Перебоева А.А. Технология термической обработки металлов
Подождите немного. Документ загружается.

121
Таблица 16
Режимы отжига с непрерывным охлаждением
Номер
этапа
Наименование
операции
Марка инструменталь-
ной стали
Температура,
°С
Время выдержки,
скорость охлажд.
1 Нагрев и вы-
держка (аусте-
низация)
Углеродистые (У7-У13)
Легированные (ХВГ)
Легированные с Si
(9ХC, ХВСГ)
Быстрорежущие
760-780
770-790
790-810
850-870
1-2 ч
1-3 ч
1-2 ч
2 -3 ч
2 Медленное ох-
лаждение
(распад аусте-
нита)
Углеродистые
Легированные
Быстрорежущие
≤500
≤500
≤500
50 °С/ч
50 °С/ч
30 °С/ч
3 Окончательное
охлаждение
Все стали <18-20 На воздухе
Таблица 17
Режимы изотермического отжига инструментальных сталей
№
этапа
Наименование этапа Тип стали t, °С Выдержка,
V
охлаждения
1 Нагрев (аустенизация) Углеродистые
Легированные
Легированные Si
Быстрорежущие
760-780
770-790
790-810
850-870
1-2 ч
1-2 ч
1-2 ч
2-3 ч
2 Подстуживание до изотер-
мической выдержки
Все стали - С печью
3 Изотермическая выдержка Углеродистые
Легированные
Быстрорежущие
680-700
700-720
730-750
1-2 ч
3-4 ч
4-6 ч
4 Замедленное охлаждение Углеродистые
Легированные
Быстрорежущие
≤500
≤500
<500
50 °С/ч
50 °С/ч
30 °С/ч
5 Окончательное охлажде-
ние
Все стали < 18-20 На
воздухе
Режим охлаждения назначают таким образом, чтобы обеспечить за-
вершение распада переохлажденного аустенита в интервале температур 550-
600 °С с получением феррито-карбидной смеси требуемой дисперсности.
При использовании в качестве ПТО изотермического отжига скорость охла-
ждения до температуры изотермической выдержки не оговаривается, обычно
садка охлаждается в выключенной печи при закрытых дверцах.
С целью
экономии тепловой энергии целесообразно выполнять отжи-
ги с использованием тепла предыдущих операций горячей обработки (пайка,
сварка, горячая деформация). Если требуется исправить перегретую структу-
ру, то обязательно проведение ускоренного подстуживания заготовок до
температур 600-700 °С. Это обеспечивает распад аустенита с получением бо-
лее дисперсных структур, чем при медленном охлаждении (рисунок 40, а).
После чего
выполняется отжиг с фазовой перекристаллизацией.
122
Если нагрев при горячей деформации или сварке не привел к росту
зерна аустенита, то повторная перекристаллизация не проводится. В этом
случае достаточно контролируемого охлаждения или изотермической вы-
держки, как при обычном отжиге (рис. 41). Циклический отжиг с числом
циклов 3-8 проводится при требованиях высокой чистоты поверхности заго-
товок при обработки резанием, когда
необходимо иметь сфероидизированый
мелко- или среднезернистый перлит. Нагрев заготовок под аустенизацию вы-
полняют до 750 °С для углеродистых и легированных сталей и до 850°С для
быстрорежущих. Нижняя температура цикла должна находиться в интервале
680-710 °С. Время выдержки при каждом цикле нагрева и охлаждения со-
ставляет 0,5-1,0 ч для углеродистых и 0,2-0,5 ч для быстрорежущих
сталей.
В качестве ПТО можно проводить высокий отпуск, его выполняют
для инструмента из быстрорежущих сталей, чтобы обеспечить правку инст-
румента (заготовки), полученного горячей деформацией. Параметры отпуска
760-780 °С в течение 15-30 мин с охлаждением на воздухе. Для отпуска при-
меняют скоростной нагрев в соляных ваннах или индукционных печах. По-
сле отпуска твердость
примерно равна НВ 300, что затрудняет механическую
обработку.
Рекристаллизационный отжиг при ПТО применяют для устранения
наклепа, снижения твердости и снятия внутренних напряжений после обра-
боток. Основная цель его уменьшение коробления и деформации при после-
дующей закалке. Параметры отжига медленный нагрев до 600-700 °С, вы-
держке 1-2 ч с охлаждением в печи.
Нормализацию и улучшение
применяют в том случае, когда требует-
ся устранить в структуре цементитную сетку или участки с палстинчатым
перлитом. Параметры нормализации температура 880-900 °С для углероди-
стых и 860-880 °С для легированных сталей. При высокой твердости загото-
вок после нормализации проводится высокий отпуск при 600-650 °С. Улуч-
шение позволяет более полно устранить цементитную сетку и
понизить де-
формируемость инструмента при ОТО. Параметры операций улучшения оп-
ределяются маркой стали. Нормализацию и улучшение как операции ПТО
проводят после черновой механической обработки для заготовок из углеро-
дистых и легированных сталей, используемых для производства инструмента
сложной формы, а также резьбового (метчики, плашки).
Карбидный отпуск применяют как вид ПТО для быстрорежущих
ста-
лей с целью улучшения их обрабатываемости пластической деформацией и
устранения растрескивания при холодной вырубке тонких заготовок (диско-
вые фрезы). При отпуске сталь нагревается до 720-760 °С с выдержкой 1,0-
1,5 ч при этом часть мелких карбидов растворяется. Последующее быстрое
охлаждение (масло, вода) фиксирует это состояние, что повышает пластич-
ность стали и несколько
снижает предел текучести.
При отжиге инструментальных сталей, относящихся к высокоуглеро-
дистым, и поэтому склонных к обезуглероживанию, рекомендуется приме-
нять защитные атмосферы или вести нагрев в контейнерах с засыпкой смеся-
ми. Защитной средой может быть отработанный карбюризатор или смесь
123
древесного угля 85-90% и кальцинированной соды 10-15%. Для отжига быст-
рорежущих сталей применяется менее углеродсодержащая среда, которой
является чугунная стружка в составе: 50% свежая и 50% отработанная. Без
применения защитной среды отжигаются заготовки, которые имеют значи-
тельные припуски на последующую механическую обработку.
Время нагрева при посадке в предварительно нагретые печи может
ориентировочно определено из расчета
: для углеродистых сталей 1 мин /мм
толщины нагреваемого слоя заготовок, для легированных 1,5 мин /мм, для
быстрорежущих 2 мин /мм. Общая длительность процесса отжига заготовок
из углеродистых и легированных сталей достигает 14-18 ч, из быстрорежу-
щих 18-24 ч. При применении циклического отжига это время сокращается
до 2-6 ч.
Правильный выбор технологии ОТО инструмента обеспечивает по-
лучение
требуемого уровня его свойств: высокой твердости, износостойко-
сти, теплостойкости, прочности. Теплостойкость углеродистых и легирован-
ных сталей должна быть не ниже 200-250 °С, а быстрорежущих – 600-650 °С.
Прочность инструмента зависит от характера распределения карбидов, коли-
чества остаточного аустенита и величины напряжений, возникающих в про-
цессе закалки. Инструмент из любой группы сталей в качестве ОТО
прохо-
дит закалку и отпуск. Наилучшие свойства обеспечиваются структурой мел-
коигольчатого или бесструктурного мартенсита с равномерно распределен-
ными избыточными карбидами и по возможности малым количеством оста-
точного аустенита. Основные факторы, влияющие на результаты закалки:
способ, температура и скорость нагрева, продолжительность выдержки при
нагреве и условия охлаждения.
Закалка инструмента. Температура нагрева
под закалку определяет-
ся маркой стали и должна обеспечивать аустенизацию с достаточным насы-
щением твердого раствора углеродом и легирующими элементами при со-
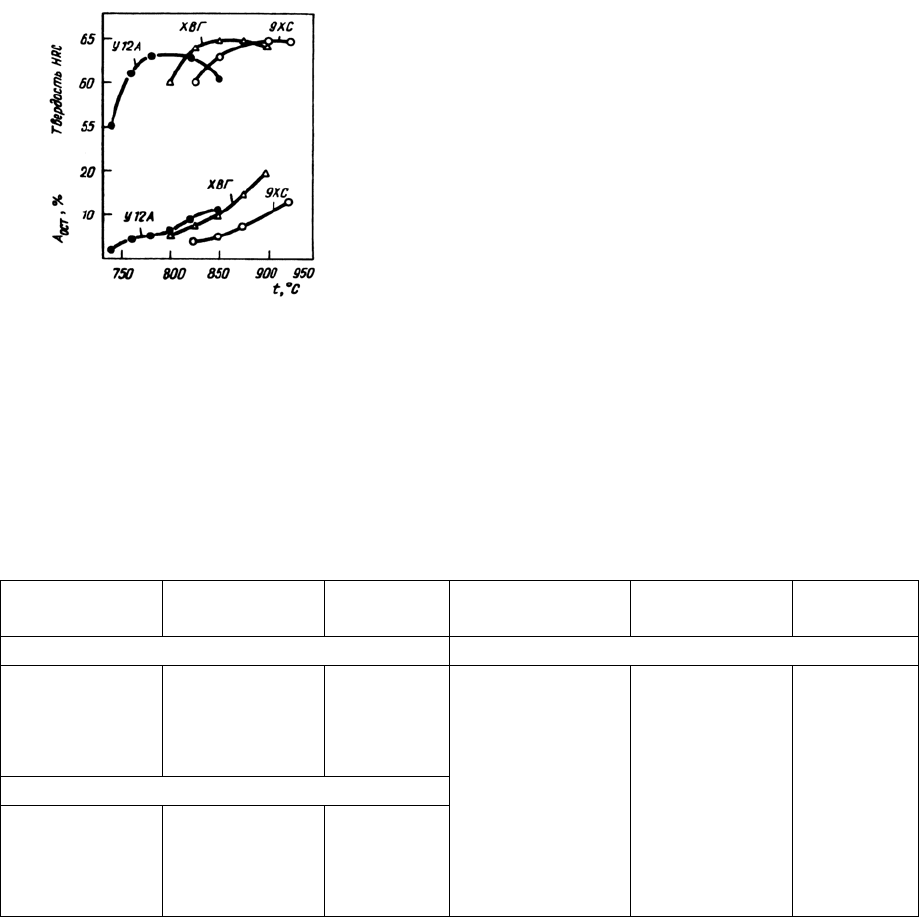
хранении мелкого зерна аустенита (10-11 балл). Влияние температуры нагре-
ва под закалку на твердость и количество остаточного аустенита инструмен-
тальных сталей представлено на рис. 42. Недогрев при закалке углеродистых
и
легированных сталей приводит к пониженной твердости, снижая износо-
стойкость и режущие свойства инструмента. Недогрев быстрорежущих ста-
лей резко снижает ее теплостойкость, что проявляется и в снижении твердо-
сти стали при отпуске.
Перегрев при закалке выявляется по величине аустенитного зерна.
Рост зерна выше 10 балла ведет к понижению вязкости и прочности стали и
поэтому недопустим. Для инструмента, работающего без динамических наг
рузок допускается размер аустенитного зерна до 9 балла.
Углеродистые и легированные стали подвергают неполной закалке с
нагревом до температур на 50-80 °С выше критической точки А
с1
(табл. 18).
Нерастворившиеся при нагреве карбиды цементита и карбидов легирующих
элементов препятствуют росту зерна аустенита и повышают износостойкость
стали.
124
Нагрев под закалку быстрорежу-
щих сталей ведется до более высоких тем-
ператур (табл. 18), когда растворяются
вторичные карбиды и аустенит насыщает-
ся легирующими элементами. Однако
часть карбидов с высоким содержанием
вольфрамам сохраняется, что обеспечивает
мелкое зерно аустенита. Следует отметить,
что на практике температуру нагрева под
закалку быстрорежущих сталей следует
выбирать поплавочно по
результатам тех-
нологических проб и назначения инстру-
мента. Это связано с тем, что размер зерна
зависит от целого ряда факторов, к кото-
рым относятся исходная структура, содержание молибдена и неизбежных
примесей в данной плавке.
Таблица18
Температура нагрева под закалку инструментальных сталей
Марка стали t, °С HRC
после
закалки
Марка стали t, °С HRC
после
закалки
Углеродистые Быстрорежущие
У8А, У9А
У10А, У13А
760-770
1
780-790
2
770-790
1
790-810
2
63-65
60-62
63-65
61-63
Р18
Р12
Р6АМ5 (Р6М5)
Р14Ф4
Р9К5, Р9К10
Р9М4К8
Р8М3К6С
Р9М5К5
6Х6В3МФС
1270-1290
1240-1260
1200-1300
1240-1260
1210-1235
1215-1235
1200-1220
1200-1230
1050-1075
62-65
62-65
62-65
63-66
63-66
63-66
63-66
63-66
60-62
Легированные
11ХФ, 13Х
ХВГ
ХВГС
9ХС
800-820
830-850
850-870
860-880
63-65
63 -66
63-64
63-64
1
При охлаждении в воде и водных растворах.
2
При охлаждении в масле и го-
рячих средах.
При выборе технологии нагрева под закалку необходимо помнить,
что инструментальные стали склонны к обезуглероживанию и окислению.
Поэтому нагрев желательно выполнять быстро и с применением защитных
атмосфер. Наиболее распространен нагрев в хорошо раскисленных соляных-
ваннах. Высокая скорость нагрева в соляных ваннах может вызвать значи-
тельные внутренние напряжения, деформацию и образование трещин.
По-
этому рекомендуется применять ступенчатый нагрев под закалку для крупно-
габаритного инструмента сложной формы особенно из легированных и быст-
рорежущих сталей, имеющих пониженную теплопроводность по сравнению с
углеродистыми сталями. Время выдержки при нагреве должно обеспечивать
сквозной нагрев инструмента до заданной температуры и полное завершение
фазовых превращений.
Температуру и количество подогревов определяют
, исходя из состава
стали, размеров и конфигурации инструмента, а также с учетом технологи-
Рис. 42. Твердость и количество ос-
таточного аустенита в структуре
углеродистых и легированных ста-
лей в зависимости от температуры
нагрева под закалку

125
ческих соображений. Рекомендуется назначать повышенные температуры
подогрева (при одном подогреве) на 100-150 °С ниже температуры нагрева
под закалку. Это позволяет уменьшить выдержку при окончательном нагре-
ве, что в свою очередь понижает размер зерна аустенита и обезуглерожива-
ние. Режим нагрева с одним подогревом в основном используется для угле-
родистых и легированных сталей.
Для
инструмента из быстрорежущих сталей нагрев ведется с двумя
или тремя подогревами. Первый подогрев совмещается с сушкой и выполня-
ется для инструмента, обрабатываемого в соляных ваннах. Это связано с тем,
что загрузка влажных деталей ведет к выбросу (взрыв) расплава из печи-
ванны. Этот подогрев выполняется при температурах 200-500 °С и ведется в
электрических или газовых печах. Температура второго подогрева выбирает-
ся равной 600-650 °С, его назначение понижение термических напряжений
при нагреве инструмента с расчетной толщиной более 20 мм. Третий подог-
рев выполняется при температурах 800-850 °С, он обязателен для инструмен-
та всех размеров, так как обеспечивает понижение и термических, и фазовых
напряжений в изделиях. Затем проводится
окончательный нагрев до высоких
температур.
Время нагрева под закалку определяется размерами инструмента, на-
гревающей средой и температурой нагрева, устанавливается, исходя из спра-
вочных данных, или расчетным методом. Выдержки при окончательном на-
греве и подогревах могут быть определены, исходя из табл. 19. Для инстру-
ментов из углеродистых сталей нормы выдержки на 15-20% меньше
приве-
денных в таблице.
Таблица 19
Нормы выдержки на 1 мм диаметра (толщины) при нагреве
инструмента размером 3 – 75 мм из быстрорежущих сталей
Оборудование для нагрева Выдержка (с/мм) при нагреве до температур, °С
750-900 950-1 100 1 250-1 300
Соляная ванна
Пламенная печь
Электрическая печь
25-30
-
70-90
12-15
-
-
8-10
10-12
-
Примечание. Для печей указано время выдержки при посадке в разогретую печь.
Для высокотемпературных ванн приведены нормы выдержки для условий предваритель-
ного подогрева.
Охлаждение при закалке должно быть достаточно быстрым, чтобы
предотвратить распад аустенита диффузионным путем и получить мартен-
ситную структуру при минимальной деформации инструментов и отсутствии
трещин. Выбор охлаждающей среды и способы охлаждения определяются в
основном маркой стали. Рассмотрим эти способы.
Инструмент из углеродистых сталей с толщиной до 8 мм охлаждают в
расплаве
солей при 160-180 °С, при толщине более 8 мм охлаждают до 150-
200 °С в 5 %-ном водном растворе поваренной соли, а затем переносят в мас-
ло и выдерживают до полного охлаждения. При этом выдержку в горячей
среде принимают равной выдержке при нагреве под закалку. Для крупного
126
сложного по форме инструмента используют прерывистую закалку в двух
средах: в воде до температуры М
н
с переносом в масло или горячий расплав с
температурой 160-200 °С, затем на воздухе.
Для инструмента из легированных сталей охлаждение проводится при
толщине до 20 мм в расплаве солей с температурой 160-240 °С в течение
времени, равного выдержке при окончательном нагреве, далее на воздухе.
При диаметре (толщина) инструмента свыше 20 мм охлаждение выполняется
в
масле.
Быстрорежущие стали закаливают ступенчато в горячих средах, реже
в масле. Длинный стержневой инструмент охлаждают в масле до 200-250 °С
и передают на правку с последующим охлаждением на воздухе. Остальной
инструмент рекомендуется охлаждать ступенчато до 400-550 °С в соляной
ванне, далее на воздухе. Инструмент с толщиной более 20 мм подстуживают
на воздухе до 300-400 °С
. затем передают на отпуск. При всех способах сту-
пенчатой закалки время выдержки в горячих средах принимают равным вре-
мени окончательного нагрева инструмента под закалку.
Оптимальная структура быстрорежущих сталей после закалки мар-
тенсит (60-65%), карбиды (5-20%) и остаточный аустенит (13-30%). Значи-
тельное количество остаточного аустенита связано с тем, что при комнатной
температуре мартенситное превращение
не заканчивается. Снизить количе-
ство остаточного аустенита до 5-8% можно обработкой холодом с охлажде-
нием до-70 °С, но это сопровождается повышением уровня остаточных на-
пряжений и опасностью возникновения трещин. Поэтому обработку холодом
применяют ограниченно только для инструмента высокой точности (измери-
тельный).
Отпуск инструмента проводится после удаления с поверхности ос-
татков солей или
масла. Рекомендуется очистку проводить в два этапа: пер-
вый - промывка в горячем (70-80 °С) водном растворе 10-15% каустической
соды с добавлением жидкого стекла (0,15 % NaSiO
3
); второй - пассивирова-
ние* в водном растворе NaNO
2
(2 - 3 %) и Na
2
CO
3
(0,3 % ) обработка ведется
в течение 3-5 мин при 70-80 °С.
Отпуск – это конечная операция, которая уменьшает хрупкость, по-
вышает вязкость, уменьшает уровень остаточных напряжений
Параметры отпуска определяются химическим составом стали, требуемой
твердостью, которая зависит от назначения инструмента.
Инструменты из углеродистых и легированных сталей подвергают
отпуску при температурах 140-200 °С (чаще при 150-180 °С) с последующим
охлаждением на воздухе. Выдержка при отпуске инструментов определяется
его температурой:
Температура отпуска, °С Время выдержки, ч
до 140 8 -12
140-150 2-4
160-170 1,5 - 2,5
180-200 1-2
220 и выше 0,7-1.
127
Для сохранения высокой твердости (≥HRC 60) используют отпуск
при 140-180 °С, отпуск при 180-200 °С снижает твердость до HRC 58, поэто-
му его применяют редко. Быстрорежущий инструмент подвергают чаще все-
го трехкратному отпуску при 560-580 °С с выдержкой по 1 ч с обязательным
охлаждением после каждого отпуска на воздухе до 20 °С, иначе в структуре
остается неотпущенный мартенсит. Назначение
трехкратного отпуска сни-
зить количество остаточного аустенита до 2-3 %, который резко ухудшает
режущие свойства инструментов, а также уменьшить внутренние напряжения
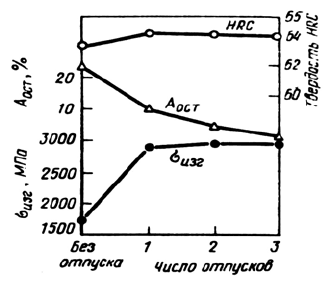
и повысить вязкость и прочность. В результате отпуска твердость стали
практически не изменяется или незначительно возрастает за счет распада ос-
таточного аустенита и дисперсионного твердения мартенсита (рис. 43).
*Пассивирование – химическая обработка в
растворе, при которой на
поверхности инструмента образуется искусственная пленка, предохраняю-
щая от атмосферной коррозии.
Структура отпущенной быстроре-
жущей стали представляет собой мартен-
сит отпуска и карбиды без видимых участ-
ков остаточного аустенита, границы зерен
практически не наблюдаются.
Отпуск следует проводить по воз-
можности сразу после закалки. Это связа-
но как
с опасностью возникновения тре-
щин, так и со стабилизацией остаточного
аустенита при выдержке более 3-5 ч при
комнатной температуре, в результате чего
превращение остаточного аустенита при
отпуске замедляется. Общая длительность
трех отпусков может достигать 15-24 ч, что не позволяет применять их в
единых поточных линиях термической обработки инструмента. Поэтому на
практике в
массовом и крупносерийном производстве, где используются ав-
томатизированные агрегаты, рекомендован к применению кратковременный
отпуск при более высоких температурах 580-600 °С с выдержкой 10-20 мин.
Стойкость инструмента из быстрорежущих сталей можно повысить
обработкой паром. В результате такой обработки на поверхности образуется
пористый оксид, удерживающий смазку при эксплуатации. Инструмент по-
мещают в герметичный муфель шахтной
печи нагревают до 550-600 °С, вы-
держивают 30-60 мин в атмосфере перегретого пара и охлаждают до 300-350
°С, после чего прекращают подачу пара и охлаждают инструмент на воздухе
с последующей немедленной промывкой в горячем масле.
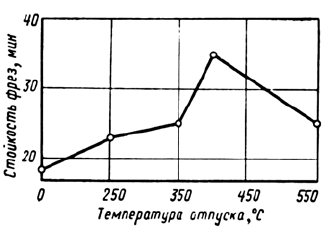
Отпуск для снятия шлифовочных напряжений обязателен для всех
сталей, если инструменты после шлифования не цианируют или не оксиди
-
руют. Такой отпуск снимает напряжения, способствует превращению аусте-
нита, образовавшегося при шлифовании, и в зависимости от условий шлифо-
вания повышает стойкость инструмента (рис. 44). Температуры отпуска 350-
Рис. 43. Влияние числа отпусков при
560°С, 1 ч на твердость, количество
остаточного аустенита и прочность
стали Р18
128
400 °С, выдержка 30-60 мин и 150-160 °С, 2-3 ч для деталей высокой точно-
сти (измерительный инструмент).
Контроль качества инструмента проводится при выполнении закал-
ки, когда проверяются все технологические параметры процесса. Качество
закалки инструмента выборочно контролируется микроструктура (размер
зерна аустенита), твердость, состояние поверхности (отсутствие разъедания и
оплавления, трещин).
Макроструктуру оценивают по
излому. Излом должен
быть ровный,
матово-серый, мелкозернистый. При-
сутствие блесток свидетельствует о на-
личии крупного зерна и нафталинистом
изломе. Причинами образования круп-
ного зерна служат низкая степень горя-
чей деформации или высокая темпера-
тура ее окончания (1 050-1 100 °С).
Объем контроля качества за-
калки зависит от устойчивости технологического процесса и характера про-
изводства. В
единичном и мелко серийном производстве необходимо кон-
тролировать детали каждой партии (садки). В массовом производстве объем
контроля составляет 2-3 изделия в смену.
Приемочный контроль качества инструмента должен предусматри-
вать проверку всех параметров, оговоренных чертежом и техническими ус-
ловиями на термическую обработку, включая визуальную проверку наруж-
ных дефектов и качества очистки поверхности, определения
деформации
(биение или кривизна). Кроме того, контролируется твердость, а также от-
сутствие трещин. Выборочно на 2-3 деталях от партии (садки) проверяется
микроструктура после отпуска.
Технология термической обработки сварного инструмента. Свар-
ной инструмент используется для лучшего его закрепления в станках и во
избежание поломок при установке и монтаже. Крепежная (хвостовая) часть
инструмента должна иметь твердость HRC 35-50 в зависимости от назначе-
ния и материала инструмента. Инструменты из углеродистых и легирован-
ных сталей, а также короткий инструмент из быстрорежущих изготавливают
обычно цельным. При этом хвостовики дополнительно отпускают путем ме-
стного нагрева до повышенных температур ~ 600 °С в течение 5-10 мин.
У крупногабаритного инструмента рабочую и крепежную части
под-
вергают раздельной термической обработке (закалка и отпуск). Обработку
хвостовой части можно проводить до или после термической обработки ре-
жущей части. Сборный инструмент, состоящий из рабочей и крепежной час-
ти, соединяют сваркой. При нагреве до высоких (1 050-1100 °С) в зоне свар-
ного шва образуется мартенситная структура, что вызывает опасность воз-
никновения
трещин при охлаждении. Поэтому сварные заготовки сразу после
сварки помещают в печь, нагретую до 730-760 °С и отжигают по режиму: на-
Рис. 44. Влияние отпуска, выполненно-
го после шлифования на стойкость
фрез из стали Р18
129
грев до 820-850 °С, охлаждение до 730-760 °С со скоростью 30-40 °С/ч, вы-
держка 3-4 ч и последующее охлаждение на воздухе.
При выполнении ОТО как рабочей части инструмента, так и крепеж-
ной во избежание образования трещин в зоне сварки инструмент нагревается
в соляных ваннах так, чтобы сварной шов выступал над уровнем соли на 10-
12
мм. Параметры обработки крепежной части выбираются в зависимости от
марки стали, однако время нагрева под закалку в соляных ваннах не должно
превышать 4-5 мин. Для углеродистых сталей (45, 50) охлаждение при закал-
ке проводится в воде, а для легированных (45Х, 50 Х, 50ХФА) – в масле или
расплаве солей при температуре 160-180 °С. Температура отпуска 400-450
°С,
что ниже температуры отпуска рабочей части. Часть сварного шва из бы-
строрежущих сталей нагревают до более низкой температуры, чем рабочую и
получают твердость в пределах HRC 50-56 , что создает плавный переход в
изменении твердости. Сварные инструменты не следует обрабатывать холо-
дом, так как при этом усиливается опасность образования трещин.
Контрольные вопросы
1. Каковы основные требования к материалам для режущего инстру-
мента?
2. Какие основные легирующие элементы присутствуют в сталях для
режущего инструмента? Как они влияют на свойства сталей данного класса?
3. Какие марки сталей для режущего инструмента вы знаете?
4. Каковы характеристики прокаливаемости и теплостойкости у сталей
типа У7, У8, У13?
5. Какие стали
глубокой прокаливаемости вам известны? приведите
примеры.
6. Влияние легирующих элементов в сталях глубокой прокаливаемости.
Влияют ли примеси на прокаливаемость?
7. Как влияют W,V на свойства быстрорежущих сталей? На температу-
ру закалки?
8. Какие виды термической обработки применимы в отношении сталей
для быстрорежущего инструмента?
9. С какой целью применяют рекристаллизационный отжиг при ПТО
быстрорежущих сталей
?
10. К чему приводит недогрев, перегрев при закалке быстрорежущих
сталей?
Лекция 23. Термическая обработка инструмента для горячего де-
формирования
План лекции
1. Технология термической обработки штампов горячего деформирова-
ния
130
2. Классификация и назначение штамповых сталей
3. Режимы ПТО штамповых сталей
4. Контроль качества
Инструмент, используемый для деформации металла, может работать
при комнатной температуре (холодная деформация) и при нагреве (горячая).
К инструменту, деформирующему металл в холодном состоянии, относятся
различные штампы, пуансоны, обрезные матрицы, ножи резки, фильеры, ро-
лики накатки резьбы и др
. Для горячей деформации применяются штампы
прессовые, молотовые, прессовые вставки, инструмент для высадки и выдав-
ливания, пресс-формы для совмещенного литья и прессования. Исходя из
названного инструмента, применяемого для деформации, основным видом
являются различного рода штампы. Поэтому в курсе будет рассматриваться
только технология их термической обработки.
Условия работы штампового инструмента, как
для холодного, так и
для горячего деформирования характеризуются величиной удельных давле-
ний, характером нагружения и температурой разогрева рабочей части штам-
па.
Технология термической обработки штампов горячего деформи-
рования. Штампы для горячей деформации должны обладать теплостойко-
стью, износостойкостью, сопротивлением смятию, разгаростойкости и хруп-
кому разрушению. Штамповый инструмент работает в условиях одновре-
менного циклического воздействия высоких температур до 500-700 °С и
удельных давлений до 300-900 МПа при динамическом характере нагруже-
ния. Это достаточно жесткие условия работы, поэтому для изготовления
штампов горячего деформирования применяются только легированные ста-
ли. Они должны обладать высокой теплостойкостью, вязкостью, сопротивле-
нием хрупкому разрушению и термической усталости, окалиностойкостью.
Кроме того, эти стали
должны быть технологичны иметь минимальную де-
формацию при термической обработке, устойчивы к обезуглероживанию,
удовлетворительно обрабатываться резанием и шлифованием и иметь твер-
дость HRC 45-50.
Химический состав штамповых сталей и назначение основных марок
представлены в ГОСТ 5950-73. Наиболее часто применяемые в производстве
марки сталей для штампов горячего деформирования приведены в табл. 20,
где они условно
поделены на три группы. Для изготовления прошивных, об-
резных и высадочных штампов неглубокой прошивки используют, стали 7Х3
и 8Х3.