Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.


Welding Automation 59.5 Robotic Welding 1035
1. Approaching the workpiece without weaving, de-
tecting electrical contact between the electrode and
the weld plates, and calculating the starting position
from this information
2. Approaching the workpiece with weaving, detecting
the arc current, and tracking the seam in a normal
way
For welding automation, other sensors can also be
used, for example: inductive proximity sensors or eddy-
current sensors,infrared sensors,ultrasonic sensors, and
also sophisticated computer vision. However, they are
not so common in this application, which is charac-
terized by harsh environment with high temperatures,
intense light, and high currents.
59.4.2 Monitoring and Control of Welding
Using data obtained from the sensors, it is possible to
evaluate the weld quality and detect (or even classify)
different weld defects, such as porosity, metal spatter,
irregular bead shape, incomplete penetration, etc. These
capabilities are implemented in monitoring systems,
which usually use high-speed online analysis of weld-
ing voltage and/or current that are compared with preset
nominal values or time patterns. Based on this analysis,
an alarm is triggered if any difference from the preset
values exceeds the given threshold. More sophisticated
installations use computer-based image processing to
evaluate the welding pool geometry and penetration
depth [59.11].
To judge weld quality, the monitoring system relies
on physical or statistical models, allowing the definition
of alarm thresholds correlated with real weld defects
or welding process specifications; for instance, for all
GMAW processes, the voltage and current shape and
mean values allows the detection of the metal trans-
fer mode (short circuit, globular or spray transfer). In
pulsed GMAW, the peak current is monitored and com-
pared with preset values. For short-circuit GMAW,the
monitoring features includes short-circuit time or fre-
quency, as well as the average short-circuit current and
the average arc current. In the general case, the features
used for monitoring may be dependent on the specific
algorithm and the welding condition.
For process feature analysis, various strategies are
applied. The simplest ones employ deterministic deci-
sion making based on nominal values and tolerances,
where any deviation from these is considered a po-
tential cause of quality decrease. More sophisticated
techniques employ template matching or treat the meas-
ured features as random variables and apply statistical
methods such as control charts or spectrum analy-
sis. However, the user must realize that increasing
the detection probability often leads to false alarms
that regularity interrupt the process. So, most current
commercial monitoring systems utilize simple and ro-
bust algorithms, in which process features are averaged
within user-defined time segments, filtered, and com-
pared with a predefined threshold corresponding to
normal welding conditions.
Welding process deviations detected via monitor-
ing are to be compensated by control actions [59.12].
However, because of process complexity and indirect
relevance of the observable data, simple feedback loops
cannot be implemented. So, in addition to seam track-
ing, model-based strategies must be applied to enable
adjustment of thewelding equipmentsettings. However,
in spite of its tremendous practical significance, this is
still an active research area that employs various sophis-
ticated decision-making techniques based on artificial
intelligence and knowledge-based modeling.
59.5 Robotic Welding
Most industrial automated welding systems employ
robotic manipulators, which are integrated with stan-
dard welding equipment that provides energy supply
and basic control of welding parameters. The manip-
ulators replace the human operator by handling the
welding tool and positioning the workpiece. Usually
this leads to an increase in quality and productivity,
but poses a number of additional problems related to
robot control, programming, calibration, and mainte-
nance [59.13,14].
59.5.1 Composition
of Welding Robotic System
Currently, robots are mainly used for arc and spot weld-
ing processes. However, some recent applications deal
with laser and plasma welding and also with friction stir
welding. Typically, a robotic welding station includes
a robot, a robot controller, welding equipment with rel-
evant sensors, and clamping devices (fixture), allowing
the workpiece to be held in the desired position in spite
Part F 59.5
1036 Part F Industrial Automation
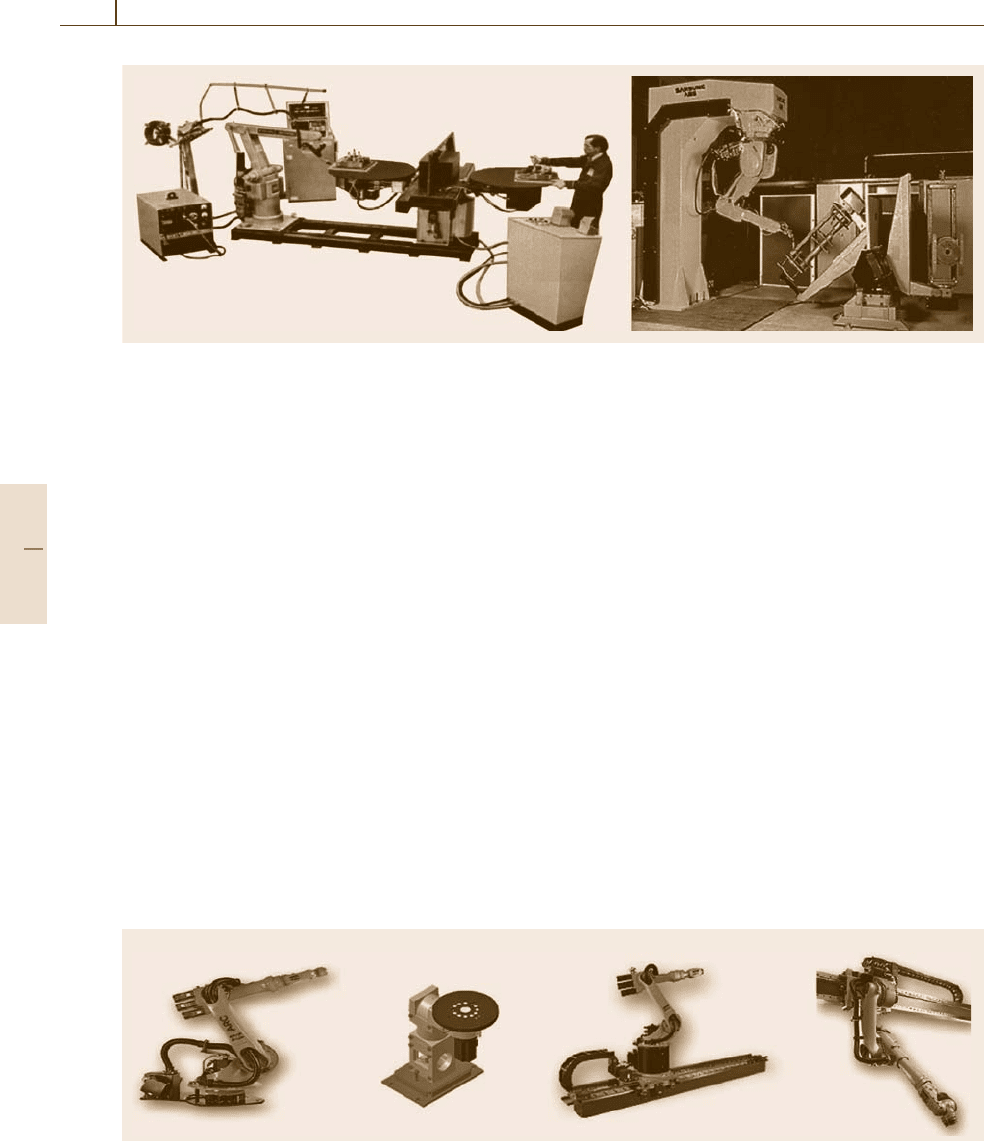
a) b)
Fig. 59.8a,b Composition of arc welding robotic stations with floor-mounted (a) and column-mounted (b) robots (af-
ter [59.15, pp. 595, 602])
of thermal deformations. In addition, there are a vari-
ety of auxiliary mechanisms that provide an increasing
in the robot workspace, better weld positioning, safety
protection, and workpiece transportation betweenwork-
stations.
The most common design of an arc welding robotic
station is shown in Fig.59.8. Usually, the robot has
six actuated axes, so it can access any point within the
working range at any orientation of the welding torch.
In most cases robots are implemented with a serial
architecture with revolute joints, which ensures larger
workspaces (Fig.59.9). Typical arc welding robots have
a working envelope of 2000mm and payload capacity
of about 5 kg, which is sufficient for handling weld-
ing tools. To extend the working range, robots may
be installed in an overhead position. A further exten-
sion of the working range can be achieved by installing
the robot onto a linear carriage with auxiliary actu-
ated axes (track, gantry or column). The wire feed unit
and the spool carriers for the wire electrodes are often
fixed to the robot, but can also be placed separately.
In many cases the torch is equipped with shock ab-
a) b) c) d)
Fig. 59.9a–d Mechanical components of an arc welding robotic station: (a) robotic manipulator, (b) positioner;
(c),(d) robots with translational motion units (http://www.kuka.com)
sorption devices (such as springs) to protect it against
collisions.
The workpiece positioners allow the location of
seams in the bestposition relative to gravity (i. e., down-
hand) and to provide better weld accessibility. They
usually have one or two actuated axes and may han-
dle payload from a few kilograms to several hundred
tons. The most common positioners are turnover, turn–
tilt,andorbital tables,butturning rolls are also used
to rotate the workpiece while making circular seams (in
tank manufacturing, for instance). Positioners with or-
bital design have an advantage for heavy parts, allowing
rotation of the workpiece around its center of gravity. In
some cases, positioners are implemented with a mul-
titable architecture, in which the operator feeds and
removes the welded workpiece on one side, while the
robot is welding on the other side. The positioner axes
may either turn to certaindefined positions(index-based
control) or be guided by the robot controller and moved
synchronically with the internal axes.
For spot welding, the robot payload capacity is es-
sentially higher (about 150kg), being defined by rather
Part F 59.5
Welding Automation 59.5 Robotic Welding 1037
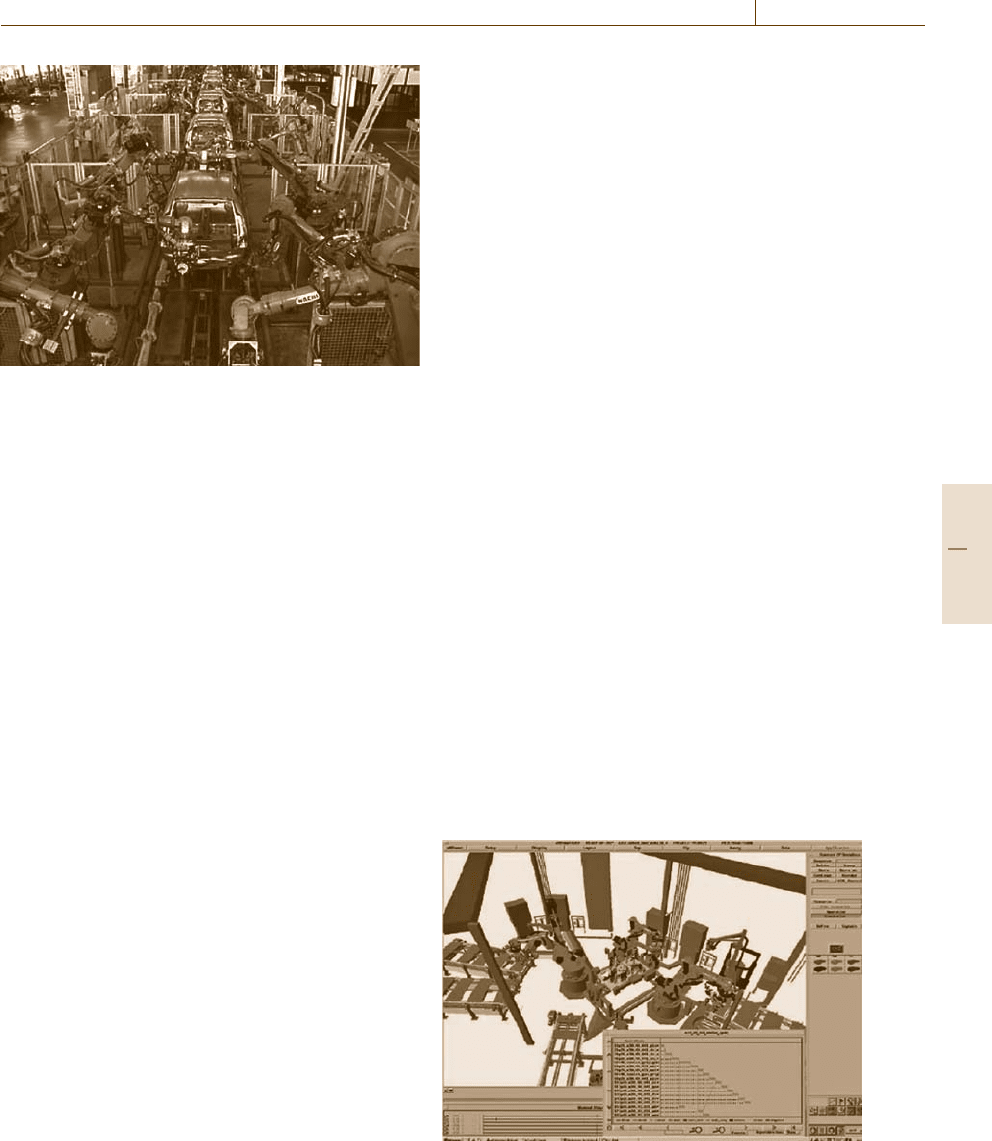
Fig. 59.10 Robotic spotwelding linefor the automotivein-
dustry (http://tal.co.in/solutions/equipments/robotics-
automation.html)
heavy equipment mounted on the robotic manipulator
arm. Usually, each spot welding station includes several
robots working simultaneously to provide the same cy-
cle time along the manufacturing line. An example of
a spot welding line for car manufacturing is presented
in Fig.59.10. For such applications, robots usually per-
form several thousands welds on over a hundred parts
with a cycle timeof about 1min. Besidesthe joiningand
handling operations, the robots also ensure online mea-
surement and inspection by means of dedicated laser
sensors.
To ensure coordination of all components of the
automated welding system, a relevant multimicropro-
cessor control architecture usually comprises two hier-
archical levels. At the lower level, the local controllers
implement mainly position-based algorithms that can
receive a desired trajectory and run it continuously
(for each actuated axis separately, but simultaneously
and coordinated). High-level controllers ensure tra-
jectory correction in real time, as a function of the
observed results of the welding process. Some robot
controllers can be connected via the Internet with tele-
diagnostic systems to support service personnel during
troubleshooting.
59.5.2 Programming of Welding Robots
To take advantage of robotic welding, especially in
small-batch manufacturing, it is necessary to reduce the
prewelding phase (or setup time), which includes se-
lection of welding parameters and generation of control
program defining motions of the robot, positioner, and
other related mechanisms. This process is time con-
suming and may be longer than the actual welding
phase [59.16].
For selection of welding parameters, there are at
present a number of generally accepted databases. They
allow the definition of optimal values of the weld-
ing current, voltage, welding speed, wire diameter, and
number of weld beads/layers depending on type of
weld, welding position, properties of materials, plate
thickness, etc. Also, these databases usually provide in-
terface to computer-aided design (CAD) models of the
joining components to simplify extraction of geometri-
cal information.
For robot programming, two basic methods exist:
online (programming at the robot) and offline (program-
ming out of the robot cell). The former method, which
is also referred to as manual teaching, requires extrac-
tion of the robot from the manufacturing process and
involves operator-guided implementation of all required
motions. The operator uses a dedicated teach-pendant
to move the welding torch to notable points of the
weld, to store the torch position and orientation, and
to create corresponding motion commands with neces-
sary attributes (defining velocity, type of interpolation
along the path,weave pattern,welding parameters,etc.).
The simplest implementation of the offline program-
ming uses an external computer to create a text file
describing the sequence of motions, but the command
arguments (i. e., torch position and orientation) are ob-
tained via manual teaching. Nevertheless, this offer
essential shortening of programming time because of
extensive use of standard macros.
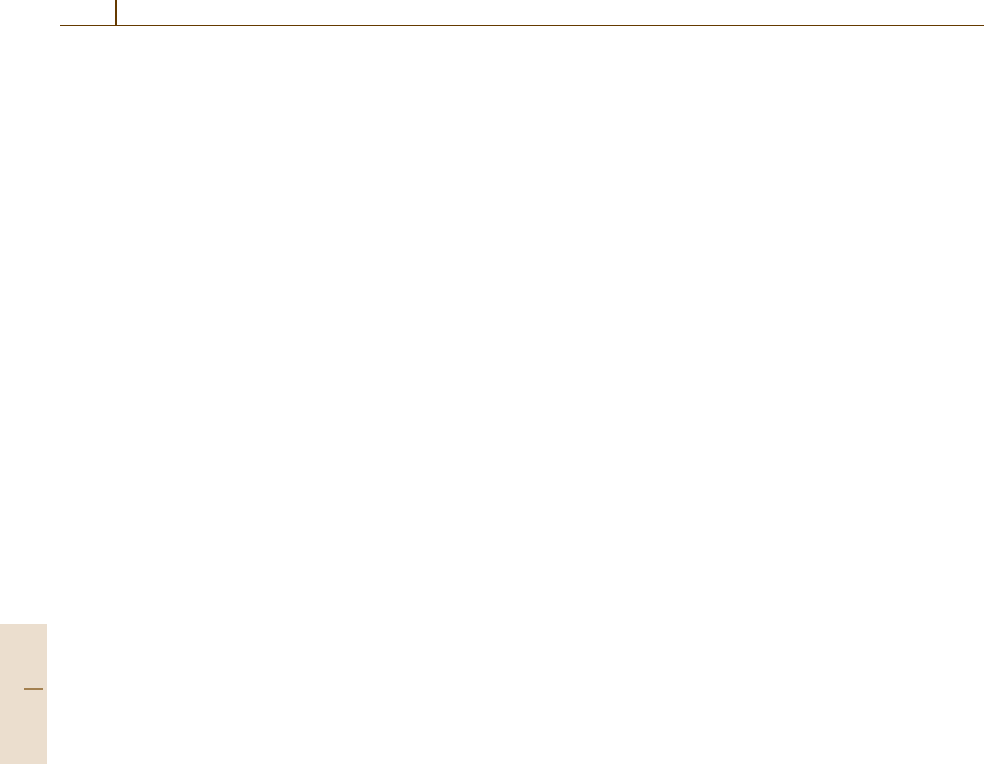
Advanced offline programming systems provide
fully autonomous program generation, completely out-
side of the manufacturing cell. They rely on so-
Fig. 59.11 Simulation and programming environment of
eM-Workplace (Robcad) (http://www.ugs.com)
Part F 59.5

1038 Part F Industrial Automation
phisticated photorealistic 3-D graphical simulation of
the robotic system and parts to be welded, allowing
the required torch coordinates/orientations to be ob-
tained directly from the models. Moreover, modern
CAD-based robotic programming systems [such as em-
Workplace (Robcad), IGRIP, CimStation, etc.] provide
an interface to all standard 3-D modeling systems and
incorporate a number of additional tools for robotic
cell design, layout optimization, graphical simulation
of the movements, program debugging and verifica-
tion with respect to collisions and cycle time, program
downloading to the robot controller, unloading of ex-
isting programs for optimization, etc. An example view
of a CAD-based simulation and programming environ-
ment is presented in Fig.59.11. However, while using
the offline programming, it is necessary to ensure good
correspondence between the nominal CAD model of the
robot and its actual geometrical parameters. In prac-
tice, this is not a trivial problem, which is solved via
calibration of all geometrical parameters describing the
workcell components and their spatial location.
Automation of robot programming is still an active
research area, which is targeted to replace movement-
oriented program development to task-oriented pro-
gramming. The final goal is automatic generation of
robot programs from CAD drawings and welding
databases, similar to programming methods for com-
puter numerical control (CNC) machines.
59.6 Future Trends in Automated Welding
At present, welding automation is on the rise because
of stricter customer demands and a shortage of skilled
welders. So, equipment manufactures and system inte-
grators are enhancing their production and implement-
ing more advanced technologies. The most important
technology-oriented directions defining future trends in
welding automation are the following [59.17–20]:
•
Improvement of traditional welding processes with
respect to productivity andenvironmental issues (in-
cluding development of better controllable power
sources, new electrodes, shielding gases and flaxes;
using twin-arc and tandem-arc torches)
•
Industrial implementation of new efficient and
environment-friendly processes, such as laser beam
and electron beam welding, friction stir welding,
and magnetic pulse welding (includingdevelopment
of new energy sources, relevant control algorithms,
manipulating equipment)
•
Creating new knowledge-based welding process
models with ability for online learning and ca-
pability for online feedback control of essential
process features (such as molten pool geometry,
heat distribution, surface temperature profile, ther-
mal deformations)
•
Development of advanced sensors and intelligent
seam-tracking control algorithms (to compensate
for parts’ mechanical tolerances in 3-D or 6-D
space, and making welds in nonflat positions)
•
Development of new process monitoring and non-
destructive evaluation methods (using model-based
condition monitoring and failure analysis tech-
niques, and online ultrasonic and laser-based test-
ing)
Concerning mechanical components (robotic ma-
nipulators, positioners, etc.), it is recognized that their
current performance satisfies the requirements of most
welding processes with respect to ability to reproduce
the desired trajectory with given speed and accuracy.
Future developments will focus on automation of robot
programming and integration with other equipment:
•
Task-oriented offline programming and integra-
tion with product design (using simulation-based
methods; simultaneous product and fixture de-
sign; implementing 3-D virtual-reality tools and
concurrent engineering concepts; developments of
human–machine interfaces)
•
Standardization of mechanical components, control
platforms, sensing devices and control architectures
(to reduce the system development time/cost and
simplify its modification)
•
Monitoring of the welding equipment and robotic
manipulators (to predict or detect machine failures
and reduce downtime using predefined exception-
handling strategies)
In addition, there are a number of essential issues
that are not directly linked with welding technol-
ogy and equipment. These include marketing aspects,
and also networking and collaboration using modern
e-Manufacturing concepts.
Part F 59.6

Welding Automation References 1039
59.7 Further Reading
•
AMS: ASMHandbook. Vol. 6: Welding, Brazing and
Soldering, 10th edn. (ASM International, Metals
Park 1993)
•
K. Weman: Welding Processes Handbook (Wood-
head, Boca Raton 2003)
•
J. Pan: Arc Welding Control (CRC, Boca Raton
2003)
•
R. Hancock, M. Johnsen:Developments in guns and
torches, Weld. J. 83(5), 29–32 (2004)
•
F.M. Hassenkhoshnaw, I.A. Hamakhan: Automa-
tion capabilities for TIG and MIG welding pro-
cesses, Weld. Cutt. 5(3), 154–156 (2006)
•
M. Fridenfalk, G. Bolmsjö: Design and validation
of a universal 6-D seam tracking system in robotic
welding based on laser scanning, Ind. Robot 30(5),
437–448 (2003)
•
A.P. Pashkevich, A. Dolgui: Kinematic control of a
robot-positioner system for arc welding application.
In: Industrial Robotics: Programming, Simulation
and Applications, ed. by K.-H. Low (Pro Literatur,
Mammendorf 2007) pp.293–314
•
G.E. Cook, R. Crawford, D.E. Clark, A.M. Strauss:
Robotic friction stir welding, Ind. Robot 31(1), 55–
63 (2004)
•
X. Chen, R. Devanathan, A.M. Fong (eds.): Ad-
vanced Automation Techniques in Adaptive Mater-
ial Processing (World Scientific, River Edge 2002)
•
U. Dilthey, L. Stein, K. Wöste, F. Reich: De-
velopments in the field of arc and beam weld-
ing processes, Weld. Res. Abroad 49(10), 21–31
(2003)
•
G. Bolmsjö, M. Olsson, P. Cederberg: Robotic
arc welding – trends and developments for
higher autonomy, Ind. Robot 29(2), 98–104
(2002)
•
J. Villafuerte: Advances in robotic welding technol-
ogy, Weld. J. 84(1), 28–33 (2005)
•
T. Yagi: State-of-the-art welding and de-burring
robots, Ind. Robot 31(1), 48–54 (2004)
•
A. Benatar, D.A. Grewell, J.B. Park (eds.): Plastics
and Composites Welding Handbook (Hanser Gard-
ner, Cincinnati 2003)
•
W. Zhang: Recent advances and improvements in
the simulation of resistance welding processes,
Weld. World 50(3–4), 29–37 (2006)
•
P.G. Ranky: Reconfigurable robot tool designs and
integration applications, Ind. Robot 30(4), 38–344
(2003)
•
W.G. Rippey: Network communications for weld
cell integration – status of standards development,
Ind. Robot 31(1), 64–70 (2004)
•
The Welding Institute, UK. http://www.twi.co.uk
•
American Welding Society, USA.
http://www.aws.org
•
ASM International: Materials Information Society.
http://www.asminternational.org
•
M. Sciaky: Spot welding and laser welding. In:
Handbook of Industrial Robotics, ed. by S.Y. Nof
(Wiley, New York 1999) pp.867–886
•
J.A. Ceroni: Arc welding. In: Handbook of Indus-
trial Robotics, ed. by S.Y. Nof (Wiley, New York
1999) pp.887–905
References
59.1 L.F. Jeffus: Welding: Principles and Applications,
6th edn. (Delmar, New York 2007)
59.2 H.B. Cary, S.C. Helzer: Modern Welding Technology,
6th edn. (Prentice Hall, New Jersey 2004)
59.3 W.A. Bowditch, K.E. Bowditch, M.A. Bowditch:
Welding Technology Fundamentals (Goodheart-
Willcox, South Holland 2005)
59.4 AWS: AWS Welding Handbook. Vol. 1: Welding Sci-
ence and Technology. Vol. 2: Welding Processes,
9th edn. (American Welding Society, Miami 2001)
59.5 H.B. Cary: Arc Welding Automation (Marcel Dekker,
New York 1995)
59.6 J. Norrish: Advanced Welding Processes (IOP, Lon-
don 2006)
59.7 G. Bolmsjö, M. Olsson: Sensors in robotic arc weld-
ing to support small series production, Ind. Robot
32(4), 341–345 (2005)
59.8 Z. Yan, D. Xu, Y. Li, M. Tan, Z. Zhao: A survey of
the sensing and control techniques for robotic arc
welding, Meas. Control 40(5), 146–150 (2007)
59.9 S.-M.Yang,M.-H.Cho,H.-Y.Lee,T.-D.Cho:Weld
line detection and process control for welding
automation, Meas. Sci. Technol. 18(3), 819–826
(2007)
59.10 U. Dilthey, L. Stein, M. Oster: Through-the-arc
sensing – a universal and multipurpose sensor for
arc welding automation, Int. J. Join. Mater. 8(1),
6–12 (1996)
Part F 59

1040 Part F Industrial Automation
59.11 Y.M. Zhang (ed.): Real-Time Weld Process Monitor-
ing (Woodhead, Cambridge 2008)
59.12 J.P.H. Steele, C. Mnich, C. Debrunner, T. Vincent,
S. Liu: Development of closed-loop control of
robotic welding processes, Ind. Robot 32(4), 350–
355 (2005)
59.13 J.N. Pires, A. Loureiro, G. Bolmsjö: Welding
Robots: Technology, System Issues and Application
(Springer, London 2006)
59.14 R.C. Dorf, S.Y. Nof (eds.): International Encyclo-
pedia of Robotics: Applications and Automation
(Wiley, New York 1988)
59.15 B.-S. Ryuh, G.R. Pennock: Arc welding robot
automation systems. In: Industrial Robotics: Pro-
gramming, Simulation and Applications (Pro
Literatur, Mammendorf 2007) pp. 596–608
59.16 J.N. Pires: Industrial Robots Programming: Build-
ing Applications for the Factories of the Future
(Springer, New York 2007)
59.17 T.J. Tarn, S. Chen, C. Zhou (eds.): Robotic Welding,
Intelligence and Automation, Lecture Notes in Con-
trol and Information Sciences, Vol. 362 (Springer,
Berlin 2007)
59.18 G.E. Cook: Robotic arc welding: research in robotic
feedback control, IEEE Trans. Ind. Electr. 30(3), 252–
268 (2003)
59.19 M. Erickson: Intelligent robotic welding, Tube Pipe
J. 17(3), 34–41 (2006)
59.20 U. Dilthey, L. Stein, C. Berger, K. Million, R. Datta,
H. Zimmermann: Future prospects of shape weld-
ing, Weld. Cutt. 5(3), 164–172 (2006)
Part F 59

1041
Automation i
60. Automation in Food Processing
Darwin G. Caldwell, Steve Davis, René J. Moreno Masey, John O. Gray
Factory-based food production and processing
globally forms one of the largest economic and
employment sectors. Within it, current automa-
tion and engineering practice is highly variable,
ranging from completely manual operations to the
use of the most advanced manufacturing systems.
Yet overall there is a general lag in the use of
automation technology compared with other in-
dustries. There are many reasons for this lack of
uptake and this chapter will initially discuss the
factors that make automation of food production
so essential and at the same time consider coun-
terinfluences that have prevented this automation
uptake.
In particular the chapter will focus on the
diversity of an industry covering areas such as
bakery, dairy, confectionary, snacks, meat, poul-
try, seafood, produce, sauce/condiments, frozen,
and refrigerated products, which means that
generic solutions are often (considered by the in-
dustry) difficult or impossible to obtain. However,
it will be shown that there are many features
in the production process that are almost com-
pletely generic, such as labeling, quality/safety
automation, and palletization, and others that do
in fact require an almost unique approach due to
the natural and highly variable features of food
products. In considering these needs, this chapter
has therefore approached the specific automation
requirements of food production from two per-
spectives. Firstly, it will be shown that in many
cases there are generic automation solutions that
could be valuably used across the industry ranging
from small cottage facilities to large multinational
manufacturers. Examples of generic types of au-
tomation well suited across the industry will be
provided. In addition, for some very specific dif-
ficult handling operations, customized solutions
will be shown to give opportunities to study the
60.1 The Food Industry............................... 1042
60.2 Generic Considerations in Automation
for Food Processing ............................ 1043
60.2.1 Automation and Safety .............. 1043
60.2.2 Easy-to-Clean Hygienic Design ... 1043
60.2.3 Fast Operational Speed
(High-Speed Pick and Place)....... 1044
60.2.4 Joints and Seals ........................ 1045
60.2.5 Actuators ................................. 1045
60.2.6 Orientation and Positioning ....... 1045
60.2.7 Conveyors................................. 1046
60.3 Packaging, Palletizing,
and Mixed Pallet Automation .............. 1046
60.3.1 Check Weight ............................ 1047
60.3.2 Inspection Systems.................... 1047
60.3.3 Labeling................................... 1048
60.3.4 Palletizing................................ 1048
60.4 Raw Product Handling and Assembly.... 1049
60.4.1 Handling Products That Bruise .... 1050
60.4.2 Handling Fish and Meat ............. 1051
60.4.3 Handling Moist Food Products .... 1052
60.4.4 Handling Sticky Products............ 1053
60.5 Decorative Product Finishing ............... 1054
60.6 Assembly of Food Products –
Making a Sandwich ............................ 1055
60.7 Discrete Event Simulation Example....... 1056
60.8 Totally Integrated Automation............. 1057
60.9 Conclusions........................................ 1058
60.10 Further Reading ................................. 1058
References ..................................................1058
problems/risks/demands associated with food
handling and to provide an insight into the solu-
tion, thereby demonstrating that in most instances
the difficult/impossible can indeed be achieved.
Part F 60
1042 Part F Industrial Automation
60.1 The Food Industry
Food and drink manufacturing forms one of the largest
global industry sectors. In the European Union (EU), it
is in fact the largest manufacturing sector with an an-
nual turnover (in 2006) in excess of € 830billion and
a workforce of 3.8million people [60.1]. However, un-
like in other manufacturing sectors, there is still a very
high level of low-skilled, low-paid labor.
Before considering the detailed useof automation in
food processing, it is important to understand the nature
of the industry. The food industry is not one single sec-
tor making a range of broadly similar products. It is in
fact wide and diverse both in terms of the products and
in structures and is characterized by:
•
A very large number of small and medium enter-
prises (SMEs) operating in a highly competitive
environment
•
Rapid changes in product lines (often several
changes per day)
•
Generally low profit margins
•
Extensive use of manual labor in often unattractive
operating environments
•
Low uptake of automation procedures.
It is also very important to note that, except for a few
multinationals:
•
Engineering research and development activity is
low
•
Ability to exploit and maintain advanced automa-
tion equipment is fairly poor
•
Information technology (IT) and e-Commerce in-
frastructure is generally weak.
Within the industry there is a strong feeling that in
the medium term (3–10years) the number of people
willing to work for the current low wages will decline
and the industry will have to change to survive. Faced
with this problem the industry has identified the appli-
cation of automation and robotic systems as a major
growth area with the aims of:
•
Improving production efficiency and impacting on
yield margins and profitability
•
Reducing waste on all levels: product, energy, pol-
lution, water, etc.
•
Enhancing hygiene standards, and conforming to
existing and future legislation pertaining to food
production, including enhancing hygienic operation
and product traceability
•
Improving working conditions to improve retention
of high-quality, motivated staff
•
Improving the consistency of product quality.
However, despite these very significant and com-
pelling driving influences, only a small number of
companies are yet making significant use of automation
for raw and in-progress product handling. The question
therefore arises as to why the food sector should not be
making extensive use of automation. There is no single
simple answer to this question, but the answers seem to
be embedded in a number of technical, financial, and
cultural issues [60.2,3].
Although the limited use of automation is cer-
tainly a reflection of a conservative investment policy
in a low-margin industry, it is equally clear that in many
instances the use of labor-intensive manual techniques
is a deliberate policy because of:
i) The flexibility provided by the human worker. Hu-
mans handle manipulative complexities with ease,
by combining dextrous handling capabilities (the
human hand), advanced sensing, and behavioral
models of the product accumulated with experience.
ii) A lack ofunderstanding of the properties of thefood
product as an engineering material. The handling
characteristics of many (most) food products can-
not be adequately described with geometry-based
information, as is usually the case with conventional
engineering materials since the geometry of food
product is:
•
In many/most instances nonrigid, often delicate,
and/or perishable
•
Variable in texture, color, shape, and size
•
Often variable as a function of time and the forces
applied
•
Affected by environmental conditions including
temperature, humidity, and pressure
•
Easily bruised and marked when it comes into con-
tact with hard and/or rough surfaces
•
Susceptible to bacterial contamination.
iii) The product deforming significantly during han-
dling. Any system developed to handle such food
items therefore needs to react accordinglyto this de-
formation and there is a lack of handling strategies
and end-effectors designed to cope with the variable
characteristics of food products.
Part F 60.1
Automation in Food Processing 60.2 Generic Considerations in Automation for Food Processing 1043
iv) The perceived inabilities of current automation sys-
tems to cope with the variation in product and
production demands.
In addition, the food sector often feels that there are
significant issues relating to automation including:
•
Robotic systems and application technology have
been developed for the engineering manufacturing
industry and they cannot transfer across into food
manufacture without significant changes.
•
Robot manufacturers and system integrators of-
ten have a poor understanding of the economics,
payback rationale, and operating pressures in the
food industry, which are very different from those
in other sectors that make more use of automa-
tion/robotics. This results in the wrong products
being offered for sale at the wrong price and with
the wrong sales model.
•
Support for complex IT-based systems is largely ab-
sent in smaller food manufacturers and there is no
cost-effective outsourced support available.
•
The space and flexibility requirements of, in par-
ticular, the smaller food manufacturer require that
any automation fits around, andworks with,existing
manual operations. This is in contrast to most en-
gineering automation which is physically separated
from people.
60.2 Generic Considerations in Automation for Food Processing
When considering automation within the sector it is
clear that there are very large differences in the exact
nature of the work and the level and form of automa-
tion. For instance, unlike in the car industry, which
is generally homogenous, making one easily recogniz-
able product, in the food industry this is not true. The
sector can be broken down in many ways, e.g., bak-
ery, dairy, confectionary, snacks, meat, poultry, seafood,
produce, sauce/condiments, frozen, and refrigerated.
Within these areas there are of course many more sub-
divisions and these subdivisions mean that it is almost
impossible to consider the industry as a whole and
certainly from the viewpoint of automation this is ex-
tremely difficult, although there are several key aspects
that have commonality.
60.2.1 Automation and Safety
Issues relating to food safety through accidental or de-
liberate contamination are of paramount concern in all
food manufacturing facilities. To address these concerns
and ensure public confidence there are a number of na-
tional and international standards. Depending on the
country where the food is being manufactured these
standards may be compulsory or voluntary and may be
more or less strictly enforced. Among the most readily
recognized of these standards are
•
Hazard analysis andcritical controlpoints (HACCP)
has been developed as a systematic preventive
approach to food safety that addresses physical,
chemical, and/or biological hazards during the man-
ufacturing process, rather than through end-of-line
and finished product testing/inspection. This goal is
achieved by identifying potential food safety risks
in the manufacturing process and acting on these
critical control points (CCPs), e.g., by cooking, to
prevent the hazard being realized. HACCP forms
part of the whole manufacturing process including
packaging, and distribution [60.4].
•
Current good manufacturing practice (cGMP) deals
with the control, quality assurance/testing, and
management of food, pharmaceutical, and medical
products in a manufacturing environment [60.5].
•
ISO 22000 aims to bring the structures and bene-
fits of ISO 9000, from which it is derived, to the
food and drink processing and manufacturing sec-
tors [60.6].
The introduction of automation and robotic equip-
ment must of course conform to these standards, ideally
without introducing any new hazards, but at the same
time it is clear that the introduction of automation can
have a positive impact since it permits humans, who
are the most significant and certainly the most unpre-
dictable contamination source, to be removed from the
hazard consideration.
60.2.2 Easy-to-Clean Hygienic Design
Machinery to be used for direct handling of food
can be designed following a set of hygienic design
guidelines that ensure good standards of hygiene in pro-
duction [60.7,8], yet there is often a certain degree of
Part F 60.2
1044 Part F Industrial Automation
confusion regarding what constitutes hygienic design
and how hygienic a particular piece of machinery needs
to be. Fundamentally this is product/task specific but it
is clear that products such as raw meat, fish, and poultry
are highly susceptible to contamination from microor-
ganisms andrequire veryhigh levels of hygienic design,
while for dryfoods such asbiscuits or cakeslowerlevels
of hygienic design may be more than adequate.
Routine cleaning and disinfection procedures in-
volve the use of acidic, alkaline, and chlorinated
cleaning chemicals. The need for frequent wash-downs
makes a sealed, waterproof structure essential to en-
close and protect internal components. The preferred
material for food processing machinery is 304 or 316
grade stainless steel (BS EN 10088:2005), polished to
a unidirectional satin polish finish [60.9]. Aluminum
is not sufficiently corrosion resistant to commonly
used cleaning chemicals and its use should be avoided
for food-contact applications. Surfaces should be non-
porous and free from cracks, crevices, scratches or
pits that could harbor microorganisms after cleaning.
Painted or coated surfaces should be avoided on food-
contact parts; however, if used, the finish must be
resistant to flaking or cracking. All parts likely to come
into contact with food should be readily visible for
inspection and accessible for cleaning. Joints that are
screwed or bolted together inherently have crevices that
cannot be adequately cleaned. A rubber seal or gasket
should be used between components joined in this way.
Exposed threads and fasteners suchas screws, bolts, and
rivets should be avoided if possible in food contact ar-
eas. All corners should be radiused and sharp internal
corners should be avoided.
The use of plastics can offer certain advantages over
stainless steel in some applications. However, plastics
are generally more susceptible to failure from a range of
different causes [60.7]. A database of plastics approved
for food use by the US Food and Drug Administra-
tion (FDA) is available online [60.10]. In Europe, the
use of plastics for food-contact applications is regu-
lated by EU Commission Directive 2002/72/EC.One
significant disadvantageof plasticsis thatthey are easily
scratched through manual cleaning. Surface scratches
can accumulate over time and harbor microorganisms.
A study byMidelet and Carpentier [60.11]suggests that
microorganisms also attach themselves more strongly
to plastics than to stainless steel. Rubber compounds
used for seals, gaskets, and suction cups should also
be food approved. Nitrile butyl rubber (Buna-N), flu-
oroelastomers (Viton), and silicone rubber are among
those commonly used in the food industry. Likewise lu-
bricants, adhesives, and any other materials that may
come into contact with food should be approved for
food use [60.10,12].
60.2.3 Fast Operational Speed
(High-Speed Pick and Place)
High speed becomes important when an automa-
tion/robotic solution must compete on economic terms
with hard automation or human workers. Low profit
margins in food manufacturing mean that throughput
must be maximized inorder to increase profit. Increased
production capacity also leads to reduced production
costs. Arguably the most common task in food manu-
facturing is pick-and-place handling, where an object
is picked from a conveyor belt and placed into its pri-
mary packaging. The pick-and-place speed of industrial
robots is based on a standard 25×300×25mm
3
cy-
cle and has been steadily rising. Speeds of between
80 and 120picks/min, which are comparable to that
of a human operator, are now becoming commonplace.
Conveyor belts used in the food industry are generally
no more than 50 or 60cm wide. This width corresponds
to the maximum distance that an operator, standing on
one side of the conveyor, can comfortably reach to pick
an object on the opposite side.
This need for high-speed handling is most acutely
observed in the bakery and confectionary subsectors,
where there is a need for high-speed handling of prod-
ucts that do in general have relatively good structural
formal andrepeatability and can be moved at highspeed
without disintegrating.
Biscuits/cookies form a particularly good example
of this type of product but other breaded products, e.g.,
croissants and even meat precuts such as pepperoni for
a pizza can be considered. In these tasks human op-
erators are required to identify the product (visually),
grasp the product, and place it either into a container or
on to a secondary product. The operating frequencies
are typically high (over 100 picks/min) with motions
in the range of 30–50 cm one way. The mass of the
objects are typically very low (only a few grams) and
when undertaken by humans the user will often pick up
several objects at one instance to minimize the move-
ments to and from the conveyor. Recently the ABB
IRB 340 FlexPicker robothas been extensively and gen-
erally very successfully used in this type of application
to pick up multiple products as a group, or one at a time.
With recent advances in vision technology, robotic
packing lines can handle varying or irregular products
(Fig.60.1). Automation of this type often integrates
Part F 60.2