Перебоева А.А. Технология термической обработки металлов
Подождите немного. Документ загружается.

11
6. Поясните, к какому типу исходных данных относятся: методика
расчета экономической эффективности, стандарты на стали и технические
условия (ТУ) на изготовление.
7. Перечислите вопросы, решаемые при выборе исходной заготовки, и
знание, какого из них необходимо для разработки технологии ХТО.
8. Назначение и цель составления технологического классификатора.
9. Укажите параметры, на основании которых разрабатывается
типовой
технологический процесс.
10. Приведите пример типовой технологии, по которой можно обра-
батывать детали из разных марок сталей. Назовите основной параметр, по
которому выполняется такая типизация.
11. Перечислите документы, установленные ЕСТД при оформлении
технологии термообработки.
Лекция 3. Технологичность изделий при термической обработке.
Факторы технологичности: марка материала, форма и размеры изделий,
стадия изготовления
, технические требования и допуски на параметры
План лекции
1.Устойчивость технологического процесса
2. Классификация технологий термической обработки
3. Совместимость процессов термической обработки с другими видами
обработок
4. Основные дефекты металлических изделий
5. Выбор технологии термической обработки
Технологичность деталей и изделий – это проверка взаимной совмес-
тимости их конструкции с разработанной технологией получения и
возмож-
ностью обеспечения требуемых свойств наиболее простыми способами при
минимальных затратах труда, энергии и материалов. Критерием технологич-
ности изделий служит их комплексная характеристика, позволяющая устано-
вить метод выполнения операций с получением заданных свойств, выбрать
требуемое оборудование и приспособления, средства механизации и автома-
тизации.
Степень технологичности определяется характером обрабатываемых
деталей (изделий)
и зависит от следующих факторов:
1. Марки материала, из которого данная деталь изготовлена;
2. Формы и размеров;
3. Стадии изготовления;
4. Технических требований на свойства и пределов (допусков) на от-
клонение от них.
Рассмотрим кратко влияние каждого фактора на технологичность дета-
лей при термической обработке.
12
Марка материала. Технологичными считаются изделия, изготовлен-
ные из металлов и сплавов, способных закаливаться в мягких охлаждающих
средах или на воздухе, с высокой глубиной прокаливаемости, а также при на-
греве не склонных к сильному росту зерна, окислению, флокенообразованию.
Применительно к сталям наиболее технологичны материалы, имеющие при
нагреве низкую обезуглероживающую способность, не
склонные к отпуск-
ной хрупкости, допускающие непосредственную закалку с температуры це-
ментации и нитроцементации после подстуживания или даже без него.
Показателем технологичности производства в некотором роде является
небольшое количество марок материалов, так как уменьшается число темпе-
ратурных режимов обработки, что не требует частых перенастроек оборудо-
вания. Изготовление массивных и сложных по
конфигурации деталей из ле-
гированных сталей является технологичным, так как позволяет получать за-
данные свойства при закалке в умеренных охладителях, что уменьшает их
коробление, при этом сохраняется требуемая прокаливаемость.
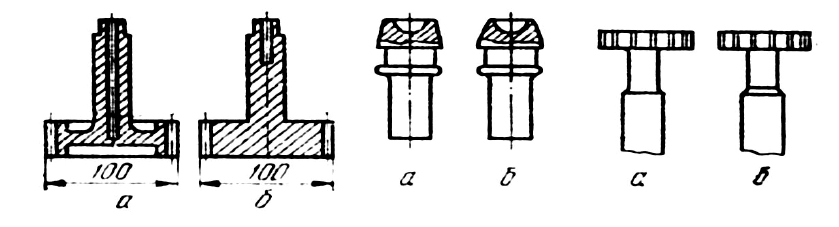
Форма и размеры. Детали являются технологичными, если имеют
простую форму в большинстве случаев симметричной конфигурации, без вы-
ступающих острых граней и
резких переходов от одного сечения к другому,
без значительных различий в массе детали на отдельных ее частях. С целью
повышения степени технологичности изделия направляются на термическую
обработку без отверстий, канавок, пазов, прорезей и других особенностей их
геометрии, в которых концентрируются напряжения при нагреве и охлажде-
нии (рис. 1). Тонкие длинномерные детали имеют
низкую технологичность
из-за повышенной склонности к короблению, что требует применения специ-
ального оборудования или приспособлений при термической обработке.
Рис. 1. Влияние формы деталей на технологичность: а – правильная;
б – неправильная
Понятие технологичности изделий применительно к различным опера-
циям термической обработки не однозначно. Так при высокочастотной за-
калке сложность формы детали затрудняет проведение процесса, однако при
химико-термической обработке (ХТО) сложность формы практически не
скажется на трудоемкости ее выполнения. Изделия, имеющие тонкие стенки
и переходы, из-за большой хрупкости и опасности получения
трещин в про-
цессе закалки подвергать ХТО нецелесообразно, к таким деталям относятся
резьбовые изделия, у которых резьба защищается от насыщения. Если требу-
ется местное упрочнение детали, то применение высокочастотной закалки
более технологично, чем ХТО.
13
На машиностроительных заводах повышение технологичности изделий
ведется в направлении местного упрочнения деталей закалкой токами высо-
кой частоты (т.в.ч.) с предварительным объемным упрочнением улучшением,
вместо трудоемкой ХТО. При этом следует соблюдать следующие простые
условия выполнения поверхностного упрочнения т.в.: при обработке ступен-
чатых валиков должна оставляться незакаленной полоса в месте
перехода
ступеней; у деталей с пазами для предупреждения перегрева и оплавления
острых кромок в местах перехода стенки детали в паз незакаленным должен
быть участок шириной 6-8 мм.
Повышение технологичности за счет изменения формы и размеров из-
делий иногда достигается применением различных конструкторских, техно-
логических и организационных мероприятий. Так в некоторых случаях
путем
не значительного изменения конструкции детали обеспечивается более ус-
тойчивая к поводке и короблению ее форма.
Стадия изготовления. В целях повышения технологичности выявля-
ется та стадия изготовления детали, после которой наиболее целесообразна
ее термическая обработка. При сложной форме изделия оно запускается на
термическую обработку на более ранней стадии изготовления, когда
заготов-
ка имеет значительный припуск, обеспечивающий более устойчивую форму
в отношении искажения ее геометрии при нагреве и охлаждении.
На основании выявления закономерностей изменения формы в резуль-
тате термической обработки некоторых деталей при механической обработке
они изготавливаются заведомо неправильной формы с учетом характера этих
искажений. Благодаря последующим температурным воздействиям и струк-
турным
изменениям изделия приобретают на последующих операциях тер-
мообработки нужную форму и размеры, соответствующие чертежу. При вы-
ходе размеров или деформации изделия за пределы допуска допустимо при-
менение легкого шлифования готовых деталей. При этом необходимо пом-
нить, что глубина упрочненного слоя, полученная при термической обработ-
ке должна быть больше, чем слой,
снятый шлифованием.
Технические требования на свойства и пределы допуска на них.
Основным фактором, определяющим выбор технологии термической обра-
ботки изделий, являются технические требования к их свойствам. Техниче-
ские требования определяют характеристики качества готовых изделий и ус-
танавливают порядок и методы их приемки и испытания. На различных ста-
диях изготовления деталей эти
характеристики не равнозначны, есть требо-
вания на готовые изделия и заготовки (полуфабрикаты) на различных этапах
их получения. Основным документом обычно является конструкторский чер-
теж детали, где указываются технические условия на свойства: твердость,
глубина упрочненного слоя, механические характеристики, с указанием кате-
гории прочности (КП), группы контроля, величины деформации, коробления,
чистоты поверхности,
наличие вмятин, царапин и других дефектов.
При разработке технологического процесса большое значение имеют
допуски по отклонению свойств, геометрии и чистоты поверхности изделий,
определяющие как разности между наибольшими и наименьшими показате-
14
лями свойств и размеров изделий, и характеризуют требуемую точность из-
готовления и обработки. Неизбежность отклонений показателей свойств при
осуществлении термической обработки обуславливается: колебанием содер-
жания отдельных химических элементов в различных плавках одной и той же
марки; неодинаковыми условиями изготовления одного и того же изделия на
предыдущих операциях (разные смены, времена года
, условия обработки);
теплотехническими допусками термического оборудования.
Величина допуска оказывает большое влияние на характер технологии
и организацию термической обработки. При значительной величине допуска
представляется возможным производить обработку более простым способом
с большими отклонениями показателей режимов термической обработки, та-
кие изделия считаются высокотехнологичными. Для изделий с минимальны-
ми допусками термическая обработка связана
со значительными сложностя-
ми. Эти изделия являются низко технологичными. В этом случае необходимо
предусмотреть механизацию и автоматизацию выполнения всех операций,
применение современного оборудования, установленного в поточные линии,
что экономически оправдано только в условиях массового и крупносерийно-
го производства. Поэтому при определении величин допуска необходимо ру-
ководствоваться не только конструкторскими требованиями, но
и экономи-
ческими соображениями. По величине допуски могут быть широкие, сред-
ние и узкие (табл. 1). Допуски устанавливаются по всем характеристикам,
начиная с марок материалов.
Таблица 1
Характеристика свойств и технологичность
Свойства
Размер допуска
широкий средний узкий
Твердость
Глубина упрочненного слоя
Технологичность
>58
>0,8
высокая
58-62
0,8-1,2
средняя
58-60
0,8-1,0
низкая
Технологичность, в известной мере, обуславливается масштабом про-
изводства. Изделия, обладающие высокой степенью технологичности в усло-
виях массового производства (детали подшипников, мерительный инстру-
мент и др.), имеющего специальное оборудование и приспособления, оказы-
ваются низко технологичными в условиях единичного и мелкосерийного
производства.
Устойчивость технологического процесса
Устойчивость технологического процесса термической обработки –
это однообразное повторение операций с заранее установленными нормами
допусков и получение изделий с требуемым уровнем свойств. Обеспечение
устойчивого технологического процесса способствует повышению качества,
15
надежности и долговечности деталей машин и механизмов. Повышению этих
характеристик способствует:
1. Комплексная механизация и автоматизация технологических про-
цессов, устраняющая влияние субъективного фактора, обеспечивающая пол-
ное и однообразное выполнение повторяющихся приемов и технологических
параметров для всех изделий, обрабатываемых партиями;
2. Обеспечение устойчивого выполнения предыдущих операций обра-
ботки (литье, обработка давлением горячая
или холодная, механическая об-
работка);
3. Увеличение объема контроля деталей – переход от выборочного к
полному (100%) контролю, а также проведение системных анализов случаев
брака.
Третий путь повышения устойчивости считается косвенным, но широ-
ко применяется в производственных условиях, так как является легко выпол-
нимым и не требует дополнительных затрат на приборное обеспечение
и ос-
настку для его выполнения.
Устойчивость технологического процесса термической обработки
можно оценить количественно, как отношение количества деталей, забрако-
ванных после термообработки, к общему числу забракованных изделий по
всей технологической цепочке их изготовления. Это соотношение будет ха-
рактеризовать устойчивость только техпроцесса термической обработки. Та-
ким же путем можно выявить соотношение забракованных
деталей, изготов-
ленных по одному технологическому варианту, по отношению к числу не-
годных деталей, прошедших обработку по другому варианту процесса. На-
пример, лабораторные испытания качества шестерен после цементации и по-
следующей термической обработки показали, что в среднем около 10% от
всего количества шестерен имеют неудовлетворительные результаты. Ос-
новное количество бракованных шестерен
не соответствовало требуемой
форме и размерам. Замена цементации нитроцементацией позволило снизить
количество брака в среднем до 5%. Таким образом, внедрение нитроцемен-
тации повысило устойчивость технологического процесса при ХТО пример-
но в 2 раза.
3.2 Классификация технологий термической обработки
Все многообразие термически обрабатываемых деталей можно раз-
группировать по следующим признакам.
По назначению различают изделия основной (товарной) продукции
предприятия и вспомогательной - для собственных нужд. Для товарной про-
дукции предусматривается использование наиболее прогрессивной техноло-
гии и оборудования для ее выполнения. Изделия для собственных нужд про-
ходят термическую
обработку по разовой (временной) технологии с исполь-
зованием простых способов и универсального оборудования по технологиче-
ским схемам, уже освоенным предприятием.
16
По марке материала, форме, размерам и массе оценивается характер
изделия. В зависимости от материала изделия изготовляются из стали, чугу-
на, цветных металлов и сплавов, из порошков и т.д. Марка материала частич-
но может характеризовать вид обработки – цементуемые, улучшаемые стали;
упрочняемые неупрочняемые термической обработкой алюминиевые сплавы.
Для деталей из сталей практически
возможно применение всех известных
видов термообработки и ХТО, а для изделий из цветных сплавов в основном
используется три вида – это отжиги, закалка, старение. Форма, размер и мас-
са деталей обуславливает тип оборудования, систему загрузки, выгрузки,
схему укладки садки. Изделия, склонные к короблению и деформации пред-
полагают прежде всего применение ступенчатого
или изотермического на-
грева или закалки т.в.ч.
По стадии изготовления детали разделяются на заготовки (отливки,
штамповки, горячекатаный прокат), полуфабрикаты (детали после предвари-
тельной механической обработки, прессовки, проволока, холоднокатаный
прокат) и готовые изделия. Для заготовок предусматривается обычно ПТО –
это различные виды отжигов или термо-механическая обработка с целью
улучшения
обрабатываемости резанием или холодной обработкой давлени-
ем, снятия напряжений, а также подготовки структуры к ОТО. Готовые дета-
ли проходят ОТО – это различные способы термического упрочнения или ра-
зупрочнения в зависимости от требований конструкторского чертежа. Полу-
фабрикаты подвергаются ПТО, ОТО или термическая обработка может от-
сутствовать, это связано с техническими требованиями к
ним и тем, что он
может являться как заготовкой для дальнейшей обработки так и готовым из-
делием, что характерно для металлургических заводов.
По характеру производства оно может быть единичным, мелко-,
средне-, крупносерийным и массовым. При единичном производстве по воз-
можности применяются прогрессивные технологии, но допускаются и "де-
довские" с использованием
для их выполнения универсального оборудования
периодического действия. В случае массового производства изделий необхо-
димо предусматривать самые прогрессивные технологии и современное обо-
рудование, скомпонованное в автоматические поточные линии с полной ме-
ханизацией всех процессов. Для остальных типов производства рекоменду-
ется применять промежуточные варианты технологии и оборудования.
3.3 Совместимость процессов термической обработки с
другими
видами обработок
Совмещение термической обработки с другими операциями обеспечи-
вает получение прогрессивных, экономически выгодных технологий. В пер-
вую очередь сюда следует отнести все способы термомеханической обработ-
ки (ТМО) – это и высокотемпературная и низкотемпературная ТМО. К высо-
котемпературной ТМО следует отнести закалку с нагрева под прокатку, ков-
ку, горячее прессование
. Использование тепла предыдущих операций воз-
17
можно и при нормализационном отжиге сталей с регламентацией при этом
скорости охлаждения применение вентилятора или на спокойном воздухе.
Закалку наследственно мелкозернистых сталей рекомендуется прово-
дить с цементационного или нитроцементационного нагрева после подсту-
живания, что существенно уменьшает деформацию и коробление изделий,
так как отсутствует дополнительный высокотемпературный нагрев под за-
калку. Экономически
выгодно после индукционной закалки т.в.ч. применять
для закаленной поверхности изделий самоотпуск, при котором используется
тепло, сохраненное в центральных частях детали.
3.4 Основные дефекты металлических изделий
Дефекты металлических изделий делятся на металлургические, литей-
ные, и приобретенные при термической обработке. Рассмотрим основные из
них: к металлургическим относятся зональная и дендритная
ликвации, неме-
таллические включения, флокены; к литейным – холодные и горячие трещи-
ны поры раковины; к приобретенным при термической обработке – пере-
грев, пережог, обезуглероживание.
При кристаллизации сталей и сплавов в литых изделиях наблюдается
зональная и дендритная неоднородность. Очень часто этому явлению со-
путствует микро- и макронеоднородность по пористости и пузырям. Сплавы
с
таким строением структуры при деформации склонны к образованию во-
локнистой структуры, полосчатости, карбидной неоднородности. Строчеч-
ность и волокнистость обуславливают анизотропию свойств вдоль и поперек
направления деформации, нестабильность характеристик изделий при повы-
шенных температурах, пониженную пластичность.
Борьбу с зональной ликвацией следует вести путем воздействия на
процессы кристаллизации при литье, а также
подбором соответствующих па-
раметров горячей пластической деформации. Уменьшить дендритную ликва-
цию слитков и отливок можно проведением гомогенизационного отжига.
Неметаллические включения являются продуктами реакций, проис-
ходящих в процессе выплавки и раскисления сплавов. Кроме того, они попа-
дают в слиток из футеровки и шлака. Основные виды включений: окислы
(FeO, MnO, Al
2
O
3
более сложные), силикаты (SiO
2
) деформируемые и неде-
формируемые и сульфиды (FeS, MnS и др.). После прокатки эти включения
часто приобретают строчечное расположение, что вызывает различие свойств
вдоль и поперек изделий. Кроме того, они могут стать причиной расслоения
металла и образования волосовин. Тщательное раскисление и рафинирование
расплавов является основным методом уменьшения неметаллических вклю-
чений. Кроме того, для
сталей применение различных способов переплава
(вакуумно-дуговой, электрошлаковый и др.) снижают содержание в них серы
и фосфора, являющихся основными причинами образования включений.
Флокены представляют собой мелкие трещины, а при совпадении из-
лома с плоскостью трещины имеют вид белых пятен овальной формы разме-
рами от 0,5 до 50 мм. Ширина трещин достигает сотых
долей миллиметра.
18
Данные дефекты подобны острым надрезам, резко снижающим механические
свойства и эксплуатационную стойкость деталей, поэтому их присутствие в
изделиях не допустимо. При обнаружении флокенов, как правило, бракуется
вся плавка.
К образованию флокенов склонны легированные (хромоникелевые,
хромоникельмолибденовые и др.) стали после горячей пластической дефор-
мации. Эти дефекты редко встречаются в сталях с аустенитной
, ледебурит-
ной и ферритной структурой. Они встречаются в основном в центральных
зонах массивных изделий, поэтому с ростом размеров деталей их число рас-
тет.
Причиной образования флокенов считается повышенное содержание
водорода (выше 3-4 см
3
/100 г металла), а при значительной ликвации леги-
рующих элементов и при меньших его количествах. При охлаждении мас-
сивных стальных изделий растворимость водорода в железе падает. Он, вы-
деляясь из твердого раствора, накапливается на дефектах кристаллической
решетки, межфазных границах, дислокациях и переходит из атомарной фор-
мы в молекулярную, которая не способна
к диффузии. Скопления водорода
резко повышает давление, которое вызывает разрывы и образование трещин.
Резкий скачок в снижении растворимости водорода происходит при
превращении γ→α, при этом скорость диффузии водорода в α -фазе возраста-
ет. Поэтому борьбу с флокенами ведут, замедляя скорость охлаждения при
фазовом переходе или проводя изотермическую выдержку при γ→α превра
-
щении, выполняя противофлокеновый отжиг.
Литейные трещины могут быть горячими и холодными. Горячие
трещины образуются при высоких температурах, имеют неровную сильно
окисленную поверхность и проходят по границам зерен (интеркристаллит-
ные). Причина образования концентрация напряжений в отдельных частях
отливки из-за неправильно сконструированной литейной формы. Основной
метод борьбы является рациональная конструкция формы,
регулирование
подвода жидкого металла установка холодильников. Холодные трещины
возникают при охлаждении отливок из-за термических напряжений. Трещи-
ны прямолинейны, незначительной ширины проходят в основном по зерну
сплава (транскристаллитные). Основная причина их образования связана с
неодинаковой скоростью охлаждения тонких и массивных частей отливок.
Способом устранения холодных трещин является регулирование скорости
охлаждения или
применение изотермических выдержек.
Дефектами, приобретенными при термической обработке, являются
перегрев, пережог, обезуглероживание. Перегрев ведет к росту зерна, что по-
нижает пластичность и вязкие свойства деталей. Перегрев в сплавах с фазо-
вой перекристаллизацией можно исправить отжигами второго рода, в одно-
фазных сплавах холодной деформацией, если это возможно с последующим
рекристаллизационным отжигом.
Пережог сплава происходит вследствие диффузии кислорода по грани-
цам зерен и образования окислов разъединяющих зерна при высоких темпе-
ратурах сплава (близких к линии солидуса), при этом резко падает прочность,
19
а пластичность практически равна нулю. Пережог является неисправимым
браком, изделия отправляются в переплавку.
Обезуглероживание поверхности стали вызывается кислородом, со-
держащимся в продуктах сгорания топлива или попадающим в печь вследст-
вие подсоса воздуха. Из конструкционных сталей наиболее чувствительны к
обезуглероживанию кремнистые стали. Снижение содержания углерода в по-
верхности стали понижает ее износостойкость
, твердость, усталостную проч-
ность. Основным способом борьбы с этим дефектом является использование
при нагреве контролируемых атмосфер или соляных ванн.
3.5 Выбор технологии термической обработки
Все многообразие термически обрабатываемых деталей можно раз-
группировать по следующим признакам.
По назначению различают изделия основной (товарной) продукции
предприятия и вспомогательной - для собственных нужд. Для товарной
про-
дукции предусматривается использование наиболее прогрессивной техноло-
гии и оборудования для ее выполнения. Изделия для собственных нужд про-
ходят термическую обработку по разовой (временной) технологии с исполь-
зованием простых способов и универсального оборудования по технологиче-
ским схемам, уже освоенным предприятием.
По марке материала, форме, размерам и массе оценивается характер
изделия.
В зависимости от материала изделия изготовляются из стали, чугу-
на, цветных металлов и сплавов, из порошков и т.д. Марка материала частич-
но может характеризовать вид обработки – цементуемые, улучшаемые стали;
упрочняемые неупрочняемые термической обработкой алюминиевые сплавы.
Для деталей из сталей практически возможно применение всех известных
видов термообработки и ХТО, а для
изделий из цветных сплавов в основном
используется три вида – это отжиги, закалка, старение. Форма, размер и мас-
са деталей обуславливает тип оборудования, систему загрузки, выгрузки,
схему укладки садки. Изделия, склонные к короблению и деформации пред-
полагают, прежде всего, применение ступенчатого или изотермического на-
грева или закалки т.в.ч.
По
стадии изготовления детали разделяются на заготовки (отливки,
штамповки, горячекатаный прокат), полуфабрикаты (детали после предвари-
тельной механической обработки, прессовки, проволока, холоднокатаный
прокат) и готовые изделия. Для заготовок предусматривается обычно ПТО –
это различные виды отжигов или термомеханическая обработка с целью
улучшения обрабатываемости резанием или холодной обработкой давлени-
ем, снятия напряжений, а также
подготовки структуры к ОТО. Готовые дета-
ли проходят ОТО – это различные способы термического упрочнения или ра-
зупрочнения в зависимости от требований конструкторского чертежа. Полу-
фабрикаты подвергаются ПТО, ОТО или термическая обработка может от-
сутствовать, это связано с техническими требованиями к ним и тем, что он
20
может являться как заготовкой для дальнейшей обработки, так и готовым из-
делием, что характерно для металлургических заводов.
По характеру производства оно может быть единичным, мелко-,
средне-, крупносерийным и массовым. При единичном производстве по воз-
можности применяются прогрессивные технологии, но допускаются и «де-
довские» с использованием для их выполнения универсального оборудова-
ния
периодического действия. В случае массового производства изделий не-
обходимо предусматривать самые прогрессивные технологии и современное
оборудование, скомпонованное в автоматические поточные линии с полной
механизацией всех процессов. Для остальных типов производства рекомен-
дуется применять промежуточные варианты технологии и оборудования.
Кроме того, при каждом виде термической обработки может возник-
нуть какой-либо
дефект. Кратко рассмотрим наиболее часто встречающие,
его влияние, причины образования и способы их устранения. В том случае,
когда причиной дефекта является ошибка технологии или неправильное ве-
дение заданного процесса, причина не всегда может быть однозначно уста-
новлена.
Контрольные вопросы
1. Укажите служебные символы, применяемые при оформлении тех-
нологических карт термообработки,
и какая информация должна в них со-
держаться.
2. Оцените степень технологичности сталей марок 20, 25ХГТ,
20Х2Н4А с указанием более технологичной.
3. Оцените степень технологичности по размерам и форме детали, для
которой Вы разработали технологию ХТО.
4. Оцените степень технологичности по стадии изготовления де-
тали, для которой Вы разработали технологию ХТО
.
5. Оцените степень технологичности по показателям технических тре-
бований детали, для которой Вы разработали технологию ХТО.
6. Перечислите причины неизбежности отклонений показателей
свойств и необходимости допуска на свойство.
7. Укажите зависимость выбора технологии термообработки от назна-
чения изделия.
8. Укажите зависимость выбора технологии термообработки от разме-
ра, формы и массы изделия.
9. Укажите
зависимость выбора технологии термообработки от мате-
риала изделия.
10. Укажите зависимость выбора технологии термообработки изделия
от стадии общепроизводственного процесса его изготовления.
11. Укажите зависимость выбора технологии термообработки от тех-
нических требований на двух конкретных примерах.
12. Оцените устойчивость разработанного Вами технологического
процесса ХТО.