Обработка материалов давлением. Сборник научных трудов. №19
Подождите немного. Документ загружается.

Обработка материалов давлением №1 (19), 2008
131
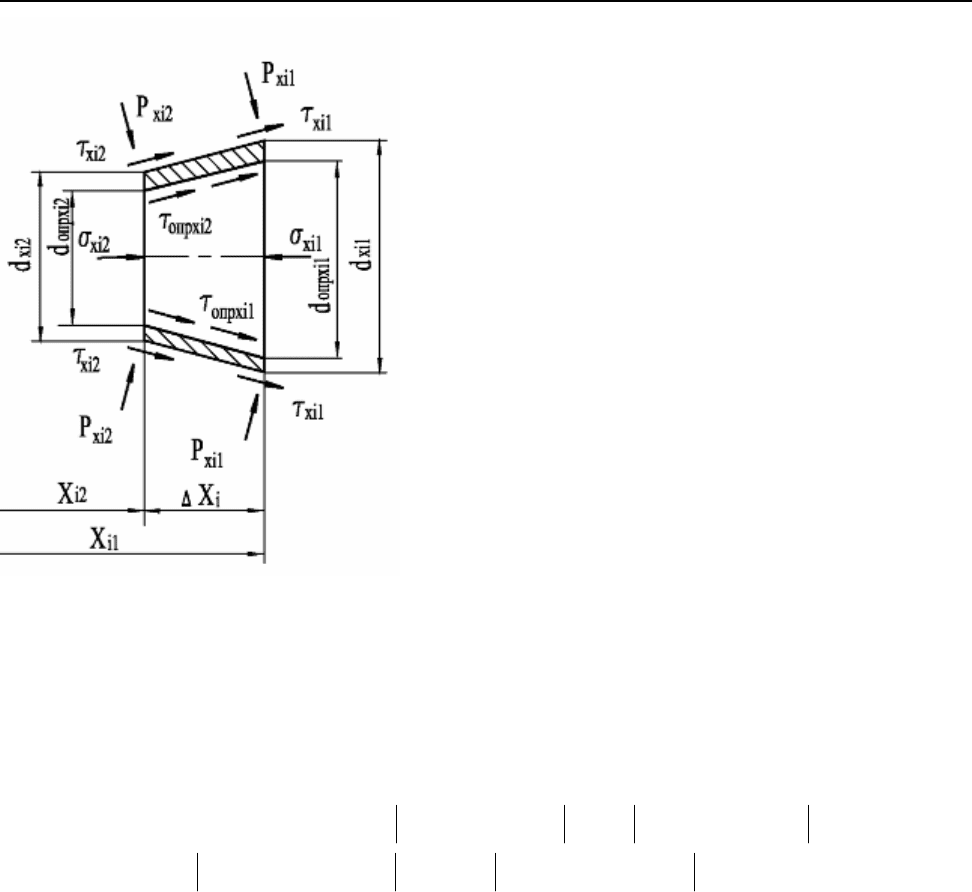
Рис. 2. Расчетная схема выделен-
ного i-го элементарного объема металла
при безоправочном волочении.
Осуществив с учетом характера принятых
допущений разбиение всей зоны пластического
формоизменения на конечное множество n эле-
ментарных объемов, имеющих порядковые номе-
ра i = 1…n (см. рис. 2), рассмотрим по аналогии с
методиками работ [5, 6] условие баланса энерге-
тических затрат для каждого из них:
iфхixicx2ix1ix
NNNNN
опр
+
+
+
=
ττσσ
, (2)
где
2ix1ix
N,N
σσ
– текущие по длине очага
деформации значения мощностей нормальных
осевых напряжений
1ix
σ
и
2ix
σ , действующих,
соответственно, в начальном и конечном гранич-
ных сечениях выделенного i -го элементарного
объема;
icx
N
τ
– текущее значение мощности, рас-
ходуемой на трение - скольжение на контактной
поверхности волоки;
ix
опр
N
τ
– текущее значение мощности, рас-
ходуемой на трение-скольжение на контактной
поверхности оправки;
iфx
N – текущее значение мощности, расходуемой непосредственно на пластическое
формоизменение металла в рамках данного i – го элементарного объема. Раскрыв, следуя ре-
комендациям работ [5, 6], составляющие уравнения (2), получим:
=σ
1ix1ix1ix
VF
(
)
(
)
{
}
ixix2ix2ixix1ix1ix2ix2ix2ix
cos/xcos/Vcos/VVF αΔα−τ+α−τ+σ +
+
()
(
)
{
}
+αΔα−τ+α−τ
iопрxiопрx2ix2iопрxiопрx1ix1iопрx
cos/xcos/Vcos/V
(
)
(
)
2ix1ix2ix2ix2ix1ixix
F/FlnVFK2K2K5.0
+
+
Λ
, (3)
где положительные значения нормальных осевых напряжений для начального
1ix
σ
и
конечного
2ix
σ граничных сечений соответствуют напряжениям сжатия;
1ix
τ и
2ix
τ – касательные контактные напряжения с волокой, действующие в началь-
ном и конечном граничных сечениях выделенного i-го элементарного объема (см. рис. 2);
1iопрx
τ и
2iопрx
τ – касательные контактные напряжения с оправкой, действующие в
начальном и конечном граничных сечениях выделенного i – го элементарного объема;
1ix
F и
2ix
F – значения площади поперечного сечения в начальном и конечном гра-
ничных сечениях, определяемые в зависимости от соответствующих геометрических коор-
динат
1i
x и
2i
x ;
2ix1ix
V,V – скорости перемещения металла в начальном и конечном граничных
сечениях;
ix
K
Λ
– текущее значение коэффициента немонотонности деформации;
1ix
K2 и
2ix
K2 – удвоенные значения сопротивления сдвигу прокатываемого материа-
ла для начального и конечного граничных сечений выделенного i–го элементарного объема;
Обработка материалов давлением №1 (19), 2008
132
n/Lx =Δ – шаг разбиения зоны пластического формоизменения очага деформации.
Учитывая наличие незначительных по величине углов контакта
ix
α
и
iопрx
α , то есть
ix
cos α ≈
iопрx
cos α ≈1.0, а также исходя из инженерного варианта условия пластичности [7]:
2ix2ix2ix
K2P
−
=
σ
, (4)
и используемого закона внешнего трения (1), уравнение (3) может быть трансформировано к
виду:
(
)
+
−
=σ
K2ix2ixK1ix
FK2PF
(
)
(
)
[
]
+Δ
−
+
−
xF/FfPF/FfP
2ixK2ix2ix1ixK1ix1ix
+
(
)
(
)
[
]
+
Δ
−
+
− xF/FfPF/FfP
2ixK2iопрx2ix1ixK1iопрx1ix
(
)
(
)
2ix1ixK2ix1ixix
F/FlnFK2K2K5.0
+
+
Λ
, (5)
где FK – площадь поперечного сечения на выходе из очага деформации (см. рис. 1а);
1ix
P
и
2ix
P
– значения нормальных контактных напряжений, действующих, соответ-
ственно, в начальном и конечном граничных сечениях выделенного i – го объема (см. рис. 2);
1ix
f и
2ix
f – значения коэффициентов трения на рабочей поверхности волоки для на-
чального и конечного граничных сечений, определяемые количественно в зависимости от
соответствующих геометрических координат
1i
x и
2i
x на основе рекомендаций работы [2];
1iопрx
f
и
2iопрx
f
– значения коэффициентов трения на оправке для начального и ко-
нечного граничных сечений.
С учетом известных следуя используемой рекуррентной схеме решения значений
компонент напряженного состояния для начального граничного сечения
1ix
σ и
1ix
P , полу-
ченных в результате расчета предыдущего (i-1) элементарного объема, выражение (5) пред-
ставляет собой уравнение с одной неизвестной
2ix
P , по отношению к которой после соот-
ветствующих математических преобразований в окончательном виде имеем:
(
)
{
xK2K2K5.0F/xfPF/xfPK2P
2ix1ixix1ix1iопрx1ix1ix1ix1ix1ix2ix2ix
+
−
Δ
+
Δ
+
σ+=
Λ
(
)
}
(
)
,F/xfF/xf1/F/Flnx
2ix2iопрx2ix2ix2ix1ix
Δ
−
Δ
−
(6)
В качестве векторной направленности рекуррентной схемы решения зоны пластического
формоизменения было принято направление перемещения обрабатываемых заготовок (см.
рис. 1), с учетом чего начальные условия, используемые при расчете первого (i = 1) элемен-
тарного объема, а также условия связи, используемые при переходе к расчету каждого по-
следующего (i + 1) выделенного элементарного объема, были приняты в виде:
;0.0;ff;ff;FF;Lx
1i1i1i1i1i
1ix0опр1iопрxо1ixо1ixпл1i
=σ====
=====
o1ix1ix
K2K2;0.0P
1i
==
=
; (7)
() () () () ()
;ff;FF;xxx;xx
2ix11ix2ix11ix11i21i2i11i
=
=
Δ
−
==
+++++
() () () ()
2ix11ix2ix11ix2ix11ix2iопрx11iопрx
K2K2;PP;;ff =
=
σ
=
σ=
++++
. (8)
В заключение, на основе значений нормальных осевых напряжений и площади попе-
речного сечения для конечного сечения определим силу волочения.
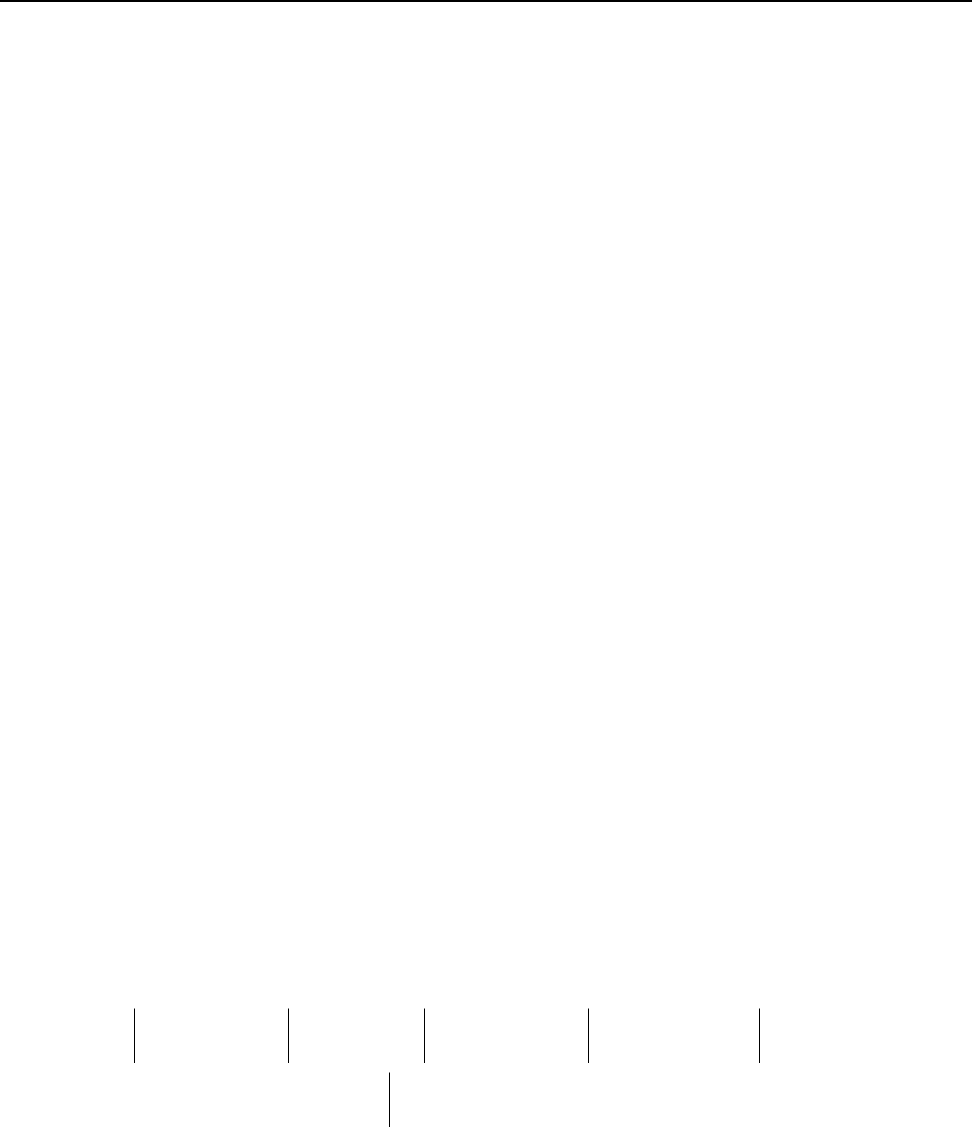
В качестве примера результатов численной реализации процесса на рис. 3–5 пред-
ставлены расчетные распределения основных показателей напряженно - деформированного
состояния, имеющего место при волочении монометаллических трубных заготовок. При
этом на рисунках 1 – медь М1; 2 –
сталь 08кп; 3 – сталь 1Х18Н9Т.
Обработка материалов давлением №1 (19), 2008
133
а) б)
Рис. 3. Расчетные распределения основных показателей напряженно- деформирован-
ного состояния процесса волочения труб на неподвижной оправке: d0 = 7.6 мм, d1 = 7.0 мм,
α = 120, f = fопр = 0.1.
а) б)
Рис. 4. Расчетные распределения локальных (а) и интегральных (б) показателей на-
пряженно- деформированного состояния процесса волочения труб с различными значениями
исходного диаметра d0: d1 = 7.0 мм, α = 120, f = fопр = 0.1.
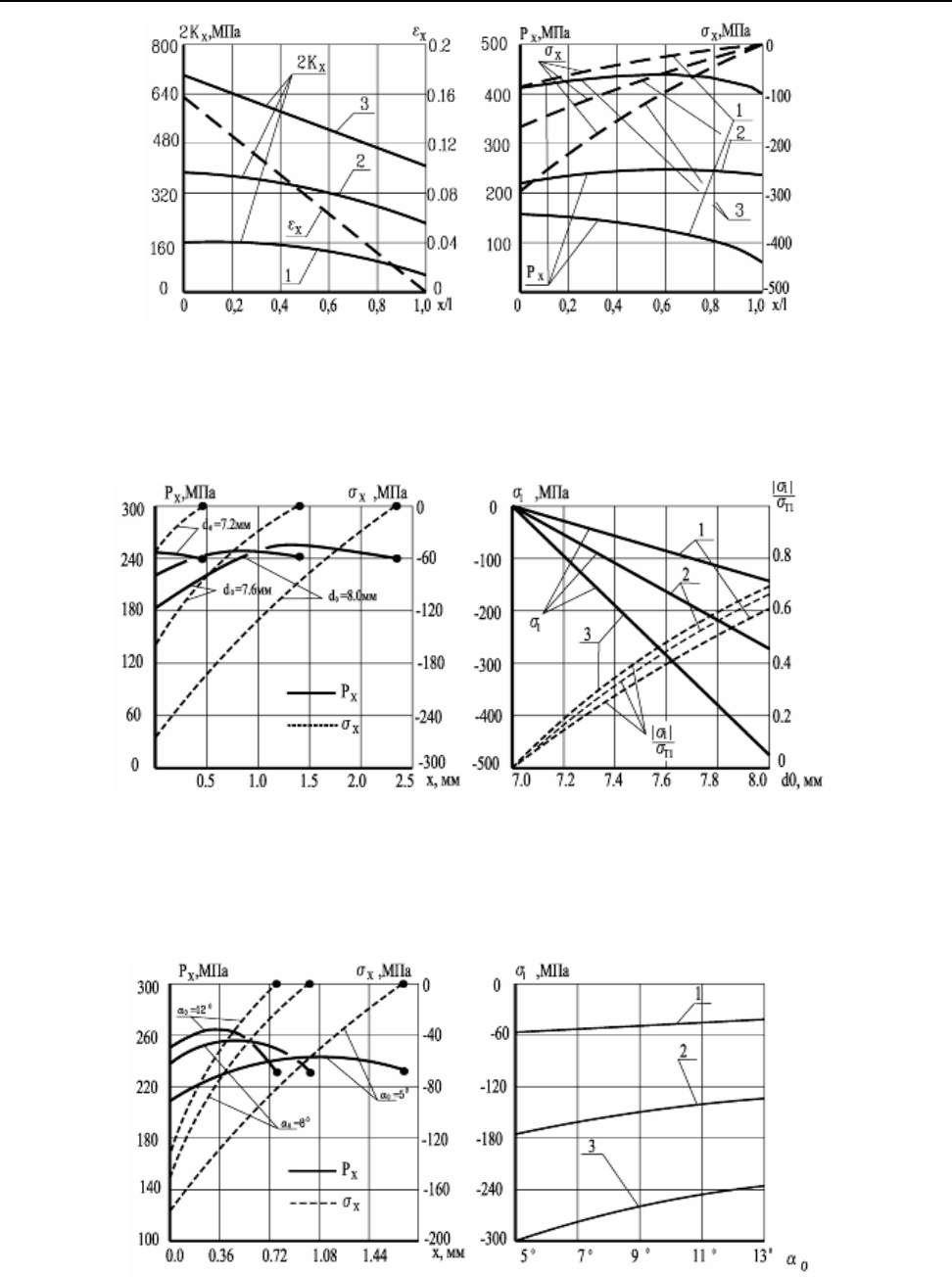
а) б)
Рис. 5. Расчетные распределения локальных (а) и интегральных (б) показателей на-
пряженно-деформированного состояния процесса волочения труб с различной величиной
угла наклона волоки: d0 = 7.6 мм, d1 = 7.0 мм, f = fопр = 0.1.

Обработка материалов давлением №1 (19), 2008
134
Из анализа представленных результатов является очевидным, что:
увеличение уровня механических свойств материала деформируемой заготовки, а
также повышение степени деформации, обусловленное увеличением исходного d0 или
уменьшением конечного d1 диаметра, приводит к однозначному увеличению локальных
σХ1i, pХ1i, и результирующих σ1 , характеристик напряженно - деформированного состоя-
ния металла при реализации процесса волочения (см. рис. 3 и 4);
увеличение
угла наклона образующей волоки α0 приводит, при прочих равных усло-
виях, к уменьшению общей протяженности очага деформации (см. рис.5а), а это, в свою оче-
редь, обуславливает некоторое снижение работы сил внешнего трения и, как следствие, не-
которое снижение напряжений переднего натяжения σ1 (см. рис. 5, б).
Выводы
Специфика безоправочного волочения труб
при котором возможно изменение толщи-
ны стенки трубы, делает предпочтительным использование не силовых, а энергетических
подходов. В целом, распределения нормальных σХ , и нормальных контактных pХ напряже-
ний носят довольно сложный характер, определяются целой группой факторов, а это, в свою
очередь, подтверждает целесообразность максимально более полного и корректного учета
всей совокупности
технологических и конструктивных особенностей процесса волочения.
ЛИТЕРАТУРА
1. Целиков А.И. Теория продольной прокатки. / А.И. Целиков, Г.С. Никитин, С.Е. Рокотян- М.: Ме-
таллургия, 1980. – 320 с.
2.
Касьянюк С.В. Математическое моделирование напряженно-деформированного состояния при во-
лочении относительно тонких многослойных полиметаллических композиций // Наука, производство, предпри-
нимательство – развитию металлургии: Сб. науч. тр.–Донецк, 1998.–С. 156–162.
3.
Сатонин А.В. Численное конечно- разностное математическое моделирование напряженно- де-
формированного состояния металла при реализации различных технологических схем обработки давлением //
Удосконалення процесів та обладнання обробки тиском в металургiї i машинобудуваннi. - Краматорськ:
ДДМА, 2001. - С. 559-564.
4.
Касьянюк С.В. Математическая модель процесса волочения относительно толстых многослойных
композиционных заготовок // Наука, производство, предпринимательство – развитию металлургии. Сб. науч.
тр.– Донецк, 1998.– С. 162–168.
5.
Сатонін О.В. Розвиток методів розрахунку, удосконалення технологічних режимів і конструктив-
них параметрів механічного устаткування листопрокатного виробництва: Автореф. дис. д-ра. техн. наук.
05.03.05.-ДДМА. Краматорськ, 2001.-35 с.
6.
Сатонин А.В. Численная одномерная математическая модель процесса прокатки относительно
тонких композиционных листов и полос, основанная на энергетическом подходе // Совершенствование техно-
логий и оборудования обработки давлением в металлургии и машиностроении. - Краматорск: ДГМА. - 1998. -
№4. - С. 36-41.
7.
Перлин И.Л., Ерманок М.З. Теория волочения.– М.: Металлургия, 1971.– 448 с.
Касьянюк С. В. – канд. техн. наук, доцент ДГМА;
Саплин С. Ю. – канд. техн. наук, ассистент ДГМА;
Чемерис С. В. – ассистент ДГМА.
ДГМА – Донбасская государственная машиностроительная академия, г. Краматорск.
ep@dgma.donetsk.ua

Обработка материалов давлением №1 (19), 2008 135
РАЗДЕЛ II
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ОБРАБОТКИ ДАВЛЕНИЕМ
УДК 621.771.01
Левченко Г. В.
Ершов С. В.
Дёмина Е. Г.
Головко Д. С.
Гулак И. В.
ВЛИЯНИЕ РЕЖИМОВ ДЕФОРМАЦИИ СЛИТКА НА ТРАНСФОРМАЦИЮ
ДЕНДРИТНОЙ СТРУКТУРЫ В ЗАГОТОВКАХ
При проектировании технологии изготовления некоторых видов проката возникает
необходимость обеспечения жестких требований по структуре металла, как в поверхностных
слоях изделия, так и во внутренних его объёмах. Одним из таких изделий является заготовка
для изготовления осей железнодорожных вагонов.
Вопрос обеспечения требуемого вида структуры осевого металла напрямую связан
с областью науки, изучающей влияние термомеханической обработки на свойства готовых
изделий. Преимущественно исследования в этой области относятся к изучению влияния
химического состава стали, исходного состояния структуры, температуры деформации и
режима прокатки для производства холоднокатаного и горячекатаного листового металла.
Гораздо меньшее количество исследований посвящено изучению данного вопроса в области
горячей прокатки крупных профилей. Это связано со сложностью и высокой стоимостью
проведения исследований для этих профилей в производственных условиях.
Существующие работы в этой области говорят о том, что для получения равномерной
мелкозернистой структуры необходима прокатка заготовок с большими обжатиями.
Так в работе [1] анализируются несколько вариантов режимов обжатий на блюминге и
их влияние на величину зерна осевой заготовки. Установили, что в случае прокатки с
увеличенными обжатиями наблюдается измельчение зерна. Однако остается неясно, в каких
сечениях изучалась структура (поверхность или осевые участки), и какие величины
деформаций в этих зонах слитка привели к измельчению структуры металла.
Более поздние исследования [2] показали, что для измельчения зерна требуются
деформации, равные или превышающие 30 %. Авторы отмечают, что при величинах разовых
деформаций, лежащих в области 15-20 %, не достигается существенного измельчение зерна.
При этом в работе [3] подчеркивается, что уже при достижении степени деформации в 20 %
структура стали заметно измельчается.
Результаты исследования, опубликованные в работе [4] показали, что кроме степени
деформации на измельчение и равномерность распределения зерна после прокатки профилей
мелких размеров существенное влияние оказывает скорость деформации и вид режима
обжатий. Установили, что использование равномерного и возрастающего режимов
деформации приводит к большей разнозернистости, чем прокатка по
убывающему режиму.
Во всех выше перечисленных исследованиях отсутствует информация о величине
проникновения деформации к центральным участкам полосы при прокатке профилей
больших сечений. Это затрудняет разработку режимов обжатий с гарантированной
проработкой осевых участков.

Обработка материалов давлением №1 (19), 2008 13
6
Целью работы является исследование влияния существующих режимов обжатий для
прокатки осевого металла на проникновение деформации к центральной зоне поперечного
сечения заготовки. Для этого необходимо определить степень деформации в осевом участке
полосы в каждом проходе и сравнить полученные результаты с металлографическими
показателями проработки структуры.
Для изучения вопроса о проникновении деформации к осевым участкам проката
применили современные численные методы решения деформационных задач
с использованием теории пластичности.
Использовали метод конечных элементов, который позволяет найти решение
деформационной задачи в вариационной постановке. Для этого используется вариационное
уравнение
()
0
2
1
2
2
2
01
2
=
⎥
⎥
⎦
⎤
⎢
⎢
⎣
⎡
−++−
∫∫∫∫
S
nn
VSV
dStdVtdSdVH
ωυευσμδ
ττ
,
где μ – условная вязкость металла;
H – интенсивность скоростей деформации сдвига;
τ
σ и
τ
υ – полное напряжение трения и скорость скольжения металла по поверхности
инструмента S;
1
t – штрафная константа на невыполнение условия несжимаемости;
()
zyx0
3
1
ξ+ξ+ξ=ε – скорость относительного изменения объема;
2
t – штрафная константа на невыполнение условия непроницаемости;
n
υ – проекция скорости течения металла в данной точке контактной поверхности на
нормаль к поверхности в этой точке;
n
ω – проекция скорости движения инструмента на нормаль к поверхности контакта в
данной точке.
Моделирование выполнено для условий горячей прокатки при температуре полосы
1100
C
o
. Валки имели диаметр 1100 мм. Частота вращения валков равна 80 об/мин.
Для того, чтобы оценить влияние режима обжатий при прокатке слитка на блюминге
на трансформацию дендритной структуры образцы от заготовок отбирали по всему сечению:
по вертикали – в поверхностных слоях (1. П), на расстоянии ¼ толщины от поверхности
(условно на расстоянии ½ радиуса – 2. ½ R) и центральных
слоях (3. Ц), по горизонтали – в
поверхностных слоях (11. П), на расстоянии ¼ толщины (22. ½ R). "Следы״ дендритной
структуры выявляли травлением в горячем растворе пикрата натрия. Этот реактив выявляет
химическую микронеоднородность кремния (дендритную ликвацию, твердофазную
сегрегацию), приводя к потемнению участков с повышенным его содержанием (рис. 4).
Оптимальное время травления образца из осевой стали составляло от 1 до 2
часов.
Решение приведенного вариационного уравнения позволило определить
распределение деформации по сечению полосы в каждом проходе существующих на
Днепровском металлургическом комбинате режимов обжатий слитка на блюминге 1150,
получаемого из изложницы 8.4 С1:1, с геометрическими размерами
608695
712800
×
×
. Для анализа
использовали 2 режима обжатий, применяющихся при производстве заготовки 290×290 под
круг ∅ 250. Предварительный анализ этих режимов показал, что они отличаются
распределением обжатий и кантовок по проходам. Общим для этих режимов является только
последовательность кантовок в первых 6 проходах. При этом в первых 6 проходах прокатка
для этих режимов ведется
на гладкой бочке. Остальные проходы осуществляются в ящичных
калибрах.
Обработка материалов давлением №1 (19), 2008 137
Режим обжатий №1 обеспечивает прокатку за 11 проходов и имеет следующую схему
обжатий: НН-ВВВВ-НН-ВВ-Н. Режим обжатий №2 обеспечивает прокатку за 15 проходов и
имеет следующую схему обжатий: НН-ВВВВ-НН-ВВ-НН-ВВ-Н.
При прокатке в первых 6 проходах обжатия для рассматриваемых схем прокатки
распределены примерно одинаково. Отличие составляет
не более 10 мм. В то же время для
следующих проходов обжатия могут отличаться значительно. Так, если для режима обжатий
№2 величина обжатия в проходах 7-10 составляет 25-80 мм, то для режима обжатий №1
обжатия для этих же проходов изменяются от 0 до 160 мм. Кроме этого режим обжатий №2
предусматривает 2 промежуточных проглаживающих прохода с
обжатиями в них, равными
0-5 мм (из рассмотрения исключены). По этой причине для сравнения использованы 13
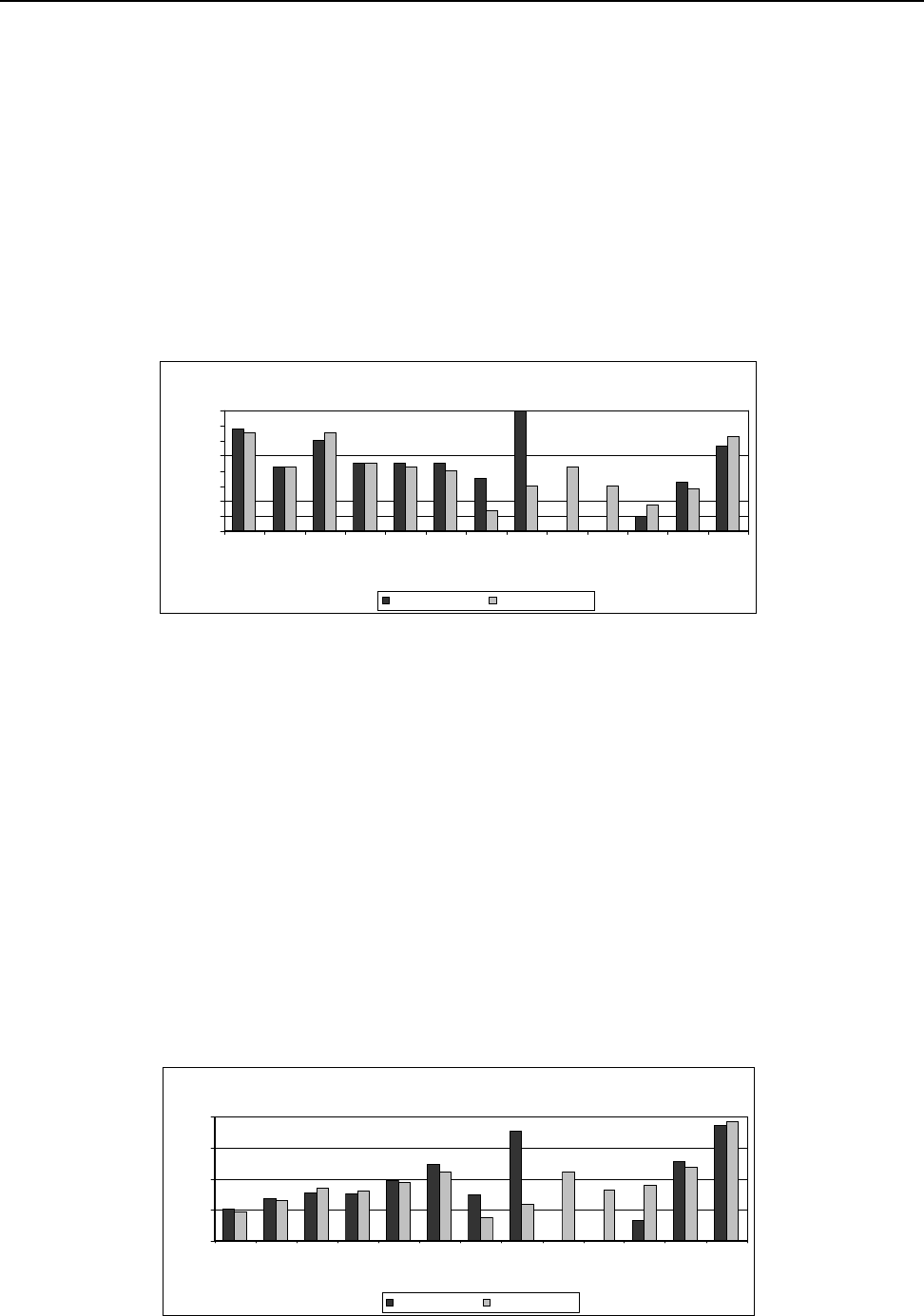
проходов. Сравнение величин обжатий для всех режимов и всех проходов, идентичных по
обжимаемой стороне раската наглядно представлено на диаграмме, изображенной на рис. 1.
Распределение обжатий по проходам
0
20
40
60
80
100
120
140
160
12345678910111213
Номер прохода
Абсолютное обжатие, мм
290х290х11. №1 290х290х15. №2
Рис. 1. Абсолютные обжатия.
Анализ результатов расчетов показал, что при прокатке на гладкой бочке имеется
четкая взаимосвязь между величиной обжатия и проникновением деформации к осевым
участкам прокатываемой полосы. До проведения исследований этот результат был не
очевиден, так как существующие исследования в области прокатки высоких тел показывают,
что в этом случае деформация
практически не проникает к центральным участкам полосы.
Считалось, что большие величины обжатий в первых проходах необходимы только для
уменьшения величины продольных растягивающих напряжений и недостаточны для
проработки структуры металла в центральных участках раската. Это приводило к тому, что
большие обжатия в первых проходах назначались только в крайнем случае с целью
увеличения производительности прокатного стана. Если имелась возможность прокатки
полосы со щадящим режимом обжатия, то выбирался именно этот режим с целью отсутствия
перегрузок главного привода стана по энергосиловым параметрам и, соответственно,
меньшей величиной среднеквадратичного тока. Сопоставление степени деформации
в центральной зоне раската для каждого прохода представлено на рис. 2.
Степень деформации по проходам. Центральная зона
0
10
20
30
40
12345678910111213
Номер прохода
Степень деформации, %
290х290х11. №1 290х290х15. №2
Рис. 2. Распределение степени деформации в центральной зоне полосы
Обработка материалов давлением №1 (19), 2008 138
Таким образом, проведенные расчеты показали, что при возникновении
необходимости усиленной проработки центральных участков полосы, как, например, при
прокатке заготовок для производства осей, вполне оправданно повышение обжатий в каждом
проходе до предела, допускаемого прочностью оборудования и мощностью привода
прокатного стана.
Как показано в работах [5-7], деформационно-термические обработки при
производстве листового и сортового
проката не способны устранить ликвацию кремния,
образующуюся во время затвердевания слитка, т.е. уровень ликвации остаётся почти
постоянным. Лишь с учётом деформации изменяются форма и размеры бывших дендритных
ветвей. Поэтому в качестве неоспоримого доказательства проникновения деформации по
сечению заготовки (блюма) были выбраны параметры, характеризующие изменение
размеров дендритной структуры.
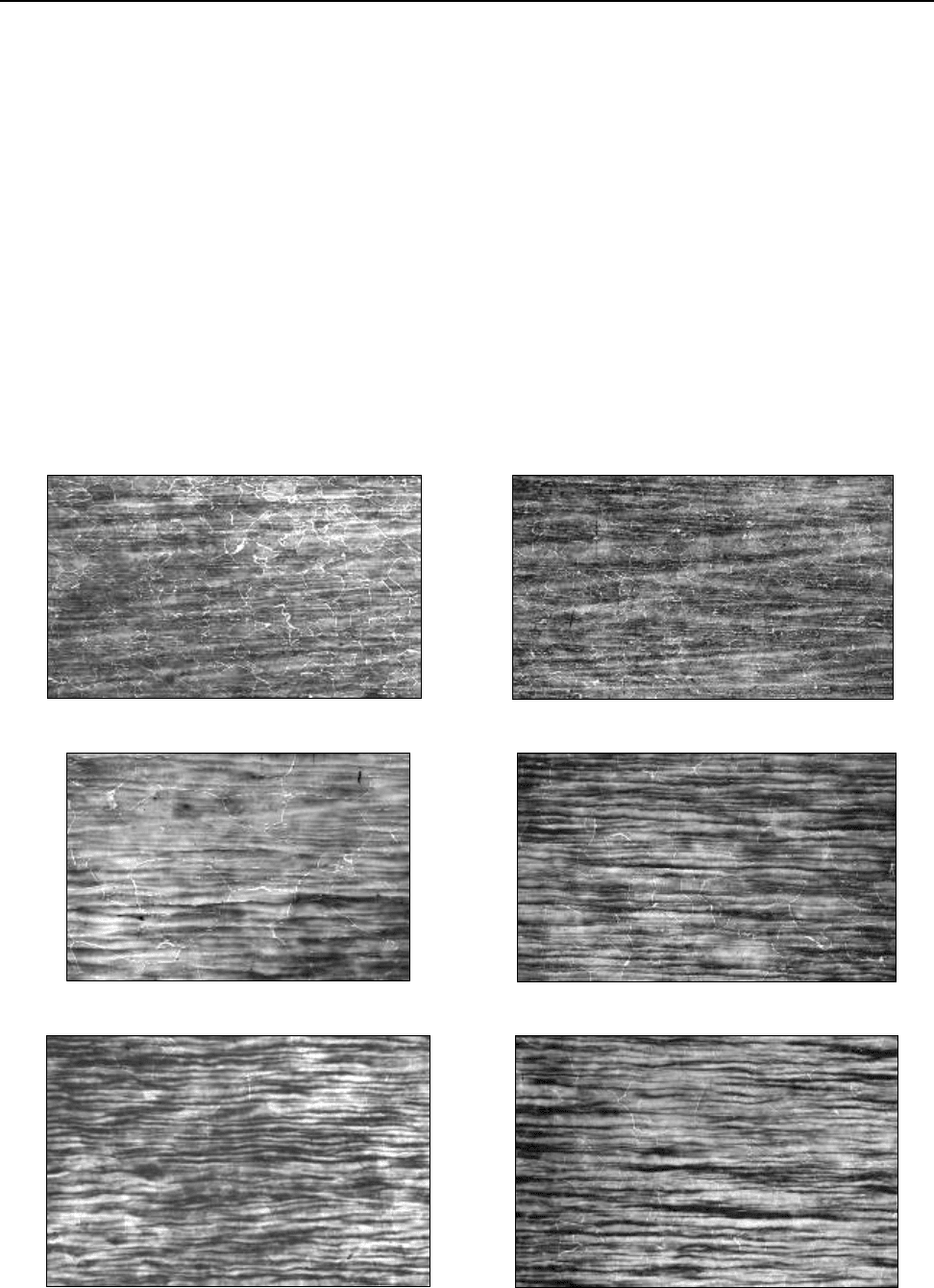
Микроструктура образцов,
вырезанных по толщине исследуемых блюмов,
представлена на рис. 3.
11 проходов 15 проходов
Поверхностные слои
а б
¼ толщины
в г
Центральные слои
д е
Рис. 3. Распределение химической неоднородности кремния в структуре исследуемых
блюмов, × 6.
Обработка материалов давлением №1 (19), 2008 139
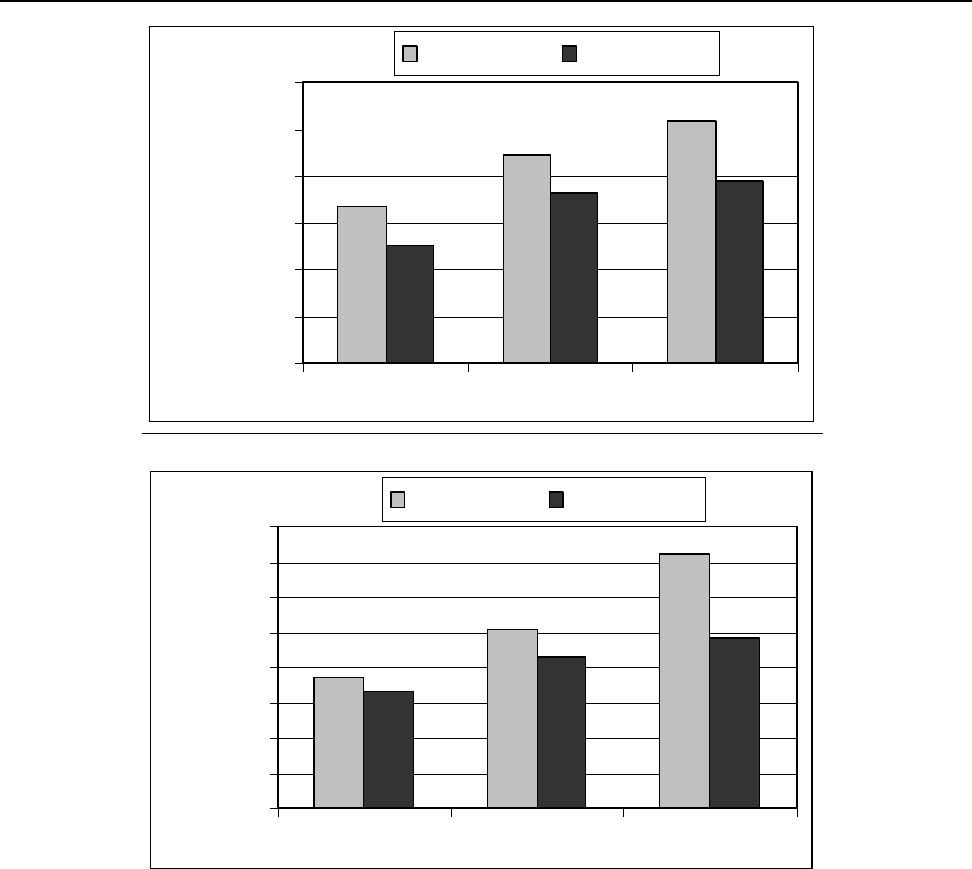
0
20
40
60
80
100
120
Поверхность 1/2 R Центр
Средний размер ликвационных
полос, мкм
15 проходов 11 проходов
а)
0
20
40
60
80
100
120
140
160
Поверхность 1/2 R Центр
Средний размер полос без
ликвации, мкм
15 проходов 11 проходов
б)
Рис. 4. Изменение среднего размера ликвационных полос (а) и полос без ликвации (б)
в зависимости от режима деформации.
Видно, что после прокатки на блюминге изменения дендритной структуры по
сечению заготовки имеют общие тенденции, которые полностью отражают известные
представления о формировании структуры стального слитка [8]. В поверхностных слоях, где
при затвердевании образуются
самые мелкие кристаллы, ликвационные полосы и полосы без
ликвации имеют наименьшие размеры. По мере приближения к центру размеры бывших
дендритных ветвей и междендритных пространств увеличиваются, т.е. как и по сечению
слитка чётко прослеживается переход от зоны столбчатых кристаллов к центральной зоне
равноосных кристаллов.
Результаты количественного анализа (рис. 4) показали, что
средний размер
ликвационных полос в центральной зоне при прокатке за 15 проходов равен 100 мкм, при
прокатке за 11 проходов – 80 мкм. Средний размер полос без ликвации при прокатке за
15 проходов составляет 145 мкм, а при прокатке за 11 проходов – 100 мкм.
Таким образом, заготовки, прокатанные за 11 проходов, отличаются большей
проработкой дендритной структуры в центральных слоях и,
как следствие, более
равномерным распределением ликвационных участков, по сравнению с заготовкой,
полученной за 15 проходов.

Обработка материалов давлением №1 (19), 2008 140
Вместе с тем установлено, что тенденция, заключающаяся в лучшей проработке
дендритной структуры и равномерном распределении ликвационных участков по сечению
заготовки после деформации на блюминге (режим 11 проходов по сравнению с режимом 15
проходов) сохраняется после всех стадий производства железнодорожных осей.
Результаты комплекса проведенных исследований показали, что с точки зрения
проработки центральных участков заготовки
для производства осей целесообразно
изменение существующих режимов.
Выводы
Используя метод конечных элементов, расчетным путем исследовано влияние
существующих режимов обжатий на проникновение деформации к осевым участкам блюма.
Показано, что существует четкая связь между величиной обжатия и степенью деформации осевых
участков осевой заготовки. Проработка сечения блюма улучшается с увеличением величины
абсолютных обжатий
в отдельных проходах и уменьшением количества проходов до 11.
Дендритная структура характеризуется более высокой проработкой и
равномерностью распределения ликвационных участков в заготовках, деформация которых
на блюминге проведена за 11 проходов, чем в заготовке, прокатанной за 15 проходов.
ЛИТЕРАТУРА
1. Чекмарев А.П. Интенсификация режима обжатий на блуминге. / А.П. Чекмарев, В.Л. Павлов, В.М.
Клименко и др. // Сталь.– 1955. – № 10. – С. 916-921.
2. Флоров В.К. Влияние прокатки на формирование аустенитного зерна сталей для трубной
заготовки и универсальной полосы. / В.К. Флоров, С.А. Шубина // Металлургическая и горнорудная
промышленность. – 1977. –
№ 1. – С. 33-36.
3. Жадан В.Т. Оценка совместного влияния параметров сортовой прокатки при ВТМО на свойства
стали. Изв. вузов. Черная металлургия. – 1975. – № 11. – С. 72-79.
4. Жадан В.Т. Совместное влияние деформационно-скоростных параметров прокатки при В. Т. М.
О. на структуру и механические свойства стали. / В.Т. Жадан, В.А. Трусов, И
.Е. Оратовская // Изв. вузов.
Черная металлургия. – 1983. – № 11. – С. 80-84.
5. Яценко А.И. Концентрационно-структурная микро-неоднорродность низколегированных
листовых сталей / А.И. Яценко, Г.В. Левченко, П.Д. Грушко // Сталь. – 1990. – № 5. – С. 78-84.
6. Левченко Г.В. Вплив вуглецю в низьколегованій сталі на співвідношення характеристик міцності
та пластичності прокату / Г.В. Левченко,
К.Г. Дьоміна, П.Д. Грушко // Металознавство та обробка
металів. – 2005. – №3. – С. 16-23.
7. Левченко Г.В. Качество арматурного проката для анкерного крепления горных выработок /
Г.В. Левченко, С.А. Воробей, Е.Г. Дёмина и др. // Металлургическая и горнорудная промышленность. –
2005. – №5. – С. 29-33.
8. Колосов М.И. Качество слитка спокойной стали. / М.
И. Колосов, А.И. Строганов, Ю.Д. Смирнов и
др. – М.: Металлургия, 1973. – 408 с.
Левченко Г. В. – д-р техн. наук, проф. ДГТУ;
Ершов С. В. – канд. техн. наук, доцент ДГТУ;
Дёмина Е. Г. – аспирант ДГТУ;
Головко Д. С. – аспирант ДГТУ;
Гулак И. В. – аспирант ДГТУ.
ДГТУ – Днепродзержинский государственный технический университет,
г. Днепродзержинск.
science@dstu.dp.ua