Перебоева А.А. Технология термической обработки металлов
Подождите немного. Документ загружается.

21
Лекция 4. Организация контроля процессов термической обработ-
ки. Анализ причин брака
План лекции
1. Контроль качества термической обработки. Виды контроля
2. Выбор объектов и средств контроля
3. Управление качеством продукции за счет контроля процессом
Дефекты при термической обработке могут быть обусловлены раз-
личными причинами. В одном случае эти причины непосредственно связа-
ны
с процессом термообработки, а в другом – с характером стали, конст-
рукцией детали или технологией ее изготовления. Дефекты при проведении
термической обработки могут возникнуть в связи с нарушением заданного
режима нагрева или охлаждения, повышением или понижением (по отно-
шению к заданной) температуры и времени выдержки, неправильной за-
грузкой деталей в печи,
неверным выбором атмосферы. К дефектам, свя-
занным с условиями производства деталей, относятся ошибка в выборе ма-
териала, дефекты изготовления.
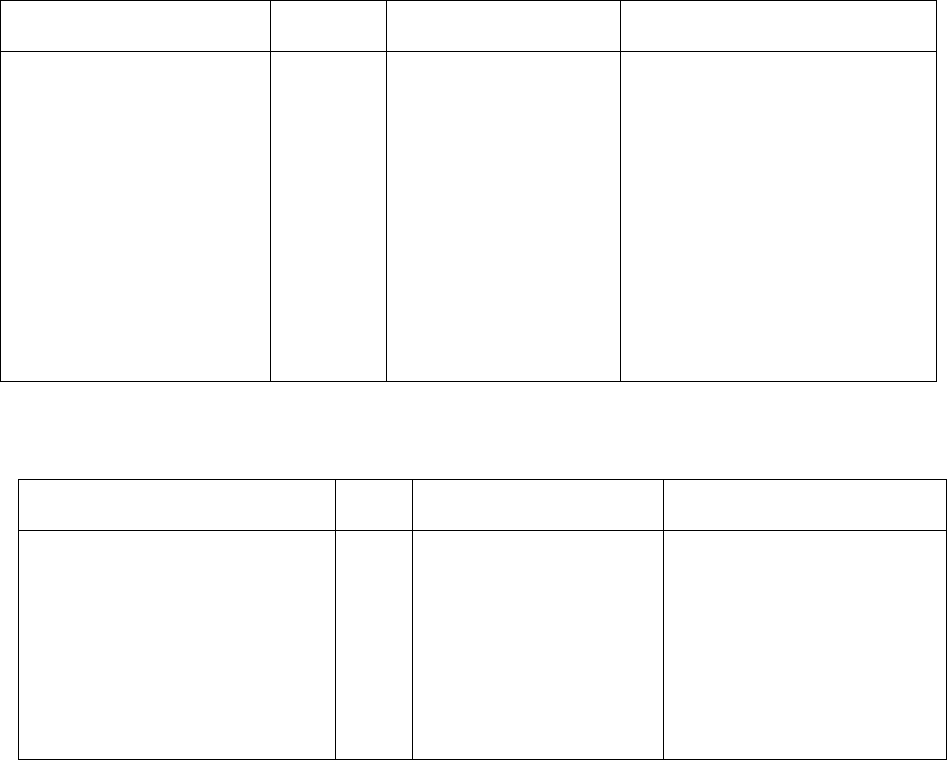
Таблица 2
Дефекты, возникающие при отжиге
Характеристика
дефекта
Сталь Последствия дефекта Метод устранения
1.Высокий уровень оста-
точных напряжений
2.Неоднородный рост
зерна (разнозернистость)
3. Феррит по границам
зерен или в виде видман-
штетта
4.Повышенное содержа-
ние грубого перлита вме-
сто зернистого
Любая
Сталь 10
Сталь 45
Сталь 60
Опасность образова-
ния трещин при рабо-
те
При холодной дефор-
мации поверхностные
дефекты и трещины
Пониженная ударная
вязкость, опасность
хрупкого разрушения
Опасность образова-
ния трещин при рабо-
те пружины
Отжиг для снятия напряжений
Рекристаллизационный отжиг
или нормализация
Соблюдение режима нормали-
зации,проведение повторной
обработки
Сфероидизирующий отжиг с
оптимальными параметрами
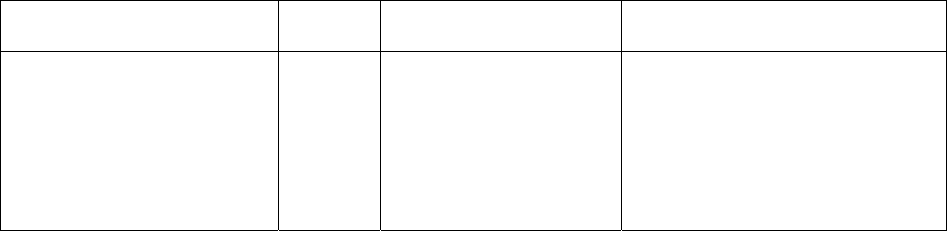
Таблица 3
Дефекты закалки и улучшения
Характеристика
дефекта
Сталь Последствия дефекта Метод устранения
1. Смешанная структура мар-
тенсита и троостита
2. Крупные карбидные части-
цы
3.Неполная закалка с сильным
карбидообразованием при от-
пуске
У8
40ХС
50ХН
Пониженная износо-
стойкость
Пониженный предел
прочности
Разрушение боковых
поверхностей зубьев
шестерен
Закалка с более интенсив-
ным охлаждением
Повторная закалка с отпус-
ком по оптимальным пара-
метрам
Изменить
марку стали на
сталь 45 и провести закал-
ку т.в.ч. с низким отпуском
22
Таблица 4
Дефекты при химико-термической обработке
Характеристика
дефекта
Сталь Последствия дефекта Метод устранения
1.Пониженная глубина
насыщения
2.Повышенная глубина
при насыщении
3.Образование карбидной
сетки
18ХГТ
20ХН3А
То же
То же
Продавливание слоя
при работе
Повышенная хруп-
кость слоя
То же
Повторная ХТО с уменьшен-
ным временем
Если возможно, легкое шлифо-
вание, если нет –брак
Выполнять ХТО с соблюдени-
ем параметров
Выяснение причин появления дефектов и их систематизация произво-
дится в результате анализа условий их образования или причин брака. Это
требует систематической работы, так как происхождение дефектов обычно
связано со многими причинами. Анализ причин брака рекомендуется прово-
дить по следующей схеме (рис. 2).
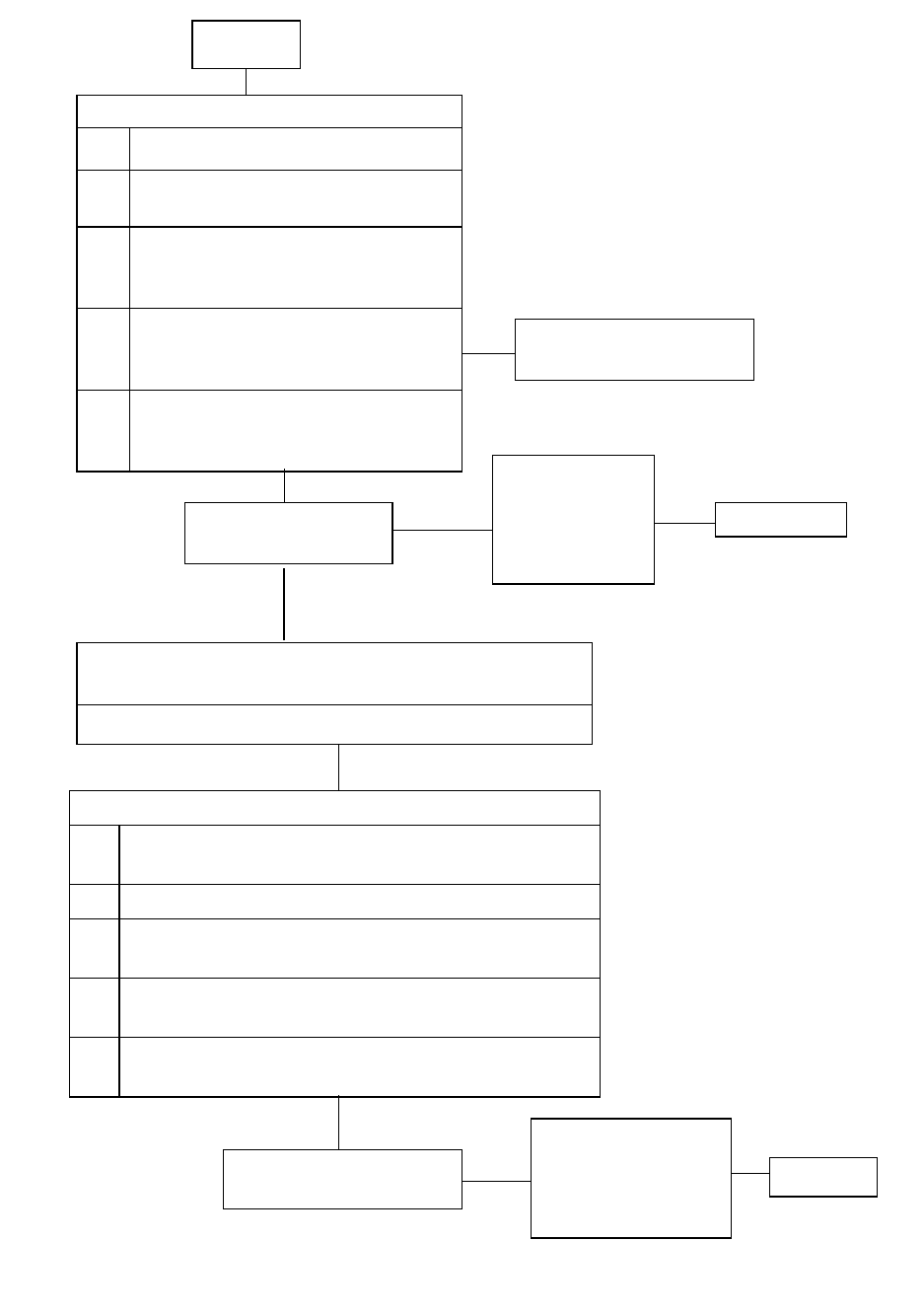
23
Брак
Исключение причин или
сужение области возможных
причин
5
Контроль ритма работы и
работы установки, отдельных
деталей и узлов
Анализ появления брака
(субъективная и объективная
информация)
Документация на бракованное
изделие
Описание вида брака
4
3
2
1
Результаты осмотра
Начало поверочных
испытаний
Выявлены ли
причины брака?
Заключение
Отчет
Статистическ
ий анализ
Конец
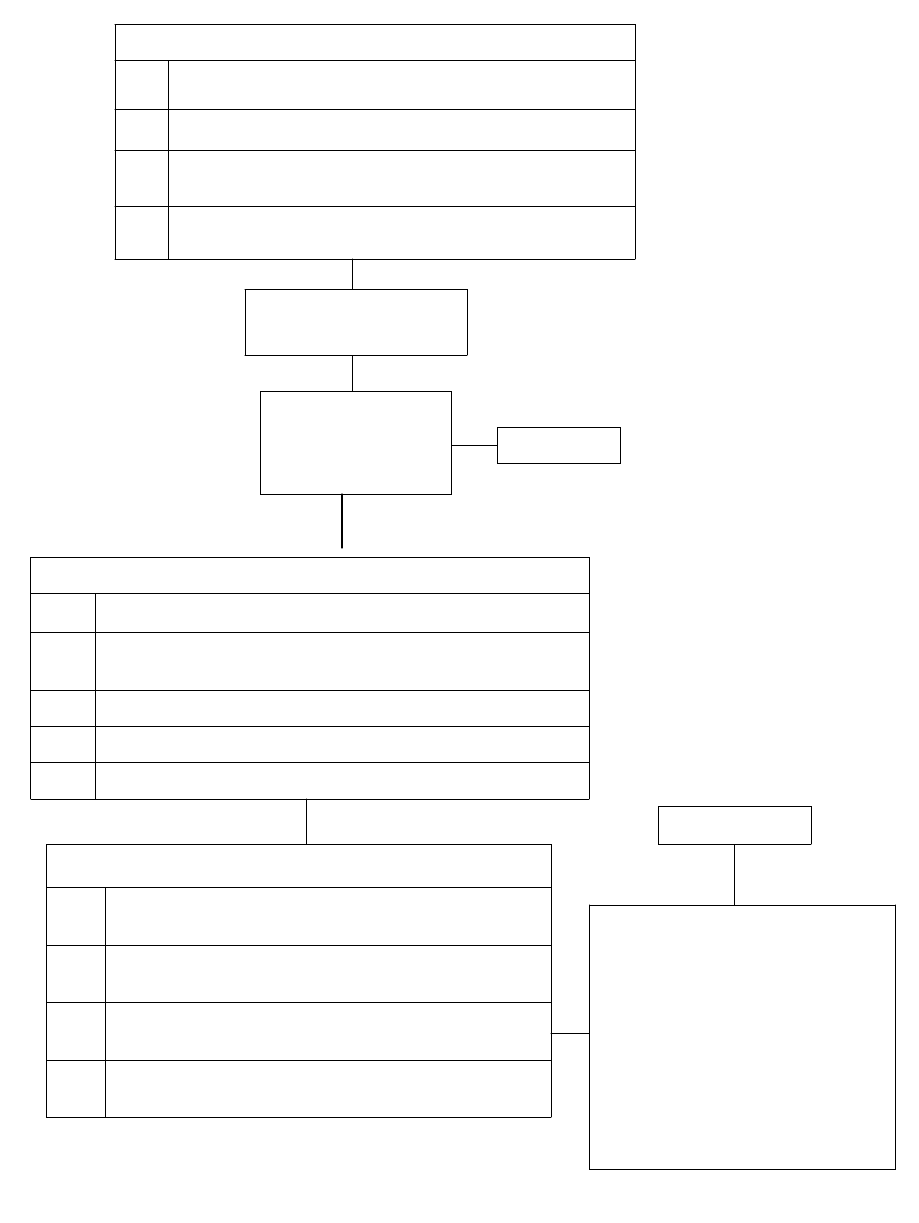
Описание термообработанной детали
Установление перечня исследований,
необходимых для ликвидации брака деталей
Технологические основы данной
термообработки
4
Собственный опыт и опыт других заводов,
касающийся возможных причин брака
Анализ проведенной термообработки
(субъективная и объективная информация)
Просмотр предписаний по снижению брака
Документацию (макроснимки) взять из
результатов осмотра I
3
5
2
1
Результаты осмотра 2
Выявлены ли причины
брака?
Заключение
Отчет
Статистический
анализ
Конец
24
Исследование структуры с помощью
оптического микроскопа
Качественный контроль состава
материала
Неразрушающий контроль
Определение требуемых величин
4
3
2
1
Проведение проверочных исследований
Выявлены ли
причины брака
Заключение
Отчет
Статистический
анализ
Конец
Количественный металлографический анализ
Рентгенографические исследования
Электронномикроскопические исследования
Определение механических свойств в различных
местах по поперечному сечению
Количественный химический анализ
5
4
3
2
1
Продолжение исследований с большими затратами
Соотношение между состояниями данной
термообработки и возникновением брака
Описание дефектов термообработки с
указанием их причин и способов устранения
Выводы о влиянии состояния технологии на
свойства детали
Оценка данной термообработки в
сравнении с предписаниями технологии
4
3
2
1
Оценка результатов исследований и заключений
Отчет по исследованию
Статистический анализ
образования дефектов или
брака
Введение производственных
мероприятий для
предотвращения брака
Конец
Рис. 2. Блок-схема анализа причин брака
25
4.1 Контроль качества термической обработки. Виды контроля
Качество продукции формируется в процессе всего цикла производства
деталей, и в этой связи возникает необходимость в управлении качеством.
Контроль качества является мощным средством совершенствования любого
технологического процесса, в том числе и термической обработки. В соот-
ветствии с ГОСТ 7342-79 техническим контролем называется проверка соот-
ветствия процессов обработки и их результатов техническим
требованиям.
Таким образом, объектом контроля являются исходные материалы, техноло-
гические процессы термической обработки, а также готовая продукция. К
обязательным показателям процесса контроля относят: точность измерений,
их достоверность и надежность, а также трудоемкость и стоимость.
Качество термической обработки может характеризоваться микро-
структурой, твердостью, глубиной (толщиной) поверхностного слоя, механи-
ческими, физическими и другими
специальными свойствами, геометриче-
скими параметрами изделия и т.д. Контроль проводится в соответствии с
нормативно-технической документацией (ГОСТы, ОСТы и др.), по требова-
ниям которой поставляется данная продукция предприятия. В технических
условиях кроме параметров контроля оговариваются также методики и при-
способления для его проведения, объем проверяемых деталей (процент от
садки
или партии), допускаемый разброс в свойствах.
Согласно ГОСТ 14.318-83 установлены следующие виды технического
контроля. По этапу процесса производства контроль бывает: входной, опе-
рационный, приемочный. По полноте охвата контролем: сплошной, выбо-
рочный, непрерывный, периодический, летучий.
Во входном контроле проверяется наличие сопроводительной доку-
ментации, ее соответствие поставляемой продукции, количество деталей, их
маркировка, форма, размеры
, качество на предмет отсутствия дефектов от
предыдущих операций и, полученных при транспортировке. Марка материа-
ла полученных изделий может быть проверена по маркировке на деталях или
бирках, а также при контроле спектроскопическим методом. Эта проверка
выполняется редко, в случае нестабильности производства или при переходе
к новому поставщику.
Операционный контроль предусматривает проверку
качества выполне-
ния каждой операции обработки. Так при контроле параметров закалки про-
веряется время нагрева (подогрева), выдержки, охлаждения; температура на-
грева (подогрева), охлаждающей жидкости; среда нагрева и охлаждения. За-
тем возможна проверка качества обрабатываемых деталей, эта операция мо-
жет отсутствовать при наличии устойчивого технологического процесса, и
выполняется, как правило, в единичном
или мелкосерийном производстве.
Приемочный контроль включает проверку всех параметров качества,
которые оговорены чертежом детали, независимо от того проверялись ли эти
характеристики при входном или операционном контролях. Данный этап
контроля вводится после завершающей операции обработки. На готовых де-
талях технические требования кроме чертежа дополнительно оговариваются

26
в нормативной документации (ГОСТ, ОСТ, ТУ и др.), где указывается группа
испытаний.
При оценке качества металлических материалов предусматривается
пять групп испытаний. В первой группе оценивается только химический со-
став металла или сплава. Вторая группа оговаривает проверку твердости.
Третья группа испытаний предусматривает контроль химического состава и
твердости материала. Четвертая и пятая
группы указывают на необходимость
проверки химического состава, твердости, ударной вязкости и механических
характеристик, определяемых при испытании на растяжение. В четвертой
группе свойства оцениваются на 1-3 деталях от партии (плавки), в пятой – на
100% изделиях. При таких требованиях все детали пятой группы испытаний
имеют напуск длиной 200-250 мм, из которого изготавливают образцы для
разрушающих
испытаний. Этот напуск проходит все этапы изготовления де-
талей и только после окончания обработки из него готовят образцы.
По полноте охвата установлены четыре категории контроля (табл. 5),
определяющие его объем.
Таблица 5
Категории контроля
Категория Сплошной Выборочный Непрерывный Периодический Летучий
1
2
3
4
А
Б
В
Г
Г
А
А
А
Б
В
В
Г
А
А
Б
Б
Г
В
Б
А
А – вид контроля используется всегда, объем составляет от 50 до 100%;
Б – вид контроля используется часто, объем – от 10 до 50%;
В – вид контроля используется редко, объем - от 10 до 50%;
Г – вид контроля практически не используется, объем - менее 1% объектов контро-
ля.
Объем контроля кроме категории определяется также типом производ-
ства, применяемым оборудованием и устойчивостью технологического про-
цесса. Так в единичном производстве необходимо проводить сплошной или
выборочный контроль деталей каждой садки. В массовом производстве при
применении полностью автоматизированного оборудования и высокой сте-
пени устойчивости технологического процесса возможен переход к выбо-
рочному контролю
с резким сокращением количества проверяемых деталей.
Например, на автомобильном заводе при массовом характере производства:
1. Глубину цементованного слоя проверяют на 1 детали через 4 ч;
2. Твердость сердцевины контролируется по Роквеллу на 2 деталях це-
лых или порезанных через 4 ч;
3. Твердость поверхности - после закалки и отпуска (пресс Роквелл) на
2 изделиях через 2 ч;
4. Твердость поверхности после цементации - на 4-5 деталях с каждого
поддона.
27
Параметры процессов ХТО проходят контроль два раза в неделю, про-
веряются температура процесса, его длительность, расход газов для получе-
ния насыщающей среды, состав полученной среды.
В практике термической обработки находят широкое применение ста-
тистические методы контроля, основанные на теории вероятности и матема-
тической статистике. Обычно статистический контроль в производстве мо-
жет
осуществляется на любом этапе производства (входной, операционный,
приемочный). Такая обработка нужна в тех случаях, когда необходимо знать
стабильность (устойчивость) технологического процесса термической обра-
ботки.
Набор экспериментальных данных по контролируемым характеристи-
кам изделий за какой-то период работы представляется в виде функций час-
тоты, то есть строиться нормальное распределение Гаусса. Качество
изделий
при такой статистической обработке будет характеризоваться величиной от-
клонения контролируемого свойства (максимальная частота) от заданного в
нормативно-технической документации, а также распределением фактиче-
ских значений вокруг математически ожидаемой величины через рассеяние.
Изделия, свойства которых по кривой Гаусса находятся за пределами допус-
ка, являются бракованными. Их доля определяет экономическую эффектив-
ность
данного технологического процесса.
4.2 Выбор объектов и средств контроля
Выбор объектов (параметров) контроля определяется требованиями
чертежа и нормативными документами, надежностью и долговечностью вы-
пускаемых изделий, а также уровнем технологии. Выбор средств техническо-
го контроля основан на обеспечении заданных показателей процесса контро-
ля и анализе затрат на его реализацию в
установленный промежуток времени
при заданном качестве. Обязательными показателями процесса контроля яв-
ляются:
1. Точность измерений;
2. Достоверность показаний;
3. Трудоемкость проведения;
4. Стоимость процесса.
Наиболее распространенными объектами контроля в термических це-
хах являются твердость, глубина поверхностного слоя, микроструктура, ме-
ханические свойства, температура и среда нагрева, охлаждения, скорости на-
грева, охлаждения. Общепринятыми
методами измерения твердости являют-
ся методы Бринелля и Роквелла соответственно ГОСТ 9012-59 и ГОСТ 9013-
59. По методу Бринелля измеряют твердость стальным закаленным шариком,
поэтому оговаривается предел замера не более 450 НВ. При способе замера
твердости по Роквеллу используется в качестве индентора алмазный конус,
поэтому этот метод позволяет замерять высокотвердые материалы до 70HRC.
Для обоих
способов оборудованием являются пресса различных типов. На-
пример, измерение твердости деталей после ХТО при слое глубиной свыше
28
0,5мм производится на твердомере типа 2090Р (ТК-2М) с нагрузкой 150 кгс, а
при глубине менее 0,5мм при нагрузке 60 кгс или на приборах Виккерса,
микротвердомерах.
Методы измерения твердости способом Бринелля и Роквелла весьма
трудоемки и не всегда гарантируют высокую точность контроля, так как ре-
зультаты измерений сильно зависят от качества зачистки
площадки замера.
Операция зачистки выполняется на наждачных станках и является тяжелой и
вредной для здоровья рабочего операцией, кроме того, требует от него высо-
кой квалификации и навыка. Наиболее перспективными способами являются
неразрушающие методы определения твердости.
Проверка глубины слоя, микроструктуры проводится на специально
вырезанных и подготовленных шлифах под микроскопом. Механические
свойства определяются
на специальных стандартных образцах с применени-
ем разрывных машин или маятниковых копров. Многие способы контроля
качества металлоизделий связаны с разрушением деталей и пригодны лишь
для выборочного контроля. Поэтому рекомендуется применять неразрушаю-
щие методы контроля деталей, которые могут обеспечить 100%-ную провер-
ку. К тому же большинство методов являются высокопроизводительными и
сравнительно
просто автоматизируются, поэтому применение их экономиче-
ски выгодно в крупносерийном и массовом производстве.
В промышленности наибольшее распространение получили вихрево-
токовый и ультразвуковой неразрушающие методы контроля. Вихрево-
токовый метод имеет высокую точность измерений, большую скорость про-
верки, полную автоматизацию. При этом методе сравнивают величину про-
веряемого параметра с его значением, полученным на
эталонных образцах.
Метод основан на том явлении, что величина вихревых токов зависит от фи-
зических свойств материала и в первую очередь от электропроводности и
магнитной проницаемости, которые в свою очередь определяются химиче-
ским составом и структурным состоянием сплава.
Прогрессивным способом неразрушающего контроля толщины цемен-
тованного или нитроцементованного слоя является измерение
твердости пу-
тем последовательного вдавливания алмазного конуса при двух нагрузках:
первая равна 187,5 кгс, вторая – 1 000 кгс на приборе Бриро-Е. Этими мето-
дами определяются твердости, а затем по таблицам находится глубина слоя.
Глубина упрочненного слоя при закалке т.в.ч. определяется или вихрево-
токовым методом, или на деталях с их разрезкой в
количестве одно изделие в
три месяца. Глубина азотированного слоя проверяется только на образцах-
свидетелях, которые обрабатываются вместе с изделиями.
4.3 Управление качеством продукции за счет контроля процессом
В разных термических операциях показатели качества зависят в основ-
ном от нескольких параметров. Наиболее важными из них являются темпера-
тура и время, а
также состав атмосферы в печи или расплава в ванне. Между
внешними воздействующими факторами, способами выполнения операций и
29
длительностью обработки устанавливаются и строго поддерживаются опре-
деленные количественные соотношения. И при изменении хотя бы одного из
названных факторов во избежание погрешностей необходимо провести кор-
рекцию показателей других факторов.
Такая необходимость объясняется тем, что в каждый отдельный отре-
зок времени в термическом оборудовании (печи) устанавливается определен-
ное энергетическое равновесие между количеством
получаемого и потреб-
ляемого тепла. В случае нарушения этого равновесия энергетическая система
оборудования самопроизвольно стремится его выровнять за счет изменения
либо температуры рабочего пространства, либо скорости нагрева деталей.
Так при уменьшении размера садки, но при сохранении прежней длительно-
сти и температуры может произойти перегрев деталей, а при повышении
массы – недогрев.
Поэтому необходимо выполнять загрузку одинаковых пар-
тий деталей по массе, способу укладки, расчетному сечению. Контроль каче-
ства металлоизделий относится к прямым (непосредственным) методам
управления качеством продукции
Контроль процесса термической обработки является косвенным мето-
дом управления качеством продукции. Частота проверки параметров термо-
обработки в первую очередь определяется степенью автоматизации и меха-
низации
оборудования для ее проведения, а также устойчивостью техноло-
гического процесса.
Контрольные вопросы
1. Укажите виды контроля и их принципиальные отличия.
2. Объем контроля качества деталей определяется ... .
3. Укажите параметр контроля качества деталей и варианты, когда про-
веряют 100% и 1% деталей.
4. Укажите три способа контроля глубины слоя после ХТО.
5. Перечислите три способа
неразрушающего контроля качества дета-
лей.
6. Начертите график термообработки, стабилизирующей прокаливае-
мость деталей из сталей 25ХГМ, 25ХГТ, и укажите назначение такой термо-
обработки.
7. Опишите способ обработки, уменьшающей в 2 раза изменение раз-
меров шестерен при нитроцементации, и укажите явление, лежащее в основе
этого способа.
8. Перечислите способы предварительной термической обработки
(ПТО)
для повышения свойств готовых изделий.
30
РАЗДЕЛ 2. ТЕХНОЛОГИЯ ОСНОВНЫХ ПРОЦЕССОВ ТЕРМООБРА-
БОТКИ
Лекция 5. Технологические задачи и характеристика предвари-
тельной термической обработки
План лекции
1.Технологические задачи и характеристика предварительной термиче-
ской обработки
2. Виды отжига: полный, неполный, диффузионный, рекристаллизаци-
онный, сфероидизирующий, низкий, нормализационный
К технологическим задачам предварительной термической обработки
(ПТО) относятся:
1. Улучшение технологичности при
производстве деталей обработкой
резанием, холодной и горячей пластической деформацией;
2. Повышение точности геометрии изделий за счет уменьшения ко-
робления и деформации при окончательной термической обработке (ОТО).
Ускорение процессов диффузии при ОТО;
3. Улучшение свойств готовых деталей путем воздействия на микро-
структуру (размер зерна, создание определенной субструктуры, распределе-
ние избыточных фаз).
Следовательно
, создание технологических процессов ПТО улучшает
свойства готовых изделий и облегчает условия их изготовления в производ-
стве, являясь при этом важной инженерной и научной задачей.
ПТО для улучшения обрабатываемости резанием сплавов исполь-
зуется с целью повышения производительности труда при выполнении этой
операции, что важно в условиях массового и крупносерийного производства,
и
улучшения качества поверхности изделий. Около 45% автомобильных де-
талей и сельскохозяйственных машин изготавливается операциями обработ-
ки резанием.
Обрабатываемость материалов резанием в основном характеризуется
силой и скоростью резания, качеством обрабатываемой поверхности, видом
образующейся стружки. Все эти факторы зависят от свойств обрабатываемо-
го материала, которые определяются его структурой. При этом микрострук-
тура является основным
фактором, влияющим на обрабатываемость. Можно
подбирать новые инструменты, смазывающие и охлаждающие жидкости, од-
нако правильно подобранный режим термической обработки с получением
требуемой структуры гораздо важнее экспериментов с изменением режимов
механической обработки.
Например, некоторые детали автомобиля изготавливают из чугуна. По-
сле изучения влияния его микроструктуры на обрабатываемость установлено,
что: