Пестов С.П. Проектирование технологических процессов обработки деталей на станках с ЧПУ
Подождите немного. Документ загружается.

Министерство образования Российской Федерации
Южно-Уральский государственный университет
Златоустовский филиал
Кафедра ―Технология машиностроения, станки и инструмент‖
621.92(07)
П286
С.П. Пестов
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ
Учебное пособие
Челябинск
Издательство ЮУрГУ
2000
2
УДК 621.92 (07)
Пестов С.П. Проектирование технологических процессов обработки деталей
на станках с ЧПУ: Учебное пособие. — Челябинск: Изд. ЮУрГУ, 2000. — 66 с.
В учебном пособии приведены сведения о методах проектирования маршрут-
ных и операционных технологических процессов обработки деталей на станках с
ЧПУ.
Пособие предназначено для студентов специальности 120100 при изучении
курса « Технология обработки деталей на станках с ЧПУ».
Ил. 20, табл. 10, список лит., 13 — назв.
Одобрено учебно-методической комиссией Златоустовского филиала.
Рецензенты: Миков Ю.Г., Бадин В.Н.
© Издательство ЮУрГУ, 2000.
3
ВВЕДЕНИЕ
Металлорежущие станки с числовым программным управлением (ЧПУ), как
оборудование, ориентированное на гибкое производство, позволяет быстро ме-
нять номенклатуру выпускаемых изделий при изменении рыночного спроса. С
другой стороны, использование станков с ЧПУ предполагает и новые подходы к
технологии обработки деталей на них. Таким образом, актуально формирование у
студентов системы знаний по проектированию технологических процессов (ТП)
изготовления деталей на станках с ЧПУ.
В данном учебном пособии рассмотрены этапы проектирования ТП для стан-
ков с ЧПУ, изложены методы разработки маршрутных и операционных ТП обра-
ботки деталей на этих станках, даны особенности проектирования операций, вы-
полняемых на многоцелевых станках.
1. ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ДЛЯ СТАНКОВ С ЧПУ
1.1. Особенности структуры технологического процесса
Технологический процесс обработки детали на станке с ЧПУ, в отличии от
традиционного, требует большей детализации при решении технологических за-
дач и учета специфики представления информации.
Структурно ТП для станков с ЧПУ подразделяется на операции, элементами
которых, являются установы, позиции, технологический и вспомогательный пе-
реходы, проходы, рабочие и вспомогательные ходы, шаги, элементарные пере-
мещения и технологические команды.
Технологическая операция — законченная часть ТП, выполняемая на одном
рабочем месте.
Установ — часть технологической операции, выполняемой при неизменном
закреплении обрабатываемых заготовок.
Позиция — фиксированное положение, занимаемое заготовкой относительно
инструмента, для выполнения определенной части операции.
Технологический переход характеризуется постоянством применяемого инст-
румента и поверхностей, образуемых заготовкой. Вспомогательный переход под-
готавливает условия для выполнения технологического перехода. Примеры вспо-
могательных переходов: установка заготовки, смена инструмента и т.п. Техноло-
гический и вспомогательный переходы являются законченными частями техно-
логической операции.
4
Технологические переходы выполняются за один или несколько проходов, в
результате каждого прохода удаляется слой материала. Проход состоит из рабо-
чего и вспомогательного ходов.
Рабочим ходом называется законченная часть технологического перехода, со-
стоящая из однократного перемещения инструмента относительно заготовки, со-
провождаемого обработкой. Вспомогательный ход обработкой не сопровождает-
ся, он необходим для выполнения рабочего хода.
Ходы разделяются на шаги. Шаг представляет собой перемещение на участке
траектории инструмента вдоль определенного геометрического элемента, на ко-
тором не изменяется режим, например, перемещение инструмента по прямой или
окружности с постоянной скоростью.
Простейшими составляющими процесса обработки являются элементарные
перемещения и технологические команды, отрабатываемые устройством ЧПУ
(УЧПУ). Элементарные перемещения формируются с учетом ограничений кон-
кретного УЧПУ. К ним относят, например, задание отрезка прямой числом дис-
крет, не превышающим емкости регистра памяти УЧПУ. Технологические коман-
ды, реализуемые исполнительными механизмами станка, обеспечивают необхо-
димые условия отработки элементарных перемещений. Последовательность эле-
ментарных перемещений и технологических команд определяет содержание
управляющей программы (УП) [1,2].
1.2. Этапы проектирования ТП для станков с ЧПУ
В общем случае процесс проектирования ТП для станков с ЧПУ можно разде-
лить на три стадии: 1) разработку маршрута обработки детали; 2) разработку опе-
раций ТП; 3) подготовку УП. Каждая стадия содержит несколько этапов проекти-
рования (табл. 1). Рассмотрим содержание этапов проектирования ТП обработки
деталей на станках с ЧПУ [1].
Этап 1. Выбор номенклатуры обрабатываемых деталей.
На этом этапе производят конъюнктурный анализ: определяют целесообраз-
ность обработки заготовки на станке с ЧПУ как по конструктивно-
технологическим признакам, так и по производственным условиям; дают оценку
возможности изменения заготовки, технологического процесса, конструкции де-
тали. Здесь же необходимо провести технико-экономический анализ: расчет сни-
жения трудоемкости; расчет окупаемости затрат.
Этап 2. Ознакомление с ТП изготовления детали-аналога.
Объем ознакомления: заготовка, маршрут, приспособления, режущий и вспо-
могательный инструмент, режимы резания, структура операций.
Этап 3. Повышение технологичности детали.
На этом этапе осуществляют отработку конструкции детали на технологичность и
унификацию (радиусов, баз, элементов детали). Рассматривают вопросы повы -
5
Таблица 1
Стадии и этапы проектирования ТП обработки деталей на станках с ЧПУ
1 стадия. Разработка маршрута обработки детали
1
Выбор номенклатуры обрабатываемых деталей
2
Ознакомление с ТП изготовления детали - аналога
3
Повышение технологичности детали
4
Согласование условий поставки
5
Определение маршрута изготовления детали
6
Заказ приспособления
7
Заказ инструмента
2 стадия. Разработка операций ТП
8
Составление плана операции
9
Разработка операционной технологии
3 стадия. Подготовка УП
10
Расчет траектории инструмента
11
Кодирование и запись УП
12
Контроль, редактирование и отладка УП
шения жесткости инструмента и детали; корректировки чертежей детали и заго-
товки.
Этап 4. Согласование условий поставки.
На этом этапе определяют технологическое состояние заготовки: требования к
базам, припуски, технологические отверстия и технологическое состояние дета-
ли: основные размеры, припуски, доводочные работы.
Этап 5. Определение маршрута обработки детали.
Здесь производят составление и согласование маршрута обработки детали:
выделение поверхностей, обрабатываемых на станках с ЧПУ; переустановка по
видам оборудования; переустановка по зонам обработки; выбор последователь-
ности выполнения операций; составление операционного эскиза.
Этап 6. Заказ приспособления.
На этом этапе выполняют эскизное проектирование приспособления: опреде-
ление положения заготовки на станке; определение типа приспособления; состав-
ление схемы увязки (выбор и привязка систем координат); определение схем ба-
зирования и закрепления заготовки; выбор вида привода для приспособления.
Этапы проектирования ТП
6
Этап 7. Заказ инструмента.
Выполняют эскизное проектирование инструмента: определение типа инстру-
мента; выбор технологических параметров; проектирование схемы наладки.
Этап8. Составление плана операции.
На этапе определяют содержание операции. При этом выделяют в операции
установы и позиции; уточняют методы закрепления заготовки; подготавливают
операционные карты.
Этап 9. Разработка операционной технологии.
На этом этапе определяют последовательность переходов. Кроме этого, про-
изводят выбор инструмента, разделение переходов на проходы, выбор контроль-
ных точек и установа, определение траекторий позиционных и вспомогательных
переходов; рассчитывают режимы резания; подготавливают карты наладки стан-
ка и инструмента.
Этап 10. Расчет траектории инструмента.
Здесь выбирают или уточняют системы координат; определяют наладочные
размеры детали; рассчитывают координаты опорных точек; разделяют проходы
на ходы и шаги; строят траекторию движения инструмента; преобразуют системы
координат.
Этап 11. Кодирование и запись УП.
На данном этапе формируют элементарные перемещения; определяют техно-
логические команды; пересчитывают величины перемещений в импульсы; коди-
руют УП; записывают УП на программоноситель; печатают текст УП.
Этап 12. Контроль, редактирование и отладка УП.
На последнем этапе осуществляют контроль программоносителя; контроль
траектории инструмента; редактирование УП; обработку опытной детали.
Исходной документацией на первой стадии являются чертежи детали и заго-
товки, а на второй и третьей — задание на программирование, маршрутная и опе-
рационная карты.
1.3. Выбор номенклатуры обрабатываемых деталей
От правильного выбора номенклатуры обрабатываемых деталей, предназна-
ченных для обработки на станках с ЧПУ, во многом зависит экономическая эф-
фективность внедрения этих станков. Есть детали, обработка которых на станках
с ЧПУ эффективна, но имеются и такие, обработка которых не выгодна и даже
убыточна.
Рассмотрим общие принципы подбора деталей для их обработки на станках с
ЧПУ.
1. Чем выше концентрация обработки на станке с ЧПУ по сравнению с уни-
версальным оборудованием, тем выше эффективность числового управления.
2. Чем сложнее деталь, тем в большей степени могут быть использованы тех-
нологические возможности УЧПУ.

7
3. Чем больше объем разметочных и подгоночных работ, тем выше будет эф-
фективность числового управления.
4. Чем сложнее оснастка для изготовления детали на обычных станках, тем
более эффективно числовое управление.
5. Чем сложнее контроль, тем эффективнее использование станков с ЧПУ.
Практика показывает, что значительный эффект достигается при обработке на
станках с ЧПУ сложных деталей, с большим числом поверхностей, контуры ко-
торых содержат криволинейные участки и элементы прямых и плоскостей, непа-
раллельных координатным осям станка [1].
При переводе обработки деталей с универсальных станков на станки с ЧПУ
следует также помнить, что эффективность внедрения последних зависит от того,
насколько полно используются технологические возможности станка. Поэтому
применение дорогостоящих станков с ЧПУ с большим количеством инструмен-
тов нецелесообразно, если их возможности реализованы не полностью.
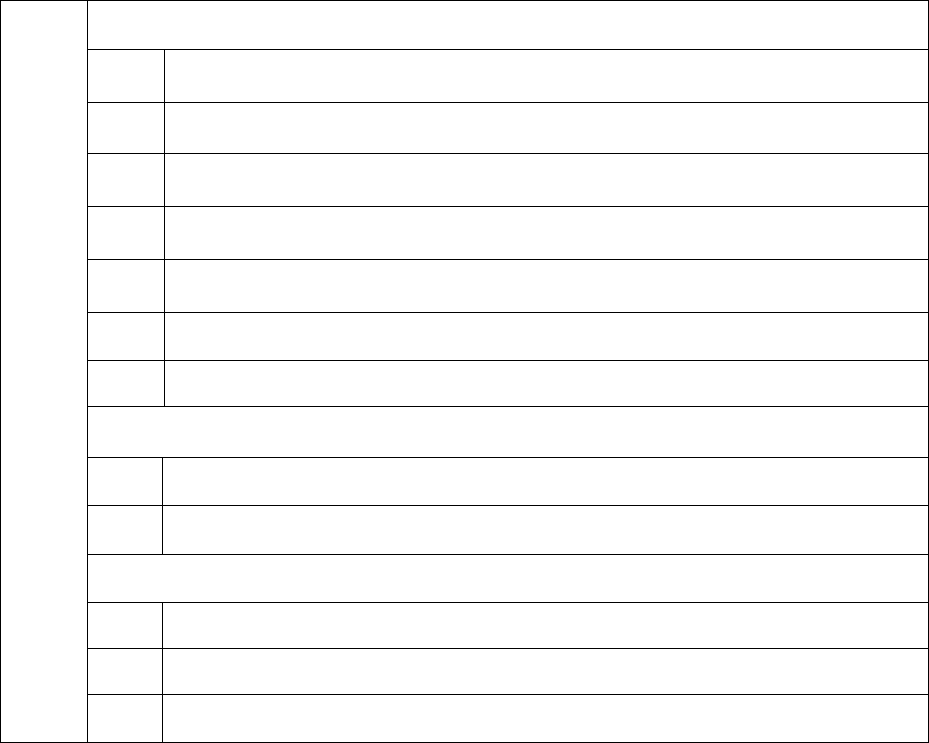
1.4. Повышение технологичности деталей
Улучшение технологичности конструкций деталей, обрабатываемых на стан-
ках с ЧПУ, способствует повышению точности и производительности обработки,
а также уменьшению трудоемкости при проектировании ТП.
Общие требования к технологичности деталей, предназначенных для обра-
ботки на станках с ЧПУ: унификация внутренних и наружных радиусов; унифи-
кация элементов форм деталей и их размеров; создание такой конфигурации де-
тали, которая гарантирует свободный доступ инструменту для обработки поверх-
ностей; обеспечение возможности надежного и удобного базирования детали при
обработке.
Все эти требования направлены на сокращение типоразмеров применяемого
режущего инструмента; замены специального инструмента стандартным; умень-
шение числа переустановок детали; снижение затрат на расчет и подготовку УП и
др. Рассмотренные требования могут быть выполнены путем видоизменения гео-
метрической формы или отдельных элементов детали, изменения некоторых раз-
меров; смещения отдельных элементов и т.п. Примеры повышения технологич-
ности деталей, обрабатываемых на станках с ЧПУ, приведены в таблице 2.
Для облегчения процесса программирования, к чертежам деталей, обрабаты-
ваемых на станках с ЧПУ, предъявляется так же ряд требований:
- все размеры проставляют на детали в прямоугольной системе координат от
единых конструкторских баз детали (см. табл. 2, п. 5);
- желательно так же проставлять размеры от оси детали к центрам всех ок-
ружностей;
- проставлять размеры следует так, чтобы данные о каждом контуре были по
возможности по одной проекции, а размерные цепи имели двусторонний допуск
( ), что облегчает программирование;
8
Таблица 2
Примеры повышения технологичности деталей
Требования к
технологично-
сти
Конструкция
нетехнологичная
технологичная
1. Унифика-
ция кана-
вок и вы-
точек под
уплотне-
ния
2. Задание
отдельных
участков
образую-
щей урав-
нениями, а
не коорди-
натным
способом
3. Ограниче-
ние отно-
шения ве-
личины
радиуса
сопряже-
ния стенок
к высоте
стенки
4. Обеспече-
ние со-
пряжения
линий
контура
плавным
радиусом
5. Проста-
новка раз-
меров от
одной базы
9
- чертежи выполняют в масштабе, соблюдая его по всему полю чертежа;
- на поле чертежа рекомендуется помещать надпись «Изготавливать на станке
с ЧПУ» или «Контур фрезеровать на станке с ЧПУ» [1].
2. ПРОЕКТИРОВАНИЕ МАРШРУТНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ.
2.1. Методы проектирования маршрутных ТП
При проектировании маршрута определяется общая последовательность об-
работки детали, с учетом применяемого оборудования. При этом обработка дета-
ли может вестись с использованием одного станка с ЧПУ или последовательно на
нескольких станках.
Маршрутные ТП проектируют методом адресации или методом синтеза
(рис.1) [1].
Рис. 1. Методы проектирования ТП
Метод адресации основан на использовании принципа унификации. В этом
случае технологический процесс обработки конкретной детали назначают исходя
из конструктивного подобия детали прототипу (типовые ТП) или их технологи-
ческого подобия (групповые ТП).
Метод синтеза при проектировании ТП пока мало формализован и поэтому
сложен. Проектирование ТП методом синтеза с прототипом характерно тем, что
подобранный ТП-прототип не содержит всего состава маршрута (операций, пере-
ходов), которые следует выполнять при изготовлении данной детали. Структура
ТП-прототипа и ТП детали различаются, поэтому при проектировании ТП дора-
батывают (перерабатывают) типовой ТП.
Методы проекирования ТП
Метод адресации
Метод синтеза
На
базе
груп-
по-
вых
ТП
На базе ти-
повых ТП
С ТП-
прототипом
С частями
ТП-
прототипов
Без про-
тотипа
10
Проектирование ТП без прототипа приводит к необходимости проектировать
схему ТП, маршрут, операции, опираясь на общие закономерности проектирова-
ния или эвристики и исходные элементы ТП (ход, обработка элементарной по-
верхности и т.п.).
2.2. Разработка маршрутной технологии для станков с ЧПУ
Цель проектирования маршрутного ТП — определение общей последователь-
ности выполнения операций обработки, в том числе и операций, выполняемых на
станках с ЧПУ. Последовательность обработки должна быть увязана с оборудо-
ванием и с комплексом технологической оснастки.
При определении последовательности обработки заготовки необходимо руко-
водствоваться теми же принципами, которые используются при построении ТП
для обычных станков с учетом технологических возможностей станков с ЧПУ и
специфики обработки на них. Общие принципы следующие:
- в первую очередь обрабатывают поверхности, которые принимают за базы
при последующей обработке;
- остальные поверхности обрабатывают в последовательности, обратной сте-
пени их точности (чем точнее должна быть обработана поверхности, тем позже
следует ее обрабатывать);
- последними обрабатывают поверхности, которые являются наиболее точ-
ными и имеют наибольшее значение для работы детали, например, легко повреж-
даемые поверхности (резьбы и др.);
- должен соблюдаться принцип единства баз;
- операции, где существует вероятность брака из-за дефектов в материале или
сложности механической обработки, выполняют в начале процесса;
- ТП целесообразно делить на три стадии обработки: черновую, чистовую и
отделочную (иногда выделяют и получистовую обработку).
Назначением черновой обработки является удаление припуска под обработку.
При этом возникают большие силы резания, температурные и упругие деформа-
ции технологической системы. Поэтому черновая обработка не обеспечивает вы-
полнение высокой точности детали.
Назначением чистовой обработки является получение заданных параметров
точности и шероховатости поверхности детали. При необходимости между чер-
новой и чистовой обработкой могут быть получистовые операции.
Назначением отделочной обработки является достижение повышенных пара-
метров точности и шероховатости, заданных чертежом.
Перечисленные выше принципы будут справедливы также при проектирова-
нии ТП для станков с ЧПУ. Однако включение в маршрут операций, выполняе-
мых на станках с ЧПУ, требует учета дополнительных требований. Рассмотрим
некоторые из них [1].