Обработка материалов давлением. Сборник научных трудов. №19
Подождите немного. Документ загружается.


Обработка материалов давлением №1 (19), 2008 171
УДК 621.777
Алиев И. С.
Алиева Л. И.
Жбанков Я. Г.
ФОРМОИЗМЕНЕНИЕ ПРИ РАДИАЛЬНО-ПРЯМОМ ВЫДАВЛИВАНИИ
НА ОПРАВКЕ
В связи с усложнением и увеличением количества выпускаемых разнообразных
машин и механизмов, стала большей потребность в широкой номенклатуре выпускаемых
изделий сложной формы. Большим спросом стали пользоваться сложно профилированные
детали типа втулок с переменной толщиной стенки, которые в основной своей массе
изготавливаются механической обработкой резанием. Однако обработка резанием имеет
важный недостаток –
большая метало и трудоемкость изготовления детали, являющийся
определяющим при выборе технологии изготовления детали. Альтернативой методу
механообработки является методы обработки металлов давлением.
Традиционными способами обработки металлов давлением изготовления деталей
типа втулок являются высадка, продольное (прямое и обратное) и поперечное выдавливание,
локальная обработка и процессы штамповки, предполагающие сочетание этих способов.
Однако данные способы
являются малоэффективными при изготовлении полых деталей
сложной формы. Одним из высокоэффективных способов получения полых деталей с
переменной толщиной стенки является холодное радиально-прямое выдавливание на
плавающей оправке [1, 2]. Способы выдавливания с подвижным инструментом обладают
огромным потенциалом возможностей изготовления деталей. Эти способы по сравнению с
другими, часто используемыми, имеют большое количество достоинств,
основным из
которых является возможность получения деталей формы не доступной для получения
простыми способами. Рассматриваемый способ позволяет получать полые осесиметричные
детали разнообразной формы (практически с любым набором утолщений по величине и по
расположению на детали). Схема данного способа и типы деталей, которые возможно
получать данным способом, представлены на рис. 1.
При исследовании
новых технологических схем важно знание распределения
деформации по объему детали, а также положение, форма и размеры очага деформации по
ходу процесса. Это дает возможность оценки формоизменения заготовки. Большинство
экспериментальных методик вычисления деформированного состояния основаны на
соотношениях теории конечных деформаций. Параметры деформированного состояния
определяются из сопоставления конечной формы и размеров ячейки
делительной сетки с её
исходной формой и исходными размерами [3, 4].
Целью данной работы является исследование формоизменения и деформационного
режима радиально-прямого выдавливания на оправке, определение формы и размеров очага
деформации и распределение компонент деформации по очагу деформации.
Для определения деформированного состояния в данной работе использован
экспериментально-аналитический метод координатных делительных сеток, который
позволяет качественно и количественно оценить распределение деформаций в объеме
заготовки [5, 6]. По искажению сетки рассчитывали значения компонент и интенсивности
деформации для нескольких последовательных стадий выдавливания.
Обработка материалов давлением №1 (19), 2008 172
V
1
V
2
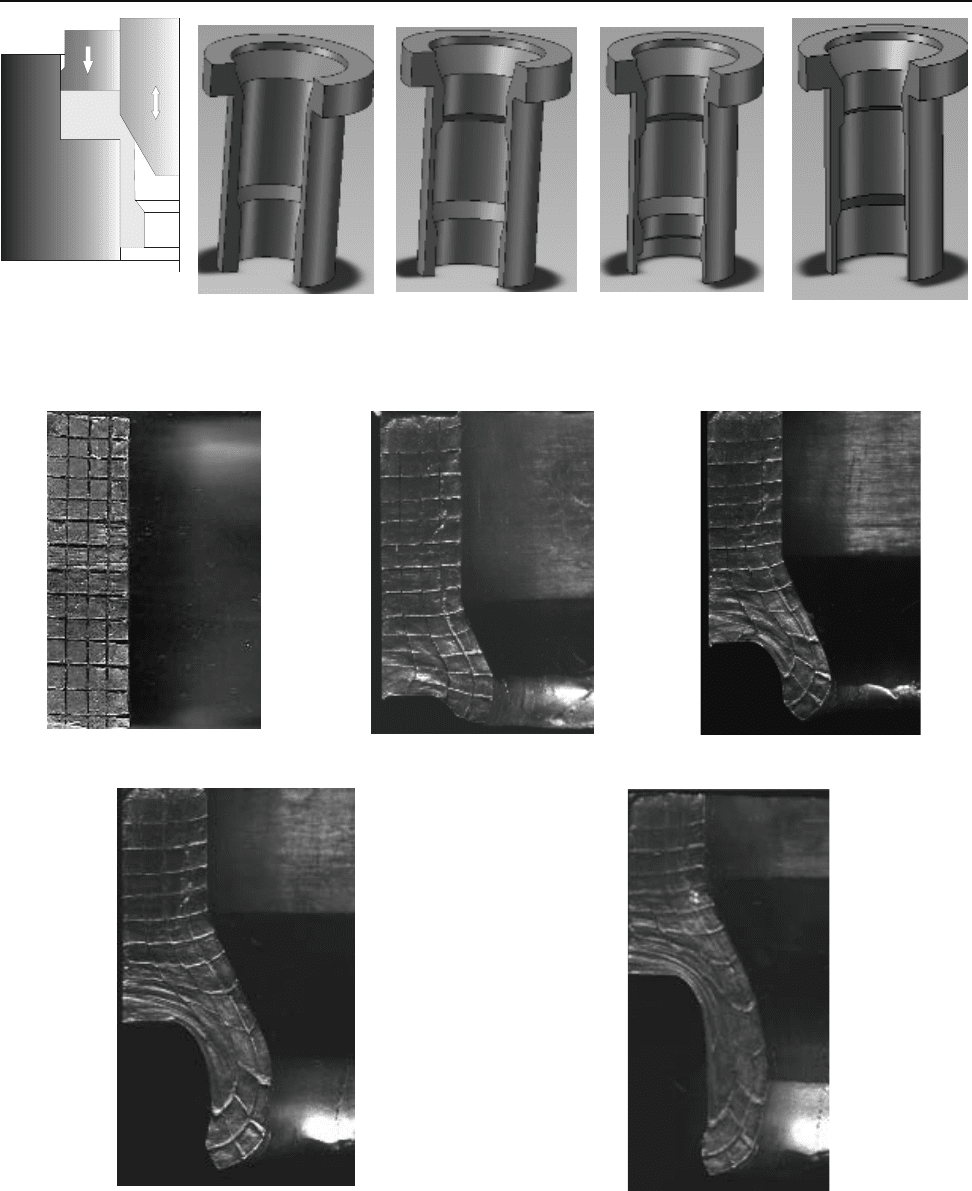
а) б) в) г) д)
Рис.1. Схема радиально-прямого выдавливания (а) и детали, получаемые данным
способом (б-д).
а) б) в)
г) д)
Рис. 2. Искажение делительной сетки по переходам при радиально-прямом
выдавливании.
Деформирование проводилось поэтапно. Через каждые 2–4 мм хода деформирующего
пуансона сканировалась поверхность заготовки, на которой нанесена сетка. Результаты
приведены на рис. 2. Заготовка имела размеры Ø 45,0 и Ø 28,0 мм и высоту 30 мм.

Обработка материалов давлением №1 (19), 2008 173
Grz
Er
Ei
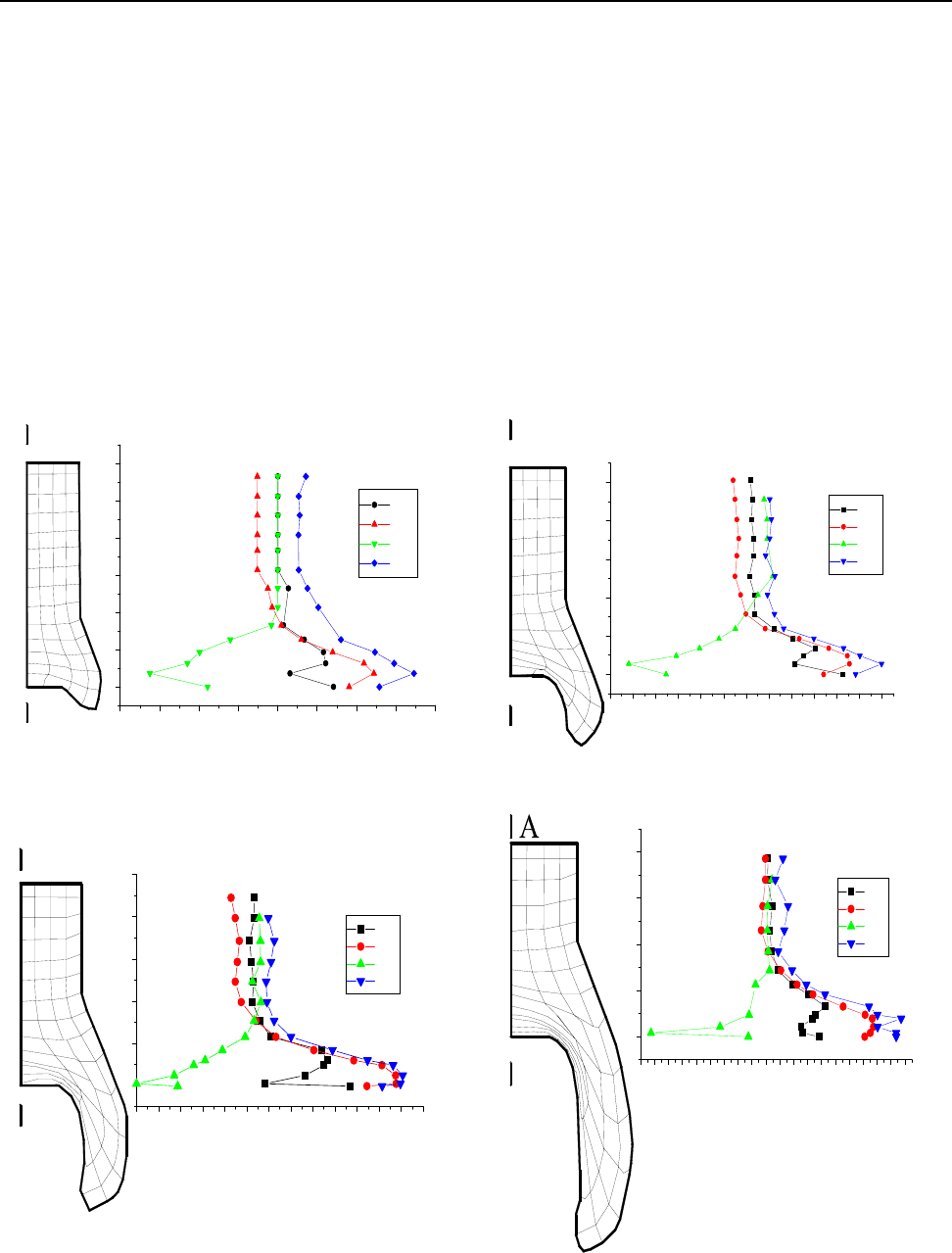
Рис. 3. Распределение компонент деформаций на каждом шаге деформирования
заготовки при радиально-прямом выдавливании.
Обработка материалов давлением №1 (19), 2008 174
Сетка была нанесена строганием на меридиональную плоскость заготовки,
предварительно распиленную и шлифованную, и имела базу 2 мм. Расчет вели в MathCAD
по методу Зибеля [3]. Вычислены значения главных компонент деформаций в плоскости
меридионального сечения
z
e
и
r
e
, тангенциальной компоненты деформации
θ
e
,сдвиговой
дефомации
rz
γ
, интенсивности итоговой деформации
i
e
по формулам, приведенным в
работе [3].
На рис. 3 и 4 показаны построенные по результатам расчета поля распределений и
линии равных значений компонент деформаций.
По распределению логарифмических деформаций по объему деформируемой
заготовки детали видно что очаг деформации находится в зоне течения металла где металл
меняет свое направление с радиального на прямое. Наибольшие значения
деформации
находятся на кромке матрицы там интенсивность деформаций достигает 2 единиц.
Рис. 4. Поэтапное распределение логарифмических деформаций по высоте у
наружной стенки детали.
-0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4 0,6 0,
8
0
5
10
15
20
25
30
Grz
Er
Ez
Ei
Âû ñî òà, ì ì
Ñòåï åí ü äåô î ðì àöèè
А
А
-1,2 -1,0 -0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4 0,6 0,8 1,0 1,2
0
5
10
15
20
25
Grz
Er
Ez
Ei
Âû ñî òà, ì ì
Ñòåï åí ü äåô î ðì àöèè
А
А
а) б)
-1,0 -0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6
0
5
10
15
20
25
Grz
Er
Ez
Ei
Âû ñî òà, ì ì
Ñòåï åí ü äåô î ðì àöèè
А
А
-1,8-1,6-1,4-1,2-1,0-0,8-0,6-0,4-0,20,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0
0
5
10
15
20
Grz
Er
Ez
Ei
Âû ñî òà, ì ì
Ñòåï åí ü äåô î ðì àöèè
А
в)
г)
Обработка материалов давлением №1 (19), 2008 175
При изучении распределения логарифмических деформаций на наружной
поверхности детали видно, что максимальная степень деформации сосредотачивается в
нижней части заготовки, где металл заготовки сопрягается с инструментом, причем по ходу
процесса происходит снижение по высоте области больших деформаций, что
свидетельствует о движении очага деформации вниз (рис. 4). Также можно заметить, что
существует небольшая застойная
зона по высотной деформации, которая сосредоточена в
непосредственной близости от матрицы. Эта зона образуется в большей степени из-за трения
между заготовкой и инструментом.
Результаты, приведенные на рис. 3 и 4 позволили изучить поэтапную картину
распределения деформаций при радиально-прямом выдавливании.
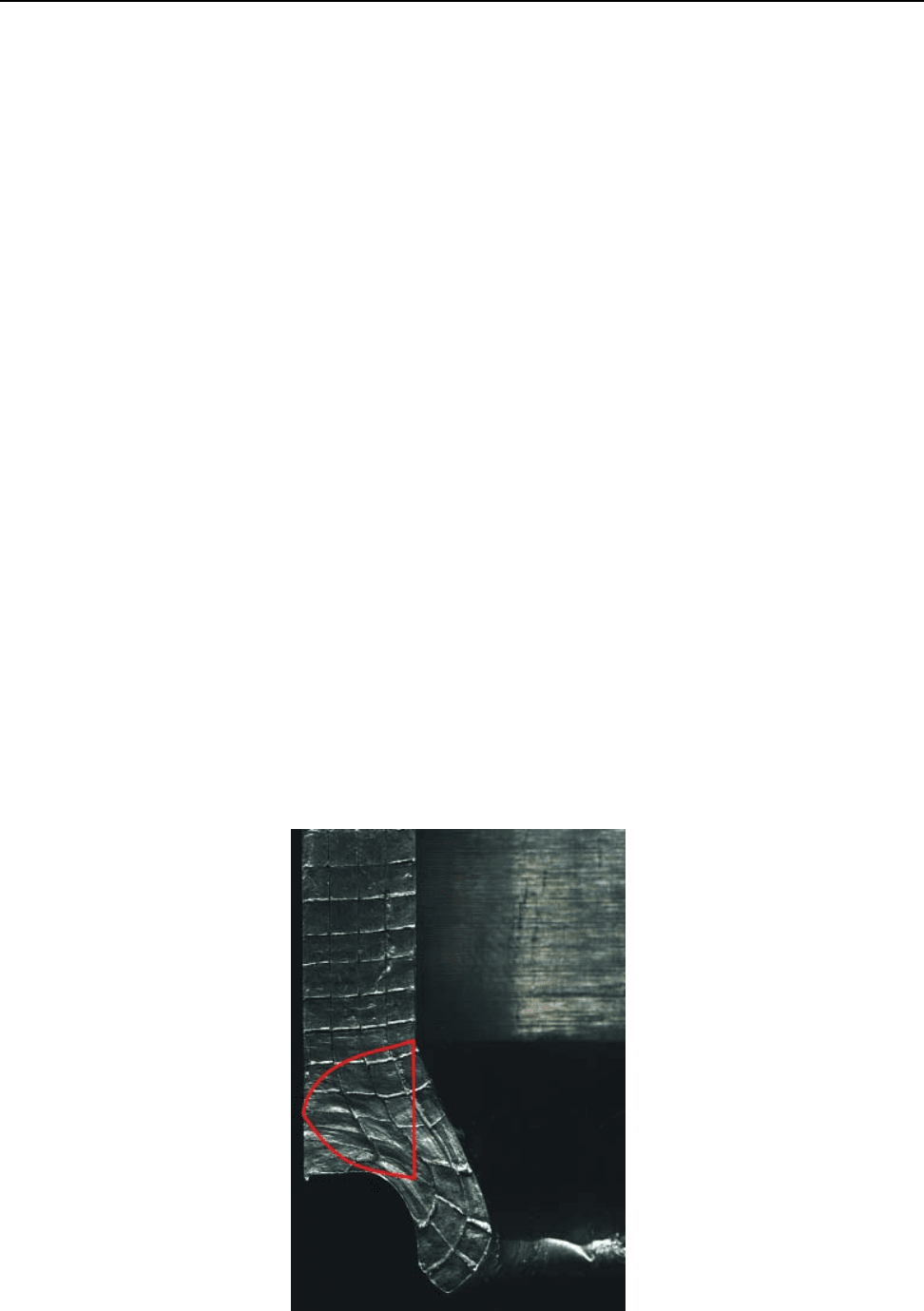
Изучение искаженной координатной сетки (рис. 2) на различных стадиях процесса
выдавливания показало,
что характер течения металла равномерный. На начальном этапе
пластическая деформация сосредоточивается в зонах, ограниченных параболическими
поверхностями, обозначенных условно на рис. 5, линиями. Находящийся между этими
поверхностями объем металла имеет более интенсивную деформацию, а внешний участок
заготовки получает незначительную пластическую деформацию или деформируется упруго.
В ходе исследования выявлено, что распределение деформации по очагу
не
одинаково: наиболее деформированными являются зоны, прилегающие к переходной кромке
лежащей на матрице. Это говорит о том, что данная зона является опасной и требует
повышенного внимания при разработке технологической оснастки и технологического
процесса.
Поэтому при проектировании технологии с целью снижения значений деформации в
критических зонах надо уделять внимание геометрии переходных
кромок, а именно
радиусам закруглений матриц.
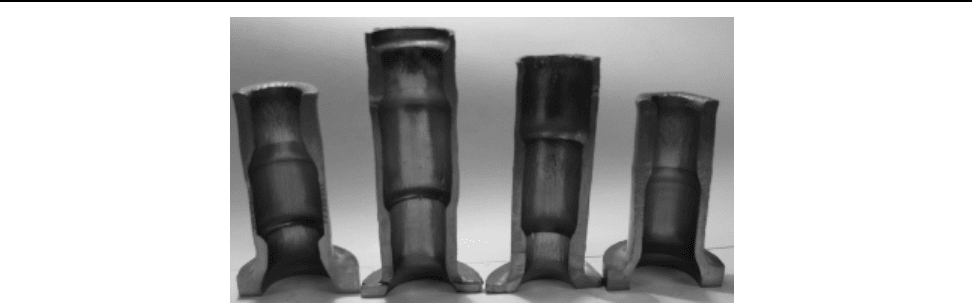
Форма деталей, которые возможно получать данным способом, разнообразна, как уже
говорилось ранее. Возможно получать полые детали с переменной толщиной стенки с
практически любым набором утолщений по высоте детали, с любым их взаимным
расположением и величиной утолщений которая лимитируется лишь исходной заготовкой и
инструментом. Некоторые из
типов деталей, которые возможно получать способом
радиально-прямого выдавливания на плавающей оправке, представлены на рис. 6.
Рис. 5. Форма очага деформации при радиально-прямом выдавливании.
Обработка материалов давлением №1 (19), 2008 176
Рис. 6. Детали, получаемые радиально-прямым выдавливанием на плавающей
оправке.
Детали данного типа могут найти применение в различных областях машиностроения,
приборостроения и значительно снизить затраты на производство различных машин и
механизмов, что в нынешних условиях на рынке является весьма актуальным.
Выводы
В ходе исследований качественно и количественно оценено формоизменение
заготовки, изучено влияние геометрических параметров инструмента на распределение
деформаций по объему детали
. Результаты исследований деформированного состояния
методом сеток позволили уточнить представления о форме и размерах очага деформации и
выявить зоны с максимальной степенью деформации. Данными зонами являются зоны
заготовки, прилегающие к кромке матрице. В этой зоне интенсивность деформаций
достигает своего пикового значения в 2 единицы. Очаг деформации по своей высоте
ограничен величиной зазора
образованного между оправкой и матрицей.
Полученные сведения позволят дать технологические рекомендации для обеспечения
получения качественных полых деталей с переменной толщиной стенки методом радиально-
прямого выдавливания.
Рекомендации заключаются в том, что при проектировании технологического
процесса особое внимание необходимо уделять кромке матрицы и делать ее радиусной.
ЛИТЕРАТУРА
1. Алиева Л.И. Исследование и разработка малоотходных процессов изготовления полых деталей /
Л.И. Алиева, Я.Г. Жбанков // Научно-техническая конференция молодых ученых и специалистов ОАО
«Энергомашспецсталь»: Сборник тезисов. - 2007. – С. 31-33.
2. Артес А.Э. Холодная объемная штамповка в мелкосерийном и серийном производстве. - М.:
НИИМАШ, 1982. - 58 с.
3. Дель Г.Д. Метод делительных сеток
. / Г.Д. Дель, Н.А. Новиков – М.: Машиностроение, 1979. - 144 с.
4. Дель Г.Д. Технологическая механика. - М.: Машиностроение, 1978. - 174 с.
5. Хван Д.В. Экспериментальная механика конечных деформаций. / Д.В. Хван, Ф.Х. Томилов,
В.И. Корольков– Воронеж: Изд-во «ЭЛИСТ», 1996. – 248 с.
6. Сопротивление материалов пластическому деформированию в приложениях к процессам обработки
металлов давлением
/ Под ред. д.т.н., проф. А.В. Лясникова. - СПб.: Внешторгиздат – Петербург, 1995. –
527 с.
Алиев И. С. – д-р техн. наук, проф., зав. каф. ОМД ДГМА;
Алиева Л. И. – канд. техн. наук, ст. преп. ДГМА;
Жбанков Я. Г. – аспирант ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
omd@dgma.donetsk.ua

Обработка материалов давлением №1 (19), 2008 17
7
УДК 621.73
Кухарь В. В.
Бурко В. А.
СМЕЩЁННЫЕ ОБЪЁМЫ ПРИ ОСАДКЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК
ВЫПУКЛЫМИ ПЛИТАМИ
Выпуклыми плитами осаживают заготовки или слитки близкие к цилиндрической
форме при комбинированных технологиях ковки, например, при изготовлении поковок типа
пластин [1, 2], к которым относят плиты, слябы, штамповые кубики, матрицы штампов,
суппорты и т.д. В традиционных технологиях для повышения качества поковок при
производстве пластин используют поперечную разгонку заготовок [3, 4], предварительную
прокатку на толстолистовых станах [4], разрабатывают последовательность операций и
конструкции кузнечного инструмента для обеспечения ковки под углом к оси слитка [4-6].
Широкое распространение получили комбинированные процессы обработки металлов
давлением, когда слитки куют на слябы, а затем их протягивают на плиты или толстые листы
[1, 5, 6]. Для получения относительно широких плит или необходимой степени проковки
металла вводят дополнительные операции осадки.
Проработка осевой зоны слитков существенно зависит от соотношений размеров плит,
типа используемой стали и концентрации дефектов металлургического и литейного
происхождения (флокены, усадочные раковины и рыхлости, ликвации и др.). При этом
используемые стандартные способы ковки из слитков обычной конфигурации не
обеспечивают эффективную заварку и устранение данных дефектов.
Конечной операцией при изготовлении таких поковок является протяжка на плоских
бойках. Однако протяжке присуща продольная и поперечная неравномерность деформации
вследствие наличия контактного трения, которая приводит к большему удлинению
срединных слоев металла и требует удаления концевых частей полуфабриката, что влечет за
собой значительные потери металла. При комбинированном методе изготовления поковок
типа пластин отходы удаляются несколько раз [7].
В данном случае осадка выпуклыми плитами может служить одним из методов
уменьшения отходов от продольной неравномерности деформации волокон. Следует
отметить высотную неравномерность обжатия по контактным поверхностям, что приводит к
раздаче заготовки, при этом происходит искажение круглого поперечного сечения, как у
контактных поверхностей, так и по остальному сечению. Как указано в источнике [2],
применение выпуклых плит увеличивает выход годного за счет снижения концевых
обрубков на 2-3 %, получаемая вогнутость на торцах поковочных блоков выравнивается во
время протяжки вследствие неравномерности продольной деформации, однако, ввиду
необходимости изготовления инструмента, технология становится рациональной при
периодическом изготовлении поковок данного типа.
Такая осадка обеспечивает получение более широких поковок по сравнению с осадкой
плоской плитой и повышает производительность последующей кузнечной протяжки.
Применение выпуклых плит при осадке приводит к лучшей проработке металла в осевых
приконтактных слоях, а, следовательно, будет обеспечены условия для более полного
закрытия и заварки дефектов усадочного происхождения.
Использование выпуклых плит при осадке для приближения формы заготовки к
конфигурации поковки в технологиях объемной штамповки так же обеспечит лучшее
заполнение углов ручья при производстве поковок прямоугольных в плане. Внедрение
выпуклого элемента в тело слитка или заготовки осуществляется при секционной штамповке
колес в виде секции верхнего штампа [8], а также при изготовлении дисковых поковок
методами прокатки на специализированных машинах [9-11] в виде дуги валкового
инструмента. При этом величина потребной силы для штамповки или прокатки существенно
зависит от степени деформации, вычисление которой вызывает некоторые затруднения,
связанные с определением смещённых объемов заготовки при деформировании.
Обработка материалов давлением №1 (19), 2008 178
Выбор рациональных режимов процессов ковки и штамповки с использованием
выпуклых осадочных плит необходимо осуществлять на основании зависимостей
технологических, геометрических, скоростных и др. параметров от степени деформации
заготовки, что также требует определения величины смещенных объёмов.
Целью данной работы является аналитическое рассмотрение процесса внедрения
выпуклой плиты в цилиндрическую заготовку при её пластической деформации для
определения величин смещённых объёмов.
Относительная степень деформации при осадке плоскими плитами определяется
по известной формуле:
%100
H
hH
0
0
⋅
−
=ε , (1)
где для данных условий H
0
и h – начальная и конечная высоты образца соответственно.
Указанная формула (1) не приемлема для вычисления относительной степени
деформации при осадке выпуклыми плитами. Чтобы назначить степень деформации при
рассматриваемых условиях осадки необходимо определить величину смещенного объема V.
Рис. 1. Расчетная схема осадки цилиндрической заготовки (1) выпуклыми плитами (2)
для приближенного определения величины смещенного объема при рассмотрении половины
(верхней части) заготовки.
Для аналитического рассмотрения операции осадки цилиндрической заготовки
выпуклыми плитами представим расчетную схему (рис. 1), предназначенную для
приближенного вычисления величины V, при этом, ввиду принимаемой по рис. 1
симметричности геометрии процесса, будем рассматривать половину (верхнюю часть)
заготовки. Для рассматриваемого случая, аппроксимируемое поперечное сечение
деформированной заготовки считаем круглым в плане.
Расчет проводим при условии, что на контактных поверхностях отсутствует трение,
а R ≠ r, где R – радиус выпуклой плиты, а r = 1/2 от диаметра образца. Тогда
22
1
rRHH −+= , (2)
или
22
1
rRHH −−=
. (2
*
)
Обработка материалов давлением №1 (19), 2008 179
Так как уравнение, описывающее цилиндрическую поверхность, будет
222
1
Ry)Hz( =+− , то от начала координат имеем:
22
1
yRHz −−= . Тогда смещенный
объем для половины заготовки рассматриваем как разность объемов цилиндра радиусом r и
поверхности, ограниченной дугой AmB и стенками цилиндра r (см. рис. 1):
.dxdy)yRH(Hr
dxdy)HyR(HrV
D
22
1
2
1
D
222
∫∫
∫∫
−−−⋅π=
=+−−−⋅π=
(3)
Подставляем в выражение (3) уравнение (2), получим:
∫∫∫∫
−+−−+⋅π=
D
22
D
222
dxdy)rRH(dxdyyRHrV
. (4)
Область диаметра заготовки D представляет собой окружность радиуса r, поэтому, для
третьего слагаемого выражения (4) можно принять
∫∫
⋅π≈
D
2
rdxdy
, откуда, после раскрытия
скобок и сокращений, получим:
222
D
22
rrRdxdyyRV ⋅π⋅−−−=
∫∫
. (5)
Обозначим интеграл выражения (5) как
dxdyyRJ
D
22
∫∫
−= .
Расстановка пределов дает:
dyyryR4dxdyyRJ
22
rR
yr
r
0
22
r
r
22
22
22
−⋅−=⋅−=
∫∫∫
−
−−
+
−
. (6)
Введём замену переменой
ϕ
⋅
= sinry
, откуда
ϕ
ϕ
=
dcosrdy
.
При
0y =
;
0=ϕ
, при
r
y =
;
2
π
=ϕ .
Тогда запишем:
,dcossink1Rr4
dcossin1sinrRr4J
2
0
2222
2
0
22222
∫
∫
π
π
ϕϕϕ−=
=ϕ
⎟
⎠
⎞
⎜
⎝
⎛
ϕϕ−⋅ϕ−=
(7)
здесь ввели коэффициент
2
2
2
R
r
k = .
Последний интеграл обозначим через
1
J , тогда
∫∫∫
π
π
π
ϕ−
ϕϕ⋅ϕ
−ϕ
ϕ−
ϕ
=ϕϕϕ−=
2
0
22
22
2
2
0
2
0
22
2
222
1
sink1
dsincos
kd
sink1
cos
dcossink1J . (8)
Первое и второе интегральные слагаемые последней части выражения (8) обозначим
соответственно
/
2
/
1
JJ + , тогда, учитывая, что cos
2
ϕ = 1 - sin
2
ϕ, определим:

Обработка материалов давлением №1 (19), 2008 180
() ()
,E
k
1
F
k
1
1
dsink1
k
1
sink1
d
k
1k
d
sink1
sin1
J
k
2
k
2
2
0
22
2
2
0
22
2
2
2
0
22
2
/
1
+⋅
⎟
⎠
⎞
⎜
⎝
⎛
−=
=ϕϕ−+
ϕ−
ϕ−
=ϕ
ϕ−
ϕ−
=
∫∫∫
πππ
(9)
где F
(k)
и E
(k)
– интегралы, решаемые численными или табличными методами.
Определим
/
2
J:
()
()
.J2Edsink1cos21
dsink12cossink1sin
2
1
sink1dsin
2
1
sink1
dsincos
kJ
1k
22
2
0
2
2
0
22
2
0
222
22
2
0
2
2
0
22
22
2
2
/
−=ϕϕ−⋅ϕ−=
=ϕϕ−ϕ−ϕ−ϕ=
=
⎟
⎠
⎞
⎜
⎝
⎛
−ϕ=
ϕ−
ϕϕ⋅ϕ
−=
∫
∫
∫∫
π
π
π
π
π
(10)
Тогда
2
/
1
/
1
JJJ += ,
или
() () ()
1kk
2
k
2
1
J2EE
k
1
F
k
1
1J −++
⎟
⎠
⎞
⎜
⎝
⎛
−= , (11)
откуда имеем:
() ()
⎥
⎦
⎤
⎢
⎣
⎡
⎟
⎠
⎞
⎜
⎝
⎛
−+
⎟
⎠
⎞
⎜
⎝
⎛
+=
k
2
k
2
1
F
k
1
1E
k
1
1
3
1
J
. (12)
Следовательно, для целой заготовки смещённый объём:
() ()
.k1F
k
1
1E
k
1
1
3
4
Rr2
k1J4Rr2
rrRJRr42V
2
k
2
k
2
2
2
1
2
222
1
2
см
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
−π−
⎭
⎬
⎫
⎩
⎨
⎧
⎟
⎠
⎞
⎜
⎝
⎛
−+
⎟
⎠
⎞
⎜
⎝
⎛
+⋅⋅=
=
⎥
⎦
⎤
⎢
⎣
⎡
−π−⋅⋅=
=
⎥
⎦
⎤
⎢
⎣
⎡
⋅π−−⋅⋅=
(13)
Степень деформации определяется как отношение смещенного объёма к объему
заготовки:
%100
V
V
заг
см
⋅=ε . (14)
Если в первом приближении принять H ≈ H
0
,
то степень деформации также можно
вычислить по формуле:
%100
H
hH
0
cp0
/
⋅
−
=ε , (15)
где
2
)hH(
h
cp
−
=
mc= – одностороннее внедрение плиты по рис. 1 из принятых
условий.