consid-
ered under the umbrella of wear protection lubrication. The intention is for the lubricant to reduce
the coef cient of friction and protect against wear (see Figure 6.10). The bene ts include savings
in power consumption and service life of the component and ef ciency gains due to the increased
uptime resulting from proper lubrication.
Solid lubricants are useful and required for applications and conditions when conventional
liquid lubricants are inadequate. These conditions include the following:
1. High operating temperatures that eliminate or reduce the functionality of the liquid lubricant
2. Contact pressure of suf cient magnitude that breaches the integrity of the liquid lubricant
%CHANNEL %CHANNEL
20.0
18.0
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
0.0
18.0
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
0.0
0.100
1.000
10.00
100.0
1000
20.0
Size (µm)
FIGURE 6.9 Coarse graphite particle size distribution.
CRC_59645_Ch006.indd 185CRC_59645_Ch006.indd 185 10/31/2008 2:52:00 PM10/31/2008 2:52:00 PM
186 Lubricant Additives: Chemistry and Applications
3. Performance enhancement that extends the capability of the conventional liquid lubricant
4. Performance enhancement that extends the service life of the conventional liquid lubricant
5. Applications that undergo a “start/stop” routine
6. Applications that require low sliding speed but heavy bearing load
7. Applications that require “fool-proo ng” for potential catastrophic lubrication failures that
result from lubricant starvation
For successful incorporation of a solid lubricant as a secondary additive into liquid lubricants, a
well-formulated colloidal dispersion is required. As an example, consider a case study where gear
oil performance is enhanced above that of a conventional liquid lubricant by use of colloidal solids.
The addition of 1% colloidal molybdenum disul de to AGMA No. 7 and AGMA No. 8 gear oils
reduced the break-in times and steady-state operating temperatures of low-viscosity synthetic oils as
compared to nonforti ed gear oils [11]. Table 6.7 summarizes a comparison of the performance of
various blended gear oils to the measured output criteria as tested on a worm gear dynamometer.
Another example concerns the potential lubrication improvement from solid lubricants for
friction-modi ed engine oils. Because of the burnishing property that solid lubricants such as
colloidal graphite or colloidal MoS
2
would have on metal surfaces, friction reduction in engine and
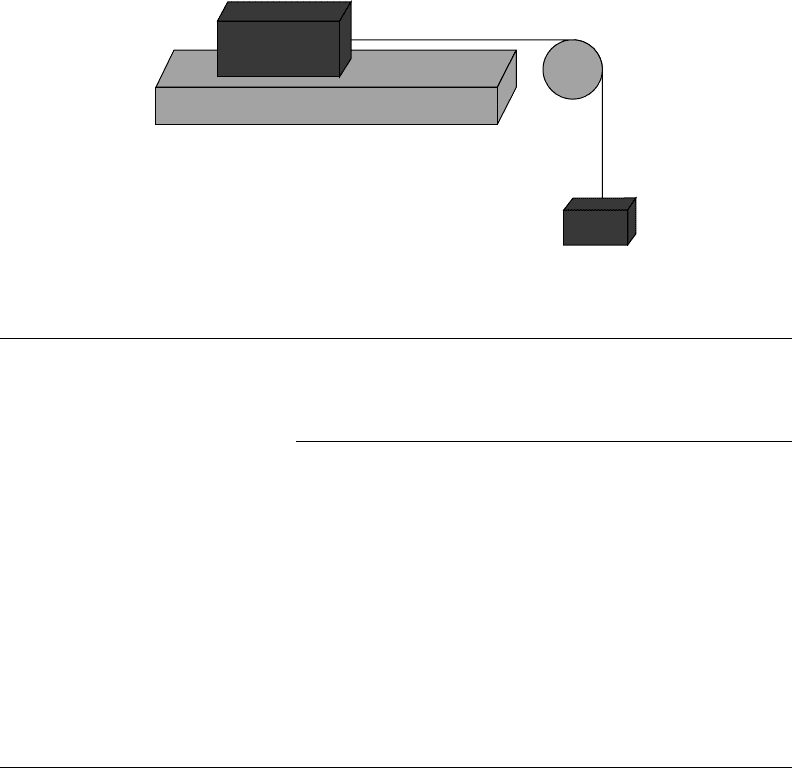
5 Kg
1 Kg
FIGURE 6.10 Lubrication of sliding surfaces—friction reduction.
TABLE 6.7
Worm Gear Dynamometer Tests
Description
Performance Parameters Output Torque = 113 N m
Mean Input
Torque (N m)
Percent
Effi ciency
Mean Oil Sump
Temperature (°C)
AGMA #8 gear oil 6.02 62.6 92.1
AGMA #8 gear oil + 1% 5.92 63.6 95.5
colloidal MoS
2
dispersion
AGMA #7 gear oil 6.05 62.3 93.6
AGMA #7 gear oil + 1% 5.89 64.0 93.4
colloidal MoS
2
dispersion
Synthetic PAG #2 oil 6.09 61.8 108.8
Synthetic PAG #2 oil + 1% 5.79 65.1 88.4
MoS
2
dispersion
Source: Pacholke, P.J., Marshek, K.M., Improved worm gear performance with colloidal molybdenum disul de containing
lubricants, ASLE paper presented at the 41st Annual Meeting in Toronto, Ontario, Canada, May 12–15, 1986.
CRC_59645_Ch006.indd 186CRC_59645_Ch006.indd 186 10/31/2008 2:52:00 PM10/31/2008 2:52:00 PM
Solid Lubricants as Friction Modifi ers 187
axle components might be expected. Along with friction reduction, there should be a corresponding
increase in fuel ef ciency for motor vehicles. Various studies seem to support that conclusion.
One report claims that in eet trials conducted according to EPA 55/45 fuel economy testing with
reference motor oils forti ed with either MoS
2
or graphite, both in a colloidal dispersion, the fuel
economy was improved by 4.5% [12]. In another fuel economy study using a eet of taxicabs, the
use of 2% colloidal graphite or colloidal MoS
2
in low-viscosity-formulated engine oils and rear axle
lubricants improved the fuel economy by 2.5% [13].
The friction-reducing in uence of colloidal graphite in oil is illustrated in one study by a
dynamometer evaluation conducted on a 2.3 L engine [14]. The study indicates that graphite prop-
erly dispersed in an appropriate liquid lubricant will considerably reduce friction with the subse-
quent bene t of fuel economy savings.
Solid lubricants are also applied as bonded lms for certain applications. For example,
applications requiring a permanent or semipermanent lubricating lm would require a bonded lm.
Bonded coatings are commonly formulated with MoS
2
or PTFE. One example would be for self-
lubricating composites that require high-temperature stability, such as for what may be needed for
engine piston ring protection [15]. Other examples that bene t from a bonded lubricant include
fasteners, chains, and reciprocating mechanisms that require a persistent lubricating lm. For these
applications, PTFE stands out due to its low coef cient of friction. This is summarized in Table 6.8
by comparative coef cient of friction data for PTFE, graphite, and MoS
2
, which are bonded onto
cold-rolled steel substrates.
In assessing the lubrication potential for dispersed solid lubricants, some type of bench testing
is utilized to characterize the apparent lubrication performance of the material. The most typical
lubrication tests are Shell 4-Ball Wear method, Shell 4-Ball EP method, Falex Pin–Vee method, Plint
Reciprocating method, Incline Plane method, and FZG Gear Lubrication method. In many cases,
custom lubrication tests are developed for the speci c application to be considered. When conducting
bench testing for lubricant performance, correlation is best achieved when the mode of contact and
conditions of the application are closely replicated by the bench test. The con guration of the contact
points for the application is matched with a similar mode of contact for the bench test.
For an illustration of laboratory lubrication assessments, see Table 6.9 [16] to compare the
empirical performance of the four solid lubricants dispersed in an oil carrier. The lubricants were
tested according to two common methods of lubrication evaluation.
In this example, the dispersion of MoS
2
and PTFE provides effective load bearing, wear resis-
tance, and coef cient of friction reduction when evaluated by a point-to-point contact (4-ball) and
line-to-point contact (Falex Pin–Vee). Interpretation of any bench test result must be done carefully
to ensure the validity of extrapolating the test performance to the actual application.
What criteria should be considered for an application when selecting the preferred or optimal
solid lubricant? First, consider the service temperature for the application. This dictates which solid
TABLE 6.8
Coeffi cient of Friction for Bonded fi lms
Coeffi cient of Friction
a
MoS
2
0.23
Graphite 0.15
PTFE 0.07
a
Evaluated at room temperature, ASTM D4918.
Source: Watari, K., Huang, H.J., Turiyama, M., Osuka,
A., Yamamoto, O., U.S. Patent 5,985,802,
11/16/99.
CRC_59645_Ch006.indd 187CRC_59645_Ch006.indd 187 10/31/2008 2:52:01 PM10/31/2008 2:52:01 PM
188 Lubricant Additives: Chemistry and Applications
lubricant can be used. For example, MoS
2
generally has a higher load-carrying capability than
graphite. Yet, at service temperatures above 400°C, MoS
2
degrades and loses its lubricating capacity.
MoS
2
is, therefore, eliminated from consideration if the service temperature is above 400°C.
The second consideration is environment. Atmospheric restrictions will eliminate the use of
certain solid lubricants. For example, a vacuum environment will eliminate the use of graphite.
As mentioned previously, graphite requires adsorption of water molecules to its surface to function
as an effective lubricant. MoS
2
, on the contrary, as well as PTFE and boron nitride have intrinsic
lubrication properties and do not require water molecules on their surface to provide friction reduc-
tion value.
The third criterion is the nature of the lubricant; either a liquid forti ed with solid lubricant
additives or a bonded solid lubricant lm. Some pigments are easier to disperse in liquid than
others. For example, graphite and MoS
2
are comparatively easier to disperse in liquids than PTFE
and boron nitride. This is mostly due to particle size-reducing capability, surface energy, and surface
chemistry of the solid lubricant.
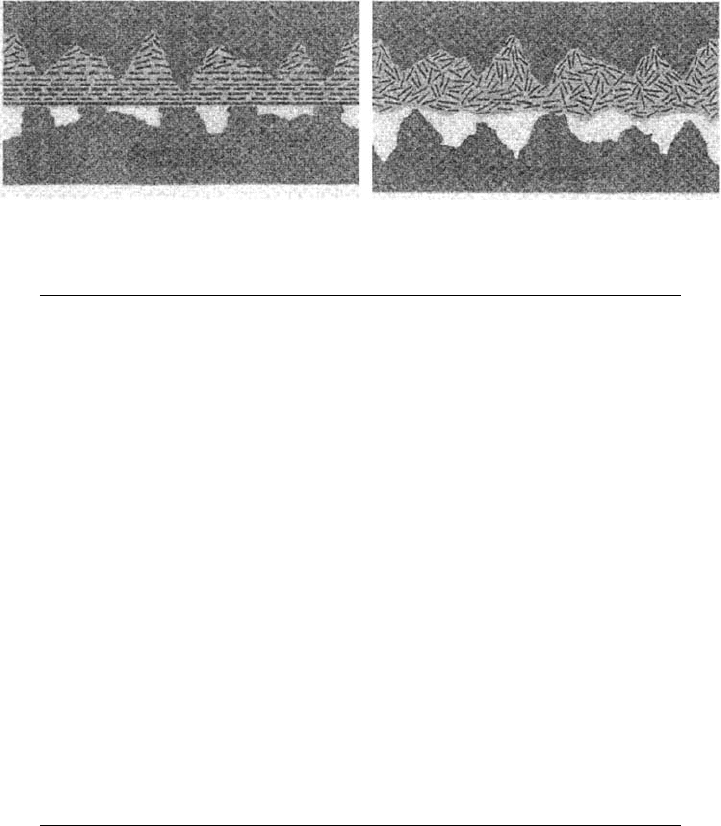
The particle size of the pigment has an in uence on lubrication performance. The size of
the particulate and the size distribution of the particles should be optimized for the application
(see Figure 6.11). For example, larger particles tend to give better performance for applications that
are slow in speed or oscillating in nature.
Large particles also tend to give better performance on substrates where the surface roughness
is relatively coarse.
A ner particle size tends to provide superior results for applications with constant motion and
high speeds. Finer particles tend to function better where the surface roughness is relatively ne.
Although not always predictable, the in uence of particle size needs to be considered not only for
dispersion requirements but also for the intended use application.
The fourth criterion involves cost-effectiveness of the lubricant. When the application condi-
tions are met with two or more solid lubricants, cost will dictate the choice. Generally, graphite will
be the least expensive. High-purity graphite is more expensive than lower-purity natural graphite
or secondary synthetic graphite, which are more expensive than low-quality graphite. Molybdenum
disul de will be next, followed by PTFE and boron nitride as the more expensive solid lubricants.
Cost-effectiveness for any of the solid lubricants will be in uenced by the quality of the lubricant
TABLE 6.9
Bench Lubrication Test Results
Four-Ball Lubrication Test Falex Lubrication Test
Wear ASTM
D-4172
Extreme Pressure
ASTM D-2783
Wear ASTM
D-2670
EP ASTM
D-3233
Coeffi cient
of Friction
20 kg
mm
40 kg
mm
Weld
(kg)
Load Wear
Index (kg) Teeth
lb to
Failure Calculated
Base oil 0.678 1.060 126 17.20 Fail 875 0.159
With 1% colloidal
graphite
0.695 0.855 160 18.7 78 1000 0.132
With 1% colloidal
MoS
2
0.680 0.805 200 24.3 8 4375 0.077
With 1% colloidal
PTFE
0.50 0.84 200 29.04 10 4500+ 0.0568
With 1% colloidal BN 0.37 0.72 126 19.9 Fail 500 0.1602
Source: Acheson colloids test data.
CRC_59645_Ch006.indd 188CRC_59645_Ch006.indd 188 10/31/2008 2:52:01 PM10/31/2008 2:52:01 PM
Solid Lubricants as Friction Modifi ers 189
and formulation that utilizes the lubricant. The effectiveness of the nal formulation may prove that
a costlier solid lubricant is more cost-effective in use. Table 6.10 attempts to rate the effectiveness
of the solid lubricants for various criteria of application.
6.4.2 LUBRICATION FOR PLASTIC DEFORMATION OF METALS
Lubrication requirements for assisting metal deformation operations such as forging and metal
drawing are far more demanding than those for wear lubrication. The metal movement process cre-
ates very fast metal ow and rapid new surface generation. This creates a demand for a lubricant to
ow with the metal, remain adhered to the surface, maintain suf cient lm cohesion to “meter” out
the lubricant with the advancing metal, and interact rapidly with the newly formed metal surface.
Metal-forming operations are inherently high-load and high-stress processes, which put a signi -
cant demand on protective lubrication.
Most applications are conducted at an elevated temperature region. Under this circumstance,
conventional liquid lubricants fail to withstand the stresses for the application. Solid lubricants
FIGURE 6.11 Orientation of solid lubricant particles in the direction of motion.
TABLE 6.10
Solid Lubricant Selection Comparison and Rating
Criteria Graphite MoS
2
PTFE Boron Nitride
Normal atmosphere 1 1 1 1
Vacuum atmosphere 3 1 1 1
Ambient temperature 1 1 1 1
Continuous service
temperature to 260°C in air
111 1
Continuous service
temperature to 400°C in air
111 1
Continuous service
temperature to 450°C in air
2 3 N/A 1
Burnishing capability 1 1 3 2
Hydrolytic stability 1 2 1 1
Thermal conductivity 2 3 3 1
Load-carrying lubrication 2 1 1 2
Friction reduction 2 2 1 3
Dispersability 1 1 3 2
Color Black Gray White White
Relative cost 1 2 2 3
Note: 1 = best, 2 = good, 3 = ok
CRC_59645_Ch006.indd 189CRC_59645_Ch006.indd 189 10/31/2008 2:52:01 PM10/31/2008 2:52:01 PM
190 Lubricant Additives: Chemistry and Applications
are most appropriate for such applications because of their ability to withstand the operating tem-
peratures, orient and adhere to the substrate surface, provide the coef cient of friction reduction
necessary to promote metal ow, and provide the required load-carrying properties to prevent
metal-on-metal contact. Indeed, most applications that involve plastic deformation of metal will
utilize solid lubricants as either the primary or the secondary lubricant within a formulation.
What application criteria are used for determining the necessity for a solid lubricant? Severity
of metal movement is the most signi cant factor. In cases where it is judged that metal movement
would be considered extreme, solid lubricants will most likely be required. Application examples
include forward, backward, and extreme lateral extrusion of metals. For example, forging of spindles,
constant velocity (CV) joints, crankshafts, and hubs would fall in this category. For these and simi-
lar cases, liquid lubricant technology falls short of providing the necessary lubrication, coef cient
of friction reduction, and die wear protection.
Once it has been determined that a solid lubricant is necessary, the temperature criteria need
to be determined. Metalworking applications done at ambient temperature can utilize MoS
2
as
the solid lubricant. MoS
2
has the best lubrication properties among the four lubricants discussed.
In fact, for applications such as cold forging, MoS
2
is the preferred lubricant because of its ability to
handle the very high load and stress applied onto the part being deformed.
In some cases, application of the MoS
2
is by dry-powder tumbling of the billets. Usually the
billets are phosphated before applying powder to anchor the MoS
2
onto the surface and within
the structure of the phosphate coating. The phosphate coating acts as an anchor for the powder
and allows the lubricant to advance with the metal deformation. Table 6.11 compares forging
performance for bare versus coated steel. Lubrication is improved as press tonnage falls and spike
height of the forged billet increases.
Dry-powder tumbling is an effective application method for some cases. Other situations will
require a more detailed and accurate depositing of MoS
2
lm onto the substrate. This requires the
use of a dispersed MoS
2
to provide a controlled coating thickness and particle size distribution
considered appropriate for the job.
There may be instances where MoS
2
is not desirable—for example, environmental concerns or
housekeeping issues. In these instances, PTFE or boron nitride would be appropriate. The white
color of the pigments alleviates concerns regarding cleanliness of using graphite and molybde-
num disul de. Situations that require a reduction in emissions and material reactivity would favor
boron nitride since PTFE will decompose at typical warm and hot forging temperatures. Both
would effectively lubricate, with perhaps boron nitride faring better than PTFE for applications
with signi cant metal ow.
PTFE can, however, stand out as a lubricant for cold metal-forming operations involving sheet
stock and bar stock. The low coef cient of friction imparted by PTFE will provide the necessary
lubrication to assist metal ow in a manner far better than boron nitride and much cleaner than
graphite or molybdenum disul de.
All the solid lubricants would be appropriate for bonded- lm applications for metal deforma-
tion processes. Bonded lms are desirable for sheet metal applications where coil or blank metal is
TABLE 6.11
Cold-Forging Lubrication
Sample Press Tonnage Spike Height (mm)
Bare steel 80.2 10.67
Bare steel + zinc phosphate 79.6 11.11
Bare steel + zinc phosphate + MoS
2
78.4 11.46
Source: Acheson Colloids test data.
CRC_59645_Ch006.indd 190CRC_59645_Ch006.indd 190 10/31/2008 2:52:01 PM10/31/2008 2:52:01 PM
Solid Lubricants as Friction Modifi ers 191
prepared with a dry- lm lubricant. When developing bonded- lm lubricants, consider the formula-
tion of effective binders and bonding agents so that the solid lubricant can function as intended.
For metalworking applications at elevated temperatures, the operating temperature will
determine which solid lubricant can be used. All the solid lubricants mentioned would be suitable
for temperatures up to 260°C. Above that temperature, PTFE will be eliminated from consider-
ation due to its decomposition. MoS
2
will be suitable for applications up to 400°C in an oxidizing
environment. Above that temperature, decomposition of MoS
2
will occur. Both graphite and boron
nitride will lubricate effectively above an operating temperature of 400°C. Graphite is the predomi-
nant lubricant used for plastic deformation at elevated temperatures.
The use of graphite is common and preferred for what is considered warm- and hot-forging
situations. The forging process is considered warm forging when billet temperatures are up to
950°C. The process is considered hot forging when billet temperatures exceed 950°C. In both cases,
oxidation of graphite will occur. But the rate of oxidation depends on temperature and is regulated
by the formulation and characteristics of graphite. Graphite quality, contaminants, crystallite size,
and particle size will in uence the rate of oxidation. The components of the nished formulation
also play a role in controlling the oxidation rate of graphite, allowing it to survive for an appropriate
length of time necessary for lubricating the process.
The type and quality of graphite play an important role in performance. Its consideration is
the rst step in a selection process. The rst choice is to choose between natural and synthetic
graphites. Often the choice is dictated by the degree of graphite quality suitable for the application.
For instances where average lubrication is required, natural graphite of lesser quality can be used.
More demanding lubrication will require the use of high-purity synthetic or natural graphite.
Selection of the particle size of graphite will vary depending on the intentions for the job. Par-
ticle size should be matched to the type of metal movement expected from the process, the surface
roughness of the die and part, and the degree of stability required for the formulated lubricant. If a
large particle distribution is desired, then concern about physical stability of the lubricant must be
addressed. Rapid settling and hard packing of graphite could occur due to the large particle size if
countermeasures are not taken. This would create handling costs and product inconsistency for the
end user.
For most circumstances, high-quality graphite should be used so as to minimize performance
inconsistency. The quality and characteristic of graphite can affect the lubricating performance.
Table 6.12 illustrates a lubricity comparison of standard formulations produced with differ-
ent graphites. In this example, the application is warm forging of steel. Actual forging of a steel
billet generates lubrication data where the spike height is determined using preset forging press
parameters (see Figure 6.12). A greater spike height and lower coef cient of friction suggest better
lubrication from the coating.
Once the type of graphite to be used is selected, then the cost of the powder needs to be considered
versus the bene t derived from its use. In general, high-purity natural or primary synthetic graphite
will be costlier than secondary synthetic graphite. However, the performance bene t of using the
higher-cost material may justify its selection for the application. Bene ts normally associated with
TABLE 6.12
Graphite Infl uence on Forging Lubrication (800°C
Forging Temperature)
Graphite Spike Height (mm) Coeffi cient of Friction
A 1.5 0.05
B 1.3 0.08
C 1.1 0.10
CRC_59645_Ch006.indd 191CRC_59645_Ch006.indd 191 10/31/2008 2:52:01 PM10/31/2008 2:52:01 PM
192 Lubricant Additives: Chemistry and Applications
the higher-cost materials are consistency, lubricating performance, and reduced oxidation rates of
graphite.
The chosen graphite should be of a speci c particle size distribution to derive certain bene ts in
performance. These bene ts include the ease of dispersing graphite into a liquid carrier, the stability
of graphite within the concentrated product, the application and lm formation of the product onto
the workpiece, and the optimized lubrication for the deformation process.
Forging processes normally require a temporary bond of the lubricant onto the workpiece and
tool. This is achieved by the use of the type of bonding agents mentioned previously in this chapter.
The use of dry powder or simple liquid–powder mixes will not perform adequately because of the
poor adhesion onto the substrate.
To illustrate the value of graphite for hot-temperature metalworking applications, consider the
example cited in Table 6.13. A comparison is made between two formulated graphite products and
a nongraphite product tested under the same procedures of warm forging. In this example, the
degree of spike height and coef cient of friction generated by the forging process are determined.
The lower spike height and higher coef cient of friction for the nongraphite lubricant are indica-
tions of reduced lubrication capability in comparison to the graphite-containing materials.
In certain instances, graphite is not desirable due to either the operating temperature or concern
about housekeeping and cleanliness. Hexagonal boron nitride is a capable alternative to graphite for
these conditions. It is considered the “white graphite” due to its lamellar structure. It has a reason-
ably low coef cient of friction that approaches and sometime exceeds that of graphite. It is able
to withstand operating temperatures up to 1200°C in oxidizing environments. This makes boron
nitride an effective material for high-alloy isothermal forging, where extremely high temperatures
FIGURE 6.12 Deformed billet and spike.
TABLE 6.13
Lubrication Comparison of Forging Lubricants (800°C Forging Temperature)
Lubricant Spike Height (mm) Coeffi cient of Friction
Graphite A 1.5 0.05
Graphite B 1.3 0.08
Nongraphite lubricant 0.7 0.15
CRC_59645_Ch006.indd 192CRC_59645_Ch006.indd 192 10/31/2008 2:52:02 PM10/31/2008 2:52:02 PM
Solid Lubricants as Friction Modifi ers 193
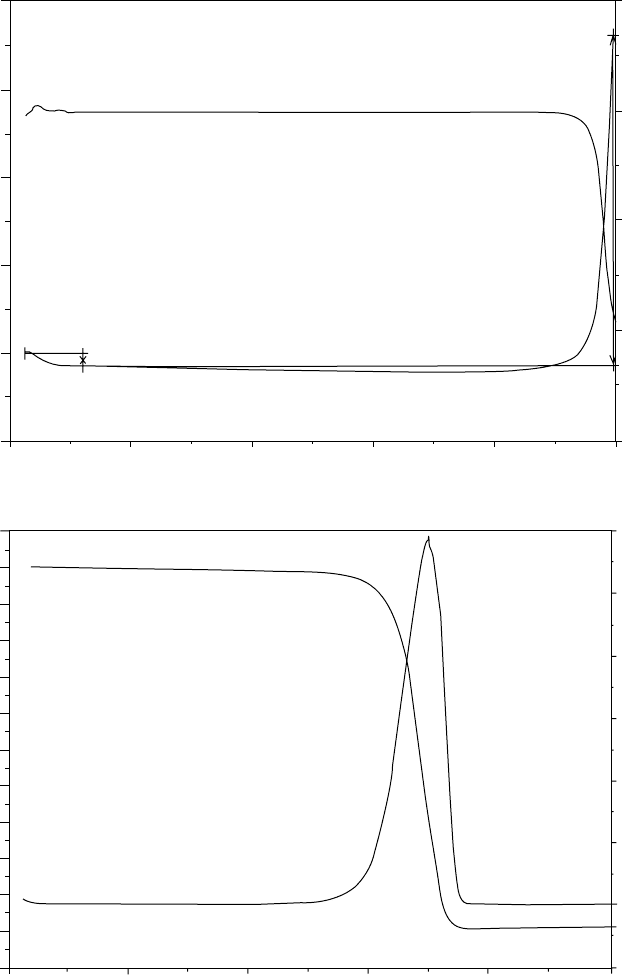
and long contact times are encountered. A pro le of oxidation characteristics provides a comparison
of oxidation stability between boron nitride and graphite (see Figure 6.13). The ability for boron
nitride to remain intact at a very high temperature makes it ideal for applications that require a long
residency time for lubricant coating.
108
106
104
102
100
98
0 200 400 600 800
Universal V2.3C TA Instruments
1000
Temperature (°C)
Weight (%)
0.2
0.0
−0.2
−0.4
−0.6
Residue:
107.2%
(12.72 mg)
Derivation weight (%°C)Derivation weight (%°C)
110
100
90
80
70
60
50
40
30
20
10
−10
0
0 200 400 600 800 1000
1.2
1.0
0.8
0.6
0.4
0.2
0.0
−0.2
Weight (%)
Temperature (°C)
General V4.0D DuPont 2100
0.8139%
691.17°C
−7.517%
(−0.8918 mg)
0.3150%
(0.03737 mg)
FIGURE 6.13 Comparison of peak oxidation temperatures of boron nitride and graphite. (From Acheson
Colloids test data.)
CRC_59645_Ch006.indd 193CRC_59645_Ch006.indd 193 10/31/2008 2:52:02 PM10/31/2008 2:52:02 PM