Обработка материалов давлением. Сборник научных трудов. №19
Подождите немного. Документ загружается.

Обработка материалов давлением №1 (19), 2008
31
При выборе коэффициентов аппроксимации были использованы экспериментальные
кривые течения, которые получены в опытах по осадке сплошных цилиндрических образцов
и табличные данные, приведенные в работе [10]. В итоге для сплава алюминия АД1 приняли
следующие значения – σ
т
= 43 Н/мм
2
; А
1
= 1,49; А
2
= 0,775; b
1
= 0,01; b
2
= 0,0026 с
-1
;
u
ε
&
= 0,001 с
-1
; m
1
= 0,23; m
2
= 0,01, а для технического свинца – σ
т
= 13,7 Н/мм
2
; А
1
= 1,144;
А
2
= 0,69; b
1
= 0,01; b
2
= 0,0036 с
-1
;
u
ε
&
= 0,001с
-1
; m
1
= 0,058; m
2
= 0,01.
В результате получили следующие уравнения аппроксимации кривых течения:
для сплава алюминия АД1:
23.0
u
u
01.0
e
126.47
⎟
⎠
⎞
⎜
⎝
⎛
+=σ
, (9)
для технического свинца:
058.0
u
u
01.0
e
142.10
⎟
⎠
⎞
⎜
⎝
⎛
+=σ
. (10)
Условия трения на поверхностях контакта инструмента и заготовки задавали по Зибе-
лю и по Кулону.
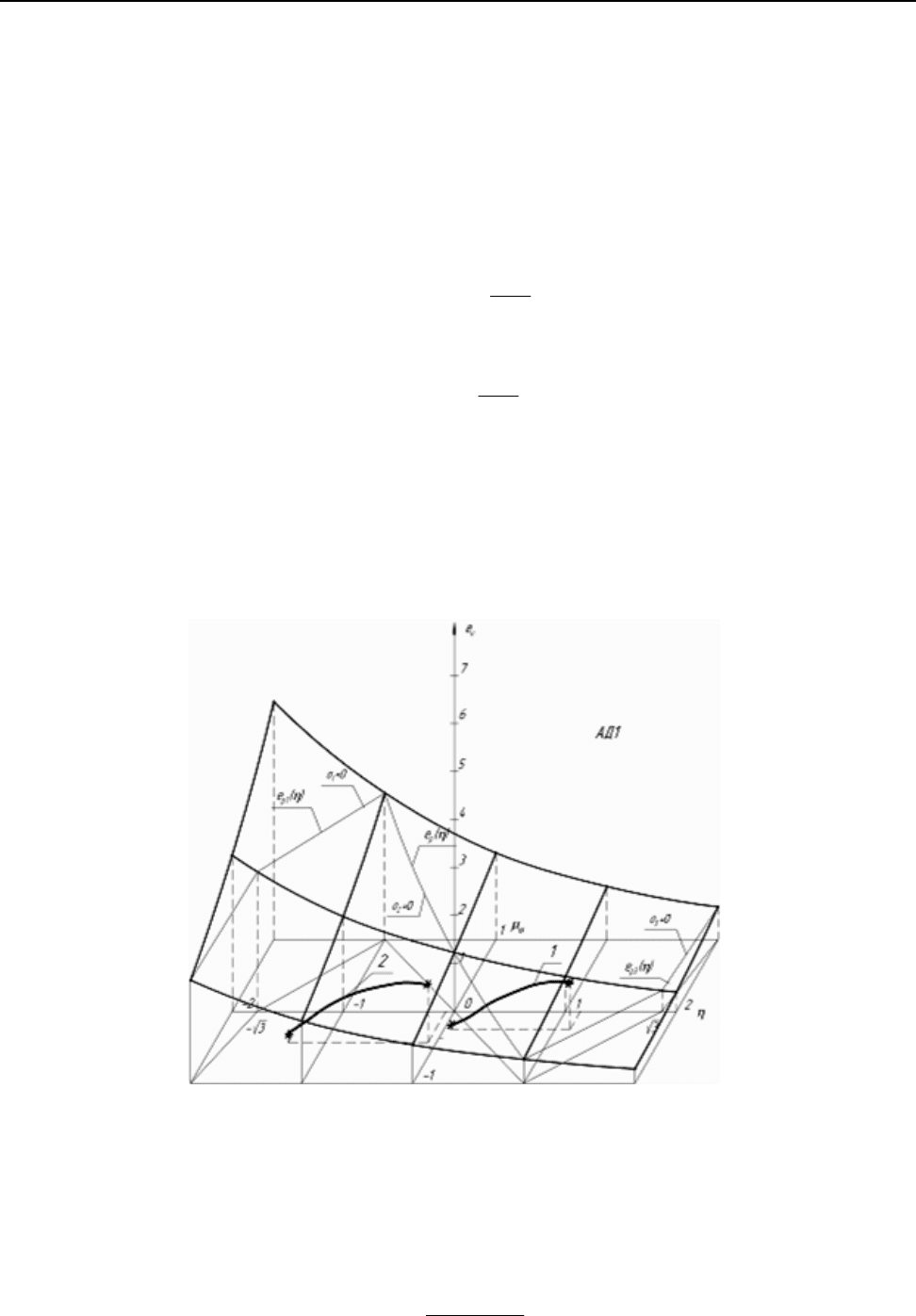
Результаты, полученные МКЭ, позволили выполнить оценку использованного ресурса
пластичности. Траектории нагружения опасных точек, которые находятся на кромке фланца,
приведены на рис. 2. Траектория 1 получена для обычного выдавливания и траектория 2 для
выдавливания с противодавлением.
Рис. 2. Поверхность предельных деформаций для сплава алюминия АД1 и траектории
нагружения частиц материала при свободном выдавливании (1) и с противодавлением (2).
Величину использованного ресурса пластичности рассчитывали по критерию (11),
который позволяет учитывать нелинейность закона накопления повреждений при пластиче-
ской деформации в условиях объёмного напряжённого состояния
()
∫
∗
σ
−∗
μη
=ψ
u
e
0
u
n
p
1n
u
de
,e
e
n
, (11)
Обработка материалов давлением №1 (19), 2008
32
где
uu
de
d
b
de
d
a1n
σ
μ
−
η
+=
;
а, b – эмпирические коэффициенты, которые для АД1 принимали равными а = 0,05,
b = 0,03.
Поверхность предельных деформаций (рис. 2) для сплава алюминия АД1 аппрокси-
мировали функцией
()
(
)
η
−
μ
=
μη
σσ
50,042,0exp20,1,e
p
. (12)
Расчеты использованного ресурса пластичности выполнены для относительной тол-
щины фланца
1
r
h
ф
=
и размеров выдавливаемого фланца, равных
5,1
r
R
=
; 2
r
R
= ;
5,2
r
R
= .
При этом относительный радиус полости равнялся 4
r
R
n
= , а ширина щели составляла
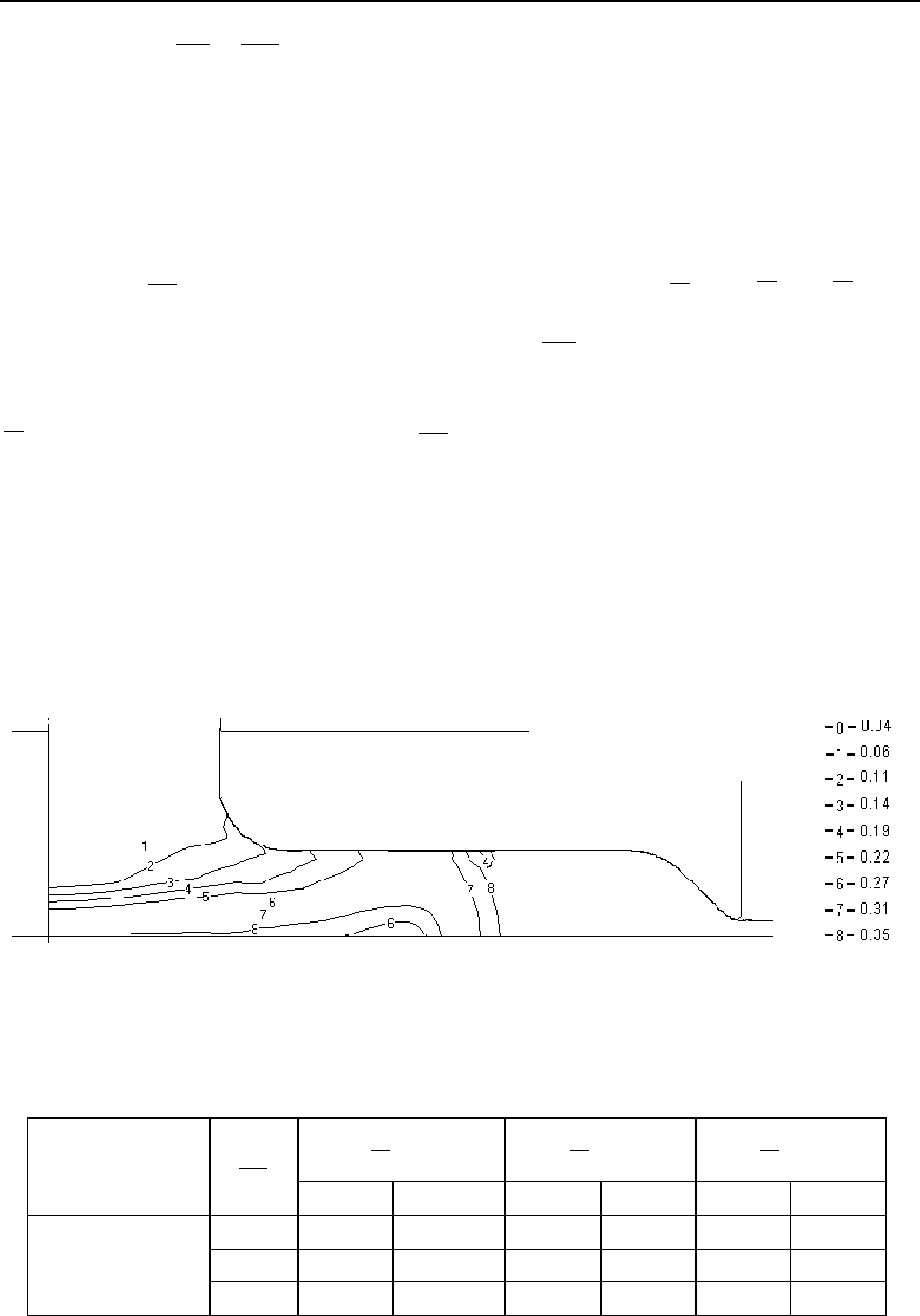
δ = 0,8 мм. Распределение использованного ресурса пластичности по сечению заготовки для
5,2
r
R
= , относительной толщины фланца
1
r
h
ф
=
и ширины щели δ = 0,8 мм при выдавлива-
нии с противодавлением, которое создаётся техническим свинцом, приведено на рис. 3.
Из рис. 3 следует, что неравномерность распределения использованного ресурса пластично-
сти по радиусу фланца незначительна. Результаты расчетов использованного ресурса пла-
стичности при поперечном выдавливании стержневых заготовок из сплава алюминия АД1
без противодавления (ψ
1
)
и с использованием противодавления (ψ
2
) для точек, которые нахо-
дятся на экваторе фланца, приведены также в таблице 1. Анализ полученных результатов по-
казывает, что при применении противодавления величина использованного ресурса пластич-
ности в опасных точках заготовки уменьшается почти в 2,5 раза.
Рис. 3. Распределение использованного ресурса пластичности по сечению заготовки.
Таблица 1
Использованный ресурс пластичности при радиальном выдавливании стержневых заготовок
без противодавления и с использованием противодавления
r
R
=1,5
r
R
=2,0
r
R
=2,5
Материал
r
h
ф
ψ
1
ψ
2
ψ
1
ψ
2
ψ
1
ψ
2
0,6 0,26 0,11 0,62 0,25 - -
1,0 0,14 0,06 0,34 0,14 0,80 0,33
АД 1
1,4 0,08 0,032 0,18 0,08 0,42 0,17

Обработка материалов давлением №1 (19), 2008
33
Замена технического свинца на материал с более высокой границей текучести, позво-
лит значительно увеличить противодавление и, соответственно, уменьшить использованный
ресурс пластичности. Но в таких случаях необходимо использовать более сложную конст-
рукцию матрицы и установки в целом, рассчитанных на высокие давления и обусловленные
ими значительные нагрузки на другие элементы конструкции.
Выводы
Использование противодавления, которое создаётся техническим свинцом, позволило
уменьшить величину использованного ресурса пластичности в 2,5 раза при выбранных пара-
метрах процесса. Установлено, что основное влияние на величину противодавления оказы-
вают предел текучести вспомогательного металла, силы трения и размеры щели, в которую
выдавливается материал, создающий противодавление.
ЛИТЕРАТУРА
1. Овчинников А.Г. Основы теории штамповки выдавливанием на прессах. – М.: Машиностроение,
1983. – 200 с.
2. Алиев И.С. Технологические процессы холодного поперечного выдавливания // Кузнечно-
штамповочное производство. – 1988. – №6. – С. 1–4.
3. Огородников В.А. Оценка деформируемости металлов при обработке давлением. – К.: Вища школа,
1983. – 175 с.
4. Алиев И.С. Систематизация информации для разработки процессов выдавливания в разъёмных
матрицах / И.С. Алиев, А.И.Лобанов, О.К. Савченко // Удосконалення процесів і обладнання обробки тиском в
металургії і машинобудуванні: Зб. наук. пр. – Краматорськ, 2001. – С. 194–198.
5. Алиев И.С. Технологические возможности новых способов комбинированного выдавливания // Куз-
нечно-штамповочное производство. – 1990. - №2. – С. 7–9.
6. Носаков А.А. Прогнозирование дефектов типа утяжин при точной штамповке выдавливанием /
А.А. Носаков, Е.М. Солодун, Л.И. Алиева // Удосконалення процесів і обладнання обробки тиском в металургії і
машинобудуванні: Зб. наук. пр. – Краматорськ-Хмельницький, 2002. – С. 105–110.
7. Алиев И.С. Моделирование процесса радиального выдавливания фланцев с применением противодав-
ления / И.С. Алиев, Я.Г. Жбанков, Е.И. Коцюбивская // Удосконалення процесів і обладнання обробки тиском в
металургії і машинобудуванні: Зб. наук. пр. – Краматорськ, 2006. – С. 53–58.
8. Компьютерное моделирование процессов обработки металлов давлением. Численные методы / В.Н. Дан-
ченко, А.А. Миленин, В.И. Кузьменко, В.А. Гринкевич. – Днепропетровск: Системные технологии, 2005. – 448 с.
9. Теория ковки и штамповки / Е.П. Унксов, У. Джонсон, В.Л. Колмогоров, В.А. Огородников и др. Под
общ. ред. Е.П. Унксова, А.Г. Овчинникова. – М.: Машиностроение, 1992. – 720 с.
10. Программный комплекс для моделирования двумерных процессов пластического течения при обра-
ботке металлов давлением. Свидетельство об отраслевой регистрации разработки / А.В. Власов, Н.А. Шес-
таков, В.Н. Субич, В.А.Демин // Министерство образования РФ. -ОФАП. -Номер гос. рег. 50200400053.
Коцюбивская Е. И. – канд. техн. наук, ст. преп. ВНТУ;
Сивак И.О. – д-р техн. наук, проф. ВНТУ;
Алиева Л. И. – канд. техн. наук, ст. преп. ДГМА;
Куценко С.В. – ген. директор ОАО «ТИСО».
ВНТУ – Винницкий национальный технический университет, г. Винница;
ДГМА – Донбасская государственная машиностроительная академия,
г. Краматорск.
omd@dgma.donetsk.ua
Обработка материалов давлением №1 (19), 2008
34
УДК 621.7
Миленин А.,
Коперник М.,
Питерчук М.
МОДЕЛИРОВАНИЕ ПРОБЫ НА НАНОТВЕРДОСТЬ МНОГОСЛОЙНЫХ
МАТЕРИАЛОВ ПОВЫШЕННОЙ БИОСОВМЕСТИМОСТИ
Многослойные материалы на основе нанослоев TiAlN и TiN, нанесенных с помощью
техники PVD (Physical Vapour Deposition) на карбидную основу используются в различных
трибологических системах [1-2]. Новый метод нанесения таких нано слоев PLD (Pulsed Laser
Deposition) позволяет их наносить на камеру искусственного сердца, что дает возможность
использовать еще одно качество этих материалов – высокую биосовместимость с организ-
мом человека. Поскольку получение образцов из
рассматриваемых материалов в количест-
вах, достаточных для проведения макроиспытаний, невозможно, возникает проблема опре-
деления их механических свойств. С этой целью используют опыты, основанные на много-
кратном внедрении алмазного индентора в поверхность материала [3, 4]. Поскольку толщи-
ны слоев и размеры индентора имеют величину нескольких десятков нанометров, тест полу-
чил название теста на нанотвердость
. Пересчет данных, полученных из теста на нанотвер-
дость, на механические характеристики материала является проблемой, решаемой на основе
инверсного анализа [5], что требует создания математической модели данного теста.
В данной статье поставлена цель разработки и использования математической модели
теста на нанотвердость многослойных материалов на основе TiAlN и TiN.
Описание математической модели.
Разработанная математическая модель
основана на теории малых упруго-
пластических деформаций и определяется следующими уравнениями:
- дифференциальные уравнения равновесия:
0
j,ij
=
σ
; (1)
- дифференциальные уравнения связи перемещений и деформаций:
(
)
i,jj,i
ij
uu
2
1
+=ε ; (2)
- уравнения связи напряженного и деформированного состояний:
(
)
(
)
0ijij
i
ii
0ijij
2
3
k εδ−ε
ε
ε
σ
+εδ=σ , (3)
где
ij
σ – тензор напряжений;
ij
ε – тензор деформаций; u – векторное поле смещений;
μ
21−
=
E
k
– коэффициент всестороннего сжатия;
(
)
ii
ε
σ
– кривая упрочнения материала.
Граничные условия в данной задаче сформулированы следующим образом:
a – на поверхности контакта индентора и материала действует трение в соответствии с
законом Амонтона–Кулона:
fric
τ
σ
τ
=
; (4)
b – перемещения в направлении нормальном к контактной поверхности определяются
перемещениями индентора:
tooln
uu
=
; (5)
c – задано условие положительности нормальных контактных напряжений (условие
контакта материала с инструментом, иногда называется условием прилипания):
0
≤
n
σ
. (6)
Обработка материалов давлением №1 (19), 2008
35
Последнее условие переводит задачу в разряд неклассических [6]. Поверхность кон-
такта, таким образом, заранее неизвестна и подлежит определению из решения.
Решение краевой задачи получено на основе использования вариационной формули-
ровки, приводящей к необходимости минимизации следующего функционала:
()
∫∫∫∫
τ
ε
τ−ε+
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
εεσ=
VVS
fric
2
0
0
iii
1
i
dSudVkdVdJ
. (7)
После линеаризации задачи с помощью метода упругих решений [7] функционал (7)
преобразуется к виду:
∫∫∫
τ
τ−ε+ε
′
=
VVS
fric
2
0
2
i
1
dSudVkdVE
2
1
J
, (8)
где
E
′
– модуль пластичности, равный в упругой области модулю Юнга.
При моделировании этапов разгрузки использована теорема А. А. Илюшина о раз-
грузке [7]. В соответствие с этой теоремой на каждом временном шаге используется сле-
дующий алгоритм для моделирования разгрузки [8].
a – Получаем решение для этапа активного упруго-пластического нагружения, после
которого будет следовать разгрузка. Этому
решению соответствуют поля
ij
σ
и
ij
ε
.
b – Прикладываем к системе нагружение обратного знака по отношению к активной
нагрузке, считая систему упругой. В результате решения получаем поля
ij
e
σ и
e
ij
ε .
c – Действительное напряженно-деформированное состояние определяем как сумму
полученных решений:
e
ijij
odpr
ij
σ+σ=σ ; (9)
e
ijij
odpr
ij
ε+ε=ε . (10)
d – Проверяем полученное напряженное состояние на выполнение условия прилипания:
0
odpr
n
≤σ . (11)
Не выполнение этого условия для конкретного узла сетки означает его отрыв от инст-
румента (индентора) в процессе разгрузки. Отрыв всех узлов означает, что процесс разгрузки
завершен полностью.
При решении задачи с помощью метода конечных элементов использованы 4-
угольные конечные элементы с билинейными функциями формы. Задача решена в двухмер-
ной постановке.
Исходные
размеры слоев составляют 400 нм и 40 нм, общее количество слоев 11. Ис-
пытание на нанотвердость происходит путем многократного (до 20 циклов) внедрения ин-
дентора с последующей частичной разгрузкой. Пример решения задачи для первых двух эта-
пов нагружения показан на рис. 1, где первому этапу соответствует активное нагружение с
внедрением индентора на 98 нм, а второму этапу
– обратное перемещение индентора на ве-
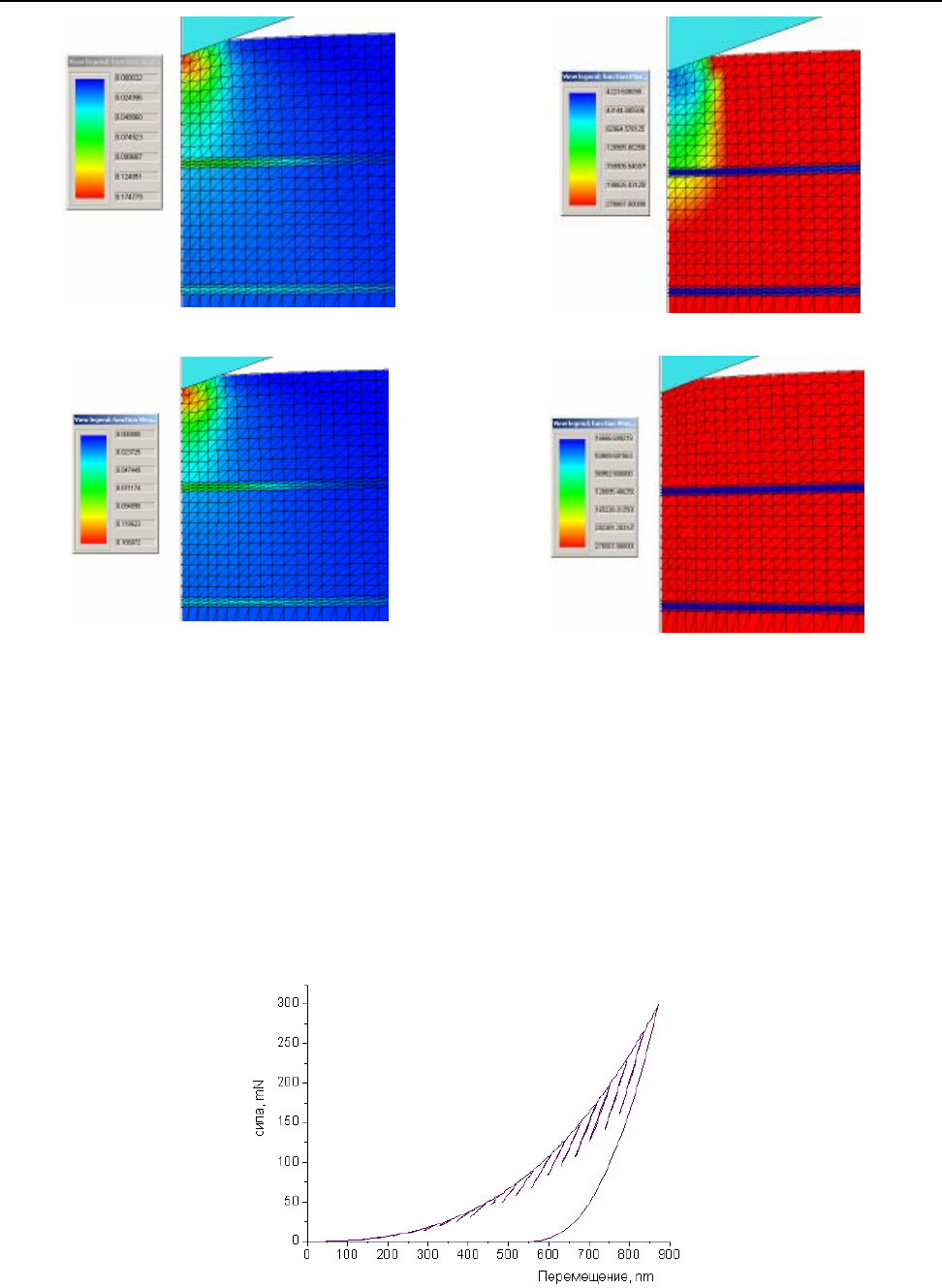
личину 8.9 нм. На рис. 1, а и рис. 1, в показано распределение интенсивности деформаций, из
которого можно сделать вывод о существенной концентрации деформации в тонких слоях
заготовки. На первом этапе нагружения деформация не проникает дальше первых 4 слоев.
Распределение
E
′
качественно отличается для активного упруго-пластического нагружения
(рис. 1, б) и разгрузки (рис. 1, г), когда деформация упругая и распределение
E
′
соответству-
ет начальным значениям модуля Юнга материалов слоев.
Обработка материалов давлением №1 (19), 2008
3
6
а) б)
в)
г)
Рис. 1. Распределение интенсивности деформации (а, в) и модуля пластичности (б, г)
для первой стадии нагружения при глубине внедрения индентора 98 нм (а, б) и последующей
стадии разгрузки на величину хода индентора 8.9 нм (в, г).
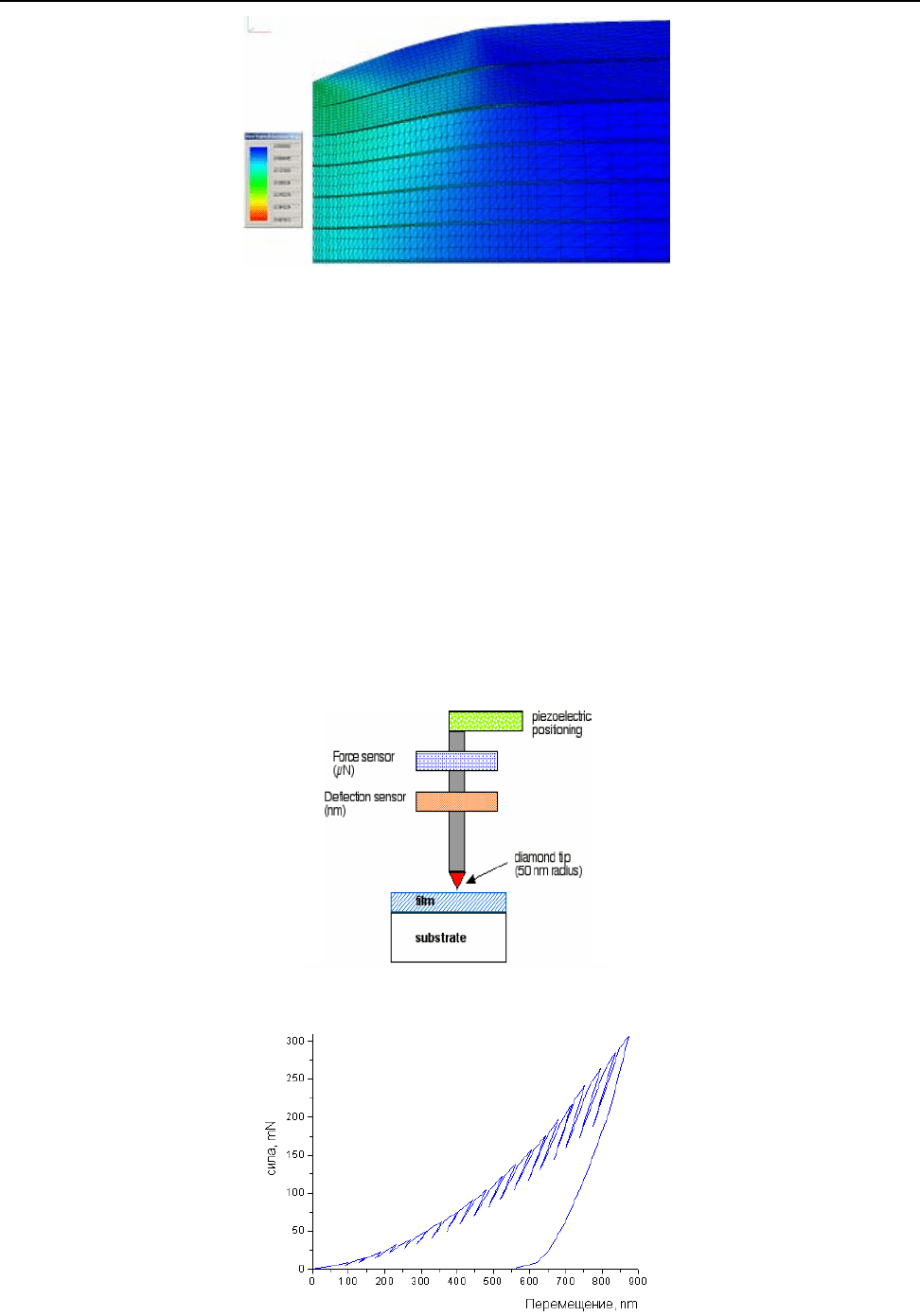
Основным результатом расчета, однако, является сила воздействия на индентор, гра-
фик изменения которой показан на
рис. 2 для полного 20-циклового испытания на нанотвер-
дость. Последняя разгрузка на рис. 2 происходит полностью до полного отрыва индентора от
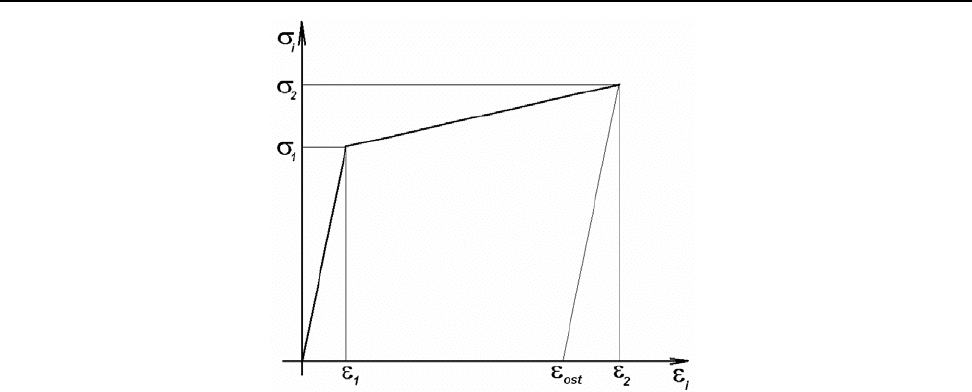
материала (кривая силы опускается до нулевого уровня). На рис. 3 показано распределение
интенсивности остаточных деформаций и форма углубления после полного снятия нагрузки.
Рис. 2. Результаты расчета силы внедрения индентора для 20-циклового испытания
на нанотвердость.
Обработка материалов давлением №1 (19), 2008
3
7
Рис. 3. Распределение остаточных деформаций после выполнения теста.
Экспериментальные исследования теста на нанотвердость выполнены авторами ра-
боты [1] и предоставлены авторам данной статьи для проверки результатов работы модели.
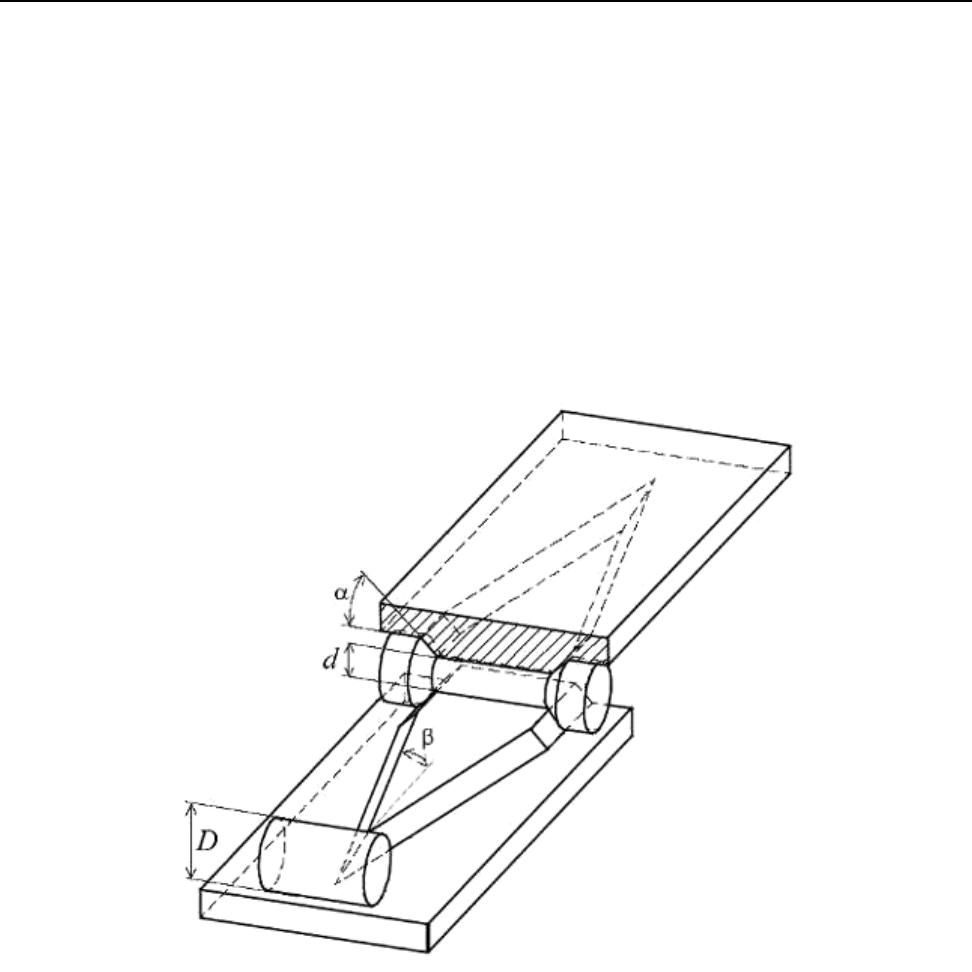
Схема испытаний на нанотвердость показана на рис. 4. Основу метода испытаний состав-
ляет прецизионное периодическое вдавливание алмазного индентора с половинным углом
конусности 70,3 градуса в образец
с фиксацией силы вдавливания. Многократная циклич-
ность испытания позволяет получить достаточно большой объем информации для инверс-
ного анализа.
Результаты измерения силы показаны на рис. 5. Сравнение с данными на рис. 2 по-
зволяет сделать вывод о качественном совпадении результатов расчета и эксперимента. Ин-
версный анализ механических свойств слоев дал следующие результаты (в соответствии
с рис. 6):
- для материала TiAlN (400 нм):
σ
1
=
7636 MPa,
ε
1
=
0.024,
σ
2
=
10350 MPa,
ε
2
= 1;
- для материала TiN (40 нм):
σ
1
=
460 MPa,
ε
1
= 0.024,
σ
2
=
690 MPa,
ε
2
= 0.5.
Рис. 4. Схема экспериментального исследования нанотвердости [1].
Рис. 5. Результаты экспериментального исследования силы внедрения индентора для
20-циклового испытания на нанотвердость.
Обработка материалов давлением №1 (19), 2008
38
Рис. 6. Схема кривой упрочнения, использованной при инверсном анализе свойств
нанослоев.
Выводы
Способ получения многослойных наноматериалов на основе TiAlN и TiN не позволя-
ет получать их в количествах, достаточных для проведения макроиспытаний. В работе пред-
ложено определять свойства этих материалов на основе инверсного анализа, основанного на
математической модели этого теста.
Разработанная математическая модель
позволила учесть процесс многократной на-
грузки и разгрузки материала и, в сочетании с экспериментальными исследованиями, опре-
делить параметры кривой упрочнения каждого компонента многослойного материала.
ЛИТЕРАТУРА
1. Beake B.D., Smith J.F., Gray A., Fox-Rabinovich G.S., Veldhuis S.C., Endrino J.L. Investigating the
correlation between nano-impact fracture resistance and hardness/modulus ratio from nanoindentation at 25-500
0
C and
the fracture resistance and lifetime of cutting tools with Ti1-xAlxN (x=0.5 and 0.67) PVD coatings in milling
operations // Surface and Coatings. – 2007. – № 201. – S. 4585-4593.
2. Beake B.D., Ranganathan N. An investigation of the nanoindentation and nano/micro - tribological behavior
of monolayer, bilayer and trilayer coatings on cemented carbide, Mat. Sci. Eng. – 2006. – A 23. – S. 46-51.
3. Gong J., Miao H., Peng Z. On the contact area for nanoindentation tests with Berkovich indenter: case
study on soda-lime glass // Materials Letters. – 2004. – № 58. – S. 1349-1353.
4. Attaf M.; Tip bluntness determination using the energy principle and consequent correction to the
indentation function // Materials Letters. – 2004. – 58. – S. 1100-1106.
5. Kopernik M., Szeliga D.; Modelling of nanomaterials - sensitivity analysis to determine the nanoindentation
test parameters // Computer Methods in Materials Science. – 2007. – № 7. – S. 255-261.
6. Кузьменко В.И. Контактные задачи теории пластичности с учетом трения на контактной поверх-
ности // Трение и износ. – 1987. – Т. 8, №1. – С. 45-52.
7. Ильюшин А.А. Пластичность. – М.: Гостехтеориздат, 1948. – 376 c.
8. Kopernik M., Milenin A. Analiza próby nanotwardości dla powłok wielowarstwowych za pomocą modelu
matematycznego // Mat. 15 Konf. Informatyka w Technologii Metali, Korbielow. – 2008. – S. 65-72.
Миленин А. (Milenin A.) – д-р техн. наук, проф. КГМА;
Коперник М. (Kopernik M.) – аспирант КГМА;
Питерчук М. (Pietrzyk M.) – д-р техн. наук, проф. КГМА.
КГМА – Краковская горно-металлургическая академия, г. Краков, Польша.
milenin@agh.edu.pl
Обработка материалов давлением №1 (19), 2008
39
УДК 621.73.01
Сухоруков С. И.
ОЦЕНКА ИСПОЛЬЗОВАННОГО РЕСУРСА ПЛАСТИЧНОСТИ
ПРИ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКЕ
Поперечно-клиновая прокатка (ПКП) – высокопродуктивная технология обработки
металлов давлением с коэффициентом использования метала 0,8–0,98 (рис. 1). Основными
преимуществами данного процесса являются:
- уменьшение затрат металла на 10-30%;
- увеличение продуктивности труда в 3-7 раз;
- повышение точности заготовок, а следовательно, уменьшение трудоемкости меха-
нической обработки.
Рис. 1. Схема плоского клинового инструмента ПКП и его конструктивно-
технологические параметры:
α
– угол наклона боковой грани;
β
– угол заострения;
D – диаметр заготовки; d – диаметр прокатанной ступени заготовки.
При исследовании процесса ПКП достаточно сложными являются оценка НДС в заго-
товке и определение параметров трения между инструментом и заготовкой.
Трудности возникают из-за самой схемы поперечно-клиновой прокатки, в которой,
совмещены объемная пластическая деформация и неустановившееся течение металла.
На данный момент
не существует физической модели процесса, которая может описать при-
чины возникновения основных дефектов, возникающих в заготовке, полученной при ПКП:
1) появление трещины или полости на оси заготовки (эффект Манесманна); 2) внешние де-
фекты (спиральные канавки, зажимы); 3) незахват инструментом заготовки, что приводит к
невозможности её вращательного движения и сильному искажению геометрии полученного
изделия
. Из этого можно сделать вывод, что необходимость изучения процесса ПКП и ис-
следование причин появления брака является актуальной задачей.

Обработка материалов давлением №1 (19), 2008
40
Разделяют два вида внутренних дефектов: трещины и пустоты на оси заготовки и
кольцевые трещины [1, 2]. Смирнов В. С. [3] изучил процесс образования трещины и сделал
вывод, что они возникают из-за совмещения сдвиговых и растягивающих напряжений в заго-
товке. Целиков А. И. [4] утверждал, что внутренние дефекты образуются вследствие накоп-
ления повреждений обусловленных ростом
растягивающего напряжения в процессе формо-
образования заготовки. Danno А. и Awano Т. [5] обнаружили, что размер пустоты на оси уве-
личился с увеличением количества оборотов заготовки. Авторы показали, что рост трещин
был вызван растягивающими напряжениями и деформацией сдвига, вызванной циклической
нагрузкой в центральной области заготовки.
Целиков А. И. предложил приблизительный метод для определения
максимального
растягивающего напряжения на оси заготовки, заменив объемную задачу плоской, т.е. рас-
сматривал обжим цилиндра плоскими плитами. В работе [6] для определения напряжений
использовался метод линий скольжения. Изучением внедрения клина методом линий сколь-
жения занимался Потапкин В. Ф. [7]. Автором так же рассматривалось влияние геометрии
клина инструмента при ПКП на деформируемость заготовок
при помощи линий скольжения
[8]. Higashino Т. и др. [9], которые установили, что распределение напряжений в поперечном
сечении заготовки, которая подвергается ограниченному ротационному обжатию, приводило
к неравномерному распределению твердости от поверхности к центру. Более высокие на-
пряжения приводили к более высокой твердости. Данное утверждение справедливо и для ра-
диального сечения заготовки [10].
Кожевникова Г
. В. [11] методом верхней оценки определила оптимальную геометрию
сечения прокатываемых деталей при поперечной прокатке, обеспечивающую минимальную
энергию формообразования. Установлено влияние деформационного упрочнения металла на
геометрические параметры заготовки.
Выполненные ранее исследования основаны на двухмерной постановке задачи по оп-
ределению НДС на оси заготовки при ПКП. Они не учитывали влияние перемещения метал-
ла
в процессе формообразования в осевом направлении.
Целиков А. И. и др. [12] на основе экспериментальных исследований показали, что
скручивание заготовки в процессе пластической деформации при поперечно-клиновой про-
катке возникает из-за изменения величины площади контакта инструмента и заготовки.
На самой площади контакта существуют области отставания и области опережения, т.е. ско
-
рость движения инструмента не совпадает со скоростью движения частиц материала заго-
товки в зоне контакта.
Принимая во внимание выше перечисленное, можно сделать вывод, что основными
причинами появления брака в заготовках при ПКП являются:
- циклическая нагрузка и соответственно циклические напряжения, возникающие на
оси заготовки, которые приводят к проявлению эффекта Манесманна;
-
скручивание заготовки из-за большой разницы между скоростью инструмента и ско-
ростью частиц материала заготовки в зоне контакта;
- накопление микротрещин из-за циклического нагружения.
Несмотря на то, что эффект Манесманна был известен уже в течение ста лет, на дан-
ный момент не существует теории, которая полностью описывала бы принципы формообра-
зования при ПКП.
Целью работы является оценка использованного ресурса пластичности в опасной зоне
при ПКП в зависимости от угла наклона боковой грани клина α и угола заострения
β.
С развитием методов компьютерного моделирования стало возможным исследование
напряженно-деформированного состояния на оси заготовки численными методами.
В роботах [13, 14] решена задача определения энергосиловых параметров и НДС ме-
тодом конечных элементов. Наиболее распространенной программой для решения динами-
ческих задач методом МКЭ является программный пакет ANSYS/LS-DYNA.