Пестов С.П. Проектирование технологических процессов обработки деталей на станках с ЧПУ
Подождите немного. Документ загружается.

11
1. При проектировании маршрута обработки необходимо установить количе-
ство установов (положений) детали на столе или шпинделе станка для ее полной
обработки. Число установов должно быть минимальным (вообще, надо стремить-
ся к тому, чтобы все или большинство поверхностей детали были обработаны с
одного установа). Первый установ, как правило, выбирают из условия наиболее
удобного базирования заготовки по ―черным‖ или заранее подготовленным ―чис-
тым‖ базам. Второй и последующие установы должны предусматривать исполь-
зование, обработанных на предыдущих установах, чистых поверхностей в каче-
стве промежуточных баз. Таким образом, конечной задачей является поиск схе-
мы, обеспечивающей наиболее полную обработку детали со всех сторон, наи-
меньшим количеством установов и требуемой при этом оснастки.
2. При выборе последовательности операций следует учитывать необходи-
мость совмещения конструкторской или технологической баз и получение техно-
логических баз.
3. В начале обработки должны быть предусмотрены разгрузочные операции, в
процессе которых снимают большие слои металла, чем исключается влияние на-
пряжений при последующей обработке.
4. Подготовка чистых баз деталей, обрабатываемых на станках с ЧПУ, в ряде
случаев выполняется на рядом расположенных универсальных станках.
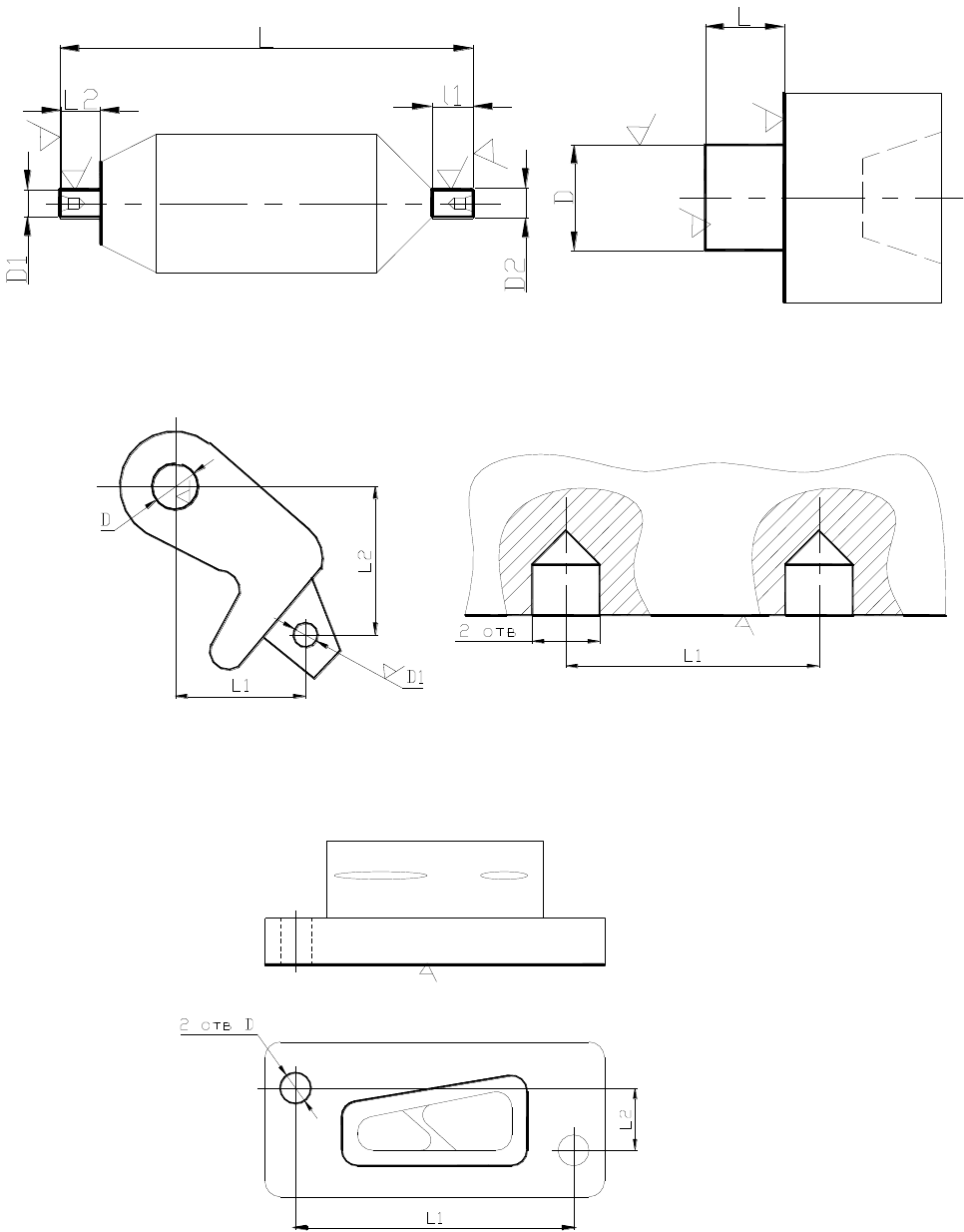
Для токарных станков это, прежде всего, подрезка торцев и центрование дета-
лей (рис. 2,а); проточка базовых шеек (рис. 2,б). Для фрезерных и других видов
обработки — фрезерование базовой плоскости и обработка базовых отверстий
(рис. 2,в,г). В отдельных случаях одновременно с обработкой баз рекомендуется
черновая обработка по простому контуру, при которой удаляется часть припуска
(рис. 2,д).
В условиях автоматизированного производства операции по подготовке баз и
удалению части припуска выполняются, как правило, на одноинструметальных
станках с ЧПУ, обладающих повышенной жесткостью и сравнительно невысокой
точностью.
5. В процессе разработки схемы последовательности обработки детали выпол-
няют эскизное проектирование приспособления для базирования и закрепления
заготовки на каждом установе.
6. После выяснения требуемого числа и последовательности установов, зада-
ют последовательность обработки детали по зонам. Зона образована конструк-
тивными особенностями детали (внутренний и наружный контуры, окна, прили-
вы и т.п.). В каждой зоне выделяют отдельные элементы (торец, внутренний кон-
тур, окна, отверстия), для которых устанавливают вид обработки (черновая, чис-
товая) и требуемые типоразмеры инструментов (рис.3).
Отдельные элементы, обрабатываемые одним инструментом, группируются
как внутри зоны, так и по всем зонам. Такое группирование позволяет выявить
количество типоразмеров режущих инструментов для обработки всей детали и
выяснить возможность обработки всех доступных зон на данном установе.
12
а) б)
в) г)
д)
Рис. 2. Примеры заготовок с базовыми поверхностями, подготовленными для обработки
на станках с ЧПУ

13
7. Последовательность обработки по зонам определяется конструкцией детали
и заготовки. При установлении такой последовательности следует, где это воз-
можно, придерживаться принципа, обеспечивающего максимальную жесткость
детали на каждом участке обработки.
Рис. 3. Зоны и инструменты при фрезерной обработке детали
Так, обработку корпусной детали с ребрами целесообразно начинать с фрезе-
рования торцов ребер до обработки контура детали, так как ребра при этом будут
более жесткими. Далее целесообразно обработать внешний контур, а потом внут-
ренний — окна, колодцы. Внутренний контур детали следует обрабатывать от
центра к периферии.
На токарных станках, когда последовательность обработки зон детали ничем
не обусловлена, обработку следует начинать с более жесткой части (большего
диаметра) и заканчивать зоной малой жесткости. Получистовую и чистовую об-
работку, для которой требуется обычно несколько инструментов, целесообразно
вести на станках, имеющих магазин инструментов.
8. Последовательность обработки элементов детали, находящихся в каждой
зоне, определяют на стадии проектирования операционного ТП [1].
14
2.3. Выбор оборудования для обработки деталей различных групп
На стадии разработки маршрута обработки детали производят выбор для каж-
дой операции конкретной модели станочного оборудования. Ниже даны требова-
ния и рекомендации по выбору оборудования [1].
1. Оборудование для деталей типа тел вращения.
К деталям типа тел вращения относятся пальцы, диски, зубчатые колеса,
фланцы, стаканы, сепараторы, втулки, валы, шпиндели и т.п. Детали этого типа
можно разбить на две подгруппы:
a) детали, подлежащие обработке на патронных токарных станках (зубчатые
колеса, фланцы, кольца, сепараторы, втулки и т.д.);
б) детали, подлежащие обработке на центровых токарных станках (ступенча-
тые валы, шпиндели, ходовые винты и т. д.).
Детали подгруппы а) имеют, как правило, много переходов и сложную конфи-
гурацию, поэтому может потребоваться несколько групп станков или станки
должны быть оснащены большим количеством инструментов. Если требуется до-
полнительная обработка деталей (сверление, фрезерование, шлифование), то
применяют станки с ЧПУ других групп или токарные многоцелевые станки.
Черновую обработку деталей подгруппы б) целесообразно производить на од-
ноинструментальных токарных станках с ЧПУ. Для получистовой, а в некоторых
случаях и чистовой обработки ступенчатых валов и шпинделей рекомендуются
многоинструментальные токарные станки с ЧПУ.
Доработка деталей типа валов или шпинделей (сверление несоосных отвер-
стий, фрезерование шпоночных пазов и т.п.) чаще всего выполняют на универ-
сальном оборудовании. Однако в последнее время для данных целей используют
токарные многоцелевые станки.
2. Оборудование для деталей, требующих операций фрезерования.
Плоскостные детали (планки, косынки, крышки, плиты, плоские кулачки и
др.), имеющие пазы, окна, скосы, уступы, кривые поверхности, для которых мо-
жет быть использован один инструмент, целесообразно обрабатывать на одно-
инструментальных фрезерных станках. Если на деталях одновременно имеются
крепежные ступенчатые отверстия разного диаметра и разной глубины, то их ре-
комендуется обрабатывать на многоинструментальных фрезерных станках. На
этих станках возможно выполнение черновой, получистовой и чистовой расточки
отверстий по 7–8-му квалитетам точности диаметрального размера.
3. Оборудование для деталей среднего литья.
Детали среднего литья (рычаги, вилки, кронштейны, средние корпусные дета-
ли) следует обрабатывать с максимальной концентрацией операций на станке.
Первую операцию рекомендуется выполнять так, чтобы базовая плоскость и ба-
зовые отверстия обрабатывались с одного установа.
Обработку деталей, имеющих отверстия в пяти плоскостях, целесообразно
разделить на две операции: а) подготовку базы на вертикально-расточных или

15
фрезерных станках; б) обработку отверстий (в том числе крепежных) и плоско-
стей с четырех сторон на многоцелевых станках.
4. Оборудование для корпусных и базовых деталей.
При выборе оборудования здесь различают две группы деталей.
а) корпуса коробчатой формы с прямоугольными очертаниями, примерно рав-
ными габаритными размерами, значительным числом точных отверстий с парал-
лельными и перпендикулярными осями;
б) корпуса, салазки и каретки — детали, у которых два габаритных размера
(длина и ширина) значительно превышают третий (высоту) и в которых необхо-
димо обрабатывать различные поверхности, направляющие, Т-образные пазы, от-
верстия 7–8-го квалитетов точности размера.
Для деталей группы а) может потребоваться обработка по пяти-шести плоско-
стям. В этом случае рекомендуется применять станки с ЧПУ следующих типов:
для черновой обработки — горизонтальные станки с ручной сменой инструмента;
для получистовых операций (подготовка базовой плоскости и двух базовых от-
верстий, сверления всех крепежных отверстий) — вертикально-фрезерные с ре-
вольверной головкой; для чистовых операций (обработки трех плоскостей) —
многоцелевые станки.
Черновую, получистовую и частично чистовую обработки деталей группы б)
рекомендуется выполнять на продольно - фрезерных станках с ЧПУ [1].
Технические характеристики станков с ЧПУ различных типов и моделей при-
ведены в справочнике [3].
3. ПРОЕКТИРОВАНИЕ ТОКАРНЫХ ОПЕРАЦИЙ
3.1 Способы установки заготовок
При закреплении заготовок на токарных станках возможны три принципиаль-
ных варианта [4]:
а) консольное закрепление заготовки;
б) закрепление заготовок с двух концов;
в) закрепление заготовок с двух концов с использованием подвижного и не-
подвижного люнета.
Консольное закрепление применяют при обработке заготовок небольшой дли-
ны (детали типа фланцев, втулок, дисков и т.п.) или деталей типа тел вращения
первой подгруппы по п.2.3 учебного пособия. В этом случае заготовки устанав-
ливают в патроне или цанге, при этом точность установки в самоцентрирующем
патроне без выверки 0,1 мм, а в цанге 0,03 мм.
Для обработки валов, барабанов, цилиндров и подобных деталей (деталей ти-
па тел вращения второй подгруппы по п.2.3) наиболее часто применяют установ-

16
ку в центрах. Центры для токарной обработки бывают неподвижные (гладкие),
рифленые (трехгранные или многозубые), вращающиеся, грибковые (увеличен-
ного диаметра со срезанной вершиной конуса), обратные. Вращающиеся задние
центры используют при обработке массивных деталей с высокими скоростями
резания; заготовки с осевыми отверстиями можно устанавливать в грибковые
центры. Рифленые центры позволяют полностью обработать вал по наружной по-
верхности, так как обработку в этом случае осуществляют без поводка. К недос-
таткам обработки на рифленые центры относят низкую точность (радиальное
биение до 0,5 мм) и однократное использование базы вследствие ее повреждения
при первой установке. Заготовки малого диаметра устанавливают в обратные
центры, при этом используются конусные фаски на наружной поверхности заго-
товки. Высокая точность размеров по оси обеспечивается при установке заготов-
ки на плавающий передний центр с базированием ее по торцу.
Установку в патроне и на заднем центре применяют в случае обработки заго-
товок большого диаметра и длины при отсутствии центрального отверстия со
стороны передний бабки.
При установке заготовки в патроне и на неподвижном люнете (разновидность
закрепления с двух концов) возможна обработка отверстия и торца заготовки, а
также ее участка, расположенного между люнетом и патроном.
Третий вариант базирования с закреплением заготовок с двух концов и исполь-
зованием люнета применяют при обработке нежестких заготовок или заготовок
большой массы [4].
3.2. Элементы контура детали
С технологической точки зрения геометрические элементы (прямые, дуги ок-
ружности, кривые), определяющие контур детали и соответствующие им поверх-
ности принято делить на основные и дополнительные. Такое разделение геомет-
рических элементов при проектировании операции позволяет рационально опре-
делить последовательность обработки детали, использовать типовые технологи-
ческие решения для их обработки и рационально назначать режущие инструмен-
ты.
К основным относят цилиндрические и конические поверхности с радиус-
ными и криволинейными образующими, которые можно выполнять проходными
(наружные и торцевые поверхности) и расточными (внутренние поверхности)
резцами с углами в плане равными = 95° и
1
= 30°, а также неглубокие (1–1,5
мм) канавки для выхода шлифовального круга, обработанные теми же резцами.
Элементы образующих поверхностей, которые не могут быть выполнены ука-
занным резцом, принадлежат к дополнительным. К ним относят торцовые и угло-
вые канавки, прямоугольные канавки на наружной, внутренней и торцовой по-
верхностях, резьбовые поверхности, желоба под ремни и т.п.
На рис. 4 показаны основные (1–5) и дополнительные (6–10) поверхности.

17
Рис. 4. Поверхности, образующие контур детали
3.3. Последовательность обработки детали
3.3.1. Последовательность обработки детали при установке в патроне
Операции, выполняемые при закреплении заготовок в самоцентрирующем па-
троне, разделяют на группы, отличающиеся количеством дополнительных по-
верхностей, размерами и формой отверстий. В связи с этим различают три вари-
анта последовательности обработки внутренних поверхностей [4]:
а) предварительную обработку осевого отверстия выполняют сначала центро-
вочным сверлом (форма и размеры внутренних поверхностей требуют сверления
сверлом, диаметром меньше 20 мм), а затем сверлом, диаметр которого опреде-
ляют по меньшей ступени внутренней поверхности;
б) если форма и размеры внутренних поверхностей требуют сверления (рас-
сверливания сверлом диаметром больше 20 мм), отверстия предварительно свер-
лят одним сверлом;
в) если форма и размеры внутренних поверхностей требуют сверления двумя
сверлами, вначале сверлят сверлом большего диаметра.
При наличии внутреннего отверстия в детали, общая последовательность об-
работки следующая:
- центрование (если диаметр отверстия меньше 20мм);
- сверление сверлом большего диаметра;
- сверление сверлом меньшего диаметра (если используется два сверла);
- подрезание внешнего торца предварительно и окончательно;
- черновая обработка основных поверхностей (наружных и внутренних);
- черновая и чистовая обработка дополнительных поверхностей (кроме кана-
вок зарезьбовых, для выхода шлифовального круга, резьб, мелких выточек);
- чистовая обработка основных поверхностей (кроме внешнего торца);
18
- обработка дополнительных поверхностей, не требующих черновой обработ-
ки (в том числе отрезание), расположенных в отверстиях или на торце и обработ-
ка наружной поверхности.
При обработке в патроне выбор последовательности обработки по зонам зави-
сит от соотношения линейных и диаметральных размеров детали. При обработке
коротких заготовок большого диаметра рационально вначале обработать наруж-
ный торец, при этом устраняется влияние биения этого торца на стойкость инст-
румента. Затем продольным проходом обрабатывают наружный диаметр [4].
3.3.2. Последовательность обработки детали при установке в центрах
Операции, выполняемые в центрах, разделяют на группы, отличающиеся
средствами крепления и характером обработки (в одну или обе стороны), а также
количеством дополнительных поверхностей.
Последовательность обработки деталей в центрах следующая:
- черновая обработка основных наружных поверхностей (в первую очередь
выполняют обработку, требующую рабочих перемещений инструмента к перед-
ней бабке);
- черновая и чистовая обработка дополнительных поверхностей (при этом об-
рабатывают все дополнительные поверхности, кроме канавок зарезьбовых, для
выхода шлифовального круга, резьб, мелких выточек);
- чистовая обработка основных поверхностей;
- обработка дополнительных поверхностей, не требующих черновой обработ-
ки [4].
3.3.3. Стадии обработки
Для достижения заданной точности деталей из заготовок с конкретной точно-
стью необходимо постепенное уточнение последней путем обработки заготовки
за несколько стадий. Коэффициент уточнения на каждой стадии зависит от кон-
кретной технологической системы и ее силовой напряженности.
Выбор стадий обработки для конкретного случая осуществляют по общема-
шиностроительным нормативам режимов резания [5,6] в зависимости от способа
получения и точности заготовки, ориентируясь на заданную точность готового
размера детали. Нормативами предусматривается четыре стадии обработки:
- первая — черновая стадия обработки позволяет получить 14 квалитет раз-
мера детали;
- вторая — получистовая стадия обработки позволяет получить 12–13 квали-
теты;
- третья — чистовая стадия рассчитана на получение 9–11 квалитетов;
- четвертая — отделочная стадия позволяет получить 7–9 квалитеты [4].
19
3.4. Выбор режущего инструмента
Выбор режущего инструмента для токарной обработки зависит от поверхно-
стей, образующих контур заданной детали. Для обработки основных наружных
цилиндрических, конических и торцовых поверхностей в большинстве случаев
используют проходные черновые и чистовые (контурные). В зависимости от на-
правления подачи проходные резцы подразделяются на правые и левые.
Для обработки внутренних основных поверхностей применяют центровочные
и спиральные сверла, а также расточные резцы: черновые и чистовые (контур-
ные). Размеры расточного инструмента устанавливают в соответствии с диамет-
ром и длиной внутренних поверхностей деталей, обрабатываемых в патроне [1].
Рассверливать целесообразно уступы, которые по величине больше, чем два про-
хода расточным резцом. Зенкеры и развертки для обработки отверстий на токар-
ных станках применять не рекомендуется. Они рентабельны лишь при обработке
больших партий деталей или отверстий малого диаметра [1].
Для обработки дополнительных поверхностей применяют прорезные резцы
(наружные, внутренние и торцевые), внутренние и наружные резцы для угловых
канавок, а также резьбовые наружные и внутренние резцы для метрических и
дюймовых резьб.
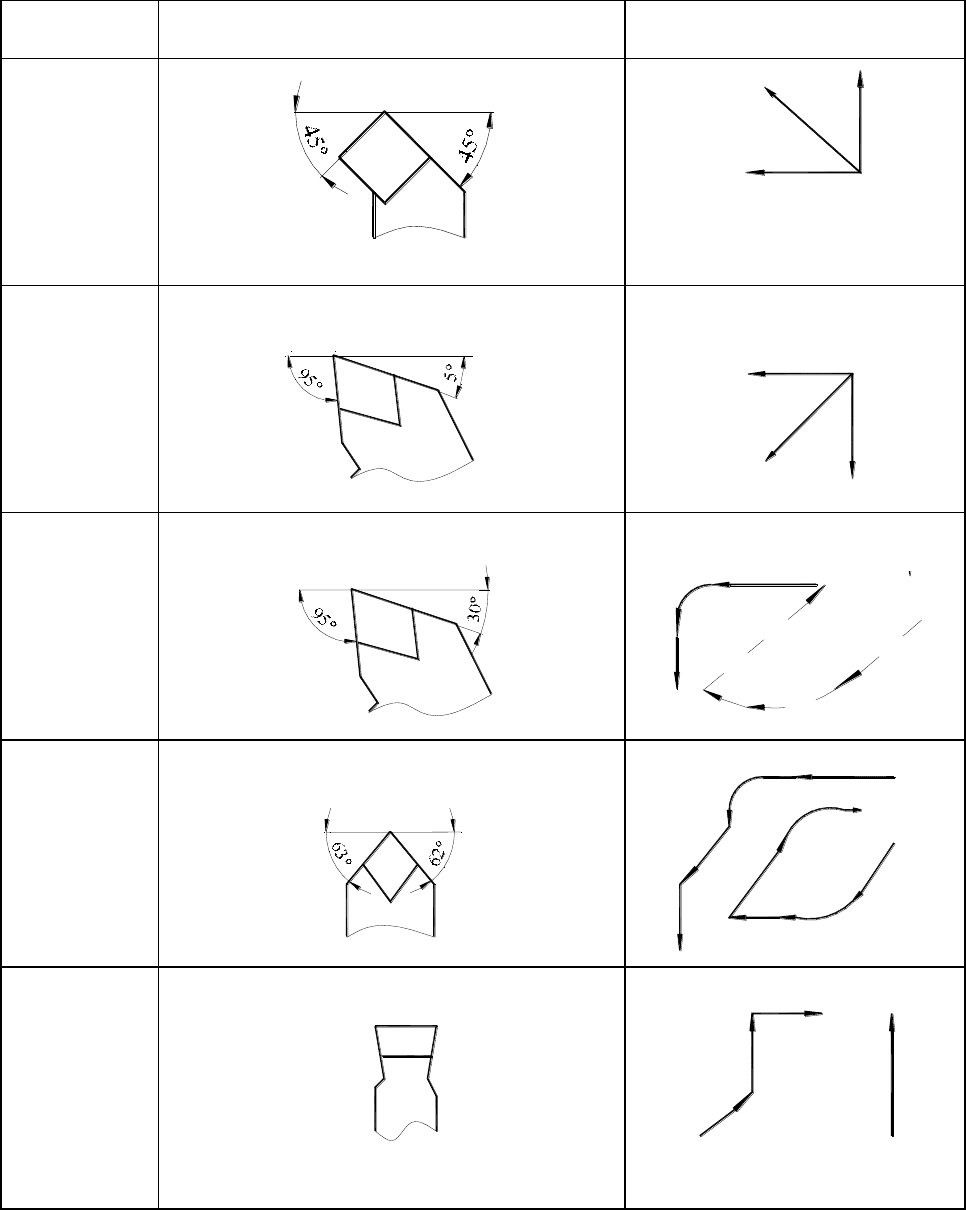
Наиболее распространенные типы резцов и области их применения даны в
таблице 3 [4].
При выборе параметров резцов следует обратить внимание на материал ре-
жущей части, углы в плане, передний угол, задний угол, радиус вершины резца.
Материал режущей части инструмента выбирают в зависимости от стадии об-
работки, глубины резания и обрабатываемого материала [5,6].
Выбор главного и вспомогательного углов в плане зависит от стадий обработ-
ки. При черновой стадии обработки необходимо применять резцы с главным уг-
лом в плане 30–45°, а при чистовой и отделочной стадиях обработки необходимо
использовать резцы с углами в плане близкими к 90°. При указанных параметрах
углов на черновой стадии меньше нагрузка на механизм привода подач от сил ре-
зания, а на чистовой — радиальная составляющая силы резания минимальна.
Вспомогательный угол в плане и радиус вершины резца оказывают влияние на
шероховатость обработанных поверхностей: чем меньше вспомогательный угол в
плане и чем больше радиус вершины резца, тем меньше получаемая ше-
роховатость. Однако при этом снижается виброустойчивость технологической
системы.
Передний и задний углы определяют прочность режущей части резца. Для
черновой стадии обработки целесообразно применять резцы с малыми (или отри-
цательными) передними углами, а для чистовых стадий с большими значениями
этих углов.
20
Таблица 3
Основные типы резцов, применяемых на станках с ЧПУ
Тип резцов
Форма рабочей части
Направление рабочих пере-
мещений
Проходной
Проходной
Контурный
Контурный
Канавочный
(отрезной)