Пестов С.П. Проектирование технологических процессов обработки деталей на станках с ЧПУ
Подождите немного. Документ загружается.

31
щих вогнутость на контуре, т.е. радиус концевой фрезы должен быть не больше
наименьшего радиуса кривизны вогнутого контура. Если конфигурация детали не
накладывает ограничений на диаметр фрезы, то выбирается концевая фреза с та-
ким максимальным диаметром, которую можно установить на станке.
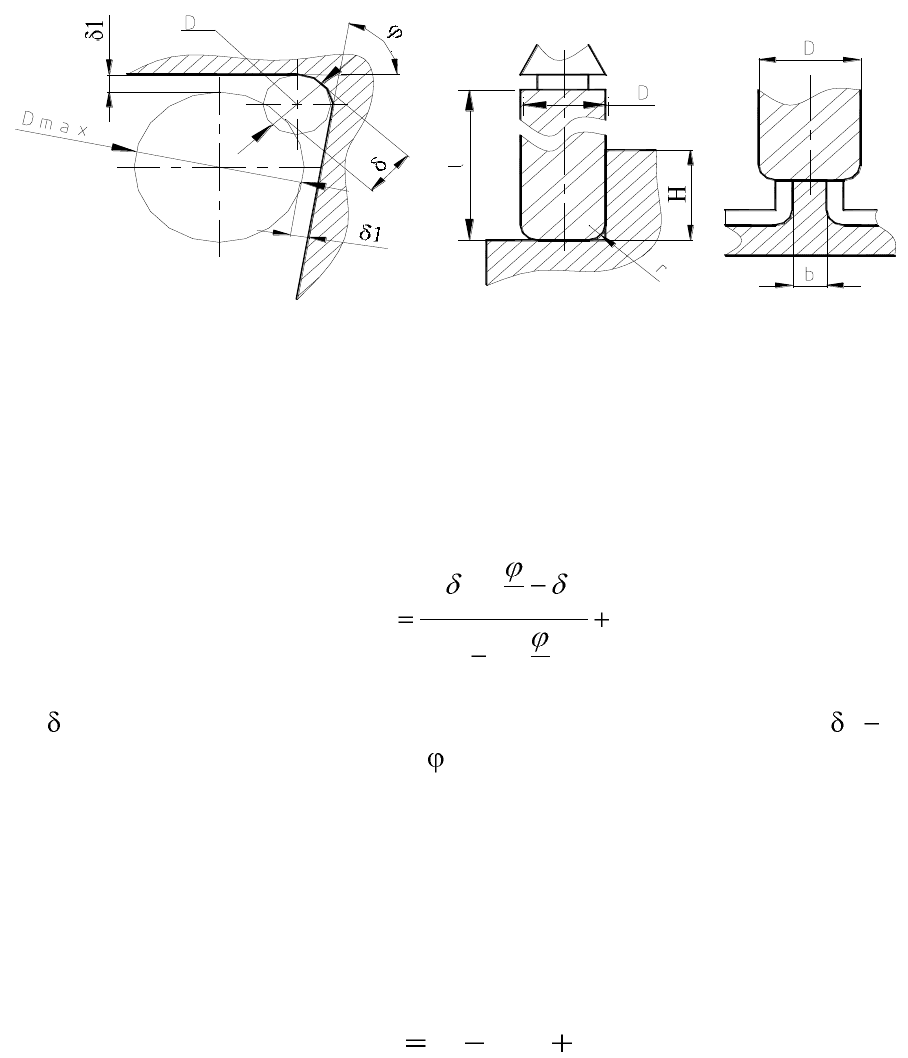
Диаметр черновой фрезы D
max
выбирается из условия доступа инструмента во
внутренние острые углы контура (рис.10,а). При этом желательно, чтобы остав -
а) б) в)
Рис.10. К выбору параметров фрезы
ляемый во внутренних углах контура припуск не превышал (0,15–0,25) D, где D
— диаметр инструмента применяемого на чистовом переходе [1].
Исходя из этих условий, возможно наибольший диаметр инструмента для
чернового перехода, может быть определен по формуле:
DD
2
sin1
)
2
sin(2
1
max
,
где — максимальный припуск при обработке внутреннего угла;
1
припуск
для чистовой обработки контура; — наименьший угол сопряжения сторон в
данном контуре; D — диаметр окружности, сопрягающей стороны контура (равен
диаметру чистовой фрезы).
Радиус заточки торца фрезы r (рис. 10,б) для чистовой обработки определяется
номинальным размером наибольшего типового конструктивного радиуса сопря-
жения стенок в вертикальном сечении.
При торцовой обработки ребер (рис. 10,в) диаметр фрезы целесообразно на-
значать из условия
rbD 2)105(
,
где b —окончательная толщина стенки ребра; r — радиус закругления у торца ин-
струмента.

32
Для обеспечения жесткости инструмента необходимо, чтобы его диаметр
удовлетворял условию
DH 5,2
,
где H — максимальная высота стенки обрабатываемой детали (см. рис. 10,б).
Если это условие не выполняется, то выбирают фрезу с ближайшим большим
типовым диаметром. Иначе обработку производят за несколько проходов, [1].
Длина режущей части инструмента l для обработки внутренних глухих конту-
ров определяется по формуле:
),75(Hl
мм,
а для обработки наружных и сквозных внутренних контуров
5rHl
, мм,
где r — радиус скругления у торца фрезы.
Для обработки концевыми фрезами плоскостей рекомендуется выбирать ин-
струмент, у которого торец имеет, возможно, большую площадь и у него отсутст-
вует радиусная заточка.
После уточнения выявленных технологических и геометрических параметров,
а также конструктивных особенностей инструмента производится его оконча-
тельный выбор по ГОСТ или нормалям [8]. При отсутствии подобного инстру-
мента в стандартах, инструмент проектируется как специальный.
4.5. Типовые схемы переходов при фрезерной обработке
При программировании фрезерной обработки областей (зон) используют ти-
повые схемы технологических переходов, определяющих правила построения
траектории инструмента.
Существует две основные схемы формирования траектории движения фрезы
при фрезерной обработке: зигзагообразная и спиралевидная [1].
Зигзагообразная схема (рис.11) характеризуется тем, что инструмент в про-
цессе обработки совершает движение в противоположных направлениях вдоль
параллельных строчек с переходом от одной строки к другой вдоль границы об-
ласти. Эта схема достаточно распространена, но имеет ряд недостатков. Один из
недостатков — переменный характер фрезерования: вдоль одной строки инстру-
мент работает в направлении подачи, а вдоль следующей — против, что ведет к
изменению сил резания и качества обработки. Другой недостаток этой схемы —
повышенное число изломов на траектории инструмента. Это отрицательно сказы-
вается на динамике резания и ведет к увеличению времени обработки, т.к. необ-
ходимо выполнять многочисленные операции по разгону и торможению привода
подачи станка с ЧПУ.
33
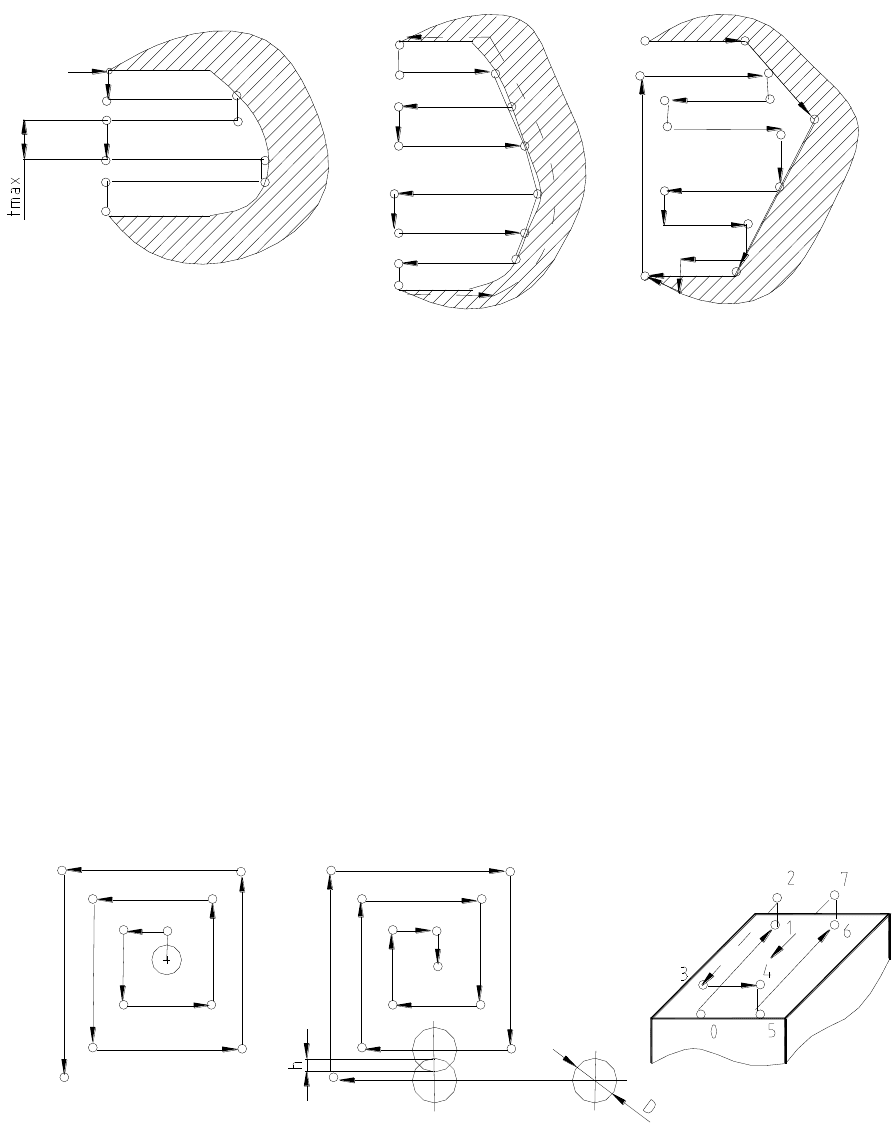
Зигзагообразная схема имеет несколько разновидностей, связанных с поряд-
ком обработки границ: без обхода границ (рис.11,а), с проходом вдоль границ в
конце обработки области (рис.11,б), с предварительным проходом вдоль границ
(рис.11,в).
а) б) в)
Рис.11. Зигзагообразные схемы фрезерных переходов
Спиралевидная схема отличается от зигзагообразной тем, что обработка ведет-
ся круговыми движениями инструмента, совершаемыми вдоль внешней границы
области на разном расстоянии от нее (рис.12,а,б). В отличие от зигзагообразной,
спиралевидная схема обеспечивает более плавный характер обработки, т.к. на-
правление фрезерования (по или против подачи) неизменно и нет дополнитель-
ных изломов траектории. Спиралевидная схема имеет две разновидности: первая
характеризуется движением инструмента от центра области к периферии
(рис.12,а), а вторая — от границы области к ее центру (рис.12,б). Каждая из рас-
смотренных разновидностей спиралевидной схемы имеет два типа: с движением
инструмента в направлении по или против часовой стрелки при наблюдении со
стороны шпинделя.
а) б) в)
Рис.12. Спиралевидные (а), (б) и Ш-образная (в) схемы фрезерных переходов
34
Одинаковый характер фрезерования можно выдерживать также с помощью
схемы Ш-образного типа (рис.12,в). Согласно этой схеме, инструмент после вы-
полнения прохода вдоль строки, отводится на необходимое расстояние от обра-
ботанной поверхности и на ускоренном ходу возвращается назад. Ш-образная
схема имеет те же разновидности, что и зигзагообразная. Существенный недоста-
ток этой схемы — большое число вспомогательных ходов.
При построении траектории инструмента на черновых переходах необходимо
знать расстояние между соседними проходами фрезы, так как оно определяет
глубину резания. Максимально допустимое значение этого расстояния (рис.11,а)
зависит от геометрических параметров применяемого инструмента:
1max
2 hrDt
,
где D — диаметр фрезы; r — радиус скругления у торца; h — перекрытие между
проходами (рис.12,б), обеспечивающее отсутствие гребешков.
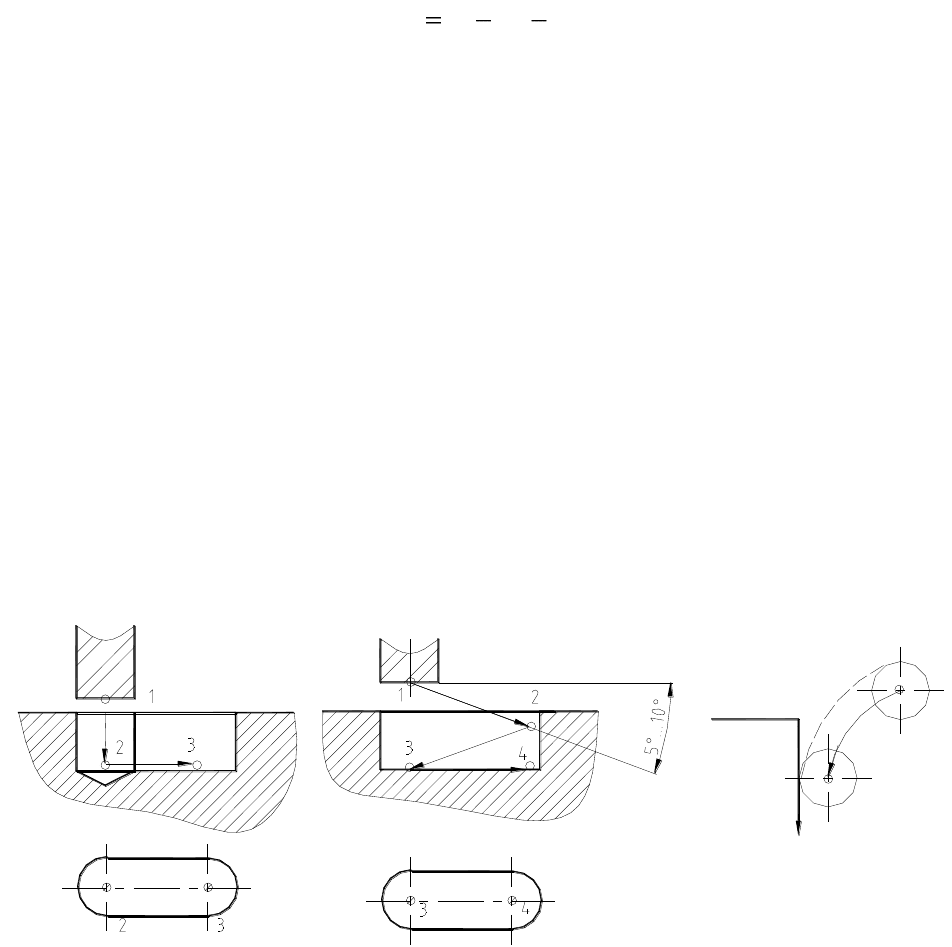
При программировании фрезерной обработки важно выбрать способ врезания
инструмента в металл. Наиболее простой способ — это врезание с подачей вдоль
оси инструмента. Однако этот способ, во-первых, не пригоден для фрез, имею-
щих технологические центровые отверстия, во-вторых, из-за того, что фрезы ра-
ботают плохо на засверливание — не эффективен. Для использования этого спо-
соба рекомендуется предварительно обработать места врезания сверлом
(рис.13,а).
К технологическому способу относят врезание при движении инструмента
вдоль одной из строк с постепенным его снижением (рис.13,б). Этот способ также
применяют при движении инструмента по окружности или вдоль границы обра-
батываемой области.
В случае чистовой обработки контуров, как правило, врезание осуществляется
по дуге окружности, касательной к контуру в точке, с которой должно быть нача-
ло движения инструмента вдоль контура ( рис.13,в ). Такой способ обеспечивает
а) б) в)
Рис.13. Способы врезания фрезы в металл
35
наиболее плавное изменение сил резания и минимальную погрешность обработки
в упомянутой точке; он также наиболее удобен с точки зрения ввода в управляю-
щую программу коррекции на радиус инструмента [1].
4.6. Выбор параметров режимов резания при фрезеровании
Для операции торцового фрезерования подача на зуб определяется по картам
нормативов [5] с учетом обрабатываемого материала, диаметра и числа зубьев
фрезы, ширины и глубины фрезерования и др. Выбранное табличное значение
подачи умножается на поправочные коэффициенты в зависимости от твердости
обрабатываемого материала, материала режущей части фрезы, главного угла в
плане и др.
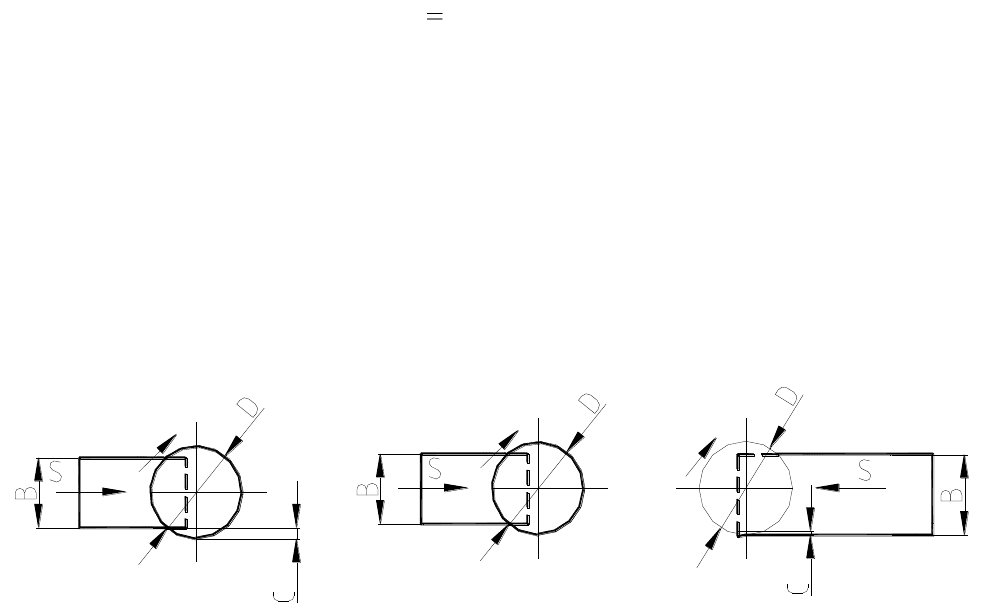
Большое влияние на величину подачи оказывает способ установки фрезы от-
носительно детали [4]. Для торцовой фрезы наиболее благоприятные условия
врезания зуба в обрабатываемую деталь достигаются при смещенном расположе-
нии фрезы относительно детали, как показано на рис.14,а. При этом смещение
фрезы относительно заготовки составляет:
C D( , ... , )0 03 0 05
.
Такое расположение фрезы со смещением позволяет увеличить подачу на зуб
при фрезеровании стали и чугуна примерно в два раза по сравнению с симмет-
ричным расположением фрезы (рис.14,б).
При фрезеровании торцовыми фрезами жаропрочных сталей фрезу необходи-
мо устанавливать так, чтобы расстояние C при выходе зуба из контакта с заготов-
кой было близким к нулю (рис.14,в) [4].
Величина скорости и мощности резания назначается по картам нормативов [5]
в зависимости от обрабатываемого материала, глубины резания и выбранного
значения подачи на зуб. Табличное значение скорости и мощности резания умно -
а) б) в)
Рис. 14. Установка заготовки относительно оси торцевой фрезы: а и б — при обработке
стали и чугуна; в — при обработке жаропрочной стали
36
жаетсяся на поправочные коэффициенты в зависимости от различных параметров
(твердости обрабатываемого материала, материала режущей части фрезы, главно-
го угла в плане и т.д.).
При фрезеровании концевыми фрезами величина подачи также определяется
по картам нормативов [5,6], а затем значение подачи умножается на поправочные
коэффициенты, уточняющие параметры инструмента, детали и обработки.
Для обеспечения благоприятных условий стружкообразования значение пода-
чи на зуб не должно быть меньше 0,02 мм/зуб для быстрорежущих фрез и 0,03
мм/зуб для твердосплавных фрез. Для улучшения условий работы фрезы, величи-
на подачи при врезании должна быть снижена на 30%.
Величина скорости и мощности резания выбирается по картам нормативов и
затем уточняются поправочными коэффициентами. По полученному значению
скорости резания проводится расчет частоты вращения шпинделя, корректировка
ее по паспорту станка и расчет фактической скорости резания.
При фрезеровании подачу на зуб для каждого рабочего хода и скорость реза-
ния можно определить не только по приведенной выше методике Гузеева В.И.
[4]. Например, по рекомендациям Евгенева Г.Б. [9] подачу на зуб выбирают ми-
нимальной из четырех возможных: подачи, определяемой по шероховатости; по-
дачи, зависящей от допускаемого отжима; подачи, определяемой прочностью ин-
струмента и подачи, допустимой по мощности привода главного движения.
5. ПРОЕКТИРОВАНИЕ ОПЕРАЦИЙ ОБРАБОТКИ ОТВЕРСТИЙ
5.1 Базирование и способы установки заготовок
Базирование заготовки при сверлильно-расточной обработке аналогично ба-
зированию при фрезерной обработке. Выбор базовых поверхностей во многом
определяется формой детали. Детали типа дисков и втулок базируются по обра-
ботанному центральному отверстию и торцу. Корпусные детали базируются на
предварительно обработанные плоскости в координатный угол или используют
плоскость и два отверстия. Допускается применять в качестве базовых отверстий
конструктивные отверстия детали.
При базировании деталей для выполнения операций обработки отверстий не-
обходимо дополнительно учесть следующие требования [4].
1. Для обеспечения точного выполнения межцентровых расстояний у двух или
нескольких отверстий надо ориентировать деталь так, чтобы одна из осей станка
совпадала с направлением размера. В этом случае ликвидируется погрешность
позиционирования по взаимно перпендикулярной оси и точность обработки по-
вышается.
37
2. При базировании корпусной детали необходимо в качестве базовой выби-
рать поверхность, позволяющую с одной установки обработать максимальное
число поверхностей и отверстий.
Специфика выбора схемы установки детали на станке с ЧПУ заключается в
увязывании баз детали с осями координат станка и с исходной (нулевой) точкой
траектории движения. На сверлильных станках с ЧПУ, как правило, размерную
увязку с исходной точкой в плоскости стола производят с помощью оправок-
ловителей, центроискателей, оправок с коническими центрами и др. Положение
нулевой точки назначают исходя из условий: беспрепятственного закрепления и
снятия детали; беспрепятственной смены инструмента (для станков, оснащенных
револьверной головкой); сокращения машинно-вспомогательного времени на
подвод инструмента к зоне обработки; обеспечения удобства и требуемой точно-
сти совмещения оси шпинделя с исходной точкой [4].
5.2. Технологическая классификация отверстий
Конфигурация любого отверстия может быть сформирована из основных и
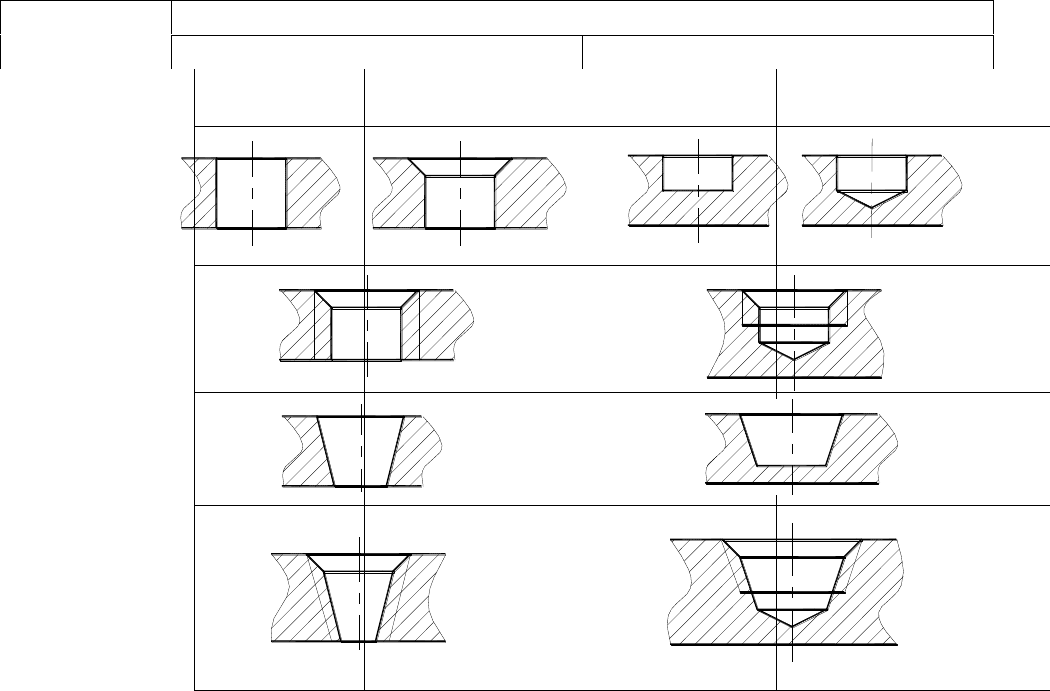
дополнительных элементов [1]. Основные элементы (табл.6) бывают сквозными и
Таблица 6
Основные элементы отверстий
Тип отверстия
Основной элемент
Сквозное отверстие
Глухое отверстие
Гладкое
цилиндри-
ческое
Цилиндри-
ческое
с резьбой
Гладкое
коническое
Коническое
с резьбой
38
глухими, причем у глухих форма дна может быть плоской или произвольной.
Заготовки могут быть трех типов: сплошная, с литым отверстием и с предва-
рительно обработанными отверстием (см. табл.6).
Большинство основных элементов составляют гладкие цилиндрические отвер-
стия различных квалитетов: от свободных размеров, которые при технологиче-
ском проектировании обычно приравниваются к 13-му квалитету, до отверстий 7-
го квалитету. Отверстия, выполняемые по 6-му квалитету и выше, встречаются
редко [1].
К числу дополнительных элементов относятся фаски и углубления прямоуголь-
ного профиля со свободными размерами, наружные и внутренние торцы, тре-
бующие обработки, канавки и разного рода препятствия.
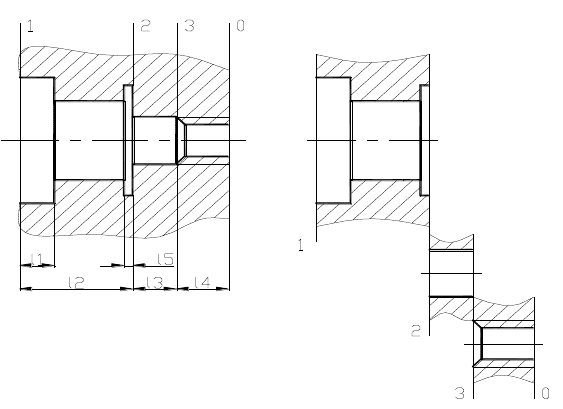
Отверстия сложной конфигурации (рис.15) можно представить ступенями, ко-
торые располагаются вдоль оси отверстия и отделяются друг от друга торцевыми
поверхностями, представляющими собой плоскости, перпендикулярные к этой
оси [1].
Рис. 15. Пример отверстия сложной конфигурации
Таким образом, любое отверстие сложной конфигурации — это совокупность
отдельных ступеней, расположенных вдоль одной оси. Каждую ступень рассмат-
ривают вместе с торцем, от которого начинается ее обработка. Торцы рекоменду-
ется пронумеровать.
В зависимости от заданных чертежом геометрических и точностных парамет-
ров, каждая ступень может быть обработана за один или несколько переходов.
5.3. Выбор маршрута обработки отверстий
Выбор маршрута обработки отверстия производится в зависимости от задан-
ных чертежом параметров точности, с учетом конструктивных особенностей (на-
личие плоского дна, резьбы, фаски или цековки) и заданного диаметра отверстия.
39
TD
0
2
TX
0
В большинстве методик проектирование маршрута обработки отверстия на стан-
ках с ЧПУ [1,2,4,7,9] осуществляется исходя из условий обеспечения диаметраль-
ной точности и шероховатости поверхности отверстия, а достижение заданной
точности расположения оси либо совсем не учитывается, либо учитывается толь-
ко через указание межосевого расстояния. Часто под маршрутом обработки от-
дельного отверстия понимают структуру многопереходной операции по его обра-
ботке.
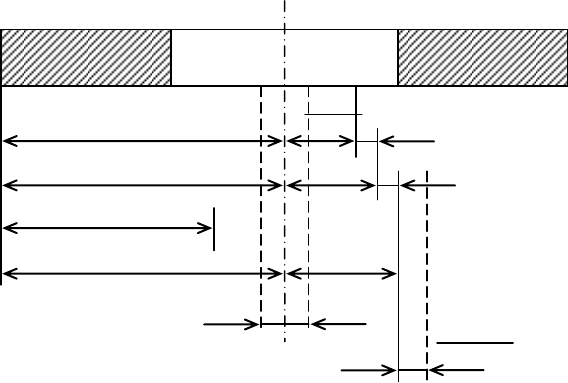
Для выявления технологических закономерностей последовательного обеспе-
чения отдельных параметров точности рассмотрим схему размерных связей,
сформированных при многопереходной обработке отдельного отверстия (рис.
16).
Рис. 16. Схема размерных связей при обработке отверстия
На данной схеме размерных связей приняты следующие обозначения:
Xo — размер, координирующий ось отверстия относительно базы;
D/2 — половина диаметра по чертежу;
Xi (X
i-1
) — размер, координирующий ось на i-том (i-1) переходе;
Di/2 (D
i-1
/2) — половина диаметра на i-том (i-1) переходе;
Zi (Z
i-1
) — и припуск на i-том (i-1) переходе;
TXo — допуски расположения оси О отверстия;
TD
0
/2 — допуск на половину диаметра D/2.
Из схемы размерных связей следует, что при многопереходной обработке на
каждом переходе в первую очередь формируются размеры X
i-1
, X
i
и Xo, опреде-
ляющие расположение оси отверстия, а затем размеры D
i-1
/2, Di/2, D/2, форми-
рующие форму, диаметральный размер и шероховатость отверстия с учетом при-
пуска Zi (Z
i-1
). В самом деле, если допустим, что не обеспечена требуемая точ-
ность расположения оси (согласно рис.16 — размер X
i
’
) на i-том переходе, то не-
обходимо вводить дополнительный переход или переходы для корректирования
расположения оси. При этом ранее достигнутые на i-1 переходе параметры точ-
O
Z
i
D
i-1
2
D
i
/2
D/2
X
0
X
i
’
Z
i-1
i-1 переход
i переход
Данные
чертежа
X
i
X
i-1
40
ности формы, размеры и шероховатости будут изменены в худшую сторону.
Форма отверстия определяется диаметральными размерами в поперечном и про-
дольном сечении, поэтому изменения формы отверстия влечет и изменение его
размеров, т. е. обеспечение точности формы в допустимых пределах является бо-
лее предпочтительным, чем обеспечение требуемой точности размера. Изменение
диаметра отверстия всегда сопровождается изменением шероховатости его по-
верхности. Поэтому параметры шероховатости следует выполнять в последнюю
очередь.
Таким образом, при формировании структуры операции необходимо назна-
чать переходы, обеспечивающие в первую очередь достижение заданной точно-
сти расположения оси Tpo, затем точности формы FR и далее - точности размера
IT и шероховатости R. При такой приоритетной последовательности обеспечение
параметров точности в структуре операции назначается минимальное количество
переходов и при достижении точности расположения оси отверстия легко обес-
печиваются другие параметры точности, что повышает производительность П
обработки. Тогда приоритетную последовательность обеспечения заданных па-
раметров точности ПТ обработки отверстий можно записать следующим обра-
зом
ПТ (П) = Тро > FR > IT > R,
где знак > означает предпочтение или приоритет.
На чертежах точность расположения осей отверстий задается позиционным
допуском Т , допуском межосевых расстояний Тмор, допуском координирующих
размеров относительно базовых поверхностей (плоскостей, осей) Тxy, допусками
соосности Т , пересечения Т
x
, параллельности Т
║
и перпендикулярности Т .
Первоочередное обеспечение комплексного позиционного допуска позволит
получить и поэлементные параметры точности расположения. При отсутствии на
чертеже заданного позиционного допуска на первых переходах следует обеспе-
чить допуск координирующих размеров относительно базовых поверхностей и
т.д.
Следовательно, приоритетная последовательность обеспечения параметров
точности по расположению оси следующая:
Тро = Т > Тxy > Т > Tмор > Тx > Т
║
> Т
.
Обозначив позиционный допуск как RS, запишем приоритетную последова-
тельность обеспечения заданных параметров точности обработки отверстий в ви-
де
ПТ (П) = RS > FR > IT > R.
Для станков с ЧПУ позиционное отклонение определяется в основном по-
грешностями позиционирования, смены инструмента и упругими отжатиями кон-
сольно закрепленного режущего инструмента в процессе обработки. Погрешно-
сти позиционирования и смены инструмента сопоставимы между собой и нахо-
дятся в пределах до 10 мкм в зависимости от модели станка и устройства ЧПУ.