Пестов С.П. Проектирование технологических процессов обработки деталей на станках с ЧПУ
Подождите немного. Документ загружается.


41
Упругие же отжатия режущего инструмента довольно значительны и примерно
на порядок больше погрешности позиционирования. Это объясняется тем, что на
станках с ЧПУ при обработке отверстий отсутствуют элементы для направления
концевого мерного инструмента и, возникающие в процессе резания неуравнове-
шенные силы резания, отжимают режущий инструмент.
Таким образом, при формировании операции обработки отдельных отверстий
на станках с ЧПУ необходимо в первую очередь решить задачу приоритетного
обеспечения параметров точности расположения оси и на порядок повысить ра-
диальную жесткость концевого мерного инструмента.
Любая операция механической обработки детали, в том числе на станках с
ЧПУ, включает определенную последовательность переходов и поэтому переход
является структурным элементом операции. Тогда процесс проектирования тех-
нологических операций по обработке отверстий на станках с ЧПУ можно рас-
смотреть с позиций системно-структурного моделирования. В этом случае опера-
ция представляет собой множество С = {c
i
}, i = 1,N основных переходов, а каждая
модель перехода с
i
С включает описание общих сведений Zi, функций Ti пере-
хода и технологических режимов Si [10]. Рассмотрим моделирование процесса
формирование структуры операции обработки отдельного отверстия.
Общие сведения Zi
включают описание параметров обработки отверстия:
диаметр d
i
, длину l
i
, и номер отверстия m
i
Zi = {d
i
, l
i
,m
i
} .
Функция Тi перехода определяет преобразование состояния поверхности в пе-
реходе и характеризуется методом обработки t
i
, начальным и конечным состоя-
ниями поверхности, которые можно оценить через параметры точности (ПТ), т. е.
Т
i
= {t
i
, ПТ
Н
i
, ПТ
К
i
},
где ПT
Н
i
- параметры точности до обработки отверстия; ПТ
К
i
- параметры точно-
сти после обработки отверстия.
Параметры точности задаются точностью расположения оси (например, пози-
ционным допуском RS), точностью формы отверстия FR, точностью диаметраль-
ного размера IT , шероховатостью поверхности R, т. е. их множеством
ПТi = {RSi , FRi, ITi, Ri}.
Технологические режимы Si задаются подачей Soi и скоростью резания Voi
Si = {Soi, Voi}.
Задача проектирования структуры операций обработки отверстий состоит в
назначении переходов в определенной последовательности с учетом закономер-
ности приоритетного обеспечения параметров точности с наибольшей произво-
дительностью.
Процесс формирования структуры операций обработки отверстий на станках с
ЧПУ включает следующие процедуры.
42
- Выбор множества переходов C`
ПТ
= {C`
iПТ
}, i = 1,N, обеспечивающих вы-
полнение каждого параметра точности в соответствии с приоритетной последова-
тельностью
{ Птi } = { RSi } > { FRi } > { ITi } > { Ri }
и формирование альтернативных вариантов условных операций Q, предназна-
ченных для выполнения отдельных параметров точности
Q = { (Zi , Ti , Si) / c`
iПТ
C`
ПТ
}.
При выборе сначала определяются переходы, обеспечивающие отдельно вы-
полнение чертежных параметров точности, последующие переходы выбираются
из условия ПТ
К
i
ПТ
Н
i+1
, т. е. отдельные параметры точности отверстия после об-
работки на i-том переходе ПТ
К
i
должны совпадать (или быть меньше) с парамет-
рами точности отверстия до его обработки на следующем i+1 переходе ПТ
Н
i+1 .
- Задание критерия J(Q) для сравнения альтернативных вариантов операций.
За критерий можно принять основное время обработки Т
o
(Q)
J (Q) = T
o
(Q) = L
i
/(S
oi
n
oi
) = (πd
i
l
i
)/(1000 Voi Soi),
где n
oi
— частота вращения инструмента, мин
-1
.
- Выбор вариантов условных операций, обеспечивающих выполнение отдель-
ных параметров точности с максимальной производительностью (с минимальным
основным временем)
J(Q*) = min J(Q).
- Формирование окончательной модели структуры операций, обеспечиваю-
щей выполнение всего комплекса заданных чертежом ПТ в соответствии с при-
оритетной последовательностью обеспечения ПТ. Модель операции формируется
путем объединения условных операций, обеспечивающих выполнение отдельных
ПТ с наибольшей производительностью:
С = U C`
ПТ
*
,
c
iПТ
C`
ПТ
где С`
ПТ
*
— варианты операций, обеспечивающих выполнение отдельных ПТ с
максимальной производительностью.
На основе предлагаемого подхода к моделированию операций разработана
методика проектирования структуры операций обработки отверстий на станках с
ЧПУ. Методика использует базу данных переходов, составленную в результате
анализа производственных и литературных данных по обработке отверстий на
станках с ЧПУ. Фрагмент базы данных переходов обработки отверстий на свер-
лильных станках с ЧПУ дан в табл.7.
В этой таблице начальные параметры точности обработки перехода ПТ
i
Н
(или
конечные ПТ предыдущего — ПТ
i-1
К
) даны для обработки отверстий 20–30 мм.
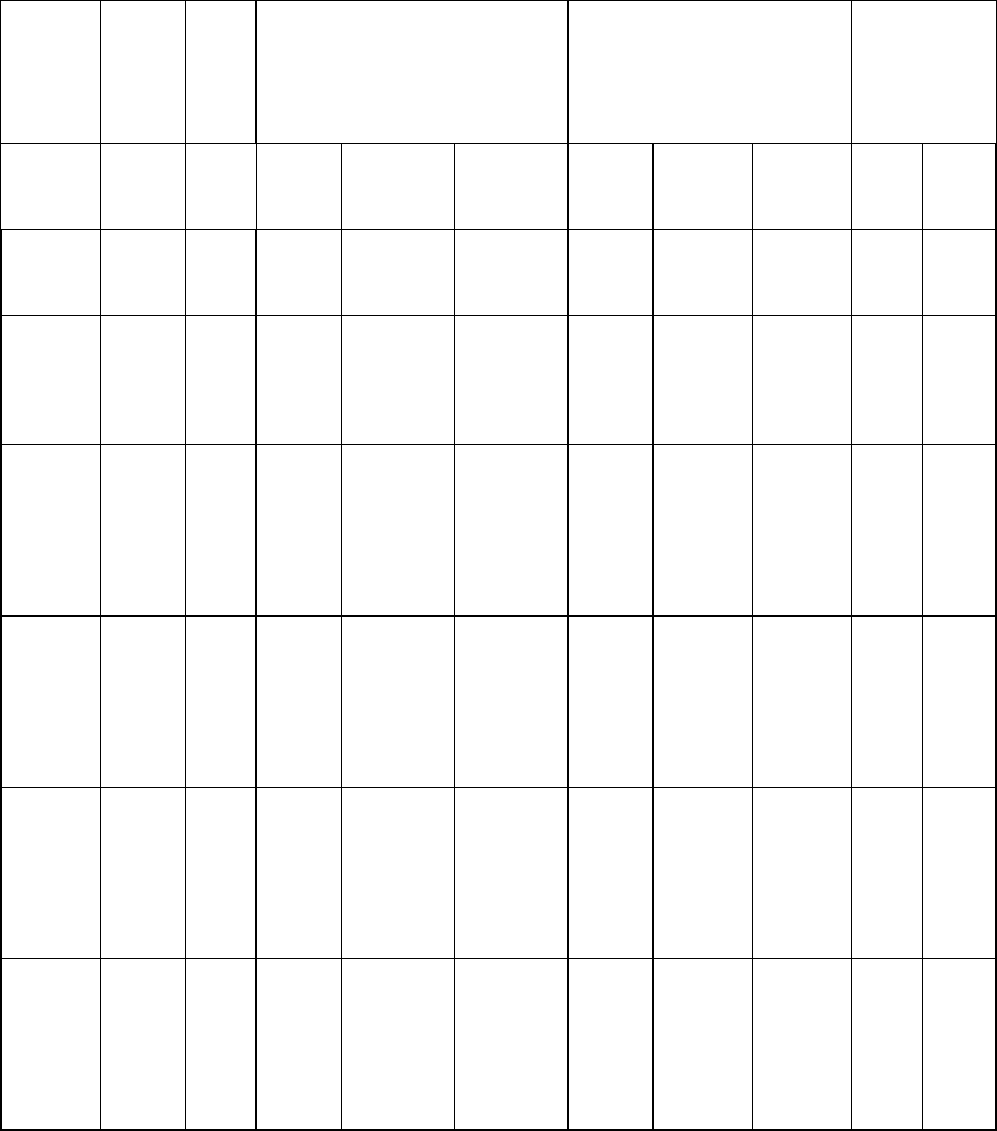
43
Допуск формы обычно задается в пределах допуска на размер. Режимы резания
указаны ориентировочно при обработке деталей из стали 45.
Методика проектирования рассмотрена на примере формирования структуры
операции для обработки отверстий с чертежными данными: d = 25 Н7, длиной l
=30 мм, позиционным допуском RS=0,1 мм, шероховатостью поверхности R (R)
=2,5 мкм. Ниже приведены этапы проектирования структуры операций.
Таблица 7
Фрагмент базы данных переходов отверстий
C
i
ПТ
i
К
ПТ
i
Н
Режимы
d, мм
l,мм
IT, кв.
R, мкм.
RS, мм.
IT, кв.
R, мкм.
RS, мм.
S,
мм/об
V,
м/мин
Сверле-
ние (С
1
)
5–30
≤ 4d
11–13
12,5–6,3
0,3–0,5
-
-
-
0,15
30,0
Зенкеро-
вание
(С
2
)
10–40
≤ 4d
10–11
6,3–3,2
0,2–0,3
12–13
12,5–25
0,3–0,5
0,4
28,0
Развер-
тывание
черновое
(С
3
)
3–50
≤ 4d
8–9
2,5–1,25
0,12–0,18
10–11
3,2–6,3
0,1–0,3
0,7
6,0
Развер-
тывание
чистовое
(С
4
)
3–50
≤ 4d
7–8
1,25–0,63
0,07–0,1
9–10
1,25–3,2
0,1–0,2
0,6
4,0
Растачи-
вание
черновое
(С
5
)
22–180
≤ 4d
9–12
3,2–6,3
0,1–0,2
10–11
6,3–12,5
0,3–0,5
0,08
50
Растачи-
вание
чистовое
(С
6
)
22–180
≤ 4d
7–9
1,6–3,2
0,06–0,12
9–10
3,2–6,3
0,15–0,2
0,06
60

44
а). Выбор множества переходов С
К
ink
из базы данных (см. табл. 7) для оконча-
тельной обработки, обеспечивающих отдельно заданные чертежом параметры
точности ПТ
К
i
с учетом параметров обработки d и l и приоритетной последова-
тельностью обеспечения ПТ: RS > IT > R, т. е.
- C
К
1RS
= C
4
; C
К
2RS
= C
5
; C
К
3RS
= C
6
;
- C
К
1IT
= C
4
; C
К
2IT
= C
6
;
- C
К
1R
= C
3
; C
К
2R
= C
4
; C
К
3R
= C
6
.
Выбираются переходы С
4
и С
6
для окончательной обработки данного отвер-
стия и определяются по табл. 7 начальные параметры точности ПТ
Н
i
выбранных
переходов.
б). Выбор множества переходов С
п
iпт для предварительной обработки, обес-
печивающих выполнение отдельных ПТ из условия достижения начальных пара-
метров ПТ
Н
i+1
последующих переходов, рассматривая их как конечные выбран-
ных переходов, т. е. при соблюдении условия ПТ
К
i
ПТ
Н
i+1
:
Для обеспечения выполнения перехода С
4
:
- С
П
1RS
= С
2
; С
3
; С
5
;
- С
П
1IT
= С
2
; С
3
; С
5
;
- С
П
1R
= С
2
; С
3
; С
5
;
Для обеспечения выполнения перехода С
6
:
- С
П
2RS
= С
3
; С
5
;
- С
П
2IT
= С
2
; С
3
; С
5
;
- С
П
2R
= С
2
; С
3
; С
5
.
Выбираются переходы С
2
, С
3
, С
5
.
в). Выбор множества переходов С
Н
iПT
для черновой обработки с учетом на-
чальных параметров точности ПТ
Н
i,
определенных по табл.7, для выбранных пе-
реходов по предыдущему пункту.
Для обеспечения выполнения начальных параметров точности ПТ
Н
i
переходов
С
2
, С
3
и С
5
достаточно назначить переход С
1
.
г). Формирование альтернативных вариантов условных операций С
’
iПT,
предна-
значенных для выполнения отдельных параметров точности и расчет основного
времени Т
0
:
- Обеспечение параметров точности с окончательным переходом С
4
:
С`
1RS
= С
1
- С
2
- С
4
; Т
0
= 1,71 мин;
С`
2RS
= С
1
- С
3
- С
4
; Т
0
= 1,87 мин;
С`
3RS
= С
1
- С
5
- С
4
; Т
0
= 2,09 мин.
Аналогично формируются альтернативные варианты условных операций для
обеспечения параметров точности квалитета С`
iIT
и шероховатости С`
IR.
В рас-
сматриваемом примере С`
iRS
= С`
iIT
= С`
iR
.
- Обеспечение параметров точности с окончательным переходом С
6
:
С``
1RS
= С
1
- С
3
- С
6
; Т
0
= 1,73 мин;
45
С``
2RS
= С
1
- С
5
- С
6
; Т
0
= 1,76 мин.
Для этого случая также С``
iRS
= С``
iIT
= С``
iR
.
Выбирается вариант структуры операции с максимальной производительно-
стью (основное время минимально)
C*
1RS
= C*
1IT
= C*
1R
= С
1
- С
2
- С
4
; T
0
= 1,71 мин.
д). Формирование окончательной структуры операции, обеспечивающей вы-
полнение всех заданных чертежом параметров точности в соответствии с рацио-
нальной последовательностью и наибольшей производительностью
С = UС*
iПT
= С
1
- С
2
- С
4
.
Если в технологическом процессе обработки детали предусмотрена операция
термической обработки, в результате выполнения которой ухудшаются показате-
ли предшествующего перехода по шероховатости, точности размера, формы и
расположения, то в выбранный вариант маршрута обработки после термообра-
ботки следует ввести дополнительный переход, такой же, который был выполнен
перед термообработкой [4].
При наличии в отверстии цековки или фаски, переходы цекование или зенко-
вание включаются в любой из вариантов маршрута обработки отверстий.
При обработке отверстий диаметром от 40 до 100 мм вводится переход рас-
сверливание.
Переходы зенкерования и развертывания с подрезкой дна следует назначать
при наличии в отверстии плоского дна.
Для повышения точности отверстий по расположению оси рекомендуется
вводить перед сверлением отверстий переход центрования (особенно для отвер-
стий диаметром до 15 мм и позиционном допуске < 0,2–0,3 мм)
Выбор маршрута обработки отверстия с резьбой можно проводить по табл. 8.
5.4. Выбор режущего инструмента
На станках с ЧПУ сверлильно-фрезерно-расточной группы для обработки от-
верстий применяют следующие основные типы режущих инструментов [8]:
- сверла центровочные; спиральные; сверла с многогранными неперетачивае-
мыми пластинами; ступенчатые; перовые;
- зенкеры и развертки цельные и насадные;
- зенковки цилиндрические и конические;
- метчики;
- расточные оправки.
На станках с контурным или комбинированным устройствами ЧПУ для обра-
ботки отверстий с круговой интерполяцией используют также концевые фрезы.
46
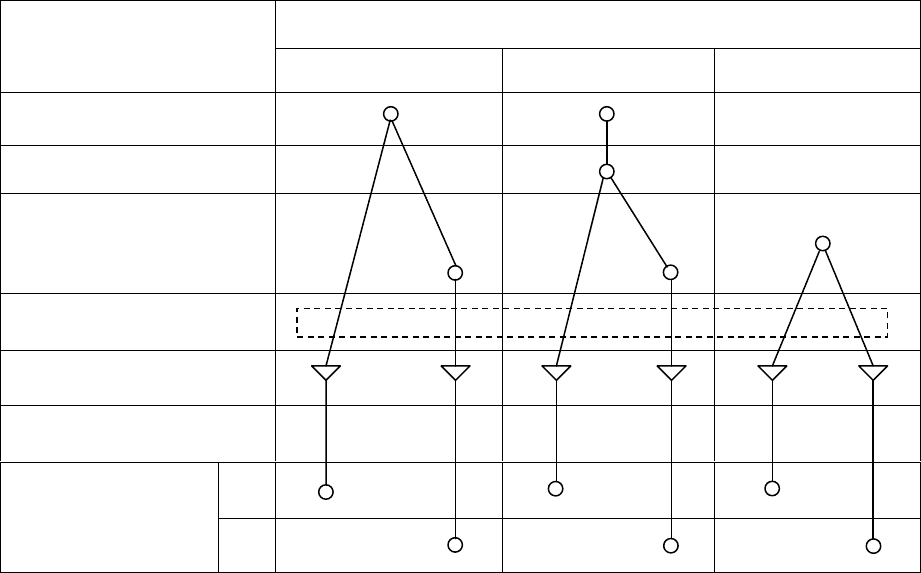
Таблица 8
Маршрут обработки отверстий с резьбой
Переход
Диаметр резьбы Dр, мм
М6–М36
М36–М52
М12–М52
Сверление
Рассверливание
Зенкерование
черновое
получистовое
Зенкование
Нарезание резьбы
Степень точности
ГОСТ 16093-81
7
8
Выбор режущих инструментов осуществляется в соответствии с заданным
маршрутом обработки отверстия, т.е. согласно последовательности выполнения
переходов (см. п. 5.3 учебного пособия) Диаметры режущих инструментов для
обработки отверстий на сверлильных станках с ЧПУ ориентировочно можно на-
значать согласно таблице 9.
Если известны глубины резания, то необходимые диаметры инструментов для
каждого перехода, начиная с последнего, рассчитываются по формуле:
d
i
= D
i + 1
– 2t
i + 1
.
Для перехода ―зенкование― диаметр инструмента d
i
определяется по формуле
d
i
= D
0
+ 2f
где D
0
— диаметр отверстия в предшествующем переходе или в заготовке, мм;
f — величина фаски.
Длины инструментов выбирают в зависимости от условий обработки, техниче-
ских требований, предъявляемых к детали и ее конструктивных особенностей.
После округления рассчитанных значений диаметров и длин, инструмент назна-
чается по действующим стандартам [8]. Из полученного набора инструментов для
обработки всех отверстий детали исключают одинаковые. При наличии в наборе
инструментов одного назначения и близких размеров рассматривают возмож-
ность выполнения соответствующих переходов одним инструментом.

47
Таблица 9
Инструмент для обработки отверстий на сверлильных станках с ЧПУ
Диаметр
отвер-
стия,
D, мм
Диаметр инструмента d, мм
Центровочное
сверло
Точность по диаметру отверстия, квалитет
11
7–8
спираль
ное
комби-
нирован
ное
Сверло
Сверло
Зенкер
Развертка
черно
вая
Чистовая
2–3
6,3
1,0
D
D–0,1
-
-
DH7
3–4
2,5
-
-
4–6
10,0
4,0
D–0,2
-
-
6–8
5,0
-
D–0,04
8–10
15,0
-
10–13
6,3
D–1,0
D–0,15
D–0,05
13–15
20,0
8,0
15–18
-
-
D–2,0
D–0,2
D–0,06
18–30
-
-
Рекомендации по выбору марки инструментального материала в зависимо-
сти от обрабатываемого материала приведены в общемашиностроительных нор-
мативах [5,6]. Для повышения надежности работы инструменты в неблагоприят-
ных условиях (труднообрабатываемый материал, литье низкого качества) в этих
нормативах предусмотрено использование различного конструктивного оформ-
ления режущей части, а также инструментов с износостойкими покрытиями [4].
С целью повышения точности обработки гладких отверстий на станках с ЧПУ
можно принять во внимание описанные ниже рекомендации.
1. Для повышения точности диаметрального размера и снижения шероховато-
сти поверхности отверстия целесообразно применять комбинированные осевые
инструменты, такие как сверло-зенкер; развертка-раскатка; однолезвийная раз-
вертка; режуще-деформирующий инструмент и т.п.
2. При использовании инструментов для раскатывания, алмазного выглажива-
ния и образования регулярного микрорельефа достигается резкое снижение ше-
роховатости поверхности отверстия.
3. Применение плавающих, качающихся, плавающе-качающихся патронов и
оправок или плавающих разверток, плавающих расточных блоков и т.п. позволя-
ет сохранить ранее достигнутый малый допуск параллельности и перпендикуляр-
48
ности оси при повышении точности формы, размера и снижении шероховатости
отверстия.
4. Применение на станках с ЧПУ устройств направления режущего инстру-
мента значительно увеличивает жесткость технологической системы, что ведет к
повышению точности обработки отверстий, особенно по расположению оси. На
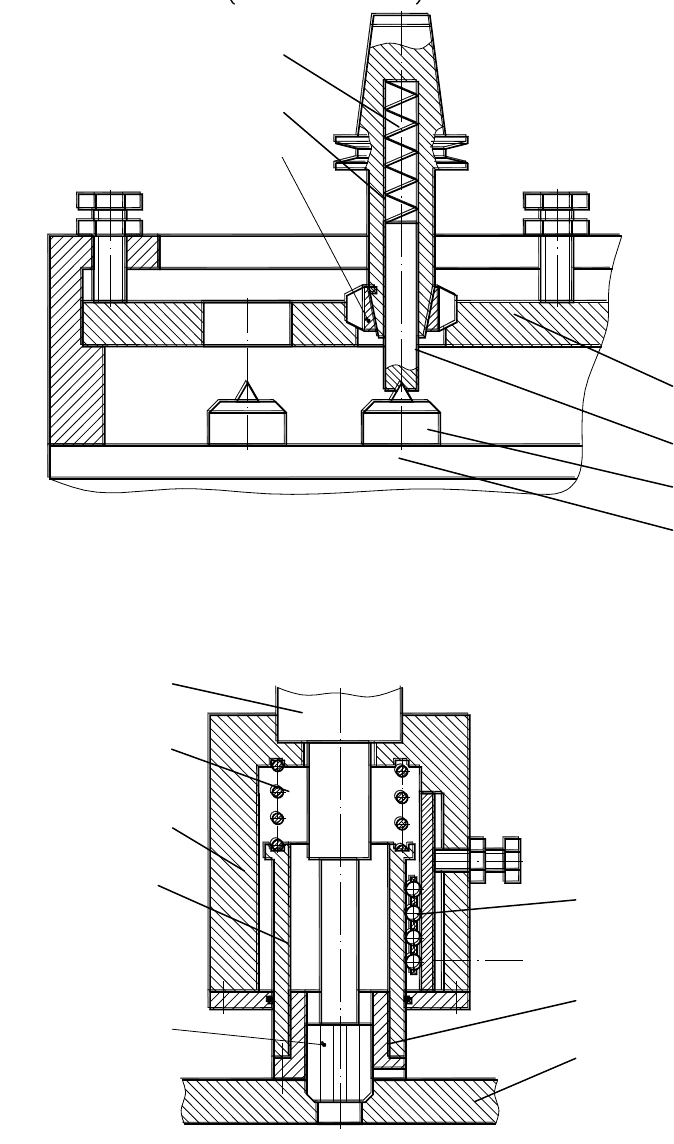
рис.17 показаны гибкие в переналадке устройства для переднего [11] и заднего
[12] направления инструмента на станках с ЧПУ.
Устройство для обработки отверстий с передним направлением на станках с
ЧПУ (рис.17,а) содержит инструментальную оправку 2, в центральном отверстии
которой расположен направляющий стержень 5. На нижнем торце последнего
выполнено центровое гнездо, по размерам и профилю адекватное коническим
выступам центрирующих опор 6. В качестве режущего инструмента 1 можно ис-
пользовать зенкер, развертку, расточную оправку и др.
В процессе обработки отверстия в детали 4 направляющий стержень базиру-
ется на центрирующую опору и постоянно к ней поджимается с помощью пружи-
ны 3 или силового цилиндра. При этом инструментальная оправка с инструмен-
том опускается вниз, производя обработку отверстия с заданной подачей и часто-
той вращения.
Размещение центрирующих опор, определяющих оси координат обрабаты-
ваемых отверстий, производится на установочной плите 7 до обработки отвер-
стий. Если установочная плита оснащена магнитным устройством, то размещение
и закрепление центрирующих опор производится с использованием программных
перемещений стола и шпинделя станка, а также дополнительной оправки, несу-
щей набор центрирующих опор. Возможен вариант закрепления центрирующих
опор на установочной плите (типа УСП и др.) с помощью резьбовых поверхно-
стей, выполненных на центрирующих опорах с торца, противоположного кониче-
ским выступам.
Устройство для заднего направления осевого режущего инструмента (рис.
17,б) содержит ползун 2, к торцу которого крепится сменная для различных диа-
метров инструмента кондукторная втулка 7. На наружной поверхности ползуна
выполнены три лыски, на которые опираются шарики 6, установленные в
трех секциях сепаратора. Перед обработкой в шпиндель станка устанавливается
режущий инструмент 1 (развертка, зенкер, и т.п.).
В процессе обработки суппорт 5 револьверной головки, например, станка с
ЧПУ мод. 2Р135Ф2, вместе с неподвижно закрепленным на ней корпусом 3,
опускается вниз и кондукторная втулка контактирует с поверхностью обрабаты-
ваемой детали 8. При дальнейшем опускании ползун вместе с кондукторной
втулкой остаются неподвижными, и инструмент по кондукторной втулке направ-
ляется в деталь. В то же время, суппорт с корпусом устройства совершает посту-
пательное движение вниз с заданной подачей, сжимая пружину 4. При этом про-
исходит перекатывание шариков по внутренней поверхности корпуса и лыскам
ползуна.
49
а)
б)
Рис.17 Устройства для переднего (а) и заднего (б) направления
режущего инструмента на станках с ЧПУ
1
2
3
4
5
6
7
1
2
3
4
5
6
7
8
50
Как показали лабораторные исследования, выполненные при развертывании
отверстий на сверлильном станке с ЧПУ мод. 2Р118Ф2, применение устройств
для направления инструмента позволяют уменьшить в 1,4–2 раза позиционные
отклонения по сравнению с традиционной обработкой без направления.
Кроме рассмотренных устройств, на кафедре ―Технология машиностроения,
станки и инструмент‖ Златоустовского филиала Южно-Уральского государствен-
ного университета разработаны и другие конструкции для переднего и заднего
направления режущих инструментов при обработке отверстий на станках с ЧПУ
сверлильно-фрезерно-расточной группы.
При нарезании резьбы в отверстиях часто возникают трудности с очисткой
метчика от стружки и стружка заклинивается в канавке. Хорошие результаты на
переходах нарезания резьбы в сквозных и глухих отверстиях с большим про-
странством для стружки между метчиком и дном отверстия дает применение мет-
чиков с прямыми канавками и канавками, заточенными по спирали. При нареза-
нии длинной резьбы в глухих отверстиях следует применять метчики со спираль-
ными канавками. У таких метчиков стружка поднимается по канавке в виде не-
прерывной ленты. При обработке магниевых и алюминиевых сплавов, а также
мягкой стали применяют бесканавочные метчики.
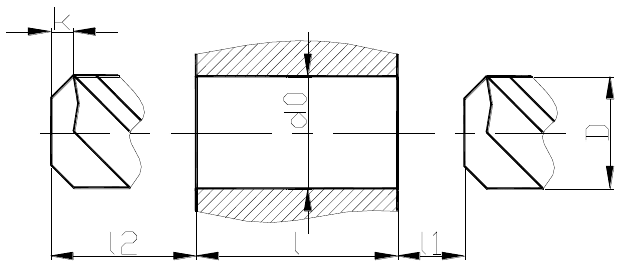
5.5. Координатные перемещения
При обработке отверстий на сверлильных станках с ЧПУ перемещения инст-
румента вдоль оси шпинделя (ось Z) разделяют на перемещения, связанные с
подводом инструмента к обрабатываемой детали для врезания, непосредственно-
го резания и перебегом инструмента, выполняемые с различными подачами.
Величины подвода l
1
и перебега l
2
определяются с учетом обеспечения мини-
мальных холостых перемещений с рабочей подачей и плавного ввода инструмен-
та в отверстие и вывода из него, характера предыдущей обработки (наличие за-
центровки, диаметр предварительного отверстия), геометрии инструмента. Длина
l обрабатываемого отверстия определяется по чертежу детали.
На рис.18 показана схема для расчета перемещений по оси Z (по оси инстру-
мента).
Рис. 18. Схема для расчета перемещений по оси Z