Обработка материалов давлением. Сборник научных трудов. №19
Подождите немного. Документ загружается.


Обработка материалов давлением №1 (19), 2008 201
УДК 621.771.29.6
Алиев И. С.
Матвийчук В. А.
РАЗВИТИЕ ЛОКАЛЬНЫХ МЕТОДОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Локальные методы обработки металлов давлением обладают рядом технологических
преимуществ. Локализация очага деформации позволяет изготавливать необходимые, в т.ч.
крупногабаритные изделия, при относительно небольших усилиях деформирования и
использовании оборудования малой мощности. Ограниченная площадь приложения усилий
обусловливает гидростатический подпор пластической зоны преимущественно за счёт
прилежащих слоёв деформируемого материала. При этом наблюдается относительно
не
высокий уровень контактных напряжений, что весьма благоприятно влияет на стойкость и
долговечность технологической оснастки. Эта же особенность локальных методов позволяет
формировать развитые тонкостенные элементы изделий сложной формы [1-3].
Несомненным преимуществом локальных методов является также то, что
целенаправленное приложение сосредоточенных сил обеспечивает уникальные возможности
процесса деформирования, такие как вскрытие внутренней полости трубы
при поперечно-
винтовой прокатке; формирование остаточных напряжений сжатия вблизи поверхности
изделий при поверхностном деформировании и пр.
За последнее время значительное развитие получил такой локальный метод обработки
металлов давлением, как штамповка обкаткой, которая включает процессы торцевой
раскатки и сферодвижной штамповки. Реализованная в процессах штамповки обкаткой
локальная ротационная схема обработки позволяет изготавливать
при закрытой раскатке (в
матрицах-калибрах) изделия сложного профиля с высокой точностью и чистотой
поверхности при высокой производительности [3].
К ограничивающим технологические возможности процессов штамповки обкаткой
факторам относятся, прежде всего, разрушение деформируемого материала, потеря
устойчивости заготовки и возникновение неблагоприятных контактных напряжений,
снижающих стойкость оснастки и точность изделий [4, 5]. Кроме того, значительный интерес
представляет
решение проблемы обеспечения заданных служебных характеристик изделий.
Целью данной работы является анализ факторов, ограничивающих технологические
возможности, а также разработка путей развития и совершенствования локальных
ротационных процессов штамповки обкаткой (ШО).
Технологические возможности процесса в значительной мере обусловлены
реализуемой схемой раскатки. Рассмотрим пути расширения технологических возможностей
процессов ШО связанные с использованием ряда
технологических схем.
1. Процессы высадки и отбортовки раскаткой буртов на трубчатых заготовках
Технологические возможности процесса раскатки трубчатых заготовок
ограничиваются, главным образом, потерей устойчивости выставленной под высадку части
заготовки в виде её искривления с последующим складкообразованием, а в ряде случаев и
разрушением.
Для оказания определяющего воздействия на деформируемость и стойкость
заготовки, при разработке технологических процессов ШО, особенно важным является
умение управлять направлением течения материала
с помощью создания направленного
вектора силы трения на контакте валка с заготовкой. Экспериментальные исследования
кинематики движения частиц заготовки на контакте с валком показали, что направление
течения металла приконтактной зоны зависит от ряда параметров. Основными из них, при
раскатке коническим валком, являются угол наклона
α
оси валка по отношению к оси
заготовки, а также величина и направление смещения вершины валка
δ
по отношению к
центру вращения заготовки (рис. 1).
С увеличением угла
α
и величины смещения
δ
усиливается центробежное течение металла.
Обработка материалов давлением №1 (19), 2008 202
Следует отметить, что у процесса торцевой раскатки имеется значительно большие
возможности для управления направлением течения металла при помощи параметров
α
и
δ
.
Для торцевой раскатки коническим валком характерен широкий диапазон изменений
параметров
α
и
δ
. В металлообработке преимущественное распространение получили
процессы раскатки с углом наклона валка
α
=10
0
. Уменьшение угла
α
приводит к
увеличению пятна контакта и, соответственно, силы деформирования. При увеличении угла
α
возрастают радиальные нагрузки на инструментальный блок, что требует увеличения
жёсткости оборудования и надежности оснастки.
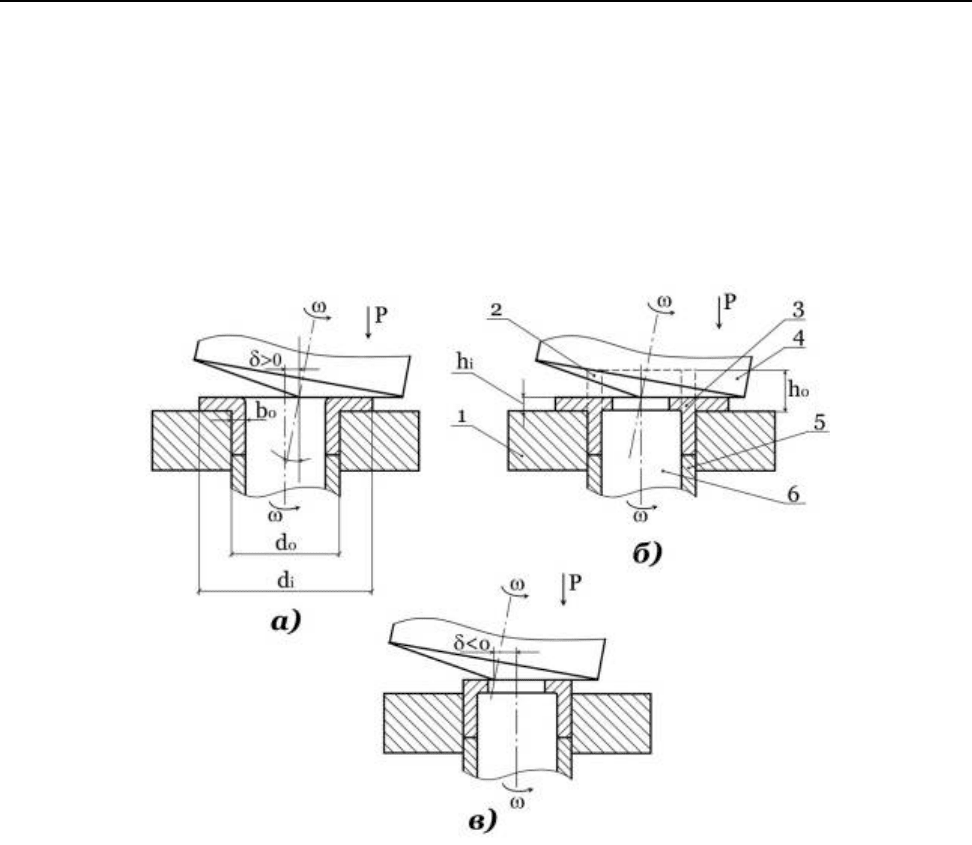
Рис. 1. Влияние положения раскатного валка на характер формообразования при
высадке раскаткой:
1 – матрица; 2 – заготовка; 3 – изделие; 4 – валок; 5 – выталкиватель; 6 – оправка.
Экспериментально установленное условие устойчивости процесса высадки бурта
раскаткой имеет вид
5,1/
00
≤bh
, где
0
h
– высота выставленной под раскатку части исходной
заготовки,
0
b
– толщина её стенки (рис.1). В случае
5,2/5,1
00
≤
<
bh
имеет место «условная»
устойчивость процесса высадки. При этом не исключается возможность получить
качественные изделия, однако высадку раскаткой необходимо производить с
положительным смещением валка (
0>
δ
), контролируя и предотвращая опасность
образования складки. Если
5,2/
00
>bh
, то процесс высадки раскаткой невозможен из-за
неустранимой потери заготовкой устойчивости.
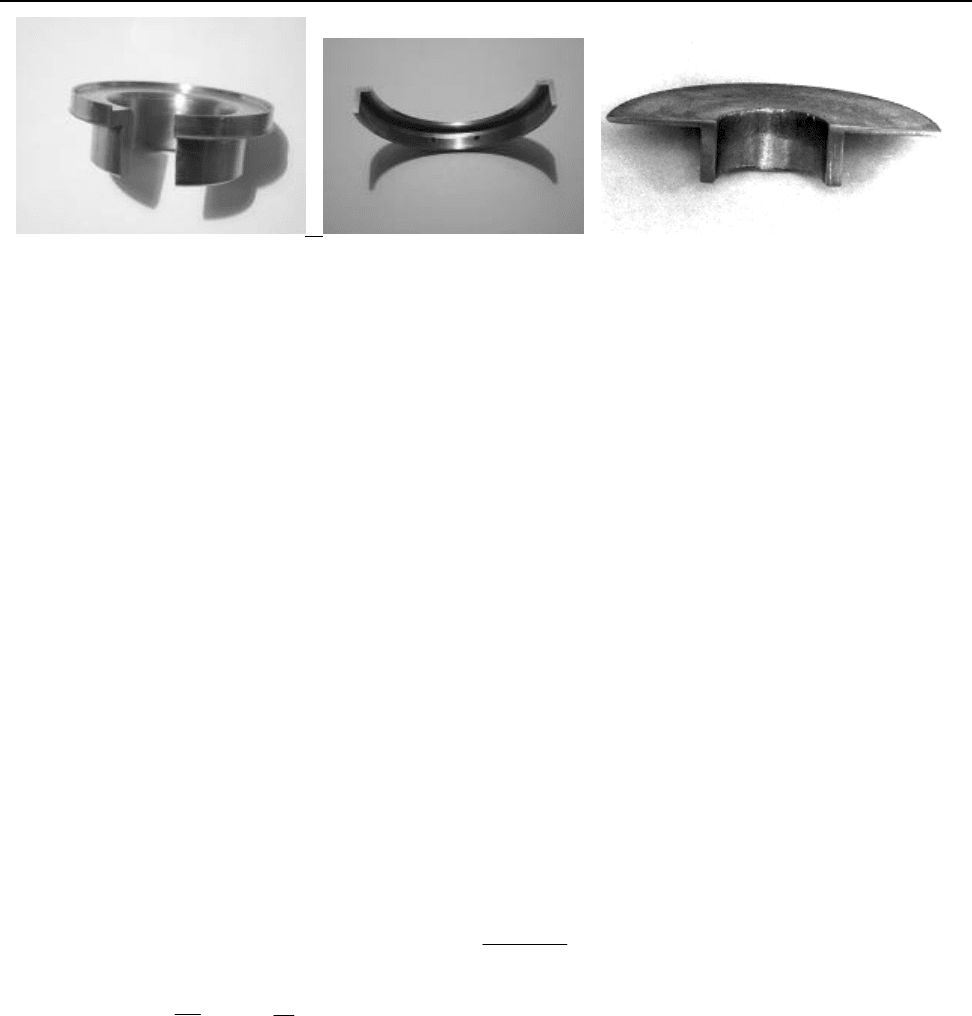
Высадкой раскаткой могут быть получены полые детали с наружными и внутренними
буртами (рис. 2). Наружный бурт получен высадкой для заготовки со значением параметра
0,2/
00
>bh
при положительном смещении валка, а внутренний бурт сформирован высадкой
с отрицательным смещением валка.
При значениях параметра
5,2/
00
>bh
процесс высадки раскаткой становится
невозможным из-за потери устойчивости заготовки и последующего образования складки.
Обработка материалов давлением №1 (19), 2008 203
а) б)
Рис. 2. Заготовки с наружным и внутренним буртом (а) и отбортовкой (б), полученные
высадкой раскаткой с целенаправленным смещением вершины валка.
Однако эффект влияния смещения валка на направление течения материала заготовки
в зоне контакта позволяет при смещениях
0>
δ
получать качественные изделия путём
отбортовки стенки трубчатой заготовки. Проведенная оценка деформируемости металлов [6]
позволила определить технологические возможности процесса и пригодность материалов
подвергаться отбортовке. Производство изделий из сталей 10, 20, 12Х18Н10Т и меди М0б
показало, что отбортовка раскаткой позволяет в холодном состоянии получать качественные
развитые бурты с толщиной, значительно меньше, чем
толщина стенки исходной заготовки
(см. рис. 2, б).
Направленное смещение валка по отношению к заготовке ранее не практиковалось,
т.е. значение параметра было
δ
было равно нулю. Предложенное в ходе исследований
целенаправленное смещение
δ
валка позволило реализовать новые способы раскатки и
формировать качественные изделия сложной формы [7]. Вместе с тем, природа и
количественные закономерности влияния параметров
α
и
δ
на характер течения слоёв
материала заготовки в зоне контакта с валком оставались невыясненными.
В процессе ШО течению металла в радиальном направлении способствует действие
радиальной составляющей силы трения, обусловленной разной направленностью векторов
скоростей валка и заготовки в зоне контакта. С использованием аппарата аналитической
геометрии была получена аналитическая зависимость угла
ϕ
между векторами скорости
точек контактной поверхности заготовки и валка от параметров процесса раскатки [8]:
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
⋅+
−
=
21
12
1 kk
kk
arctg
ϕ
, (1)
где
0
0
1
y
x
k −=
,
l
m
k =
2
– угловые коэффициенты проекций прямых, на которых лежат
векторы скорости точки заготовки и валка, на образованную раскаткой плоскость.
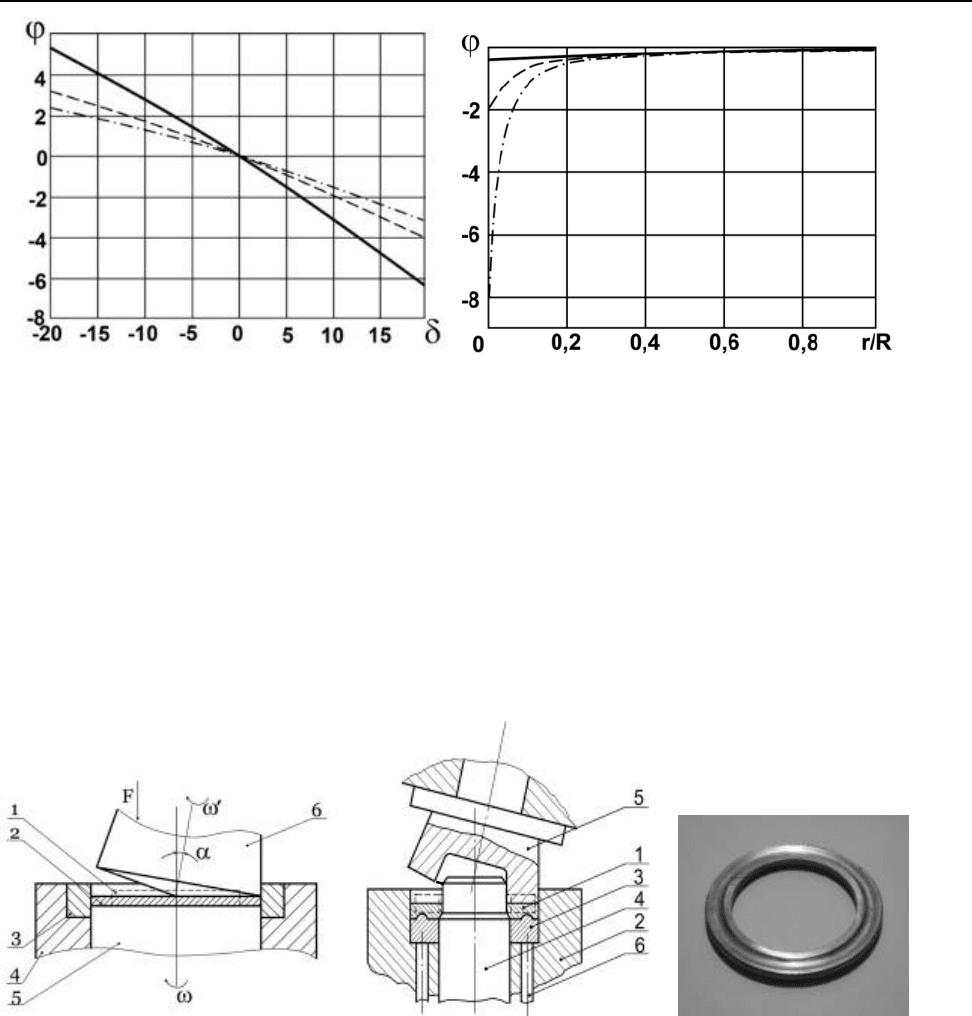
На рис. 3 графически представлена зависимость (1) угла
ϕ
между проекциями на
раскатанную плоскость прямых, на которых лежат векторы скоростей точек контактных
поверхностей валка и заготовки, от направления и величины смещения валка
δ
при разных
углах наклона валка
α
. Анализ полученных зависимостей показывает, что при
положительном смещении вершины валка материал течёт от центра заготовки
)0( <
ϕ
, а при
отрицательном – к центру
)0( >
ϕ
. Интенсивность течения не симметрична относительно
нулевого смещения, т.е. материал более интенсивно течёт в направлении от центра
заготовки.
При увеличении угла
α
интенсивность центробежного течения увеличивается.
Максимальная интенсивность течения наблюдается на расстоянии
r<0,2R от центра
заготовки (где R – радиус заготовки). При одинаковых параметрах процесса раскатки
интенсивность течения материала заготовки усиливается с увеличением коэффициента
трения на контакте валка с заготовкой.
Обработка материалов давлением №1 (19), 2008 204
а) б)
Рис. 3. Зависимость угла
ϕ
от направления и величины смещения валка
δ
(а) и от
радиуса заготовки (б) при разных углах наклона валка:
сплошная линия –
0
2=
α
, штриховая линия –
0
10=
α
, штрихпунктирная линия –
0
20=
α
.
2. Процессы переформовки заготовок раскаткой
Круглые плоские и кольцевые заготовки являются весьма распространёнными в
заготовительном производстве. Традиционно такие заготовки получают вырубкой или
вырезкой из листа. При этом имеют место значительные отходы в виде перемычек. Не всегда
удовлетворяет также качество заготовок из-за исходной анизотропии и разнотолщинности
листа.
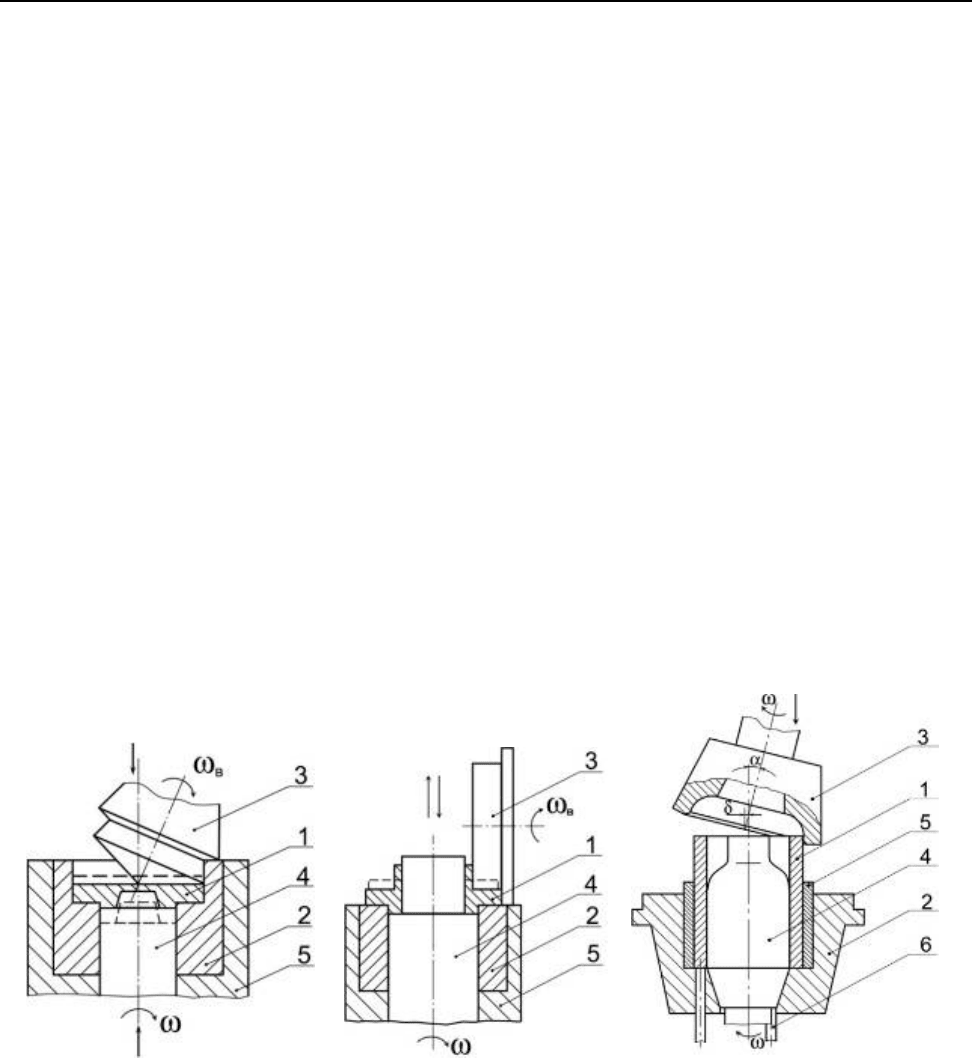
Рис. 4. Схема переформовки
заготовок раскаткой:
1 – заготовка, 2 – изделие,
3 – матрица, 4 – шпиндель,
5 - выталкиватель, 6 – валок.
Рис. 5. Схема переформовки-калибровки
заготовок кольца упорного подшипника:
1 – заготовка, 2 – обойма, 3 – матрица,
4 – оправка, 5 – валок, 6 – выталкиватель.
ШО позволяет получать заготовки необходимой формы путём их переформовки из
исходных квадратных, круглых или кольцевых заготовок. На рис. 4 представлена схема
переформовки
квадратных заготовок в круглые, а также изделия, переформованные по схеме
круг-круг. В случае переформовки заготовок раскаткой управлять интенсивностью и
направлением течения металла путём смещения валка невозможно, поскольку вершина валка
совпадает, как правило, с центром заготовки. В случае
δ
= 0 преимущественным является
центробежное течение металла. При этом максимальная интенсивность течения наблюдается
на расстоянии
r < 0,2R.
Обработка материалов давлением №1 (19), 2008 205
В результате исследований процесса переформовки заготовок раскаткой было
установлено, что для переформовки целесообразно использовать исходные заготовки с
отношением высоты к диагонали квадрата в диапазонах
25,0/02,0 ≤≤ dh
. При
использовании более тонких заготовок возможна потеря устойчивости в виде волнистости с
последующим гофрированием. Для заготовок с относительно большой толщиной сложно
получить равномерную деформацию и геометрические параметры по толщине изделия.
Что касается служебных характеристик изделий, то использование под вытяжку
корпусов конденсаторов переформованных танталовых заготовок позволило увеличить
электролитическую стойкость конденсаторов в 2-3
раза [2].
Значительный интерес представляет также процесс переформовки кольцевых
заготовок с формированием изделий сложного профиля. На рис. 5 представлена схема
переформовки-калибровки холодной раскаткой и вид полученной заготовки кольца упорного
подшипника. Заготовкой в данном случае служит кольцо, полученное вырубкой из листа или
отрезанное от трубы. Материал – подшипниковая сталь. Применение конического валка с
углом
o
10<
α
позволяет уменьшить центробежное течение металла и интенсивность
образования наружного облоя. В процессе раскатки формируются дорожка тел качения,
торцевые поверхности с фасками, внешний и внутренний диаметры по 8-9 квалитету
точности. Достижимая шероховатость поверхности дорожки качения Ra = 0,2-0,4 мкм,
остальных поверхностей Ra = 0,8-2,5 мкм. Время раскатки кольца составляет 4-5 сек.
Процесс обкатки позволяет формировать кольцевые сложнопрофильные изделия
также
из сплошных заготовок. На рис. 6, а представлен процесс изготовления фланца путём
горячей переформовки раскаткой квадратных заготовок.
а б в
Рис. 6. Схемы образования фланцев трубопроводов (а, б) и горловины трубчатой
заготовки (в) путём переформовки заготовок раскаткой:
1 – заготовка, 2 – матрица, 3 – валок, 4 – оправка, 5 – втулка, 6 – выталкиватель.
В соответствии с представленным на рис. 6, а, б способом ШО, из листа или поковки
безотходным методом отделяются заготовки, которые переформовывают в кольцевые.
Использование валков с
углом
o
10>
α
позволяет формировать полость в центральной части
заготовки. На заключительной стадии цилиндрическим валком осуществляют формовку
фланца с формированием обратным выдавливанием раскаткой воротника высотой 50-80 мм.
Для усиления интенсивности формирования воротника очаг деформации располагают до оси
заготовки, по отношению к направлению её вращения в плоскости контакта с валком, путём
соответствующего смещения валка.

Обработка материалов давлением №1 (19), 2008 206
3. Процессы формирования горловин и днищ путём раздачи и обжима трубчатых
заготовок обкаткой
Выполнение операции раздачи труб с целью получения переходов осуществляется
торцевой раскаткой с использованием конического валка с фигурным профилем. Это
позволяет увеличить угол раздачи без выворота на 10-15
0
, по сравнению со штамповкой, а
также значительно увеличить размер раздаваемого участка и варьировать его конфигурацию.
Эффективными являются также процессы обжима трубчатых заготовок методом ШО.
На рис. 6, в показана схема образования горловины заготовки торцевой обкаткой.
Расположение оси валка под углом
o
10≥
α
к оси заготовки и смещение
δ
вершины
валка по отношению к оси заготовки в направлении противоположном очагу деформации,
даёт возможность управлять направлением и интенсивностью течения металла. При этом
осевая подача валка обеспечивает высокую жёсткость обкатного блока и позволяет
обеспечивать калибровку заготовки на оправке.
Выводы
Процессы штамповки обкаткой, относящиеся к высокопроизводительным локальным
ротационным методам, обладают широкими технологическими
возможностями по
производству качественных сложнопрофильных заготовок. Расширение технологических
возможностей процессов обкатки возможно путём разработки новых схем деформирования с
использованием эффекта воздействия активных сил трения на направление и интенсивность
течения материала заготовки. Изменяя угол наклона валка, величину и направление
смещения его вершины по отношению к оси заготовки, можно повысить деформируемость
металлов, качество
и предельные размеры элементов изделия.
ЛИТЕРАТУРА
1. Aliev I.S. The Estimation of parameters influence of surface plastic deformation on a condition of
workpieces / I.S. Aliev, V.A. Matviychuk // Nowe technologie i osiagniecia w metalurgii i inzynierii materialowej. –
Czestochowa: Politechnika Czestochowska, 2007. - C. 17-22
2. Алиев И.С. Формирование фланцев и профильных изделий с использованием полых и сплошных
заготовок / И.С. Алиев, В.А. Матвийчук // Состояние, проблемы и перспективы развития кузнечно-
штамповочного производства, машиностроения и обработки металлов давлением: Сборник Материалов VIII
Конгресса «Кузнец-2008». – Рязань: 2008. - С. 292-301.
3. Matviychuk V.A. Development of technological process of flanges upsetting on tubular billets by face rolling
/ V.A. Matviychuk, L.I. Aliyeva // Produkcya i Zarzadzanie w Hutnictwie. XIV Miedzymarodowa Konferencya Naukowo-
Techniczna, (28.06 - 01.07.2006). Politechnika Czestochowska. – 2006. - S. 132-136.
4. Экономические
методы формообразования деталей / Под ред. К.Н.Богоявленского, В.В.Риса. –Л.:
Ленинград, 1984. – 144 с.
5. Кривда Л.Д. Безтрансмісійний осцилятор преса для штампування обкочуванням / Л.Д. Кривда,
С. Гожій // Технологические системы. – 2003. – №2 – С. 84-89.
6. Огородников В.А. Оценка деформируемости металлов при обработке давлением. – Киев: Вища
школа, 1983. – 175 с.
7. Способ
изготовления плоских круглых изделий А.с. 1493359, МКИ В 21D 37/12. СССР / Матвийчук
В.А., Нахайчук В.Г., Корнет И.Ф., № 4276266/31-27; Заявлено 06.07.87; Опубл. 15.07.89. Бюл. №26.
8. Краєвський В.О. Вплив технологічних параметрів на кінематику холодного торцевого
розкочування / В.О. Краєвський, В.А. Матвійчук, В.М. Михалевич // Удосконалення процесів та обладнання
обробки тиском
в машинобудуванні і металургії: Зб. наук. пр.- Краматорськ - Слов'янськ, 2003. – С. 286-291.
Алиев И. С. –д-р техн. наук, профессор, зав. каф. ОМД ДГМА;
Матвийчук В. А. – докторант ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
omd@dgma.donetsk.ua
Обработка материалов давлением №1 (19), 2008 207
УДК 621.774.7
Роганов Л. Л.
Середа В. Г.
Пыц Я. Е.
Чудненко О. О.
ИСПОЛЬЗОВАНИЕ ЭФФЕКТА НАГРЕВА ТРЕНИЕМ ПРИ ОБКАТКЕ
ТРУБЧАТЫХ ЗАГОТОВОК НА РОТОРНОЙ МАШИНЕ
Основным направлением развития современной технологии обработки материалов
является повышение производительности, качества и эффективности труда, снижение
расхода материалов и энергии, повышение качества выпускаемых деталей, снижение их
себестоимости. Решение этих проблем невозможно без применения прогрессивных способов
обработки материалов давлением. Одним из них является способ обкатки полых изделий из
трубчатых заготовок инструментом трения.
Он эффективен при производстве деталей и
полуфабрикатов в машиностроении типа полых корпусов фильтров и гидроцилиндров,
переходов, баллонов, роликов, ленточных конвейеров и других полых осесимметричных
деталей. Этот способ отличается простотой реализации и легко поддается механизации и
автоматизации. При изготовлении заготовок газовых баллонов он обеспечивает снижение
их металлоемкости и трудоемкости обработки [1].
Превращение части механической энергии в тепловую всегда сопутствует процессу
трения. В подавляющем большинстве случаев выделение тепла при трении рассматривается
как явление безусловно вредное, и в технике с ним ведется борьба. Можно назвать лишь
малое число примеров полезного, использования, одним из таких примеров является
использование теплоты трения для нагрева заготовок.
Целью работы является применение эффекта нагрева трением при обкатке трубчатых
заготовок на роторной машине, то есть замена нагревательного устройства, а также
совмещение процесса нагрева с процессом формовки днища детали баллона.
Характер нагрева заготовки за счет сил трения при обкатке аналогичен нагреву
заготовки при сварке трением. Методика нагрева при сварке трением изложена в
специальной литературе [2, 3, 4]. Эту методику можно применить для расчетов нагрева
трением при обкатке трубчатых заготовок на роторной машине. Трение превращается в
тепло которое можно использовать при нагреве заготовки, особенно тонкостенной. Такой
заготовкой является тонкостенная труба с толщиной стенки δ = 1 мм и диаметром 42 мм
(
00
S/D 0.04≤ ) [5].
Роторные машины выполняют технологические функции в процессе непрерывного
движения предметов обработки (заготовок) в технологическом пространстве. Машина
представляет собой барабан, по окружности которого равномерно расположены устройства
(шпиндели), позволяющие удерживать и транспортировать заготовку в пространстве. При
этом заготовка обрабатывается и в конце цикла обработки получается готовая деталь [5].
Технологическое пространство разбито на зоны
, в каждой зоне осуществляется
определенная операция обработки.
Структурные схемы технологических пространств представлены на рис. 1.
Использование тепла, получаемого за счет сил трения, позволит повысить КПД
процесса, поскольку исключаются потери тепла при загрузке нагреваемой заготовки и
подводе ее к деформирующему инструменту; упростить конструкцию машины, поскольку
исключается генератор ТВЧ, инструмент трения совмещается с
узлом трения.
При обкатке на поверхности в месте контакта инструмента возникает трение, что
приводит к повышению температуры.
Обработка материалов давлением №1 (19), 2008 208
ω
ω
ω
ω
ω
θ
ω
ρ
ρc
обр
а) б)
Рис. 1. Структурные схемы технологического пространства:
а – известная схема, I – зона загрузки заготовки, контроль положения и зажим;
II - зона нагрева заготовки; III – зона обкатки, инструмент неподвижен; IV – зона выгрузки
готового изделия из рабочего ротора; V – резервная зона, предназначенная, в случае
необходимости для корректировки размеров зон технологического пространства.
б – предлагаемая схема, I – зона загрузки заготовки,
контроль положения и зажим; II –
зона нагрева заготовки и черновой обкатки; II
/
– зона нагрева заготовки и
чистовой(окончательной) обкатки; III – зона выгрузки готового изделия из рабочего ротора;
IV – резервная зона, предназначенная, в случае необходимости для корректировки размеров
зон технологического пространства.
Касательные напряжения на поверхность контакта заготовки с инструментом (рис. 2)
определяются из зависимости:
тр
p
τ
=
μ
,
где
μ – коэффициент трения; р – удельное усилие деформирования, Н.
Рис. 2. Схема действия сил в очаге деформации.
Обработка материалов давлением №1 (19), 2008 209
Удельные усилия деформирования при обкатке днищ и корпусов определяются
эмпирической зависимостью[1]:
1.5
ср
0
s
00
b
S
р 12,9
RR
−
⎛⎞
⎛⎞
=⋅σ⋅μ⋅ ⋅
⎜⎟
⎜⎟
⎝⎠
⎝⎠
,
где
s
σ
– сопротивление деформации при заданных температурно-скоростных
условиях, МПа; S
0
– толщина стенки заготовки, мм; R
0
– радиус заготовки, мм; b
ср
– средняя
ширина контакта заготовки с инструментом, мм.
Средняя ширина контакта определяется зависимостью:
ср
k
F
b
l
=
,
где F – площадь контакта заготовки с инструментом, мм
2
; l
k
– длина поверхности
контакта, мм.
Исходя из геометрических соотношений очага деформации, получена зависимость:
()
() ( )
2lR
bRlRsinR1cos
0
cos
⋅−⋅ϕ⋅Δϕ
⎡
⎤
=⋅−−⋅ϕ⋅ϕ−⋅−ϕ
⎣
⎦
ϕ
,
где R – радиус заготовки, мм;
ϕ
– угол профиля инструмента, град.
Тогда величина площади контакта определяется из зависимости:
()
()
()
()
()
2
RR1cos
0
F
4sin sin2
RR1cos
b
2lR sin
0
T
arccos 1 l R
k
RR1cos 2 2sin
0
⎡⎤
−⋅− ϕ
Δϕ
⎣⎦
=⋅×
⋅ϕ ϕ
⎡⎤
−⋅− ϕ
⎡
⎤
⋅−⋅ϕ⋅ ϕ
×− −⋅ −−⋅ϕ
⎢⎥
⎢
⎥
−⋅− ϕ ⋅ ϕ
⎢⎥
⎣
⎦
⎣⎦
Ширина контактной поверхности на торце заготовки b
T
определяется по зависимости
при
k
ll = , где
k
l – длина образующей днища, мм.
Касательная сила Т
тр
определяется как:
тр тр тр
TF
=
τ .
Работа сил трения определяется как:
тр тр
АТS
=
,
где S – путь трения, мм.
Суммарный путь трения определяется как:
ср шп
S2Rn
∑
=
π ,
где
ср
R – радиус трения заготовки, мм;
шп
n – число оборотов шпинделя на участке
нагрева.
Число оборотов шпинделя на участке нагрева вычисляется по формуле:
шп шп
nt
=
ω⋅,
где
шп
ω – частота вращения шпинделя, об/мин;
t
– время нагрева, с.
Исходя из полученных ранее формул, вычисляется время нагрева заготовки:
наг
р
от.
2
t
ϕ
⋅π
=
ω
,
где
наг
ϕ – угол нагрева (рис. 3);
р
от.
ω
– частота вращения ротора, об/мин.
Обработка материалов давлением №1 (19), 2008 210
Рис. 3. Схема участка нагрева.
Количество теплоты, необходимое для нагрева деформируемого участка заготовки:
Qcmt
=
Δ ,
где
c – удельная теплоемкость тела, кДж/(кг К); m – масса нагреваемого металла, кг;
tΔ –разница начальной и конечной температур нагрева,
0
С.
Массу нагреваемого металла можно определяется по формуле:
()
2
2
заг заг ст
к
(D D S )
ml
4
π−−
=ρ
,
где
заг
D – диаметр заготовки, мм;
ст
S – толщина стенки трубчатой заготовки, мм;
к
l – длина поверхности контакта, мм;
ρ
– плотность материала, кг/м
3
.
Процесс деформации при обкатке нестационарный и несимметричный, что приводит
к непрерывному изменению энергосиловых параметров на всех стадиях процесса. Поэтому
расчет выполняют дискретно от начала процесса до его окончания с определённым шагом.
Выполненные расчеты показали, что длина участка заготовки, нагретая до
температуры 1000
0
С, соответствует
наг.
ϕ
равному 70
0
, что в основном соответствует
реальной картине.
Выводы
В статье приведен пример использования теплоты трения для нагрева заготовок при
обкатке инструментом трения и одновременным процессом деформирования концов
тонкостенной трубы в сферическое днище. Результаты исследований показали, что длину
участка нагрева можно сократить по сравнению с общепринятым нагревом конца заготовки
ТВЧ, что влечет
за собой упрощение конструкции, повышение производительности
и качества продукции.
ЛИТЕРАТУРА
1. Капорович В.Г. Ротационная обкатка трубчатых заготовок – высокоэффективный
технологический процесс // Кузнечно-штамповочное производство. – 1992 - №2 – С. 2.
2. Вилль В.Н. Сварка металлов трением. – Л.: Машиностроение, 1970. – 175 с.
3. Вавилов А.Ф. Сварка трением. / А.Ф. Вавилов, В.П. Воинов – Л.: Машиностроение, 1964. – 155 с.
4. Штернин Л.А. О расчете температурных полей при сварке трением // Сварочное
производство. –
1966. – №3. – С. 6-8.
5. Пыц Я.Е. Анализ условий ротационной обкатки толстостенных изделий из труб // Удосканалення та
обладнання обробки тиском у металургії і машинобудуванні: Зб. наук. пр. – Краматорськ, 2001. – С. 361-364.
Роганов Л. Л. – д-р техн. наук, проф. каф. МТО ДГМА;
Середа В. Г.
– канд. техн. наук, доцент каф. МТО ДГМА;
Пыц Я. Е.
– канд. техн. наук, доцент каф. МТО ДГМА;
Чудненко О. О.
– аспирант каф. МТО ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
mto@dgma.donetsk.ua