Пестов С.П. Проектирование технологических процессов обработки деталей на станках с ЧПУ
Подождите немного. Документ загружается.

21
3.5. Проектирование переходов
Для токарной обработки область ограниченную контурами детали и заготов-
ки разделяют на отдельные зоны. Каждая зона как правило, соответствует одно-
му технологическому переходу и формируется в зависимости от требований к
точности и шероховатости поверхности детали а также возможностей режущего
инструмента и способа крепления заготовки на станке. Все многообразие зон раз-
деляют на два вида: зоны выборки объемов обрабатываемого материала и зоны
контурной обработки. Зоны выборки служат для многопроходной обработки при
больших съемах материала а контурная — для прохода эквидистантно к участ-
кам контура детали.
При проектировании переходов для токарной обработки с целью повышения
надежности работы резцов рекомендуется сначала сделать один проход по торцу
детали в направлении к оси вращения и один проход — вдоль оси [4]. В этом слу-
чае сокращается число врезаний режущей кромки инструмента в необработанную
поверхность заготовки или в поверхность имеющую повышенное биение.
Дальнейшее направление перемещения выбирают исходя из условия мини-
мального числа рабочих ходов. Схемы перемещения резца обеспечивающие это
требование зависят от размеров заготовки и способа ее крепления. При обработ-
ке заготовки в центрах минимальное число рабочих ходов достигается при пере-
мещении резца вдоль оси заготовки. При обработке в патроне выбрать направле-
ние перемещения резца сложнее. Заготовки малой длины и большого диаметра
следует обрабатывать при перемещении резца перпендикулярно оси детали
длинные заготовки — вдоль оси а заготовки с большим количеством ступеней
разного диаметра — как вдоль так и поперек оси [4].
Зона обработки типа «контурная» имеет три схемы, отличающиеся по назна-
чению: чистовая получистовая и черновая. Две последние образуются при по-
мощи линий эквидистантных к основному контуру детали. Их назначение состо-
ит в формировании контура детали а при дальнейшей чистовой обработке — в
обеспечении равномерного припуска для нее.
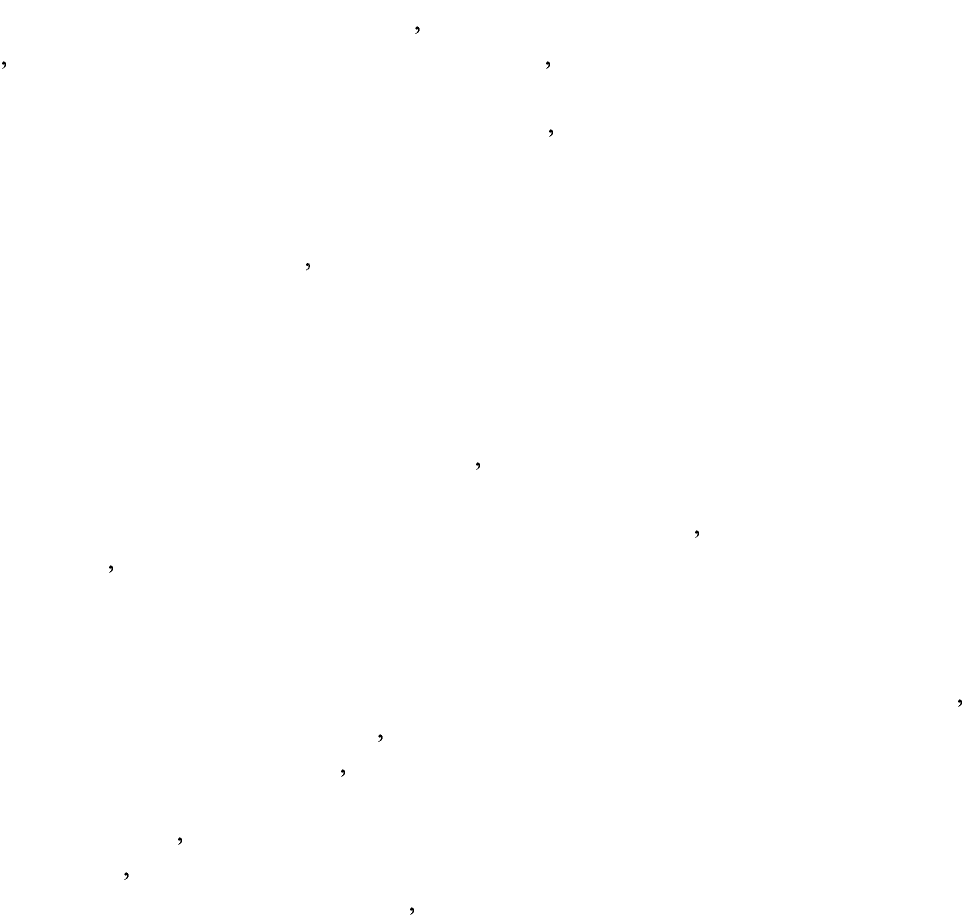
Типовые схемы перемещений проходного и подрезного резцов при обработке
основных поверхностей показаны на рис.5 [4].
Обработку дополнительных поверхностей осуществляют после формирования
основных поверхностей. К наиболее часто встречающимся дополнительным по-
верхностям относятся стандартные наружные и внутренние канавки.
На рис. 6 показаны схемы обработки наружных угловых канавок для выхода
шлифовального круга одним и тем же резцом.
Число проходов зависит от соотношения размеров резца и канавки. Рекомен-
дуется подбирать инструмент таким образом, чтобы обработку завершить за один
ход или за три хода.
22
Рис. 5. Схемы перемещений проходного а) и подрезного б) резцов
при обработке основных форм поверхностей
Рис. 6. Схемы перемещения инструмента при обработке наружных
угловых канавок для выхода шлифовального круга: а — резец;
б — однопроходная обработка; в — трехпроходная обработка
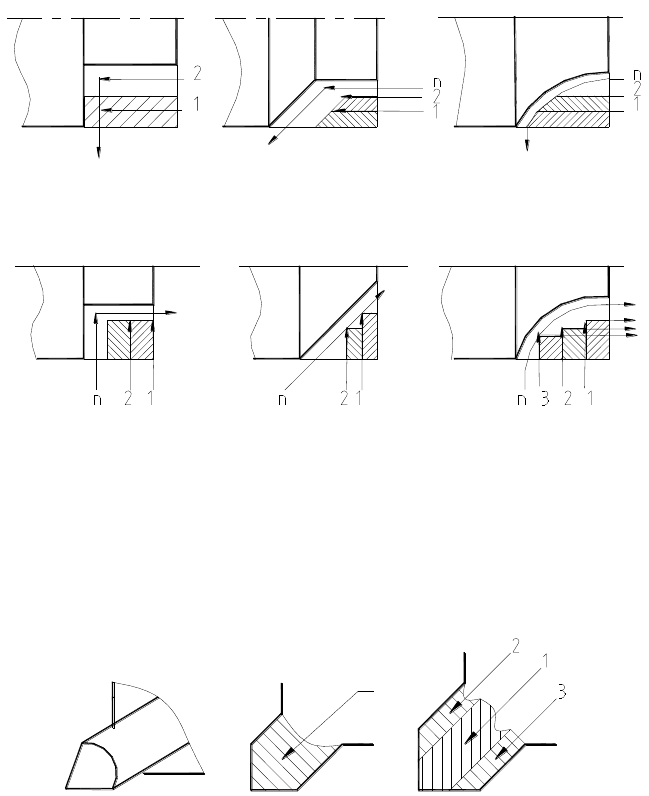
Широкие канавки, у которых угол наклона фаски равен 30° можно обрабаты-
вать контурным резцом (рис. 7). В этом случае канавки относятся к основным по-
верхностям.
Зарезьбовые канавки можно обрабатывать различными резцами соответствен-
но по разным траекториям перемещения. Поэтому, если надо обработать стан-
дартную угловую канавку для выхода шлифовального круга и зарезьбовую канав-
ку, то можно ограничиться использованием одного резца — резца для обработки
угловых канавок, а нестандартную прямоугольную и зарезьбовую канавки можно
выполнить одним прорезным резцом. Это сокращает количество применяемых
режущих инструментов.
а)
б)
а)
б)
в)
23
Рис.7. Схема обработки канавки контурным резцом:
а - резец; б - схема перемещения
При обработке прямоугольных канавок для определения требуемого числа ра-
бочих ходов необходимо знать ширину канавки (b) и ширину резца (B). С целью
равномерного износа обеих вершин канавочного резца первый ход осуществляют
вблизи середины канавки. Число последующих рабочих ходов находят из соот-
ношения (b–B)/(B–0,5), где 0,5 — величина перекрытия резцом срезаемого слоя,
равная радиусу вершины резца. Частное от деления округляют до ближайшего
большего целого числа.
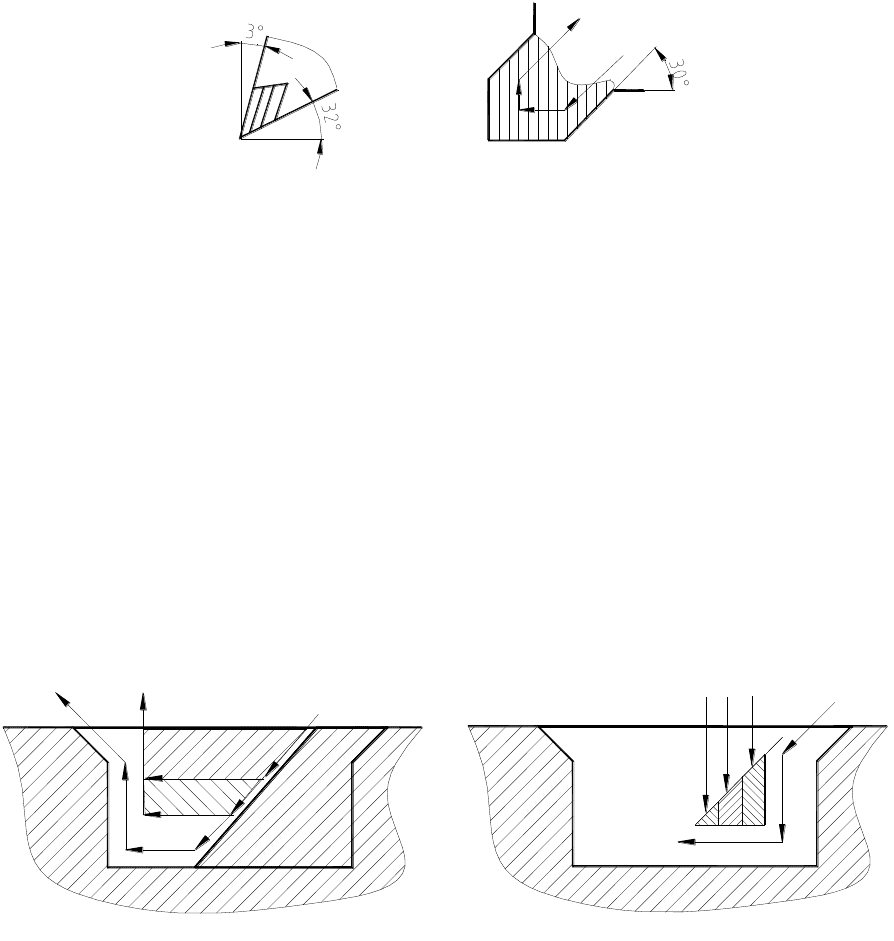
Более длинные канавки (b>9B) эффективнее обрабатывать двумя резцами. Об-
работку ведут сначала контурным резцом (рис.8), которым при последнем рабо-
чем ходе выполняют чистовое подрезание боковой стороны канавки и протачи-
Рис.8. Схема перемещения инструмента при обработке наружных прямоугольных канавок
(b>9B): а — траектория контурного резца; б — траектория прорезного резца
вают фаски. Затем остаток припуска срезают прорезным резцом, протачивающим
в последнем чистовом рабочем ходе фаску и вторую боковую сторону канавки.
При необходимости прорезной резец зачищает дно канавки [4].
Типовые технологические схемы многопроходной обработки крепежных
резьб показаны на рис.9. Их строят исходя из того, что форма резьбового резца
соответствует профилю обрабатываемой резьбы. Многопроходная обработка со-
стоит из черновых проходов для выборки резьбовой впадины и чистовых прохо-
дов с небольшой глубиной резания или без нее [4].
а)
б)
а)
б)

24
Рис.9. Типовые схемы обработки резьбы: а — радиальное врезание;
б — боковое врезание; в — частный случай бокового врезания
При нарезании резьбы по схеме рис.9,а (радиальное врезание) в резании уча-
ствуют одновременно обе режущие кромки резца, процесс образования стружки
усложняется, стружка имеет корытообразную форму. Такую схему применяют
при нарезании мелких резьб (P≤2 мм) и для чистовой обработки. Нарезание резь-
бы по схеме 9,б (боковое врезание) обеспечивает лучшее стружкообразование, но
приводит к неравномерному износу режущих кромок резца. Схема на рис.9,в по-
зволяет наряду с хорошим стружкообразованием достигнуть равномерного изна-
шивания обеих кромок резца.
3.6. Выбор параметров режима резания при токарной обработке
Выбор параметров режима резания (глубины, подачи и скорости резания) су-
щественно влияет на эффективную работу станков с ЧПУ. При обработке деталей
на станках с ЧПУ существуют различные методики выбора режимов резания, ос-
нованные преимущественно на методах для универсальных станков [1,3 и
другие]. В ЮУрГУ под руководством проф. Гузеева В.И. разработана методика
[4,5,6] назначения режимов резания для станков с ЧПУ в зависимости от стадий
обработки и обеспечения оптимальной силовой напряженности технологической
системы. Ниже рассмотрены некоторые рекомендации выбора режимов резания в
соответствии с этой методикой.
Глубина резания на каждой из четырех стадий токарной обработки должна
обеспечивать [4]:
- снятие погрешностей обработки и дефектов поверхностного слоя, получен-
ных на предшествующей стадии обработки;
- компенсацию погрешностей, возникающих на выполняемой стадии обра-
ботки заготовки.
В связи с этим, если для обработки детали требуется несколько стадий, общий
припуск на обработку делится по глубинам резания для каждой из них. При этом
необходимо вначале выбрать глубину резания для стадии, обеспечивающей окон-
чательное получение размеров детали. Затем последовательно выбирают глубину
резания для промежуточных стадий обработки. Например, если деталь требует
обработки по четырем стадиям, выбирать сначала глубину резания для четвертой,
а)
в)
б)

25
затем глубины резания для третьей и второй стадий обработки. Сумма этих глу-
бин определяет необходимый припуск для перехода от первой стадии обработки
заготовки к четвертой. Оставшаяся часть от общего припуска на обработку долж-
на быть снята на первой стадии (черновая обработка) как глубина резания.
Если для данных технологических условий (параметры резца, мощность стан-
ка и т.д.) эта глубина окажется больше допустимой, необходимо первую стадию
обработки выполнить за несколько рабочих ходов с разбивкой оставшегося при-
пуска на несколько глубин резания, допустимых технологической системой.
Значения глубин резания определяются по нормативам [5,6], в зависимости от
диаметра обрабатываемой поверхности и квалитетов размера на выполняемой и
предыдущей стадиях обработки.
Подачи и скорости резания также определяются по указанным нормативам
[5,6].
Значения подач для каждой стадии обработки при наружном продольном то-
чении и подрезании торцов выбирают в зависимости от обрабатываемого мате-
риала, диаметра детали и глубины резания, выбранной на предыдущем этапе. Эти
подачи регламентируются материалом режущей части инструмента и способом
крепления режущей пластины. Кроме того, табличное значение подачи корректи-
руется с учетом поправочных коэффициентов для каждой стадии.
Значения подачи для каждой стадии при растачивании определяют в зависи-
мости от обрабатываемого материала, глубины резания, выбранной на предыду-
щем этапе, сечения и вылета оправки или резца. Эти значения подач корректиру-
ются с учетом поправочных коэффициентов в зависимости от стадий обработки.
Выбранная подача для черновой и получистовой стадий обработки проверяет-
ся по осевой и радиальной составляющим силы резания P
x
и P
y
, допустимыми
прочностью механизма подачи станка.
Если возникает необходимость в получении более высоких параметров шеро-
ховатости детали, то подача определяется по карте нормативов с учетом требуе-
мой шероховатости и радиуса вершины резца. Выбранное значение подачи кор-
ректируется в зависимости от механических свойств обрабатываемого материала,
инструментального материала, вида обработки, применения СОЖ.
Сравнивая подачу соответствующей стадии обработки с подачей по шерохо-
ватости, окончательно принимается меньшее из них значение.
Для обеспечения точности формы при контурной обработке фасонных по-
верхностей на станках с ЧПУ необходимо применять поправочный коэффициент
на подачу k
s
, ввод которого обеспечивает сохранение одинаковой точности об-
работки на всех участках фасонной поверхности.
Подача при прорезании канавок и отрезании выбирается в зависимости от
ширины режущей части резца и ограничивается применяемой маркой инструмен-
тального материала и типом конструкции резца. Кроме того, подача корректиру-
ется в зависимости от механических свойств обрабатываемого материала, спосо-
ба крепления и длины заготовки, шероховатости обработанной поверхности, вида
обработки.
26
Выбор подачи для обработки фасок зависит от способа их формирования. Ес-
ли фаска обрабатывается путем перемещения резца в направлении одной коорди-
наты станка, то подача выбирается аналогично прорезанию канавок. Если фаска
обрабатывается путем перемещения резца по двум координатам, то подача выби-
рается так же, как для контурной обработки.
Скорость резания при растачивании, точении наружных поверхностей и под-
резании торцов выбирается для всех стадий обработки в зависимости от глубины
резания, подачи, обрабатываемого материала с учетом типа конструкции резца и
марки инструментального материала. Кроме этого скорость резания корректиру-
ется поправочными коэффициентами.
Скорость резания при прорезании канавок и отрезании выбирается по карте
нормативов и ограничивается маркой инструментального материала, а также спо-
собом крепления пластины. Кроме этого скорость резания корректируется с уче-
том поправочных коэффициентов.
Режимы резания при растачивании, продольном наружном точении и подре-
зании торцов на черновой и получистовой стадиях обработки проверяются по
мощности станка. Мощность станка выбирается из карты нормативов и коррек-
тируется в зависимости от твердости обрабатываемого материала k
N
. Если вы-
бранный режим обработки не допускается мощностью станка, то необходимо ус-
тановленную по нормативам скорость резания понизить [4].
4. ПРОЕКТИРОВАНИЕ ФРЕЗЕРНЫХ ОПЕРАЦИЙ
4.1. Базирование и установка заготовок
При базировании детали для ее обработки на фрезерных станках следует учи-
тывать следующие требования [4].
1. Если деталь обрабатывается не полностью, то в качестве черновой базы
следует использовать поверхность, которая остается необработанной. Если деталь
обрабатывается полностью, то в качестве черновой базы рекомендуется исполь-
зовать поверхность, имеющую наименьший припуск на обработку. После одно-
кратного использования черновой базы необходимо переходить к применению
чистовой или получистовой базы. Вторичное использование черновой базы недо-
пустимо.
2. В качестве технологической базы следует стремиться использовать конст-
рукторскую базу (принцип совмещения баз) или назначать в технологическом
процессе минимальное число баз (принцип единства баз).
3. Схема силового замыкания, особенно при выборе чистовых баз, должна
обеспечить минимально необходимое усилие закрепления и деформацию детали
под действием сил закрепления.
27
4. Технологические базы, кроме обеспечения неизменного положения обраба-
тываемых поверхностей детали относительно установочных и направляющих по-
верхностей, должны удовлетворять так же условиям совмещения направления
координатных осей детали с осями координат станка и расположения исходной
точки инструмента («нуля детали») в заданной точке системы координат станка.
На операциях фрезерования заготовки чаще всего устанавливают таким обра-
зом, чтобы базовые установочные и направляющие поверхности были параллель-
ны или перпендикулярны координатным осям станка. Ориентирование приспо-
собления и детали осуществляется по показаниям индикатора, закрепленного на
специальной оправке, при перемещении стола станка по одной из координат.
В отдельных случаях применяют способ установки по специально нанесенным
взаимноперпендикулярным разметочным рискам, размещенным в плоскости,
перпендикулярной оси шпинделя станка. Установка по риске, нанесенной на не-
обработанной поверхности, обеспечивает точность 0,5–0,6 мм на 1000 мм длины,
а установка по риске, нанесенной на обработанной поверхности, закрашенной
раствором медного купороса — до 0,3 мм [4].
Иногда для базирования и закрепления заготовок применяют метод техноло-
гических (искусственных) базовых и крепежных отверстий. На установочной по-
верхности детали сверлят и нарезают резьбу в двух и более отверстиях. В эти от-
верстия ввинчиваются специальные установочно-крепежные пальцы. На столе
станка закрепляется координатная плита, в которой выполнены отверстия, обору-
дованные гидрозажимом. Заготовка устанавливается на координатной плите так,
чтобы каждый палец входил в соответствующее отверстие. Включением гидро-
системы осуществляется зажим пальцев и тем самым закрепление детали. Поло-
жение плиты и, следовательно, детали строго определенно в координатной сис-
теме станка.
Кроме элементов, обеспечивающих правильную установку детали, приспо-
собление для станка с ЧПУ должно иметь дополнительные элементы, позволяю-
щие совместить ось фрезы с исходной точкой траектории. Такими элементами
могут являться цилиндрические поверхности (палец, отверстие) или уголковые
пластины. В случае применения пальца или отверстия процесс совмещения оси
фрезы с исходной точкой сводится к обкатыванию индикатором, закрепленным
на шпиндельной оправке, вокруг пальца или по отверстию [4].
4.2. Элементы контура детали
При программировании фрезерных операций, так же как и при токарной обра-
ботке, элементы контура обрабатываемых деталей могут быть разделены на ос-
новные и дополнительные. К числу дополнительных в данном случае относят со-
прягающие поверхности с постоянными и переменными радиусами сопряжения.
При плоской обработке, когда одновременно используется не более двух ко-
ординатных осей, внутренние сопряжения постоянного радиуса формируются за
28
счет соответствующей конфигурации инструмента. Для обеспечения технологич-
ности детали такие сопряжения должны выполняться с одинаковым, типовым для
данного контура или детали радиусом [1].
Кроме того, все многообразие элементов деталей, обрабатываемых фрезеро-
ванием, можно разделить на две группы: элементы, поверхности которых полу-
чаются проходом фрезы вдоль контура и элементы, поверхности которых требу-
ют многопроходной обработки заготовки.
В зависимости от числа одновременно управляемых координат различают
плоскую и объемную обработку контуров и поверхностей детали. Плоская обра-
ботка предполагает проведение рабочих ходов в плоскости, параллельной одной
из координатных плоскостей. Объемная обработка ведется по трем и более коор-
динатам.
4.3 Выбор последовательности переходов
Для технологической операции фрезерования деталей на станке с ЧПУ харак-
терно наличие большого количества переходов, определяемых в зависимости от
элементов контура детали, а также параметров и условий обработки. Поэтому при
проектировании фрезерной операции следует установить конструктивные зоны,
которые связаны с особенностями конструкции детали. К конструктивным зонам
детали относят внутренние полости и контуры, различные окна, карнизы и вы-
борки, наружные контуры и т.д.
В общем случае, последовательность переходов при фрезеровании назначают,
учитывая необходимость обеспечения требуемой точности обработки и сокраще-
ния продолжительности вспомогательных переходов. Операции фрезерования
начинают с черновой обработки внешних и внутренних поверхностей большой
протяженности, а затем производят чистовую обработку этих поверхностей. Да-
лее обрабатывают большие, а затем мелкие отверстия.
Для каждого установа детали в приспособлении необходимо выявить:
- последовательность обработки по конструктивным зонам;
- вид обработки в каждой из зон (черновая, чистовая);
- требуемые типоразмеры режущего инструмента для обработки отдельных
элементов детали;
- совокупность элементов детали, находящихся в данной зоне и обрабатывае-
мых общим инструментом;
- обработку наружного контура и примыкающих к нему поверхностей.
Последовательность обработки по зонам в значительной степени зависит от
конструкции детали. Так для фрезерной обработки при наличии ребер в штампо-
ванной заготовке, как указывалось выше, наиболее целесообразно вначале до об-
работки контуров детали, обработать торцы ребер, при этом ребра будут более
жесткими. Затем желательно обработать внутренние контуры детали и заключен-
ные в них плоскости, начиная обработку от центра, постепенно приближаясь к
29
периферии. При обработке внутренних контуров можно вырезать окна или тех-
нологические отверстия, через которые при помощи накладных прижимов осу-
ществляется крепление детали для последующей операции.
Переходы для обработки плоскостей и пазов на станках с ЧПУ в зависимости
от допускаемых отклонений на заданные размеры и требуемой шероховатости
поверхностей можно назначать в соответствии с данными табл.4 и 5 [7].
Таблица 4
Переходы при обработке плоскостей
Переходы
Допустимое отклонение, мм
Шероховатость поверх-
ности, Ra, мкм
Фрезерование торцевой
фрезой:
черновое
получистовое
чистовое
свыше 0,4
0,2–0,4
0,1–0,2
6,3–12,5
6,3
3,2
Таблица 5
Переходы при обработке пазов
Переходы
Допуск на размер ширины паза,
мм
Шероховатость поверх-
ности, Ra, мкм
Фрезерование концевой
или шпоночной фрезой:
черновое
чистовое
Фрезерование дисковой
фрезой
свыше 0,2
0,1–0,2
свыше 0,2
6,3
3,2
6,3
По другой методике проф. Гузеева В.И. [4] при проектировании фрезерных
операций следует определить количество стадий обработки. При фрезеровании
плоскостей торцовыми фрезами обработка может производиться за одну, две, три
или четыре стадии обработки, в зависимости от метода получения и точности за-
готовки, а также требуемой точности детали. Выбор необходимых стадий обра-
ботки детали осуществляется по соответствующей карте общемашиностроитель-
ных нормативов режимов резания [5,6].
При фрезеровании концевыми фрезами обработка производится за одну (чер-
новую) или две (черновую и получистовую) стадии. Выбор необходимого коли-
чества стадий обработки осуществляется также по нормативам [5,6], исходя из
отношений минимального и максимального припуска к диаметру фрезы и показа-
теля количества стадий. Показатель количества стадий равен допуску выполняе-
мого размера, умноженному на составляющие показателя в зависимости от твер-

30
дости обрабатываемого материала, числа зубьев фрезы и других параметров. По-
казатель количества стадий обработки является критерием выбора необходимого
количества стадий обработки. Если рассчитанный показатель оказался меньше
табличного значения, то необходима обработка за две стадии, если больше или
равен — за одну стадию. Обработка на первой стадии может производиться за
один, два или три рабочих хода, на второй стадии — за один рабочий ход [4].
4.4. Выбор режущего инструмента
Основными типами фрез, применяемые для обработки широкой номенклату-
ры деталей на фрезерных станках с ЧПУ являются торцовые и концевые цилинд-
рические фрезы. Торцовые фрезы применяются для обработки плоскостей, а кон-
цевые цилиндрические — для обработки контуров. Однако в ряде случаев плос-
кости также обрабатывают концевыми цилиндрическими фрезами. В зависимости
от конфигурации детали и требований чертежа на операциях фрезерования при-
меняют концевые сферические, шаровые и конические фрезы, а также — диско-
вые. В отдельных случаях используют инструменты для обработки отверстий —
сверла, зенкера, развертки и т.п.
При выборе режущего инструмента вначале выявляют типы инструментов,
необходимые для обработки детали на данной операции. Затем определяют тех-
нологические параметры каждого типа инструмента: материал режущей части,
углы заточки режущих кромок и прочее. На заключительном этапе выбирают
конструктивные параметры режущего инструмента: диаметр фрезы D, длину ре-
жущей части l, вылет фрезы L, число зубьев z, радиус заточки торца фрезы r.
Выбор параметров торцовых фрез осуществляется в соответствии со сле-
дующими рекомендациями.
Материал режущей части торцовой фрезы выбирается в зависимости от обра-
батываемого материала по картам, приведенным в нормативах режимов резания
[5,6]. Здесь же по нормативным картам производится выбор числа зубьев торцо-
вой фрезы и главного угла в плане.
Диаметр торцовых фрез рекомендуется выбирать по зависимости
,)7,1...4,1(
з
BD
где B
з
— ширина заготовки, мм.
Торцовую фрезу следует выбирать, по-возможности, меньшего диаметра, так
как фрезы меньшего диаметра более производительны и имеют меньшую стои-
мость [4].
Выбор материала режущей части концевых фрез, а также выбор переднего и
заднего углов в зависимости от различных факторов можно выполнить в соответ-
ствии с нормативными рекомендациями [5,6].
Для чистовой обработки контуров диаметр D концевой фрезы выбирается по
номинальному размеру наименьшего радиуса сопряжения элементов, образую-