Обработка материалов давлением. Сборник научных трудов. №19
Подождите немного. Документ загружается.

Обработка материалов давлением №1 (19), 2008
41
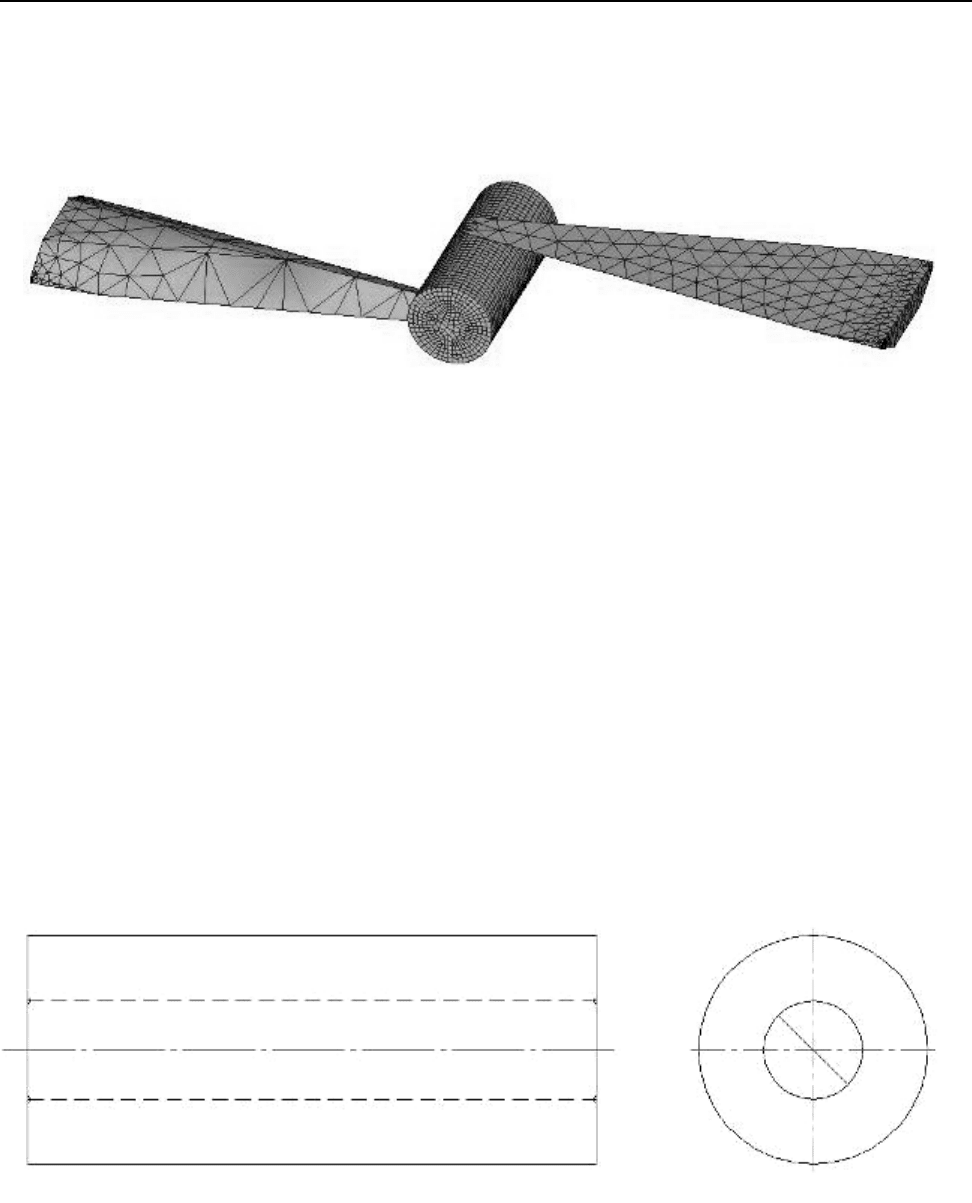
Кратко опишем конечно-элементную модель процесса поперечно-клиновой прокатки
плоским инструментом (рис. 2). Модель состоит из цилиндрической заготовки и двух равно-
удаленных от заготовки инструментов, на которых расположены рабочие грани.
Рис. 2. Конечно-элементная модель процесса поперечно-клиновой прокатки.
Для расчета используются 8-узловые конечные элементы. При этом инструмент пред-
ставлен в виде абсолютно твердого тела, для уменьшения времени расчета. На него наложе-
ны такие граничные условия: он может перемещаться только по координате х с постоянной
скоростью; перемещение по осям y, z и вращение
вокруг всех осей отсутствует. Контакт ме-
жду заготовкой и инструментом определяется при помощи автоматического контактного ал-
горитма типа “поверхность-поверхность”.
Сравнение результатов, полученных при помощи МКЭ и экспериментальных иссле-
дований, было проведено автором на оборудовании ВАТ «ВЗТА». В исследовании использо-
валась составная заготовка (рис. 3). Она представляла собой полый цилиндр, в который
за-
прессован с натяжением в горячем состоянии другой цилиндр с нанесенной на него сеткой.
Места стыков двух цилиндров на торцах заваривались для исключения возможности враще-
ния одного цилиндра относительно другого при формообразовании. Были определены на-
пряжения и деформации в заготовке в процессе поперечно-клиновой прокатки. Сравнение
полученных данных с расчетами
НДС методом конечных элементов дало погрешность не
превышающую 10%. Полученную погрешность можно объяснить частичным проскальзыва-
нием одного цилиндра заготовки относительно другого при формообразовании.
Рис. 3. Схема заготовки для экспериментов при ПКП.
Также нами было проведено сравнение результатов определения НДС, полученных
методом твердостей и МКЭ [10].
На основе представленных данных можно сделать вывод, что метод конечных эле-
ментов дает достоверные результаты при определении параметров НДС при поперечно-
клиновой прокатке.
Для оценки влияния напряженно-деформированного состояния на пластичность заго-
товки использовали инвариантные характеристики [15]:
Обработка материалов давлением №1 (19), 2008
42
– параметр Надаи-Лоде:
12
31
32
−
−
−
=
σσ
σ
σ
μ
σ
; (1)
– показатель напряженного состояния:
u
DI
TI
σ
σ
η
σ
σ
3
)(3
)(
2
1
==
(2)
где
I
1
(T
σ
) – первый инвариант тензора напряжений;
I
2
(D
σ
) – второй инвариант девиатора напряжений;
ijij
δσσ
3
1
=
– среднее напряжение;
u
σ
– интенсивность напряжений;
– степень деформации:
∫
τε=
t
0
uu
de
&
(3)
где
u
ε
&
– интенсивность скоростей деформации;
Показатель напряженного состояния
-2
-1,5
-1
-0,5
0
0,5
1
1,5
2
2,5
3
0,00 0,14 0,28 0,42 0,56 0,70 0,84 0,98 1,12 1,26 1,40
alfa 35
alfa 40
alfa 45
Параметр Надаи-Лоде
-1
-0,8
-0,6
-0,4
-0,2
0
0,2
0,4
0,6
0,8
1
0,00 0,14 0,28 0,42 0,56 0,70 0,84 0,98 1,12 1,26 1,40
alfa 35
alfa 40
alfa 45
а) б)
Степень деформации
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
0,00 0,14 0,28 0,42 0,56 0,70 0,84 0,98 1,12 1,26 1,40
alfa 35
alfa 40
alfa 45
в)
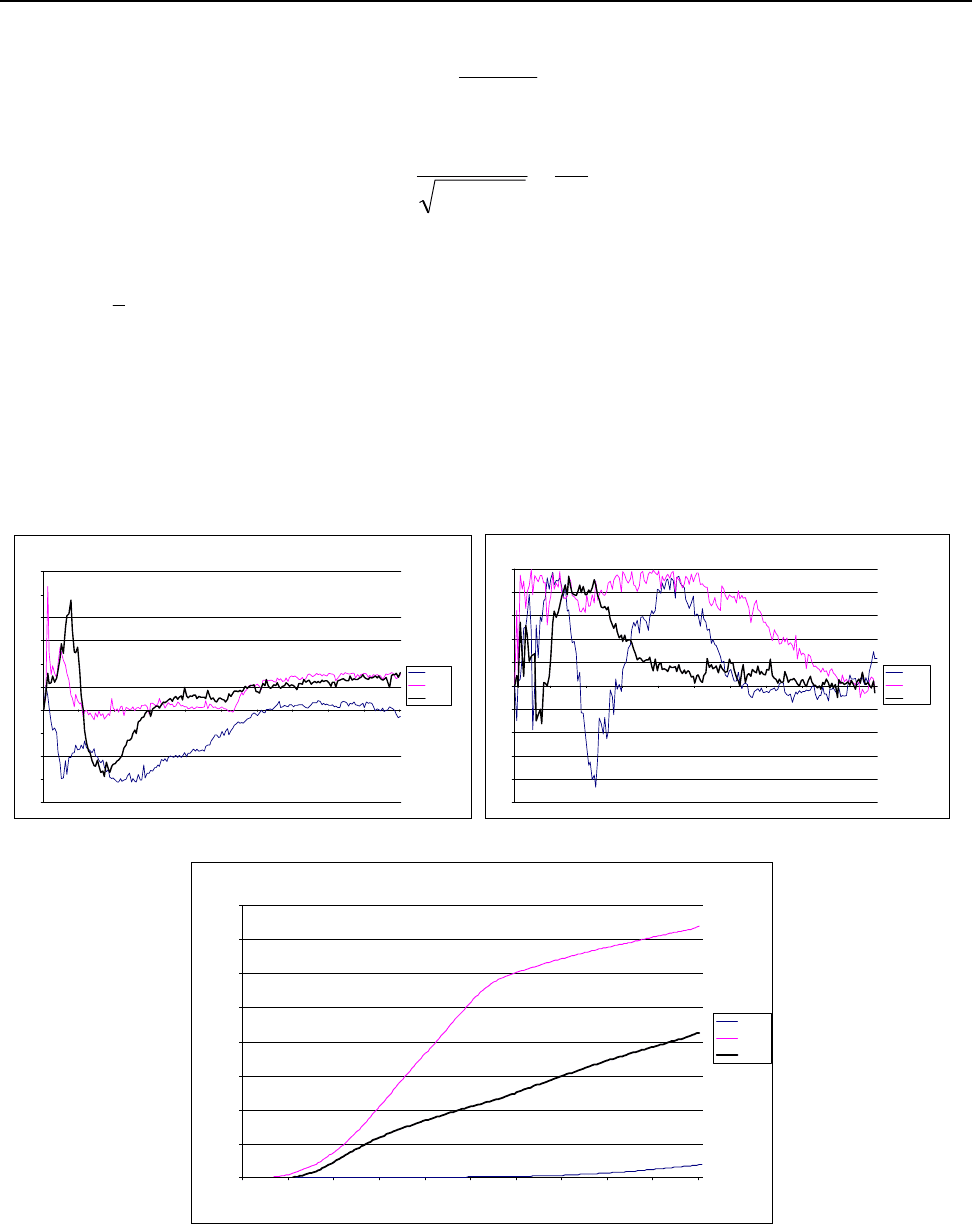
Рис. 4. Изменение показателей напряженно-деформированного состояния и степени
деформации при поперечно-клиновой прокатке при
β = 9,5° и углах наклона боковой грани
α = 35°; 40°; 45°.
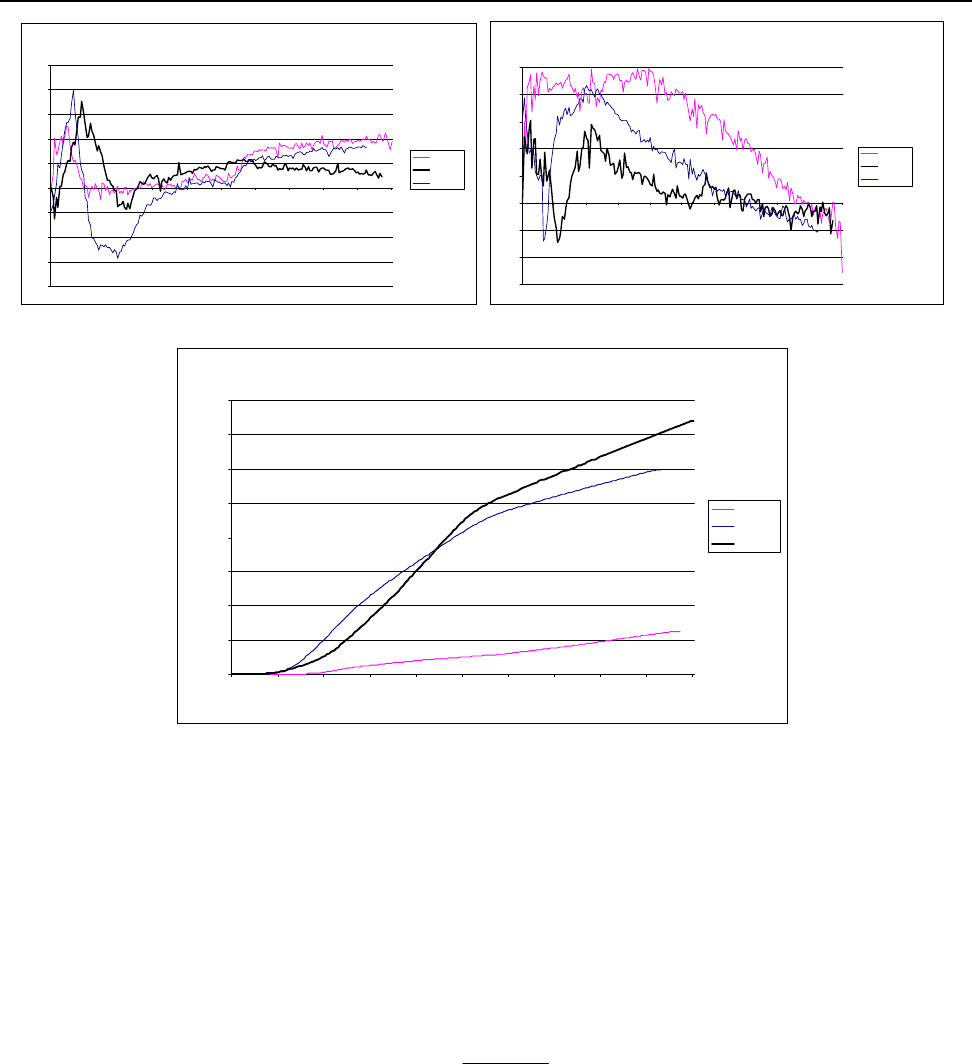
На рис. 4, 5 представлены графики изменения параметров НДС в процессе прокатки
для точки расположенной на оси заготовки в сечении проходящем через плоскость симмет-
рии заготовки.
Обработка материалов давлением №1 (19), 2008
43
Показатель напряженного состояния
-2
-1,5
-1
-0,5
0
0,5
1
1,5
2
2,5
0,00 0,14 0,28 0,42 0,56 0,70 0,84 0,98 1,12 1,26 1,40
beta 8,5
beta 9,5
beta 10,5
Параметр Надаи-Лоде
-0,6
-0,4
-0,2
0
0,2
0,4
0,6
0,8
1
0,00 0,14 0,28 0,42 0,56 0,70 0,84 0,98 1,12 1,26 1,40
beta 8,5
beta 9,5
beta 10,5
а) б)
Степень деформации
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,00 21,00 41,00 61,00 81,00 101,00 121,00 141,00 161,00 181,00 201,00
beta 8,5
beta 9,5
beta 10,5
в)
Рис. 5. Изменение показателей напряженно-деформированного состояния и степени
деформации при поперечно-клиновой прокатке при
α = 45° и углах заострения β, равных
8,5
°; 9,5°; 10,5°.
Для расчета использованного ресурса пластичности использовали поверхности гра-
ничных деформаций
е
р
(
η
,
μ
σ
) для стали 18ХГТ при температуре 950 °С, которую аппрокси-
мировали выражением
()
(
)
η
−
μ
=
μη
σσ
5,04,0exp8,1,e
p
. (4)
Использованный ресурс пластичности находили по критерию
()
∫
=
t
p
u
ѓЕ,e
de
ѓХ
0
σ
μ
. (5)
Данную методику расчета использовали для изучения влияния основных параметров
поперечно-клиновой прокатки на использованный ресурс пластичности.
Полученные зависимости
()
tη ,
(
)
t
σ
μ
,
(
)
te
u
были использованы для построения тра-
екторий нагружения и расчета использованного ресурса пластичности по формуле (5) для
опасной, с точки зрения разрушения, точки.
Установлено что, с увеличением угла наклона боковой грани клина
α использованный
ресурс пластичности уменьшается. Но при этом нужно помнить, что при больших углах
α
повышается вероятность образования шейки на прокатываемой детали из-за значительного
увеличения растягивающих напряжений. Минимальное значение угла наклона боковой грани
клина не должно быть меньше 35
°, так как при меньших значениях угла растет использован-
ный ресурс пластичности и повышается вероятность образования полости на оси заготовки.
Поэтому нужно принимать угол
α в пределах 35° < α < 45°.

Обработка материалов давлением №1 (19), 2008
44
Для горячей поперечно-клиновой прокатки необходимо использовать угол заострения
3
≤ β ≤ 13°. Так как при увеличении значения угла β больше 13° происходит значительный
рост радиальных сил действующих на заготовку. При этом осевые силы практические оста-
ются без изменений. В результате этого растет величина использованного ресурса пластич-
ности в опасной зоне заготовки.
Наиболее интенсивное накопление повреждений и увеличение использованного ре-
сурса пластичности происходит с момента от контакта инструмента с заготовкой до внедре-
ния клина инструмента в заготовку на полную глубину. Однако на участке калибрования ис-
пользованный ресурс пластичности также растет, но с меньшей скоростью. Поэтому длина
калибрующего участка должна быть ограничена.
Выводы
На основе анализа влияния основных параметров процесса поперечно-клиновой про-
катки на использованный ресурс пластичности установлено, что для получения заготовок, в
которых
ψ ≤ 0.8 в опасной, с точки зрения разрушения, зоне при ПКП значение угла наклона
боковой грани клина α должно находиться в пределах от 35
° до 45°, а угол заострения
3
≤ β ≤ 13°.
ЛИТЕРАТУРА
1. Целиков А.И. Элементы теории поперечной прокатки и холодная прокатка на трехвалковых ста-
нах / А.И. Целиков, В.М. Луговской, Е.М. Третьяков // Весник машиностроения. – 1961. –- №7. – С. 53-64.
2. Sugiyama H. The central cavity of transversely hot rolled shafts. – Aichi, Japan, 1971.
3. Смирнов В.С. Теория прокатки. – М.: Металлургия, 1967. – 460 с.
4. Целиков А.И. Теория расчёта усилий в прокатных станах. – М. Металлургия, 1970. - 230 с.
5. Danno A., Awano T. Effect of rolling conditions on formation of central cavity in 2-roll cross rolling.
Journal of JSTP. – 1976. –
№ 17. – Р. 31-46.
6. Теория прокатки: Справочник / А.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. - М.: Металлургия,
1982. - 335 с.
7. Потапкин В.Ф. Метод линий скольжения в теории процессов обработки металлов давлением. –
Краматорск: ДГМА, 2005. – 160 с.
8. Сухоруков С. І. Вплив геометрії клина на деформуємість заготовки при поперечно-клиновій
прокатці // Вісник ВПІ
. − 2005. −№ 2.
9. Saito Y., Higashino S. Stress analysis in plane-strain rotary compression of cylindrical billet // Journal of
JSTP. – 1977. – № 18. – Р. 120-127.
10. Сухоруков С.І. Визначення напружень в заготовці при поперечно-клиновій прокатці // Вісник ХНУ. –
2008. – №1. – С. 12-16.
11. Кожевникова Г.В. Влияние напряженного состояния на деформируемость металлов // Весцi НАН
Беларусi. Сер. фiз.-тэхн. навук. − 2004. −№ 1. − С. 53-59.
12. Поперечно-клиновая прокатка в машиностроении / А.И.
Целиков, И.И. Казанаская, А.Ф. Сафонов,
А.В. Матвеев, Б.Ф. Садковский, В.Я. Щукин; Под ред. А.И. Целикова. – М.: Машиностроение, 1982. – 192 с.
13. Pater Z., Tofil A. Experimental and Theoretical Analysis of the Cross - Wedge Rolling Process in Cold
Forming Conditions // Archives of Metallurgy and Materials. – 2007. – Vol. 52. – Р. 289-297.
14. Yaomin D., Tagavi K.A., Lovell M.R., Zhi Deng Analysis of stress in cross wedge rolling with application
to failure // International Journal of Mechanical Sciences. – № 42. – 1233-1253.
15. Огородников В.А. Деформируемость и разрушение металлов при пластическом формоизменении. –
Киев: УМК ВО, 1989. – 152 с.
Сухоруков С. И. – аспирант ВНТУ.
ВНТУ – Винницкий национальный технический университет, г. Винница.
visvpi@vstu.vinnica.ua

Обработка материалов давлением №1 (19), 2008
45
УДК 621.73.042
Хван А. Д.
Хван Д. В.
Бочаров В. Б.
О НАСЛЕДСТВЕННОЙ ФУНКЦИИ В МОДЕЛИ УПРОЧНЯЮЩЕГОСЯ
ТЕЛА БАКХАУЗА
В промышленности заготовки многих деталей получают пластическим формоизмене-
нием в условиях немонотонного нагружения. При этом возникает задача оценки напряжен-
но-деформированного состояния в указанных заготовках. Данная проблема решается на ос-
нове различных моделей упрочняющихся тел [1–4]. Как показали результаты выполненных
исследований [5–7], для описания пластического состояния многих технических металлов
при их деформировании
можно с достаточной степенью точности применять модель началь-
но изотропного тела с анизотропным упрочнением, предложенную Г.Бакхаузом [1].
Целью данной работы является экспериментальное изучения модели начально изо-
тропного тела с анизотропным упрочнением, предложенную Г.Бакхаузом.
В исследуемой модели уравнения состояния, записанные относительно компонентов
девиатора напряжений
)3,2,1j,i(S
ij
= , представляются в виде
()
()
[
]
()
*
2*
ij
2
*
0
e
0
*
ij
2
0ij
de
de
d
eee1
3
1
de
d
e
3
2
S
ε
−σβ−−
ε
σ=
∫
, (1)
где
()
e
0
σ – интенсивность напряжений;
5,0
ijij
)3/dd2(e εε=
∫
– накопленная деформа-
ция;
ij
dε – компоненты приращений пластических деформаций; )e(/)e(
2,0
*
σσ=β – пара-
метр, характеризующий эффект Баушингера [8];
2,0
σ
– условный предел текучести материа-
ла (с допуском на пластическую деформацию 0,2%) при сжатии образца, который был пред-
варительно растянут до деформации
e , соответствующей напряжению )e(σ ; )ee(
*
−ϕ – на-
следственная функция;
*
e
– переменная в подынтегральном выражении.
В теории предполагается независимость функций
β
σ
ϕ
,,
0
от вида напряженного со-
стояния и истории нагружения, и они рассматриваются как используемые в модели характе-
ристики материала сопротивления пластическому деформированию.
Существенную роль в модели Бакхауза играет функция
(
)
0
e
ε
−
ϕ
, в которой
0
ε
– на-
копленная деформация; при ее достижении изменяется направление деформирования. Эта
функция согласно принятому определению монотонно уменьшается от единицы (при
0
e
ε
=
)
с ростом накопленной деформации (
0
e
ε
> ) в измененном направлении деформирования.
Экспериментально наследственная функция определяется, например, по данным испытаний
цилиндрических образцов сплошного сечения при линейном напряженном состоянии в цик-
лах нагружения растяжение-сжатие (Р-С) или сжатие-растяжение (С-Р).
Рассматривая выражение (1) применительно к первому циклу деформирования образ-
ца, получают соотношение для определения наследственной функции по опытным
данным
(
)
(
)
() ()
[]
00
0
0
1
ee
)e(
εβ−εσ
σ
−
σ
=ε−ϕ
, (2)
где
()
eσ – напряжение при монотонном растяжении образца;
()
e
c
σ – напряжение
сжатия в образце, растянутом до деформации
0
ε
напряжением
(
)
0
ε
σ
; ee
0
Δ=ε− – прираще-
ние накопленной деформации на этапе сжатия.
Обработка материалов давлением №1 (19), 2008
4
6
Соотношение (2) справедливо и применительно к циклу нагружения С-Р. Только в
этом случае необходимо рассматривать напряжения
(
)
(
)
0
,e
ε
σ
σ
при деформации сжатия,
а вместо
()
e
c
σ использовать
()
e
р
σ . В связи с этим наследственная функция согласно вы-
ражению (2) не зависит от того, какой цикл нагружения используется для определения ее
значений.
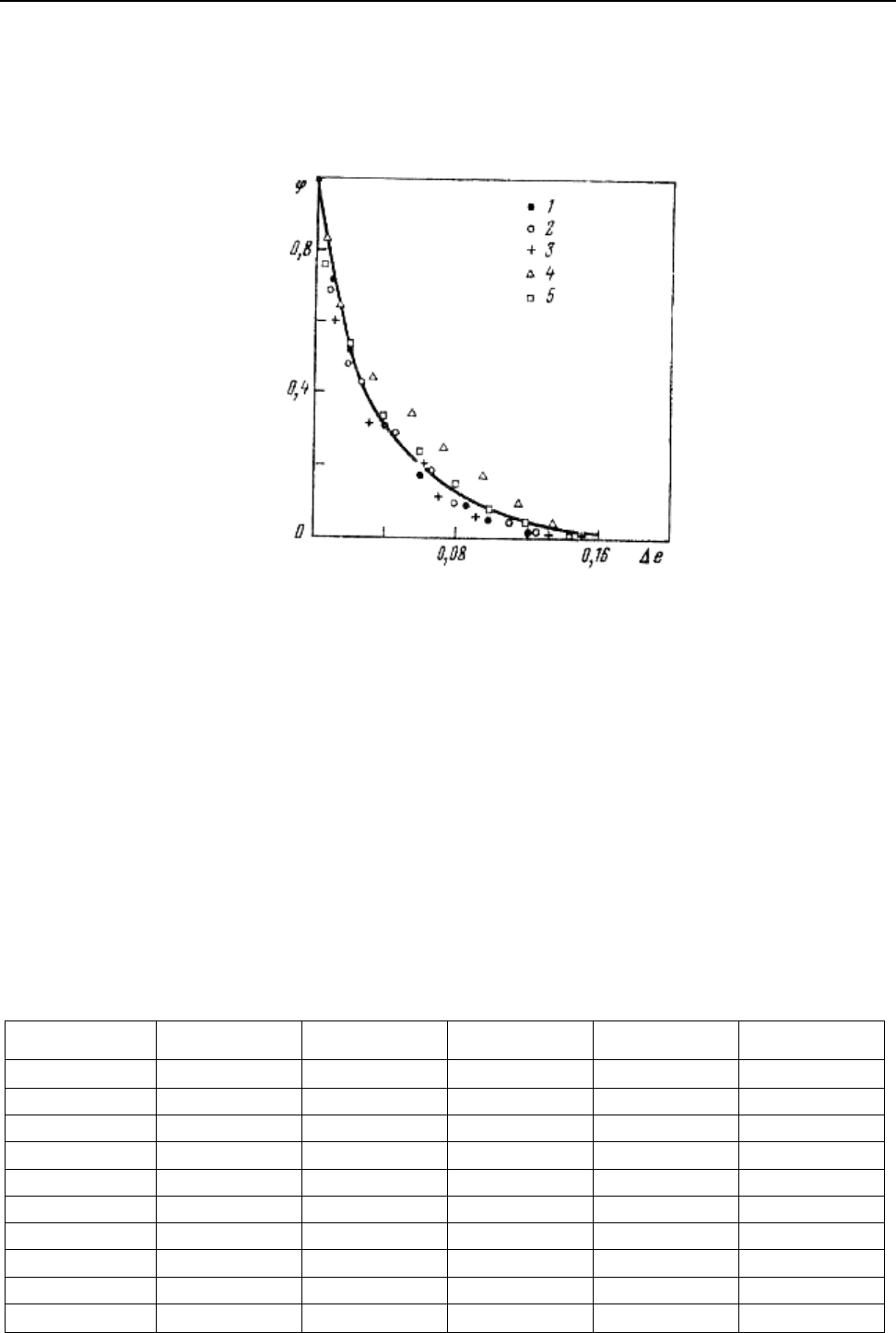
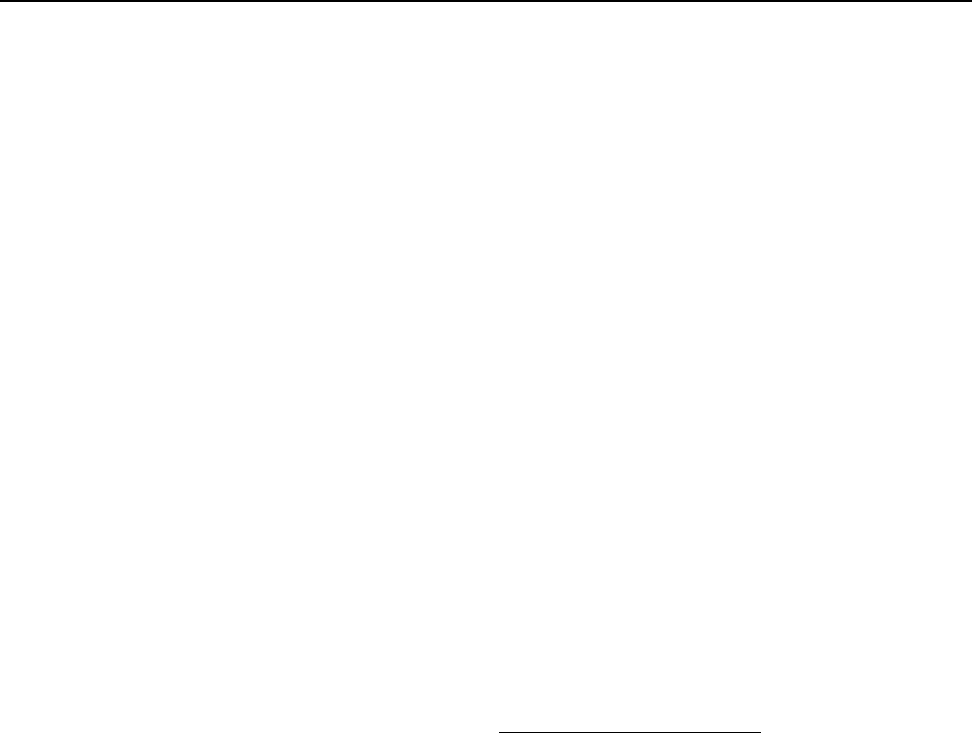
Рис. 1. Наследственная функция
ϕ
. Деформация
0
ε
в цикле Р-С:
1 – 0,020; 2 – 0,074; 3 – 0,109; в цикле С-Р: 4 – 0,044; 5 – 0,110.
На рис. 1 приведены опытные значения этой функции для стали 45, полученные по
данным испытаний образцов ø16,5 и рабочей длиной 130 мм. Аналогичные по характеру из-
менения функции
ϕ
данные получены и для других исследованных металлов. При этом сжа-
тие длинномерных растянутых или недеформированных образцов в условиях линейного на-
пряженного состояния проводилось в специальном устройстве
[
]
9
.
Полученные экспериментальные данные свидетельствуют о незначительном влиянии
вида рассмотренных циклов нагружения и величины деформации
0
ε
на характер изменения
наследственной функции и ее величину. При деформациях
0
ee
Δ
>
Δ
, где
0
eΔ – приращение
деформации, в пределах которого происходит уменьшение наследственной функции, по-
следняя принимает некоторое постоянное значение
0
ϕ
. Для стали 45 можно принять 0
0
≈
ϕ
.
Значение
0
eΔ и
0
ϕ
для исследованных металлов приведены ниже в таблице 1.
Таблица 1
Материал
0
β
0
ϕ
0
e
Δ
1
c
2
c
Сталь 3 0,67 0 0,12 -19,3 0,72
Сталь 20 0,45 0,22 0,11 -24,0 0,73
Сталь 35 0,40 0,25 0,08 -85,9 1,13
Сталь 45 0,29 0 0,16 -18,8 0,85
40X 0,43 0,10 0,08 -48,9 0,69
13Н5А 0,42 0,10 0,24 -9,6 0,65
Х18Н9Т 0,38 0,16 0,10 -75,0 1,00
30ХГСА 0,47 0 0,12 -23,8 0,80
51ХФА 0,67 0,17 0,08 -19,57 0,59
ЛС59 0,50 0,13 0,09 -54,3 0,93
Обработка материалов давлением №1 (19), 2008
4
7
Для удобства использования опытной зависимости
(
)
e
Δ
ϕ
при выполнении расчетов
процессов пластического формоизменения ее аппроксимация представляется в виде:
() ( ) ()
[
]
2
c
100
ecexp1e Δϕ−+ϕ=Δϕ , (3)
где
21
c,с – характеристики материала, получаемые статистической обработкой экспе-
риментальных значений
ϕ .
Функцию
ϕ можно рассматривать еще и как характеристику материала, отражающую
его свойство «запоминать» предыдущую историю нагружения. Если свойства материала оп-
ределяются тем, что 0
0
=ϕ , то при
0
ee
Δ
≥
Δ
на рассматриваемом новом направлении пути
деформирования материал приобретает такую же степень деформационной анизотропии, что
в случае, если он от исходного состояния деформировался бы монотонно в указанном на-
правлении до
00
ee Δ+ε≥ .
Если же 0
0
≠ϕ , то предшествующее деформирование будет проявляться в той или
иной степени в зависимости от величины
0
ϕ
на напряженном состоянии и при
00
ee
Δ
+
ε≥ .
Для расчета функции
ϕ по соотношению (3) необходимо знать три постоянные ха-
рактеристики материала:
0
ϕ ,
1
c и
2
c . Величину
0
ϕ
определяют непосредственно по опыт-
ной зависимости
()
eΔϕ . Коэффициенты
1
c и
2
c получают следующим образом. Задаваясь
двумя значениями деформаций
1
eΔ и
2
e
Δ
, по опытной кривой
(
)
e
Δ
ϕ
определяют соответст-
вующие им значения
1
ϕ
и
2
ϕ
. Тогда согласно выражению (3) получают систему уравнений
относительно искомых коэффициентов:
()()
2
c
1011
e/lnc Δϕ−ϕ= ,
(
)
(
)
[
]
()
21
0201
2
e/eln
ln/lnln
c
ΔΔ
ϕ
−
ϕ
ϕ
−
ϕ
=
Рекомендуется определять
1
ϕ и
2
ϕ
при 01,0
1
≈
Δ
e и 10,0e
2
≈
Δ
. В таблице представ-
лены значения параметров
10,0
c,eΔϕ и
2
c для исследованных нами конструкционных сталей
и латунного сплава.
Результаты анализа полученных опытных данных о наследственной функции для ис-
следованных материалов показали, что соотношение (3) достаточно точно отражает реальное
изменение функции
ϕ .
Характеризуемые наследственной функцией материалы с 0
0
=
ϕ
могут согласно ис-
следованной модели упрочнения при определенных условиях «забыть» предыдущую исто-
рию нагружения. С целью опытной проверки данного свойства материалов были проведены
испытания стандартных цилиндрических образцов из указанной выше стали 45, для которой
0
0
=ϕ (см. таблицу). Нагружение образцов проводилось по двум программам.
1. Растяжение и последующее сжатие вдоль его оси
(
)
1
x соответственно до накоплен-
ных деформаций
01
ε ,
02
ε
, удовлетворяющих условию
00102
e
Δ
>
ε
−
ε
, и сжатие в попереч-
ном направлении
()
2
x при
02
e ε≥ .
2. Сжатие образца вдоль его оси
(
)
1
x до деформации
02
ε
и последующее сжатие в по-
перечном направлении
(
)
2
x при
02
e
ε
≥ .
При этом в поперечном направлении деформировались образцы прямоугольной фор-
мы размером 7х8х12 мм, изготовленные из деформированных цилиндрических Для опреде-
ления точной ориентации этих образцов в выбранной системе координат размеры их назна-
чались следующим образом: 8 мм – вдоль оси
1
x , 12 мм – вдоль
2
x и 7 мм – вдоль
3
x.

Обработка материалов давлением №1 (19), 2008
48
В связи с тем, что в первой программе нагружения выполняется условие
00102
eΔ≥ε−ε , при приращениях деформации
0
ee
Δ
≥
Δ
наследственная функция
()
0e
01
≈ε−ϕ . Тогда направления осевых нормальных напряжений при сжатии в поперечном
направлении для обеих программ нагружения согласно (1) совпадут и примут вид:
() ()
[]
()()
20200202
22
0п.с
ke15,0
de
d
e εσε−ϕεβ−+
ε
σ−=σ
. (4)
Величину первой производной
de/d
22
ε
соотношения (4) определяют решением по-
лученной из выражения (1) с учетом 0de/d
2
22
2
≈ε
[
]
7
системы уравнений:
3/S5,0SS
п.с223311
σ
=
−
=
= ,
() ()
[]
()()
i0200202
ij
0ij
ke1
3
1
de
d
e
3
2
S εσε−ϕεβ−+
ε
σ=
,
2
3
de
d
2
3
1i
ij
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
ε
∑
=
,
где
()
1de/dk
0
111
+ε= ,
()
5,0de/dk
0
222
−
ε
= ,
(
)
5,0de/dk
0
333
−
ε
=
,
(
)
0
ij
de/dε – первые
производные компонентов деформации
ij
ε
в начале (при
ε
=
e ) изменения направления де-
формирования. Эти производные с учетом равенств
() ()
[]
5,0
0
2
01
141 εβ+εβ+=Δ ,
(
)
[
]
02
13
ε
β
−
=
Δ
,
()
[
]
03
14 εβ
+
=
Δ
определяются из соотношений:
3
21
0
11
de
d
Δ
Δ+Δ
=
⎟
⎠
⎞
⎜
⎝
⎛
ε
,
3
1
0
22
2
de
d
Δ
Δ
=
⎟
⎠
⎞
⎜
⎝
⎛
ε
,
3
21
0
33
de
d
Δ
Δ−Δ
=
⎟
⎠
⎞
⎜
⎝
⎛
ε
.
Образцы в осевом направлении деформировались до 041,0
0
=
ε
и 268,0
02
=ε . Функ-
цию
ϕ рассчитывали в соответствии с выражением (3), коэффициенты которого взяты из
приведенной выше таблицы. Интенсивность напряжений определялась по кривой течения,
аппроксимированной уравнением Свифта:
()
n
00
eeA +=σ ,
параметры которого для исследуемой стали оказались равными: A = 1015 МПа, 003,0e
0
=
,
16,0n =
.
Параметр, характеризующий эффект Баушингера, определялся по формуле, достаточ-
но точно соответствующей опытным значениям:
()
(
)
(
)
e80exp1e
00
−
β
−
+
β
=
β ,
где для стали 45
0
β
= 0,29.
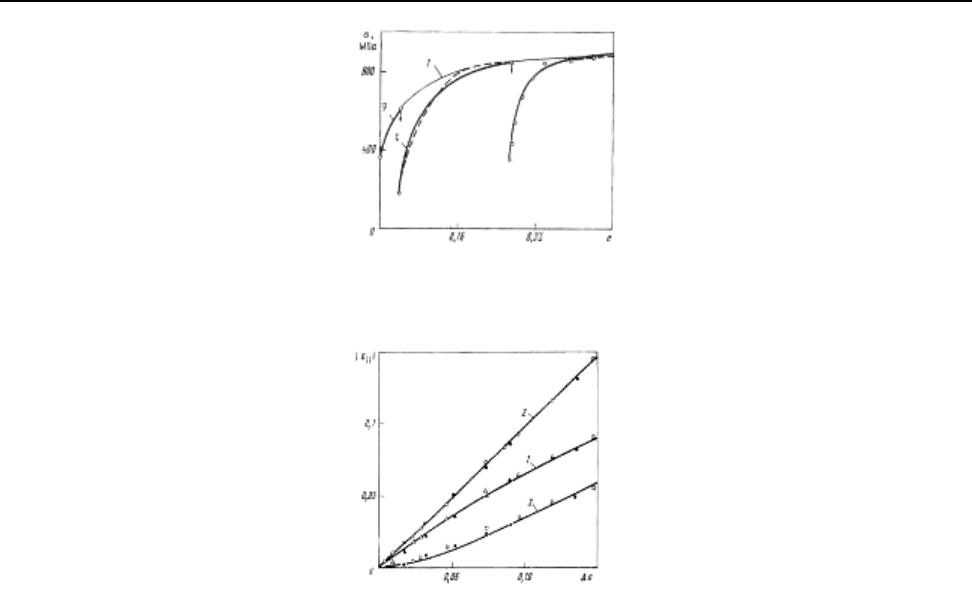
На рис. 2 приведены диаграммы деформирования. При деформировании прямоуголь-
ных образцов диаграммы сжатия, соответствующие рассмотренным программам нагруже-
ния, с достаточной степенью точности совпадают.
На рис. 3 показаны зависимости компонентов деформации
()
ef
ij
Δ
=
ε
при сжатии образ-
цов в поперечном направлении
()
2
x . Полученные результаты свидетельствуют о том, что и де-
формированные состояния прямоугольных образцов оказались практически одинаковыми.
Таким образом, результаты анализа расчетных и опытных данных позволяют заклю-
чить, что модель Бакхауза достаточно точно описывает реальные свойства исследованной
стали в рассмотренных программах немонотонного нагружения.
В связи с этим следует отметить, что наследственную функцию
ϕ
можно считать
одной из важнейших характеристик материалов, необходимых для оценки деформаци-
онной анизотропии при пластическом формоизменении металлов в случае их немоно-
тонного нагружения.
Обработка материалов давлением №1 (19), 2008
49
Рис. 2. Диаграммы деформирования: штриховые линии – результаты расчета, сплош-
ные линии и точки – результаты эксперимента соответственно согласно 1-й и 2-й програм-
мам нагружения: 1 – кривая течения, р – растяжение, с – сжатие.
Рис. 3. Изменение компонентов деформации
(
)
1
11
ε
,
(
)
2
22
ε
,
()
3
33
ε
по результатам
расчета (сплошные линии) и эксперимента согласно 1-й (светлые точки) и 2-й (черные точки)
программ нагружения.
Выводы
В статье на основе анализа теоретических и экспериментальных данных делается вывод
о возможности использования модели Г.Бакхауза для оценки напряженно-деформированного
состояния в заготовках при их немонотонном пластическом деформировании.
ЛИТЕРАТУРА
1. Бакхауз Г. Анизотропия упрочнения. Теория в сопоставлении с экспериментом // Изв. АН
СССР. МТТ. – 1976. – №6. – С. 120–129.
2. Данилов В.А. К формулировке закона деформационного упрочнения // Изв. АН СССР. МТТ. –
1971. – №6. – С. 146–150.
3. Мансуров Р.М. О пластическом нагружении первоначально изотропных средств с деформационной
анизотропией. Упругость и неупругость. – М.: Изд-во
МГУ, 1971. – Вып.1. – С. 137-145.
4. Левитас В.И. Большие упругопластические деформации материалов при высоком давлении. – Киев:
Наук. думка, 1987. – 231 с.
5. Дель Г.Д. Технологическая механика. – М.: Машиностроение, 1978. – 180 с.
6. Хван Д.В. Исследование деформационной анизотропии металлов при немонотонном пластическом
деформировании в условиях линейного напряженного состояния / Д.В. Хван, О.А. Розенберг, Ю
.А. Цеханов //
Пробл. прочности. – 1990. – № 2. – С. 53-56.
7. Дель Г.Д. Деформируемость металлов с анизотропным упрочнением // Прикладные задачи механики
сплошных сред. – Воронеж: Изд-во Воронеж. ун-та, 1988. – С. 16-19.
8. Талыпов Г.Б. Исследование эффекта Баушингера // Изв. АН СССР. Механика и машиностроение. –
1964. – № 6. – С. 131-137.
9. Хван Д.В. Пластическое сжатие длинномерных цилиндрических
образцов // Завод. лаб. –
1992. – № 11. –С. 63-65.
Хван А.Д. – канд. техн. наук, доцент ВГТУ;
Хван Д.В. – д-р техн. наук, проф. ВГТУ;
Бочаров В.Б. – сотрудник ВГТУ.
ВГТУ – Воронежский государственный технический университет, г. Воронеж, Россия.
khvan@prmex.vorstu.ac.ru

Обработка материалов давлением №1 (19), 2008
50
УДК 621.762.4
Рябичева Л. А.
Усатюк Д. А.
Скляр А. П.
МОДЕЛИРОВАНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОЙ МЕДИ
ИЗ ПОРИСТОЙ ВОЛОКНОВОЙ ЗАГОТОВКИ
Методами порошковой металлургии и обработки давлением разработаны технологии
утилизации отходов медных проводников тока в порошок и высокоплотную заготовку [1].
Исследования показали возможность получения высокоплотной меди путем совмещения
операций горячего и холодного деформирования [1]. Авторами получена медная заготовка
с плотностью 8,9 г/см
3
и механическими свойствами, удовлетворяющими требования ГОСТ
на литую медь. Однако существующая технология не позволяла получить конечный продукт
в виде прутков, которые могут быть использованы в качестве заготовок под последующую
обработку.
Представляет интерес выполнение моделирования выдавливания пористой медной за-
готовки с целью разработки технологии изготовления высокоплотного медного прутка с ме-
ханическими
свойствами, удовлетворяющими требования ГОСТ на литую медь.
Целью работы является определение оптимальных геометрических параметров про-
цесса вытяжки для достижения наилучших показателей качества выдавливаемого изделия.
Для моделирования горячего выдавливания пористой заготовки используется метод
конечных элементов (МКЭ) и программа-решатель LS-DYNA [2, 3]. Рассматривается порис-
тое осесимметричное тело, спрессованное из волокон меди диаметром 0,4-1,3 мм и длиной
1-10 мм, плотностью 8,62 г/см
3
. Твердая фаза пористого тела описывается математической
моделью упругопластического материала с термомеханическим упрочнением, свойства ко-
торого изменяются под влиянием температуры, степени и скорости деформации, а плотность
возрастает [4]:
)(k)(k)t(k),,t(
t
ε
ε
=
ε
ε
Ω
εε
&&
&
, (1)
где )t(k
t
– функция температурного упрочнения;
)(k
ε
ε
– функция деформационного упрочнения;
)(k
ε
ε
&
&
– функция скоростного упрочнения.
Определение плотности материала в процессе экструзии выполняется методом конеч-
ных элементов с учетом условий деформирования. Изменение относительной плотности
внутри i-го конечного элемента подчиняется зависимостям [2, 3, 5]:
8
8
1j
1k
oj
1k
oi
∑
=
+
+
ρΔ
=ρΔ
,
1k
oi
k
oi
1k
oi
++
ρΔ+ρ=ρ , (2)
где
1k
j
u
+
,
k
j
u – скорость j-го узла в начале и конце шага расчета;
)uu(V
k
j
1k
jd
k
oj
1k
oj
−ρ=ρΔ
++
– приращение плотности в j-ом узле на
k
-ом шаге;
k
oj
ρ ,
1k
oj
+
ρ – относительная плотность в j-ом узле в начале и конце шага расчета;
d
V – скорость деформирования;
k
oi
ρ ,
1k
oi
+
ρ – относительная плотность i -го элемента в начале и конце шага расчета;
1k
oi
+
ρΔ – приращение плотности i-го элемента на
k
-ом шаге.